Область техники
Данное изобретение относится к способу и устройству для изготовления герметизированной панели и способу и устройству для изготовления плазменной дисплейной панели.
Притязания на приоритет утверждаются заявкой на патент Японии №2007-153291, зарегистрированной 8 июня 2007 г., содержание которой включено в данный документ посредством ссылки.
Известный уровень техники
Обычно плазменные дисплейные панели (на которые ниже делается ссылка как на «PDP») широко применяются в области устройств отображения информации, и в последнее время имеется потребность в плазменных дисплейных панелях с большим экраном, которые обладают высокими характеристиками при низкой стоимости.
Плазменные дисплейные панели формируют наслаиванием лицевой подложки и тыльной подложки одной на другую посредством герметизирующего материала, при этом в герметизированном пространстве внутри них размещается газ для электрического разряда. Обычно для плазменных дисплейных панелей используется трехэлектродный метод создания поверхностного разряда, при этом поддерживающие электроды и сканирующие электроды сформированы на лицевой подложке, а адресные электроды сформированы на тыльной подложке. Когда между сканирующими электродами и адресными электродами подается напряжение, с тем чтобы генерировать электрический разряд, герметизированный газ для электрического разряда преобразуется в плазму, и создается ультрафиолетовое излучение. Люминофоры, которые нанесены на тыльную подложку, возбуждаются ультрафиолетовым излучением, в результате чего создается излучение в видимой области спектра.
Способ изготовления плазменных дисплейных панелей включает стадию нанесения покрытия, на которой герметизирующий материал наносят на периферийную кромку тыльной подложки, и стадию герметизации, на которой наслаивают одну на другую и герметизируют лицевую подложку и тыльную подложку. На стадии нанесения покрытия из герметизирующего материала герметик, преобразованный в клейкую форму, наносят на тыльную подложку. Поэтому используется герметизирующий материал, с которым смешано связующее вещество, которое изготовлено из растворителя и компонента смолы. Кроме того, после нанесения герметизирующего материала выполняется стадия сушки (например, при температуре 120°C в течение от 10 до 20 минут), чтобы удалить растворитель, и также выполняется стадия предварительного обжига (например, см. непатентный документ 1), чтобы удалить компонент смолы. На стадии предварительного обжига тыльную подложку, которая была подвергнута обработке на стадии сушки, первоначально нагревают на воздухе или в атмосфере кислорода от температуры 120°C до 320°C при скорости увеличения температуры от 5°C до 10°C в минуту. Затем тыльную подложку нагревают от температуры 320°C до 380°C при скорости увеличения температуры 4°C в минуту. Тыльную подложку затем поддерживают при температуре 380°C в течение 10 минут. После этого тыльную подложку охлаждают до комнатной температуры при скорости снижения температуры от 5°C до 50°C в минуту. Следует заметить, что нагревание выполняется плавным образом, чтобы гарантировать разложение и сгорание связующего.
[Непатентный документ 1] “Encyclopedia of Flat Panel Displays” («Энциклопедия дисплеев с плоскими панелями»), Tatsuo Uchida et. al., Декабрь 2001, стр.752-754, 868-869.
Описание изобретения
Проблемы, подлежащие разрешению посредством данного изобретения
Однако трудно полностью удалить компонент смолы из связующего, которое содержится в герметизирующем материале, просто лишь выполнением вышеописанного предварительного обжига. Компонент смолы, который остается в герметизирующем материале, преобразуется в примесный газ, когда две подложки объединяются и взаимно герметизируются, и загрязняет внутреннее пространство панели. Загрязнение, вызванное компонентом смолы, является одним из факторов, обусловливающих необходимость очистки (т.е. сушки) внутреннего пространства панели нагреванием и вакуумированием (т.е. посредством вакуумной сушки) в течение нескольких часов во время стадии герметизации. Это является также фактором, обусловливающим необходимость приложения переменного напряжения к герметизированной панели для создания разряда и выполнения старения (т.е. предварительной обработки) в течение времени от нескольких часов до нескольких десятков часов, чтобы снизить напряжение разряда панели и стабилизировать характеристики разряда панели (см., например, непатентный документ 1). Таким образом, предотвращение того, что какой-либо компонент смолы остается в связующем в герметизирующем материале, является значительной проблемой для повышения производительности процесса изготовления плазменных дисплейных панелей и улучшения эффективности использования энергии.
Данное изобретение было создано для того, чтобы разрешить вышеуказанную проблему, и его целью является предоставление способа и устройства для изготовления герметизированной панели и также способа и устройства для изготовления герметизированной панели, которые делают возможным повышение производительности и эффективности использования энергии.
Средство для разрешения проблемы
Для достижения указанной выше цели данное изобретение использует следующее. В частности, способ изготовления герметизированной панели, имеющей первую подложку и вторую подложку, в соответствии с данным изобретением включает: стадию плавления герметизирующего материала, который не содержит связующего, чтобы получить герметизирующий материал в виде клея; стадию нанесения покрытия из расплавленного герметизирующего материала на поверхность второй подложки; и стадию герметизации с наслаиванием одной на другую первой подложки и второй подложки посредством герметизирующего материала, нанесенного на поверхность второй подложки.
В соответствии с описанным выше способом изготовления герметизированной панели, посредством плавления герметизирующего материала, который не содержит связующего, возможно нанесение герметизирующего материала на поверхность второй подложки. Кроме того, поскольку используется герметизирующий материал, который не содержит связующего, то возможно значительное уменьшение количества газа, высвобождающегося из герметизирующего материала. В результате возможно существенное уменьшение времени, требующегося, чтобы очистить (т.е. высушить) внутреннее пространство панели на стадии герметизации, или полное устранение необходимости в очистке (т.е. в сушке). Кроме того, также возможно существенное уменьшение времени, требующегося для старения (т.е. предварительной обработки) после стадии герметизации, или даже полное устранение необходимости в стадии старения. Кроме того, отсутствует необходимость в стадии удаления связующего, такой как та, что требуется в случае обычной технологии. Соответственно, возможно повышение производительности и эффективности использования энергии при производстве плазменных дисплейных панелей.
Это может быть достигнуто тем, что герметизирующий материал содержит стекло с низкой температурой плавления.
В этом случае возможно уменьшение количества газа, высвобождающегося из герметизирующего материала. Кроме того, нанесение герметизирующего материала и герметизация могут быть выполнены при сравнительно низкой температуре. В дополнение к этому, могут быть обеспечены герметичность и когезионная прочность после герметизации.
Герметизирующий материал может также содержать стекло с низкой температурой плавления и наполнитель.
В этом случае, поскольку коэффициент термического расширения герметизирующего материала становится близок к коэффициентам термического расширения первой подложки и второй подложки, могут быть обеспечены герметичность и когезионная прочность после герметизации.
Способ может также включать стадию удаления газа, содержащегося в расплавленном герметизирующем материале.
В этом случае поскольку газ, имеющийся внутри нанесенного герметизирующего материала, удаляется из него, то возможно дополнительное уменьшение количества газа, высвобождающегося из герметизирующего материала.
При этом способ изготовления плазменной дисплейной панели, имеющей первую подложку и вторую подложку, в соответствии с данным изобретением включает: стадию плавления герметизирующего материала, который не содержит связующего, чтобы получить герметизирующий материал в виде клея; стадию обжига люминофоров, нанесенных на вторую подложку; стадию нанесения покрытия из расплавленного герметизирующего материала на поверхность второй подложки; и стадию герметизации с наслаиванием одной на другую первой подложки и второй подложки посредством герметизирующего материала, нанесенного на поверхность второй подложки, при этом температура второй подложки поддерживается при 100°C или выше от стадии обжига на протяжении стадии нанесения покрытия из герметизирующего материала.
В соответствии с описанным выше способом изготовления плазменной дисплейной панели, поскольку применяется герметизирующий материал, который не содержит связующего, расплавленный герметизирующий материал может быть нанесен на поверхность второй подложки. В этом случае также возможно использование на стадии нанесения покрытия тепловой энергии, переданной второй подложке на стадии обжига. В результате возможно снижение расхода энергии.
Вторая подложка может также поддерживаться в вакууме или в контролируемой атмосфере от стадии обжига на протяжении стадии герметизации.
В этом случае поскольку используется герметизирующий материал, который не содержит связующего, то отсутствует необходимость в выполнении стадии сушки и стадии обжига на воздухе для удаления связующего. Вследствие этого возможны передача второй подложки на стадию герметизации, после того как люминофоры были обожжены, при поддержании ее в вакууме или в контролируемой атмосфере и тем самым предотвращение адсорбции какого-либо примесного газа на второй подложке. В результате возможно существенное уменьшение времени, требующегося, чтобы очистить (т.е. высушить) внутреннее пространство панели на стадии герметизации, или даже полное устранение необходимости в такой очистке (т.е. в сушке). Кроме того, также возможно существенное уменьшение времени, требующегося для старения (т.е. предварительной обработки) после стадии герметизации, или даже полное устранение необходимости в стадии старения. Соответственно, возможно повышение производительности и эффективности использования энергии при производстве плазменных дисплейных панелей.
Кроме того, другой способ изготовления плазменной дисплейной панели, имеющей первую подложку и вторую подложку, в соответствии с данным изобретением включает: стадию формирования пленки для формирования защитной пленки на первой подложке при размере, соответствующем первой подложке; стадию плавления герметизирующего материала, который не содержит связующего, чтобы получить герметизирующий материал в виде клея; стадию обжига, на которой обжигаются люминофоры, нанесенные на вторую подложку; стадию нанесения покрытия из расплавленного герметизирующего материала на поверхность второй подложки; и стадию герметизации, на которой наслаивают одну на другую несколько пар из первой подложки и второй подложки параллельным образом посредством герметизирующего материала, нанесенного на поверхность каждой из вторых подложек, при этом температура вторых подложек поддерживается при 100°C или выше от стадии обжига на протяжении стадии нанесения покрытия из герметизирующего материала.
В соответствии с описанным выше способом изготовления плазменной дисплейной панели, поскольку время обработки на стадии формирования пленки обычно меньше времени обработки на стадии герметизации, возможно повышение производительности производства плазменных дисплейных панелей.
Процесс может быть организован таким образом, что на стадии герметизации, когда изготавливается несколько плазменных дисплейных панелей, имеющих взаимно разные размеры, первые подложки и вторые подложки, которые соответствуют размерам соответствующих плазменных дисплейных панелей, наслаиваются одна на другую.
В этом случае возможно изготовление эффективным образом панелей разных размеров.
При этом устройство для изготовления герметизированной панели, имеющей первую подложку и вторую подложку, в соответствии с данным изобретением содержит: камеру для нанесения покрытия из герметизирующего материала, в которой герметизирующий материал, который не содержит связующего для образования герметизирующего материала в виде клея, наносится на поверхность второй подложки в вакууме или в контролируемой атмосфере; узел для нанесения покрытия из герметизирующего материала, который установлен в камере для нанесения покрытия из герметизирующего материала и наносит герметизирующий материал, размещенный внутри узла для нанесения покрытия из герметизирующего материала, на поверхность второй подложки; нагреватель, который установлен в узле для нанесения покрытия из герметизирующего материала и плавит размещенный внутри него герметизирующий материал; и герметизирующую камеру, в которой первая подложка и вторая подложка наслаиваются одна на другую посредством герметизирующего материала.
В соответствии с описанным выше способом изготовления герметизированной панели, хотя применяется герметизирующий материал, который не содержит связующего, возможно плавление герметизирующего материала внутри узла для нанесения покрытия из герметизирующего материала и последующее нанесение герметизирующего материала на поверхность второй подложки. Кроме того, посредством использования герметизирующего материала, который не содержит связующего, возможно значительное уменьшение количества газа, высвобождающегося из герметизирующего материала. В результате возможно существенное уменьшение времени, требующегося, чтобы очистить (т.е. высушить) внутреннее пространство панели на стадии герметизации, или даже полное устранение необходимости в такой очистке (т.е. в сушке). Кроме того, также возможно существенное уменьшение времени, требующегося для старения (т.е. предварительной обработки) после стадии герметизации, или даже полное устранение необходимости в этой стадии старения. Кроме того, отсутствует необходимость в стадии удаления связующего, такой как та, что требуется в случае обычной технологии. Соответственно, возможно повышение производительности и эффективности использования энергии при производстве плазменных дисплейных панелей.
Устройство для изготовления плазменной дисплейной панели, имеющей первую подложку и вторую подложку, в соответствии с данным изобретением содержит: обжиговую камеру, в которой обжигаются люминофоры, нанесенный на вторую подложку; камеру для нанесения покрытия из герметизирующего материала, в которой герметизирующий материал, который не содержит связующего для образования герметизирующего материала в виде клея, наносится на поверхность обожженной второй подложки в вакууме или в контролируемой атмосфере; узел для нанесения покрытия из герметизирующего материала, который установлен в камере для нанесения покрытия из герметизирующего материала и наносит герметизирующий материал, размещенный внутри узла для нанесения покрытия из герметизирующего материала, на поверхность второй подложки; нагреватель, который установлен в узле для нанесения покрытия из герметизирующего материала и плавит размещенный внутри него герметизирующий материал; и герметизирующую камеру, в которой первая подложка и вторая подложка наслаиваются одна на другую посредством герметизирующего материала, при этом вторая подложка перемещается из обжиговой камеры через камеру для нанесения покрытия из герметизирующего материала при поддержании ее температуры при 100°C или выше.
В соответствии с описанным выше устройством для изготовления плазменной дисплейной панели возможно использование тепловой энергии, переданной второй подложке в обжиговой камере, в камере для нанесения покрытия из герметизирующего материала. В результате возможно снижение расхода энергии.
Вторая подложка может также перемещаться из обжиговой камеры через герметизирующую камеру при поддержании в вакууме или в контролируемой атмосфере.
В этом случае поскольку используется герметизирующий материал, который не содержит связующего, то отсутствует необходимость в выполнении стадии сушки и стадии обжига на воздухе для удаления связующего на воздухе. Вследствие этого возможны передача второй подложки на стадию герметизации, после того как люминофоры были обожжены, при поддержании ее в вакууме или в контролируемой атмосфере и тем самым предотвращение адсорбции какого-либо примесного газа на второй подложке. В результате возможно существенное уменьшение времени, требующегося, чтобы очистить (т.е. высушить) внутреннее пространство панели на стадии герметизации, или даже полное устранение необходимости в такой очистке (т.е. в сушке). Кроме того, также возможно существенное уменьшение времени, требующегося для старения (т.е. предварительной обработки) после стадии герметизации, или даже полное устранение необходимости в этой стадии старения. Соответственно, возможно повышение производительности и эффективности использования энергии при производстве плазменных дисплейных панелей.
Кроме того, другое устройство для изготовления плазменной дисплейной панели, имеющей первую подложку и вторую подложку, в соответствии с данным изобретением содержит: камеру для формирования пленки, в которой защитная пленка формируется на первой подложке; обжиговую камеру, в которой обжигаются люминофоры, нанесенные на вторую подложку; камеру для нанесения покрытия из герметизирующего материала, в которой герметизирующий материал, который не содержит связующего для образования герметизирующего материала в виде клея, наносится на поверхность обожженной второй подложки в вакууме или в контролируемой атмосфере; узел для нанесения покрытия из герметизирующего материала, который установлен в камере для нанесения покрытия из герметизирующего материала и наносит герметизирующий материал, размещенный внутри узла для нанесения покрытия из герметизирующего материала, на поверхность второй подложки; нагреватель, который установлен в узле для нанесения покрытия из герметизирующего материала и плавит размещенный внутри него герметизирующий материал; и несколько герметизирующих камер, которые соединены с камерой для формирования пленки и в которых первая подложка и вторая подложка наслаиваются одна на другую посредством герметизирующего материала, при этом вторые подложки перемещаются из обжиговой камеры через камеру для нанесения покрытия из герметизирующего материала при поддержании их температуры при 100°C или выше.
В соответствии с описанным выше устройством для изготовления плазменной дисплейной панели, поскольку время обработки в камере для формирования пленки обычно меньше времени обработки в герметизирующей камере, возможно повышение производительности производства плазменных дисплейных панелей.
Процесс может быть организован таким образом, что в нескольких герметизирующих камерах, когда изготавливается несколько плазменных дисплейных панелей, имеющих взаимно разные размеры, первые подложки и вторые подложки, которые соответствуют размерам соответствующих плазменных дисплейных панелей, наслаиваются одна на другую.
В этом случае возможно изготовление эффективным образом панелей разных размеров.
Преимущества данного изобретения
В соответствии с данным изобретением посредством плавления герметизирующего материала, который не содержит связующего, возможно нанесение герметизирующего материала на поверхность второй подложки. Кроме того, поскольку используется герметизирующий материал, который не содержит связующего, то возможно значительное уменьшение количества газа, высвобождающегося из герметизирующего материала. В результате возможно существенное уменьшение времени, требующегося, чтобы очистить (т.е. высушить) внутреннее пространство панели на стадии герметизации, или даже полное устранение необходимости в такой очистке (т.е. в сушке). Кроме того, также возможно существенное уменьшение времени, требующегося для старения (т.е. предварительной обработки) после стадии герметизации, или даже полное устранение необходимости в этой стадии старения. Кроме того, отсутствует необходимость в стадии удаления связующего, такой как та, что требуется в случае обычной технологии. Соответственно, возможно повышение производительности и эффективности использования энергии при производстве плазменных дисплейных панелей.
Краткое описание чертежей
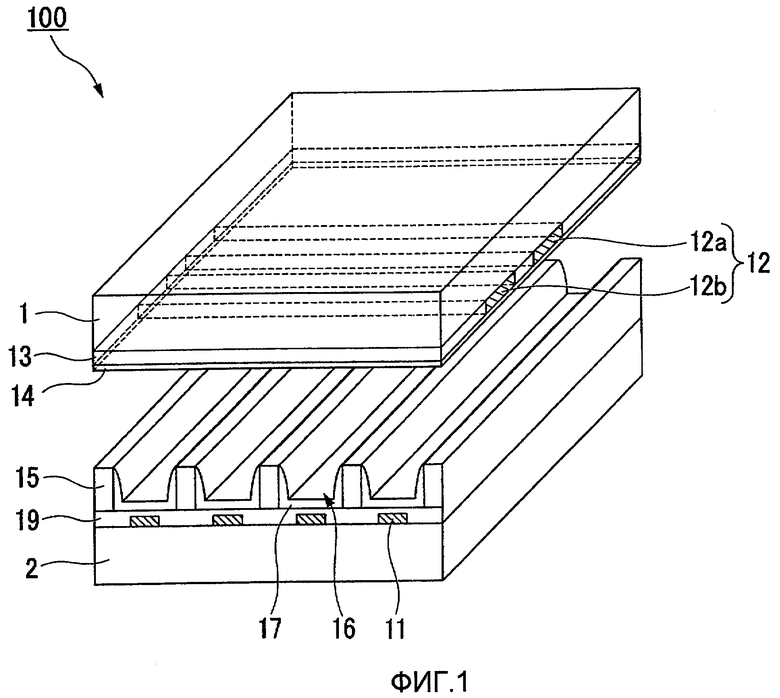
Фиг.1 представляет собой перспективное изображение с пространственным разделением деталей, иллюстрирующее трехэлектродную плазменную дисплейную панель переменного тока.
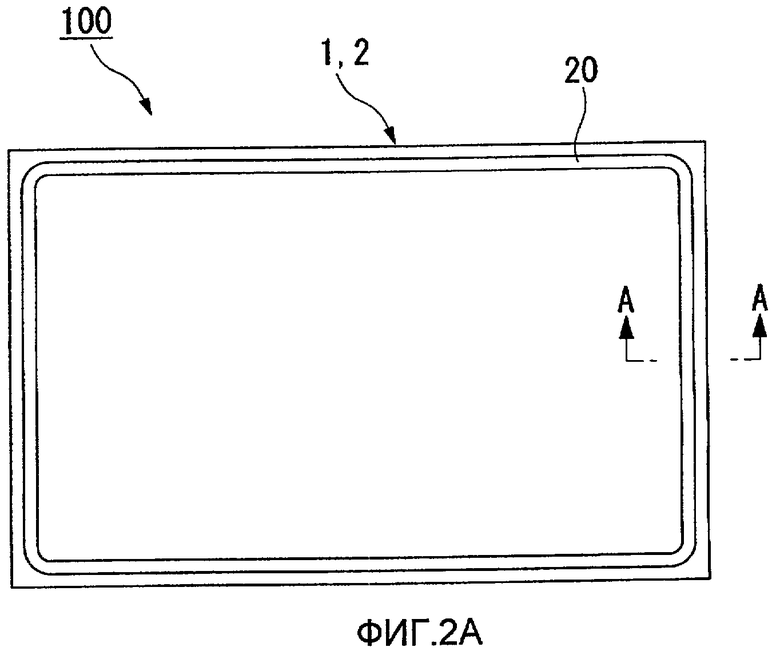
Фиг.2A представляет собой вид сверху плазменной дисплейной панели.
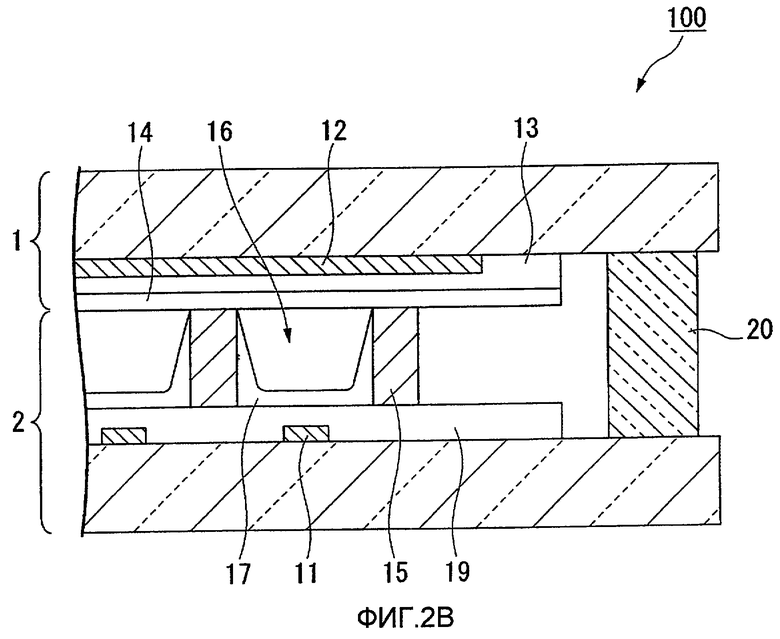
Фиг.2B представляет собой вид поперечного сечения вдоль линии A-A на Фиг.2A.
Фиг.3 представляет собой блок-схему способа изготовления плазменной дисплейной панели в соответствии с первым вариантом осуществления данного изобретения.
Фиг.4 представляет собой структурную схему, иллюстрирующую устройство для изготовления плазменной дисплейной панели в соответствии с первым вариантом осуществления.
Фиг.5 представляет собой перспективное изображение, иллюстрирующее внутреннюю структуру камеры для нанесения покрытия из герметизирующего материала.
Фиг.6 является графиком, представляющим результаты измерений количества газа, высвобождающегося из герметизирующего материала, при использовании способа десорбции с программированием температуры.
Фиг.7 является графиком, представляющим результаты испытания на старение.
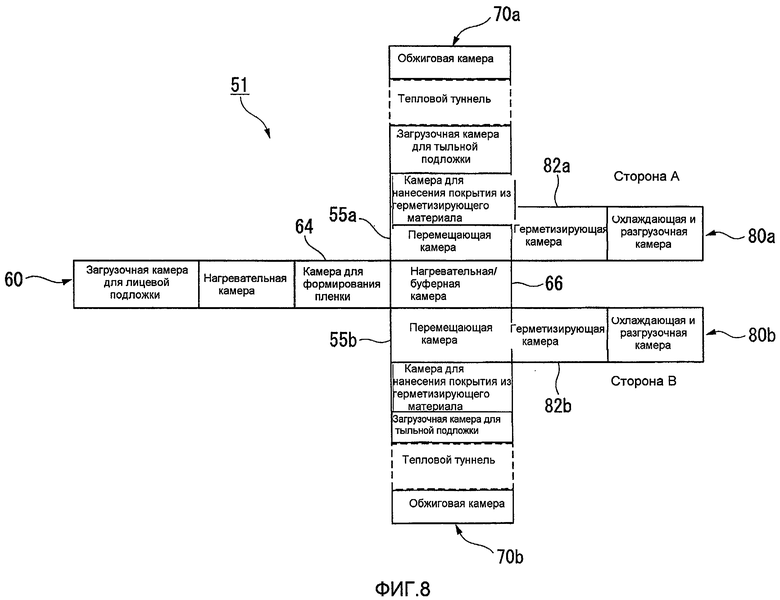
Фиг.8 представляет собой структурную схему, иллюстрирующую устройство для изготовления плазменной дисплейной панели в соответствии со вторым вариантом осуществления.
Фиг.9 представляет собой структурную схему, иллюстрирующую устройство для изготовления плазменной дисплейной панели в соответствии с модификацией примера второго варианта осуществления.
Описание цифровых обозначений
1 Лицевая подложка (Первая подложка)
2 Тыльная подложка (Вторая подложка)
17 Люминофор
20 Герметизирующий материал
30 Раздаточный узел (Узел для нанесения покрытия из герметизирующего материала)
34 Нагреватель
64 Камера для формирования пленки
72 Обжиговая камера
78 Камера для нанесения покрытия из герметизирующего материала
82 Герметизирующая камера
100 Плазменная дисплейная панель (Герметизированная панель)
Предпочтительный вариант осуществления данного изобретения
Теперь будут описаны варианты осуществления данного изобретения со ссылками на чертежи. Следует заметить, что на соответствующих чертежах, на которые делается ссылка в представленном ниже описании, масштаб соответствующих компонентов адекватно изменен, с тем чтобы они отображались легко распознаваемым образом. Кроме того, в представленном ниже описании «внутренняя сторона» подложки должна быть поверхностью, обращенной к другой подложке.
Плазменная дисплейная панель
Фиг.1 представляет собой перспективное изображение с пространственным разделением деталей трехэлектродной плазменной дисплейной панели переменного тока. Плазменная дисплейная панель (на которую далее делается ссылка как на «PDP») 100 содержит тыльную подложку 2 и лицевую подложку 1, которые расположены таким образом, что обращены одна к другой, и множество камер 16 для электрического разряда образовано между подложками 1 и 2.
Дисплейные электроды 12 (т.е. сканирующие электроды 12a и поддерживающие электроды 12b) сформированы в виде полосчатого рисунка при заданных интервалах на внутренней стороне лицевой подложки 1. Дисплейные электроды 12 сформированы из прозрачного электропроводного материала, такого как оксид индия-олова (ITO), и электродов в виде шины. Диэлектрический слой 13 сформирован таким образом, чтобы покрывать дисплейные электроды 12, и защитная пленка 14 сформирована таким образом, чтобы покрывать диэлектрический слой 13. Защитная пленка 14 предохраняет диэлектрический слой 13 от положительных ионов, которые образуются вследствие конверсии разрядного газа в плазму, и сформирована оксидом щелочноземельного металла, таким как MgO и SrO.
В противоположность этому, адресные электроды 11 сформированы в виде полосчатого рисунка при заданных интервалах на внутренней стороне тыльной подложки 2. Адресные электроды 11 расположены таким образом, что они перпендикулярны дисплейным электродам 12. Точки пересечения адресных электродов 11 и дисплейных электродов 12 образуют пиксели плазменной дисплейной панели 100.
Диэлектрический слой 19 сформирован таким образом, что покрывает адресные электроды 11. В дополнение к этому, разделительные перегородки (т.е. ребра) 15 сформированы параллельно адресным электродам 11 на верхней стороне диэлектрического слоя 19 между соответствующими соседними адресными электродами 11. Кроме того, люминофоры 17 размещены на верхней стороне диэлектрического слоя 19 между соответствующими соседними разделительными перегородками 15 и на боковых сторонах разделительных перегородок 15. Люминофоры 17 эмитируют какое-либо одно, красное, зеленое или синее, излучение.
Фиг.2A представляет собой вид сверху плазменной дисплейной панели. Лицевая подложка 1 и тыльная подложка 2, описанные выше, наслоены одна на другую посредством герметизирующего материала 20, который размещен на участках периферийных кромок внутренних сторон подложек.
Фиг.2B представляет собой вид поперечного сечения вдоль линии A-A на Фиг.2A. Как показано на Фиг.2B, в результате того, что лицевая подложка 1 и тыльная подложка 2 наслоены одна на другую, между соответствующими соседними разделительными перегородками 15 образованы камеры 16 для электрического разряда. Внутри камер 16 для электрического разряда герметизирован газ для электрического разряда, такой как смесь газообразных Ne и Xe.
Посредством приложения постоянного напряжения между адресными электродами 11 и сканирующими электродами 12a плазменной дисплейной панели 100, генерируется противоразряд. Кроме того, посредством приложения переменного напряжения между сканирующими электродами 12a и поддерживающими электродами 12b, генерируется поверхностный разряд. В результате из газа для электрического разряда, герметизированного внутри камеры 16 для электрического разряда, образуется плазма, и эмитируется вакуумное ультрафиолетовое излучение. Люминофоры 17 возбуждаются ультрафиолетовым излучением, и тем самым эмитируется излучение в видимой области спектра от лицевой подложки 1.
Герметизирующий материал
В качестве описанного выше герметизирующего материала 20 необходимо применять материал, который имеет величину коэффициента термического расширения, близкую к его величине для стеклянных подложек, образующих лицевую подложку 1 и тыльную подложку 2, который обладает достаточной текучестью при температуре герметизации и который не размягчается при температуре эмиссии газа/температуре обжига. Также для данного материала необходимо, чтобы он мог поддерживать герметичность внутреннего пространства панели после герметизации и обеспечивать силу адгезии панели, однако чтобы при этом он не высвобождал примесный газ. В качестве такого материала подходит стекло с низкой температурой плавления. Конкретным примером такого стекла с низкой температурой плавления является некристаллическое стекло (т.е. аморфное стекло) на базе PbO·B2O3, имеющее температуру плавления примерно 400°C.
Кроме того, чтобы иметь величину коэффициента термического расширения герметизирующего материала 20, близкую к его величине для стеклянной подложки, и достаточную текучесть при температуре герметизации, желательно смешивать со стеклом с низкой температурой плавления наполнитель. Примером такого наполнителя являются керамические порошковые материалы, такие как оксид алюминия или т.п.
Следует заметить, что может быть использовано стекло, которое имеет еще более низкую температуру плавления (например, стекло на базе оксидов олова и фосфора), чтобы смягчить влияние разности между коэффициентом термического расширения герметизирующего материала 20 и коэффициентом термического расширения стеклянной подложки. Более того, также может быть использовано кристаллическое стекло с коэффициентом термического расширения, близким к коэффициенту термического расширения стеклянной подложки (например, с коэффициентом термического расширения 85×10-7/K), даже если его температура плавления выше, чем у стекла с низкой температурой плавления. Кроме того, желательно улучшение смачиваемости подложки стеклом с низкой температурой плавления для того, чтобы повысить его текучесть при температуре герметизации.
Следует заметить, что в случае обычной технологии с герметизирующим материалом смешивают связующее, чтобы получить герметизирующий материал в виде клея. Связующее образовано растворителем и компонентом смолы. Растворитель используется, чтобы получить герметик в виде клея, и представляет собой α-терпинеол или т.п. Компонент смолы используется, чтобы диспергировать твердые частицы в клее, и представляет собой этилцеллюлозу, нитроцеллюлозу, акриловую смолу или т.п. Необходимо полное удаление связующего после нанесения герметизирующего материала.
Этот вид связующего не смешивается с герметизирующим материалом 20 в данном варианте осуществления изобретения.
Способ изготовления плазменной дисплейной панели и устройство для ее изготовления
Фиг.3 представляет собой блок-схему, иллюстрирующую способ изготовления плазменной дисплейной панели в соответствии с первым вариантом осуществления данного изобретения. Способ изготовления плазменной дисплейной панели в общих чертах разделяется на две стадии, а именно стадию изготовления панели (S50) и стадию установки модуля (S52). Стадия изготовления панели (S50) разделяется на стадию формирования лицевой подложки (S60), стадию формирования тыльной подложки (S70) и стадию формирования панели (S80).
На стадии формирования лицевой подложки (S60) первоначально формируют (S62) прозрачные электроды, используемые в качестве дисплейных электродов 12. А именно прозрачную электропроводную пленку, например, из оксида индия-олова (ITO) или SnO2 или т.п. формируют напылением или другим способом и затем формируют рисунок, с тем чтобы образовать дисплейные электроды 12. Затем, чтобы уменьшить электрическое сопротивление дисплейных электродов 12, которые сформированы из прозрачной электропроводной пленки, вспомогательные электроды (т.е. электроды в виде шины) формируют из металлического материала напылением или другим способом (S63). Затем печатным способом или иным образом формируют диэлектрический слой 13 толщиной от 20 до 40 мкм, чтобы защитить соответствующие электроды и чтобы сформировать заряд на стенке, и затем обжигают его (S64). Затем, чтобы защитить диэлектрический слой 13 и улучшить эффективность эмиссии вторичных электронов, формируют защитную пленку 14 толщиной от 700 до 1200 нм способом с электронно-лучевым испарением (S66).
Фиг.4 представляет собой структурную схему, иллюстрирующую устройство для изготовления плазменной дисплейной панели в соответствии с первым вариантом осуществления данного изобретения. В устройстве 50 для изготовления плазменной дисплейной панели задний конец линии 60 для лицевой подложки, задний конец линии 70 для тыльной подложки и передний конец линии 80 формирования панели соединены с перемещающей камерой 55. Устройство 50 для изготовления плазменной дисплейной панели непрерывным образом выполняет задачи в пределах зоны 50, которая обозначена пунктирной линией с двойными точками в способе изготовления плазменной дисплейной панели, представленном на Фиг.3, в вакууме или в контролируемой атмосфере.
Линия 60 для лицевой подложки включает загрузочную камеру (т.е. вакуумную камеру) 61, которая принимает лицевую подложку 1, непосредственно после завершения стадии формирования на ней диэлектрического слоя 13, нагревательную камеру 62, которая нагревает лицевую подложку 1 до температуры примерно от 150 до 350°C, камеру 64 для формирования пленки, которая формирует защитную пленку 14 способом с электронно-лучевым испарением, и нагревательную/буферную камеру 66, которая нагревает тыльную подложку 2 до той же самой температуры, до которой нагрета лицевая подложка 1 (примерно 380°C).
В противоположность этому, на стадии формирования тыльной подложки (S70), представленной на Фиг.3, формируются адресные электроды 11 из Ag, Cr/Cu/Cr или Al (S72). Затем формируется диэлектрический слой 19 для того, чтобы защитить адресные электроды 11 (S74). После этого формируются разделительные перегородки 15 способом с пескоструйной обработкой или другим способом для того, чтобы увеличить пространство для электрического разряда и площадь светоизлучающей поверхности люминофоров 17 (S75). Способ с пескоструйной обработкой включает нанесение на подложку стеклянной пасты, являющейся материалом для разделительных перегородок 15, сушку стеклянной пасты и последующее размещение на ней маскирующего материала, имеющего рисунок, и затем пескоструйную обработку с использованием такого шлифовального средства, как глинозем, стеклянные гранулы или т.п., таким образом, чтобы сформировать разделительные перегородки 15 заданного профиля. Затем наносят люминофоры 17 способом трафаретной печати или т.п. и затем выполняют сушку. После этого высушенные люминофоры 17 обжигают при примерно 500°C (S76). Затем на поверхность тыльной подложки 2 наносят герметизирующий материал 20 при поддержании тыльной подложки 2 в нагретом состоянии (S78).
Линия 70 для тыльной подложки включает обжиговую камеру 72, которая принимает тыльную подложку 2 с нанесенными на нее люминофорами 17 и в которой обжигается тыльная подложка 2, и камеру 78 для нанесения покрытия из герметизирующего материала 20 на поверхность тыльных подложек 2, как показано на Фиг.4. Между обжиговой камерой 72 и камерой 78 для нанесения покрытия герметизирующего материала предусмотрены тепловой туннель 74 и загрузочная камера 76 для тыльной подложки. Туннель 74 и загрузочная камера 76 для тыльной подложки перемещают тыльную подложку 2, которая обожжена в обжиговой камере 72, в камеру 78 для нанесения покрытия из герметизирующего материала при поддержании температуры подложки при 100°C или выше, так что тыльная подложка 2 может быть покрыта в камере 78 для нанесения покрытия из герметизирующего материала герметизирующим материалом 20. Соответственно, возможно использование тепловой энергии, переданной тыльным подложкам 2 в обжиговой камере 72, в камере 78 для нанесения покрытия из герметизирующего материала. В результате возможно снижение расхода энергии.
Тепловой туннель 74 представляет собой камеру для перемещения подложки, которая снабжена механизмом сохранения тепла для поддержания температуры тыльной подложки 2 после обжига. Следует заметить, что вместо теплового туннеля 74 возможно перемещение тыльной подложки при использовании контейнера в виде накопителя. Кроме того, тепловой туннель 74 может быть снабжен выпускной системой для отделения от атмосферы. В загрузочной камере 76 для тыльной подложки вакуумирование выполняется при поддержании температуры тыльной подложки 2 после обжига при 100°C или выше. Следует заметить, что тыльная подложка 2 может быть нагрета в загрузочной камере 76 для тыльной подложки.
Камера для нанесения покрытия из герметизирующего материала, устройство для нанесения покрытия из герметизирующего материала и способ нанесения
Фиг.5 представляет собой перспективное изображение, иллюстрирующее внутреннюю структуру камеры для нанесения покрытия из герметизирующего материала. В нижней части камеры 78 для нанесения покрытия из герметизирующего материала расположена нагреваемая пластина 40, на которой размещается тыльная подложка 2, на которую необходимо нанести герметизирующий материал 20.
Нагреваемая пластина 40 обеспечивает возможность нагревания тыльной подложки 2 до температуры примерно от 100 до 450°C. Следует заметить, что вместо нагреваемой пластины 40 может быть установлен нагреватель для нагрева излучением тыльной подложки 2. Раздаточный узел (т.е. узел для нанесения покрытия из герметизирующего материала) 30, который выпускает герметизирующий материал 20, установлен над нагреваемой пластиной 40. Нагреваемая пластина 40 может быть установлена на двухкоординатном столике (не показан) таким образом, чтобы нагреваемая пластина 40 и раздаточный узел 30 обладали возможностью перемещения одной относительно другого в горизонтальной плоскости. Нагреваемая пластина 40 также может быть закреплена неподвижно, а раздаточный узел 30 может быть при этом закреплен на механизме с двухкоординатным перемещением (т.е. механизме для сканирования в плоскости). Кроме того, камера 78 для нанесения покрытия из герметизирующего материала снабжена вакуумирующей системой (не показана), которая содержит турбомолекулярный насос и охлаждаемую ловушку для абсорбции и удаления влаги.
В раздаточном узле 30 на переднем конце шприца 32, имеющего цилиндрическую форму, закреплено сопло 31. Герметизирующий материал 20, заполняющий внутреннее пространство шприца 32, выпускается из переднего конца сопла 31. Нагреватель 34 расположен таким образом, чтобы окружать с внешней стороны шприц 32 и сопло 31. Герметизирующий материал 20, заполняющий внутреннее пространство раздаточного узла 30, нагревается нагревателем 34 до температуры его плавления или выше и, соответственно, плавится.
С верхним концом шприца 32 соединены декомпрессионный узел 37, такой как вакуумный насос, и узел 38 для повышения давления, такой как компрессор. Декомпрессионный узел 37 обеспечивает откачивание газа, содержащегося в расплавленном герметизирующем материале 20. Узел 38 для повышения давления обеспечивает количественный выпуск расплавленного герметизирующего материала 20 из сопла 31.
При нанесении герметизирующего материала 20 на поверхность тыльной подложки 2 внутри описанной выше камеры 78 для нанесения покрытия из герметизирующего материала вначале внутреннее пространство раздаточного узла 30 заполняют порошком стекла с низкой температурой плавления и наполнителя, образующим герметизирующий материал 20. Затем пропускают электрический ток через нагреватель 34, так что порошок герметизирующего материала 20 нагревается до температуры, равной его температуре плавления или выше (т.е. примерно от 300 до 480°C). Во время нагревания декомпрессионный узел 37 приводится в действие таким образом, что внутреннее пространство 36 шприца 32 вакуумируется до примерно 0,1 Па. В результате газ (такой как H2, H2O, N2, CO, CO2 и т.п.), содержащийся в расплавленном герметизирующем материале 20, удаляется из него (т.е. выполняется вакуумная деаэрация).
Следует заметить, что стекло с низкой температурой плавления и наполнитель могут быть предварительно сформованы в виде цилиндра и затем сформованный материал помещается в шприце. В этом случае вакуумная деаэрация выполняется во время формования или когда формованный материал плавится после размещения внутри шприца. Кроме того, стекло с низкой температурой плавления и наполнитель или одно лишь стекло с низкой температурой плавления могут быть расплавлены, деаэрированы и перемешаны, и затем результирующий материал может быть подан в шприц при использовании перемещающего узла, такого как трубка.
Затем во внутреннем пространстве камеры 78 для нанесения покрытия из герметизирующего материала поддерживают вакуум или контролируемую атмосферу. После этого поверх нагреваемой пластины 40 размещают тыльную подложку 2. Затем нагреваемую пластину 40 перемещают при использовании двухкоординатного столика и располагают место начала нанесения покрытия на тыльную подложку 2, в котором начинается нанесение герметизирующего материала 20, под раздаточным узлом 30. После этого приводят в действие узел 38 для повышения давления таким образом, что повышают давление во внутреннем пространстве шприца 32 до заданной величины. В результате расплавленный герметизирующий материал 20 выпускают количественным образом из сопла 31. В этом состоянии посредством перемещения нагреваемой пластины 40 при использовании двухкоординатного столика герметизирующий материал 20 может быть нанесен непрерывным образом на участки периферийной кромки тыльной подложки 2.
Затем, как видно при повторном обращении к Фиг.3, выполняется стадия образования панели, на которой описанная выше лицевая подложка 1 и тыльная подложка 2 наслаиваются одна на другую (S80). На стадии образования панели выполняются стадия выравнивания (S82) для совмещения двух подложек и стадия введения газа для электрического разряда и герметизации (S84). Следует заметить, что при необходимости выполняется стадия старения (S86) в течение короткого периода времени.
Как показано на Фиг.4, после нагревания лицевой подложки 1, на которой сформирована защитная пленка 14, до примерно 380°C в нагревательной/буферной камере лицевую подложку 1 перемещают в герметизирующую камеру 82 через перемещающую камеру 55. Перемещенная лицевая подложка 1 поддерживается крюковым механизмом, установленным в верхней части герметизирующей камеры 82. При поддержании лицевой подложки 1 ее температура поддерживается при примерно 380°C нагревателем, размещенным в верхней части герметизирующей камеры 82.
В противоположность этому, тыльная подложка 2, на которую нанесен герметизирующий материал 20, перемещается из камеры 78 для нанесения покрытия из герметизирующего материала в герметизирующую камеру 82 через перемещающую камеру 55. Перемещенную тыльную подложку 2 размещают на нагреваемой пластине, установленной в донной части герметизирующей камеры 82, и поддерживают при примерно 380°C. Затем метки совмещения на лицевой подложке 1 и тыльной подложке 2 считывают ПЗС-камерой, установленной со стороны внешней атмосферы на вакуумном резервуаре, установленном в герметизирующей камере, и позиционируют обе подложки одну по отношению к другой. После этого вводят газ для электрического разряда, прикладывают давление к обеим подложкам и нагревают герметизирующий материал до температуры примерно от 430 до 450°C, выполняя таким образом герметизацию. Панель, полученную герметизацией, затем перемещают в охлаждающую/разгрузочную камеру, в которой она охлаждается до примерно 150°C и затем извлекается.
Следует заметить, что в данном варианте осуществления, поскольку используется герметизирующий материал, который не содержит связующего, отсутствует необходимость в выполнении стадии сушки и стадии обжига на воздухе для удаления связующего. Вследствие этого тыльная подложка 2, люминофоры на которой обожжены в обжиговой камере 72, вводится в герметизирующую камеру 82 через тепловой туннель 74, загрузочную камеру 76 для тыльной подложки, камеру 78 для нанесения покрытия из герметизирующего материала и перемещающую камеру 55 при поддержании в вакууме или в контролируемой атмосфере. А именно возможно введение тыльной подложки 2 в герметизирующую камеру 82 при предотвращении адсорбции на ней какого-либо примесного газа. Вследствие этого возможно существенное уменьшение времени, требующегося, чтобы очистить (т.е. высушить) внутреннее пространство панели на стадии герметизации, или даже полное устранение необходимости в такой очистке (т.е. в сушке). Кроме того, также возможно существенное уменьшение времени, требующегося для старения (т.е. предварительной обработки) после стадии герметизации, или даже полное устранение необходимости в этой стадии старения. Соответственно, возможно повышение производительности и эффективности использования энергии.
Следует заметить, что в случае обычной технологии, поскольку с герметизирующим материалом смешивается связующее, которое изготовлено из растворителя и компонента смолы, имеет место вероятность того, что примесные газы из герметизирующего материала вводятся во внутреннее пространство панели. В таких случаях чистота газа для электрического разряда, герметизированного внутри панели, ухудшается, и это вызывает увеличение напряжения разряда. Кроме того, если примесный газ, выделившийся из герметизирующего материала, абсорбируется покровной пленкой на поверхности подложки, то коэффициент эмиссии вторичных электронов для поверхности подложки также ухудшается, что вызывает увеличение напряжения разряда. Мощность, потребляемая плазменной дисплейной панелью, при увеличении напряжения разряда также увеличивается. По этой причине обычно перед стадией герметизации выполняется стадия сушки, чтобы удалить растворитель из связующего, и выполняется стадия обжига, чтобы удалить компонент смолы из связующего. Однако удаление компонента смолы в достаточной степени все же затруднено, даже если эта стадия обжига выполняется.
Авторы данного изобретения провели эксперименты по измерению количества газа, высвобождающегося из герметизирующего материала в соответствии с обычной технологией (т.е. после предварительного обжига), и газа, высвобождающегося из герметизирующего материала в соответствии с данным изобретением.
На Фиг.6 показан график, представляющий результаты измерений, когда количество газа, высвобождающегося из герметизирующего материала, измерялось термодесорбционной спектрометрией (TDS). При измерении термодесорбционной спектрометрией (TDS) температуру герметизирующего материала повышают примерно до 450°C в течение примерно 2200 секунд и затем поддерживают в этом состоянии. На Фиг.6 результаты измерения количества газа, высвобождающегося из обычного герметизирующего материала (т.е. после предварительного обжига), показаны пунктирной линией, в то время как результаты измерения количества газа, высвобождающегося из герметизирующего материала в соответствии с данным изобретением, показаны сплошной линией. В обычном герметизирующем материале, в дополнение к компоненту смолы, обнаруживаемому в качестве высвобождающегося газа, обнаруживались в значительных количествах вода (H2O), монооксид углерода (CO) и диоксид углерода (CO2), поскольку обжиг выполнялся на воздухе. В противоположность этому, в герметизирующем материале в соответствии с данным изобретением количество высвобождающегося газа было уменьшено, и не обнаруживался компонент смолы.
Примесный газ, который абсорбируется покровной пленкой из герметизирующего материала на поверхности подложки, высвобождается с поверхности подложки, если внутреннее пространство подложек очищается обжигом в вакууме и если напряжение прикладывается между подложками в течение заданного времени (т.е. если выполняется старение). Посредством вышеуказанной обработки стабилизируется напряжение разряда. Поэтому в случае обычной технологии очистка (т.е. сушка) выполняется в течение нескольких часов на стадии герметизации. Также необходимо выполнение старения в течение нескольких часов и нескольких десятков часов для панелей, для которых завершена стадия герметизации.
Авторы данного изобретения выполняли эксперименты по старению для плазменной дисплейной панели, изготовленной известным способом, и плазменной дисплейной панели, изготовленной способом в соответствии с данным вариантом осуществления. В данных экспериментах в качестве защитной пленки 14 плазменной дисплейной панели применяли пленку из MgO толщиной 800 нм и в качестве газа для электрического разряда вводили Ne - 4% Xe при давлении 66,5 кПа.
Следует заметить, что в случае обычной технологии соответствующие процессы изготовления плазменной дисплейной панели выполняются с применением ряда различных устройств. В связи с вышеизложенным, плазменную дисплейную панель изготавливали после того, как лицевую подложку 1, на которой было завершено формирование защитной пленки 14, подвергали воздействию воздуха (имеющего влажность 50%) в течение одного часа. Кроме того, во время герметизации взаимно соединенных лицевой подложки 1 и тыльной подложки 2 выполняли очистку (т.е. сушку) в течение 90 минут при 350°C.
В противоположность этому, в случае способа изготовления плазменной дисплейной панели и устройства для ее изготовления по данному варианту осуществления изобретения процесс от формирования защитной пленки до стадии герметизации выполняли либо в вакууме, либо в контролируемой атмосфере. В частности, плазменную дисплейную панель изготавливали без того, что лицевая подложка 1, на которой было завершено формирование защитной пленки 14, подвергается воздействию воздуха.
Фиг.7 является графиком, представляющим результаты экспериментов по старению. Следует заметить, что Vf представляет собой напряжение начала разряда, а Vs представляет собой напряжение поддержания разряда. В случае плазменной дисплейной панели, изготовленной обычным способом, включающим воздействие на подложку воздуха, как напряжение начала разряда Vf, так и напряжение поддержания разряда Vs выше, и необходимо примерно 3 часа, чтобы напряжение стабилизировалось. В противоположность этому, в случае плазменной дисплейной панели, изготовленной способом по данному варианту осуществления изобретения, как напряжение начала разряда Vf, так и напряжение поддержания разряда Vs ниже, и напряжение начала разряда Vf стабилизируется в течение примерно одной минуты, в то время как напряжение поддержания разряда Vs стабильно с самого начала. Эти результаты подтвердили, что посредством применения способа изготовления плазменной дисплейной панели и устройства для ее изготовления по данному варианту осуществления изобретения возможно уменьшение времени старения. Кроме того, было подтверждено, что напряжение разряда снижается. А именно посредством применения способа изготовления плазменной дисплейной панели и устройства для ее изготовления по данному варианту осуществления изобретения возможно предоставление плазменной дисплейной панели при низком уровне потребления энергии.
Как подробно описано выше, способ изготовления плазменной дисплейной панели по данному варианту осуществления включает стадию плавления герметизирующего материала 20, который не содержит какого-либо связующего, чтобы получить герметизирующий материал в виде клея внутри раздаточного узла, стадию нанесения покрытия из расплавленного герметизирующего материала 20 на поверхность тыльной подложки 2 при использовании раздаточного узла и стадию герметизации с наслаиванием лицевой подложки 1 и тыльной подложки 2 одной на другую посредством герметизирующего материала 20, нанесенного на поверхность тыльной подложки 2.
В соответствии со способом изготовления плазменной дисплейной панели, даже если используется герметизирующий материал 20, который не содержит какого-либо связующего, посредством плавления герметизирующего материала 20 внутри раздаточного узла возможно его нанесение на поверхность тыльной подложки 2. Кроме того, поскольку используется герметизирующий материал 20, который не содержит какого-либо связующего, то становится возможным значительное уменьшение количества газа, высвобождающегося из герметизирующего материала 20. В результате становится возможным существенное уменьшение времени очистки (т.е. сушки), требующегося, чтобы очистить внутреннее пространство панели на стадии герметизации, или даже полное устранение необходимости в такой очистке (т.е. в сушке). Кроме того, становится возможным значительное уменьшение времени, требующегося для старения (т.е. предварительной обработки) после герметизации, или даже полное устранение необходимости в этой стадии старения. Кроме того, может быть устранена стадия удаления связующего, используемая в обычной технологии. Соответственно, возможно повышение производительности и эффективности использования энергии при изготовлении плазменных дисплейных панелей.
Кроме того, способ изготовления плазменной дисплейной панели по данному варианту осуществления включает стадию вакуумирования внутреннего пространства раздаточного узла перед стадией нанесения покрытия, так что любой газ, содержащийся в герметизирующем материале 20, высвобождается.
В этом случае, поскольку используется герметизирующий материал 20, из которого удален содержащийся в нем газ, возможно дополнительное уменьшение количества газа, высвобождающегося из нанесенного герметизирующего материала 20. В результате становится возможным существенное уменьшение времени очистки (т.е. сушки), требующегося, чтобы очистить внутреннее пространство панели на стадии герметизации, или даже полное устранение необходимости в такой очистке (т.е. в сушке). Кроме того, становится возможным значительное уменьшение времени, требующегося для старения (т.е. предварительной обработки) после герметизации, или даже полное устранение необходимости в этой стадии старения. Соответственно, возможно повышение производительности и эффективности использования энергии при изготовлении плазменных дисплейных панелей.
Второй вариант осуществления
Фиг.8 представляет собой структурную схему, иллюстрирующую устройство для изготовления плазменной дисплейной панели в соответствии со вторым вариантом осуществления. В устройстве для изготовления плазменной дисплейной панели в соответствии с первым вариантом осуществления одна герметизирующая камера соединена с одной камерой для формирования пленки. В противоположность этому, в устройстве для изготовления плазменной дисплейной панели в соответствии со вторым вариантом осуществления несколько герметизирующих камер 82a и 82b соединены с одной камерой 64 для формирования пленки. Следует заметить, что какое-либо детальное описание частей, которые являются такими же, что и в первом варианте осуществления, опущено.
В устройстве 51 для изготовления плазменной дисплейной панели в соответствии с данным вариантом осуществления перемещающая камера 55a соединена со стороной A нагревательной буферной камеры 66 на линии 60 для лицевой подложки, в то время как перемещающая камера 55b соединена со стороной B нагревательной/буферной камеры 66. Линия 70a для тыльной подложки и линия формирования панели 80a соединены со стороной A перемещающей камеры 55a. Линия 70b для тыльной подложки и линия формирования панели 80b соединены со стороной B перемещающей камеры 55b. Таким образом, герметизирующие камеры 82a и 82b линий 70a и 70b для тыльной подложки соединены с камерой 64 для формирования пленки линии 60 для лицевой подложки. В данном варианте осуществления линии 70a и 70b для тыльной подложки вытянуты перпендикулярно линии 60 для лицевой подложки, а линии 80a и 80b формирования панели вытянуты параллельно линии 60 для лицевой подложки.
В устройстве 51 для изготовления плазменной дисплейной панели по данному варианту осуществления изобретения также, аналогично первому варианту осуществления, становится возможным значительное уменьшение количества газа, высвобождающегося из герметизирующего материала 20. В результате этого становится возможным существенное уменьшение времени очистки (т.е. сушки), требующегося, чтобы очистить внутреннее пространство панели на стадии герметизации, или даже полное устранение необходимости в такой очистке (т.е. в сушке). Кроме того, становится возможным значительное уменьшение времени, требующегося для старения (т.е. предварительной обработки) после герметизации, или даже полное устранение необходимости в этой стадии старения. Соответственно, возможно повышение производительности и эффективности использования энергии при изготовлении плазменных дисплейных панелей.
Обычно период времени, требующийся для стадии формирования пленки в камере 64 для формирования пленки, меньше по сравнению с периодом времени, требующимся для стадии образования панели в герметизирующих камерах 82a и 82b. Поэтому в данном варианте осуществления применяется конструкция, в которой несколько герметизирующих камер 82a и 82b соединены с камерой 64 для формирования пленки. Посредством применения такой конструкции становится возможным улучшение эффективности эксплуатации камеры для формирования пленки. В результате по сравнению с первым вариантом осуществления возможно повышение производительности (например, примерно в 2 раза) при изготовлении плазменных дисплейных панелей.
Следует заметить, что несколько герметизирующих камер 82a и 82b могут быть сформированы таким образом, чтобы размеры лицевой подложки 1 и тыльной подложки 2, наслоенных одна на другую, были различны для разных герметизирующих камер. А именно возможно применение конструкции, в которой в нескольких герметизирующих камерах 82a и 82b при изготовлении нескольких плазменных дисплейных панелей, имеющих различные размеры, лицевая подложка 1 и тыльная подложка 2, которые соответствуют размеру каждой из плазменных дисплейных панелей, наслаиваются одна на другую. Например, может быть применена конструкция, в которой герметизация панели, имеющей размер по диагонали 42 дюйма (106,7 см), выполняется в герметизирующей камере 82a стороны A, в то время как герметизация панели, имеющей размер по диагонали 50 дюймов (127 см), выполняется в герметизирующей камере 82b стороны B. В этом случае камера 64 для формирования пленки сформирована таким образом, чтобы выполнять формирование пленки для лицевых подложек разных размеров. В результате возможно изготовление эффективным образом панелей разных размеров. Кроме того, при изготовлении панелей разных размеров часть устройства для их изготовления (т.е. линия для лицевых подложек, включая камеру для формирования пленки) может быть общей. В результате производственные затраты могут быть уменьшены.
Модификация примера
Фиг.9 представляет собой структурную схему, иллюстрирующую устройство для изготовления плазменной дисплейной панели в соответствии с модификацией примера второго варианта осуществления. В описанном выше втором варианте осуществления устройства для изготовления плазменной дисплейной панели линии 70a и 70b для тыльной подложки вытянуты перпендикулярно линии 60 для лицевой подложки, а линии 80a и 80b формирования панели вытянуты параллельно линии 60 для лицевой подложки. Однако в устройстве 52 для изготовления плазменной дисплейной панели в соответствии с модификацией примера, показанной на Фиг.9, линии 70a и 70b для тыльной подложки вытянуты параллельно линии 60 для лицевой подложки, в то время как линии 80a и 80b формирования панели вытянуты перпендикулярно линии 60 для лицевой подложки.
Также и в этом случае возможно повышение производительности изготовления плазменных дисплейных панелей по сравнению с первым вариантом осуществления. Кроме того, также возможно эффективное изготовление подложек разных размеров на двух сторонах.
Следует заметить, что диапазон применения данного изобретения не ограничивается описанными выше вариантами осуществления и могут быть сделаны различные модификации описанных выше вариантов осуществления в той степени, в которой они не отклоняются от сущности или объема данного изобретения. А именно конкретные материалы и конструкции и т.п., описанные в соответствующих вариантах осуществления, являются лишь их примерами, и могут быть сделаны их подходящие модификации.
Например, в описанных выше вариантах осуществления применяется герметизирующий материал, полученный смешиванием наполнителя со стеклом с низкой температурой плавления, однако также возможно применение герметизирующего материала, который не содержит наполнителя и образован одним лишь стеклом с низкой температурой плавления.
Кроме того, в описанных выше вариантах осуществления данное изобретение применяется к плазменной дисплейной панели, однако оно может быть применено к полевой эмиссионной дисплейной панели. В полевой эмиссионной дисплейной панели электроны эмитируются из источника электронов (т.е. эмиттера), предусмотренного для каждого пикселя, в вакуум и сталкиваются с люминофорами, обеспечивая тем самым световое излучение. Примеры полевых эмиссионных дисплейных панелей включают FED (полевые эмиссионные дисплеи), имеющие выступающие пиксели для эмиссии электронов, и SED (дисплеи с электронной эмиссией на основе поверхностной проводимости), имеющие пиксели с эмиссией электронов на основе поверхностной проводимости. Также и в случае, когда данное изобретение применяется к этим полевым эмиссионным дисплейным панелям, возможно уменьшение времени старения и подавление какого-либо увеличения напряжения разряда.
Промышленная применяемость
Возможно предоставление способа изготовления герметизированной панели и устройства для ее изготовления и также способа изготовления герметизированной панели и устройства для ее изготовления, которые обеспечивают возможность повышения производительности и эффективности использования энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЧНАЯ ПАНЕЛЬ И СПОСОБ ПРОИЗВОДСТВА ПЛАЗМЕННОЙ ИНДИКАТОРНОЙ ПАНЕЛИ | 2007 |
|
RU2395863C2 |
| ЦВЕТНАЯ ПЛАЗМЕННАЯ ПАНЕЛЬ | 1997 |
|
RU2133516C1 |
| ПЛАЗМЕННАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2398306C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПЛАЗМЕННОЙ ОТОБРАЖАЮЩЕЙ ПАНЕЛИ | 2008 |
|
RU2441297C2 |
| ПЛАЗМЕННАЯ ПАНЕЛЬ НАБОРНОГО ЭКРАНА | 2003 |
|
RU2252464C2 |
| ПЛАЗМЕННАЯ ПАНЕЛЬ НАБОРНОГО ЭКРАНА | 2003 |
|
RU2254619C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЛЮМИНЕСЦЕНТНОЙ ПАНЕЛИ | 1991 |
|
RU2082286C1 |
| ПЛАЗМЕННАЯ ОТОБРАЖАЮЩАЯ ПАНЕЛЬ | 2008 |
|
RU2401476C1 |
| ПЛАЗМЕННАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ ПОСТОЯННОГО ТОКА | 2002 |
|
RU2225054C2 |
| СПОСОБ ЗАЩИТЫ ЛЮМИНОФОРА И ПЛАЗМЕННАЯ ПАНЕЛЬ ПЕРЕМЕННОГО ТОКА | 2002 |
|
RU2232444C2 |





Изобретение относится к способу и устройству для изготовления герметизированной панели и способу и устройству для изготовления плазменной дисплейной панели. Технический результат - предоставление способа и устройства для изготовления герметизированной панели и также способа и устройства для изготовления плазменной дисплейной панели, которые делают возможным повышение производительности и эффективности использования энергии. Достигается тем, что способ изготовления герметизированной панели, имеющей первую подложку и вторую подложку, включает: стадию плавления герметизирующего материала, который не содержит связующего, чтобы получить герметизирующий материал в виде клея; стадию нанесения покрытия из расплавленного герметизирующего материала на поверхность второй подложки; и стадию герметизации с наслаиванием одной на другую первой подложки и второй подложки посредством герметизирующего материала, нанесенного на поверхность второй подложки. 6 н. и 6 з.п. ф-лы, 10 ил.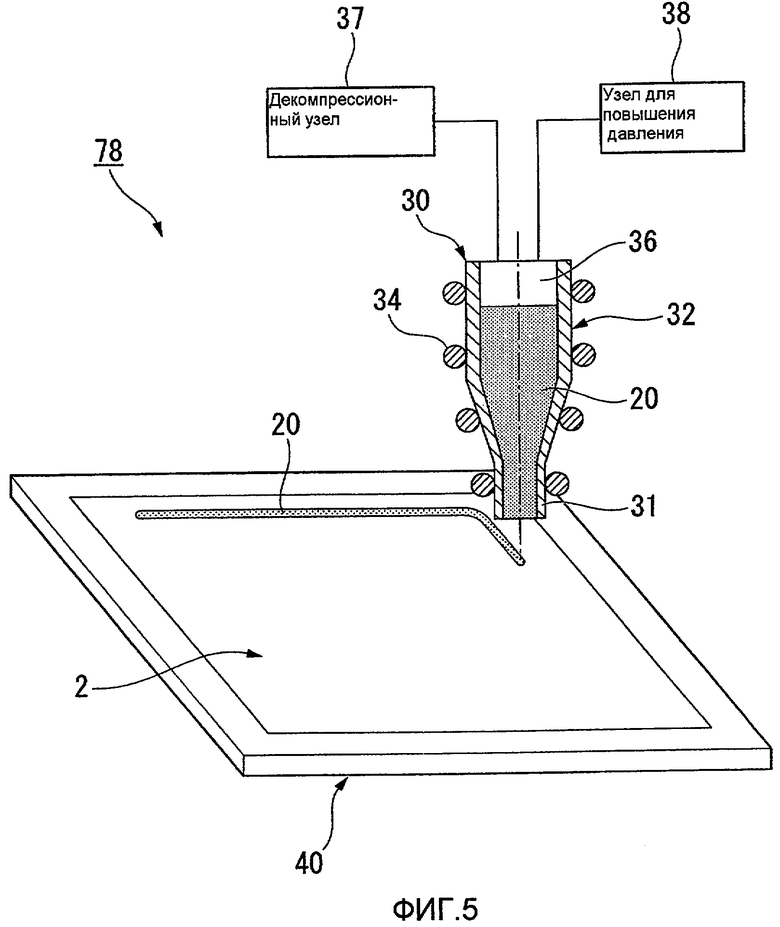
1. Способ изготовления герметизированной панели, имеющей первую подложку и вторую подложку, включающий: стадию плавления герметизирующего материала, который не содержит связующего, чтобы получить герметизирующий материал в виде клея; стадию откачивания газа, содержащегося в расплавленном герметизирующем материале, стадию удаления газа, содержащегося в расплавленном герметизирующем материале, стадию нанесения покрытия из расплавленного герметизирующего материала на поверхность второй подложки; и стадию герметизации с наслаиванием одну на другую первой подложки и второй подложки посредством герметизирующего материала, нанесенного на поверхность второй подложки.
2. Способ по п.1, в котором герметизирующий материал содержит стекло с низкой температурой плавления.
3. Способ по п.1, в котором герметизирующий материал содержит стекло с низкой температурой плавления и наполнитель.
4. Способ изготовления плазменной дисплейной панели, имеющей первую подложку и вторую подложку, включающий: стадию плавления герметизирующего материала, который не содержит связующего, чтобы получить герметизирующий материал в виде клея; стадию обжига люминофоров, нанесенных на вторую подложку; стадию нанесения покрытия из расплавленного герметизирующего материала на поверхность второй подложки; и стадию герметизации с наслаиванием одну на другую первой подложки и второй подложки посредством герметизирующего материала, нанесенного на поверхность второй подложки, в котором температура второй подложки поддерживается при 100°С или выше от стадии обжига на протяжении стадии нанесения покрытия из герметизирующего материала.
5. Способ по п.4, в котором вторая подложка поддерживается в вакууме или в контролируемой атмосфере от стадии обжига на протяжении стадии герметизации.
6. Способ изготовления плазменной дисплейной панели, имеющей первую подложку и вторую подложку, включающий: стадию формирования пленки для формирования защитной пленки на первой подложке при размере, соответствующем первой подложке; стадию плавления герметизирующего материала, который не содержит связующего, чтобы получить герметизирующий материал в виде клея; стадию обжига люминофоров, нанесенных на вторую подложку; стадию нанесения покрытия из расплавленного герметизирующего материала на поверхность второй подложки; и стадию герметизации с наслаиванием одну на другую нескольких пар из первой подложки и второй подложки параллельно посредством герметизирующего материала, нанесенного на поверхность каждой из вторых подложек, в котором температура вторых подложек поддерживается при 100°С или выше от стадии обжига на протяжении стадии нанесения покрытия из герметизирующего материала.
7. Способ по п.6, в котором на стадии герметизации, когда изготавливается несколько плазменных дисплейных панелей, имеющих взаимно разные размеры, первые подложки и вторые подложки, которые соответствуют размерам соответствующих плазменных дисплейных панелей, наслаиваются одна на другую.
8. Устройство для изготовления герметизированной панели, имеющей первую подложку и вторую подложку, содержащее: камеру для нанесения покрытия из герметизирующего материала, в которой герметизирующий материал, который не содержит связующего для образования герметизирующего материала в виде клея, наносится на поверхность второй подложки в вакууме или в контролируемой атмосфере; узел для нанесения покрытия из герметизирующего материала, который установлен в камере для нанесения покрытия из герметизирующего материала и наносит герметизирующий материал, размещенный внутри узла для нанесения покрытия из герметизирующего материала, на поверхность второй подложки; нагреватель, который установлен в узле для нанесения покрытия из герметизирующего материала и плавит размещенный внутри него герметизирующий материал; декомпрессионное средство, соединенное с верхним концом узла нанесения покрытия с возможностью откачивания газа, содержащегося в расплавленном герметизирующем материале, герметизирующую камеру, в которой первая подложка и вторая подложка наслаиваются одна на другую посредством герметизирующего материала.
9. Устройство для изготовления плазменной дисплейной панели, имеющей первую подложку и вторую подложку, содержащее: обжиговую камеру, в которой обжигаются люминофоры, нанесенные на вторую подложку; камеру для нанесения покрытия из герметизирующего материала, в которой герметизирующий материал, который не содержит связующего для образования герметизирующего материала в виде клея, наносится на поверхность обожженной второй подложки в вакууме или в контролируемой атмосфере; узел для нанесения покрытия из герметизирующего материала, который установлен в камере для нанесения покрытия из герметизирующего материала и наносит герметизирующий материал, размещенный внутри узла для нанесения покрытия из герметизирующего материала, на поверхность второй подложки; нагреватель, который установлен в узле для нанесения покрытия из герметизирующего материала и плавит размещенный внутри него герметизирующий материал; и герметизирующую камеру, в которой первая подложка и вторая подложка наслаиваются одна на другую посредством герметизирующего материала, в котором вторая подложка транспортируется из обжиговой камеры через камеру для нанесения покрытия из герметизирующего материала при поддержании ее температуры при 100°С или выше.
10. Устройство по п.9, в котором вторая подложка транспортируется из обжиговой камеры через герметизирующую камеру при поддержании в вакууме или в контролируемой атмосфере.
11. Устройство для изготовления плазменной дисплейной панели, имеющей первую подложку и вторую подложку, содержащее: камеру для формирования пленки, в которой защитная пленка формируется на первой подложке; обжиговую камеру, в которой обжигаются люминофоры, нанесенные на вторую подложку; камеру для нанесения покрытия из герметизирующего материала, в которой герметизирующий материал, который не содержит связующего для образования герметизирующего материала в виде клея, наносится на поверхность обожженной второй подложки в вакууме или в контролируемой атмосфере; узел для нанесения покрытия из герметизирующего материала, который установлен в камере для нанесения покрытия из герметизирующего материала и наносит герметизирующий материал, размещенный внутри узла для нанесения покрытия из герметизирующего материала, на поверхность второй подложки; нагреватель, который установлен в узле для нанесения покрытия из герметизирующего материала и плавит размещенный внутри него герметизирующий материал; и несколько герметизирующих камер, которые соединены с камерой для формирования пленки, и в которых первая подложка и вторая подложка наслаиваются одна на другую посредством герметизирующего материала, в котором вторые подложки транспортируются из обжиговой камеры через камеру для нанесения покрытия из герметизирующего материала при поддержании ее температуры при 100°С или выше.
12. Устройство по п.11, в котором в нескольких герметизирующих камерах, когда изготавливается несколько плазменных дисплейных панелей, имеющих взаимно разные размеры, первые подложки и вторые подложки, которые соответствуют размерам соответствующих плазменных дисплейных панелей, наслаиваются одна на другую.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ ПЕРЕМЕННОГО ТОКА | 2003 |
|
RU2248062C2 |
| ГАЗОРАЗРЯДНАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ ПЕРЕМЕННОГО ТОКА | 2001 |
|
RU2185678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОРАЗРЯДНОЙ ИНДИКАТОРНОЙ ПАНЕЛИ ПЕРЕМЕННОГО ТОКА | 2005 |
|
RU2285974C1 |
| Способ вакуумноплотного сочленения деталей стеклооболочки цветного кинескопа | 1967 |
|
SU497653A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

