ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу и устройству для производства плазменной отображающей панели.
Испрашивается приоритет по японской патентной заявке № 2007-158704, поданной 15 июня 2007 г., содержимое которой включается сюда по ссылке.
УРОВЕНЬ ТЕХНИКИ
Обычно плазменные отображающие панели (указываемые ниже как "PDP") широко используются в области отображающих устройств, и в последнее время имеется спрос на панели PDP большого экрана, которые имеют превосходное качество, но имеют маленькую стоимость.
Панели PDP формируются посредством ламинирования фронтальной подложки и задней подложки посредством уплотняющего материала, и газ электрического разряда герметизируется там внутри. Технология трехэлектродного поверхностного разряда широко используется для панелей PDP, в которой поддерживающие электроды и сканирующие электроды формируются на фронтальной подложке, и адресные электроды формируются на задней подложке. Когда напряжение прикладывается между сканирующими электродами и адресными электродами так, чтобы генерировать электрический разряд, герметизированный газ электрического разряда, преобразованный в плазму и ультрафиолетовые лучи, разряжается. Люминофоры, которые формируются на задней подложке, возбуждаются посредством ультрафиолетовых лучей, давая результатом видимый свет, который разряжается.
Процесс для производства PDP, в общем, включает в себя этап формирования фронтальной подложки и задней подложки отдельно (т.е. этап фронтальной подложки и этап задней подложки) и этап ламинирования двух подложек вместе (т.е. этап формирования панели). В процессе производства, в течение периода от того, когда защитная пленка была сформирована на фронтальной подложке, чтобы защищать ее от плазменного электрического разряда, до тех пор, когда фронтальная подложка и задняя подложка ламинируются вместе, примесные газы, такие как H2, H2O, CO, N2 и CO2, могут адсорбироваться защитной пленкой. Если эти примесные газы адсорбируются в защитной пленке, имеется результирующее уменьшение в коэффициенте вторичного электронного разряда защитной пленки. Как результат, имеется возможность возрастания разрядного напряжения панели PDP. В виду этого, на этапе уплотнения, чтобы уплотнять вместе две подложки, прикрепляется выпускная труба, и внутренняя часть панели очищается (т.е. сушится) посредством нагревания и удаления (т.е. посредством вакуумного обжига). Более того, выдерживание (т.е. предварительная обработка) также выполняется посредством применения напряжения AC к газу электрического разряда, после того как он был введен, так, чтобы генерировать электрический разряд, и чтобы затем уменьшать разрядное напряжение панели так, чтобы стабилизировать характеристики электрического разряда (см., например, патентный документ 1).
[Патентный документ 1] японская патентная публикация № 3830288
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Проблемы, подлежащие решению посредством изобретения
Однако вышеописанное очищение выполняется после того, как две подложки были уплотнены вместе, где выпускная проводимость посредством выпускной трубы является в высшей степени маленькой. В будущем, по мере того как PDP развивается в направлении даже более усовершенствованных микроструктур, будет даже дополнительное уменьшение в выпускной проводимости. Из-за этого несколько часов (т.е. от 2 до 6 часов) требуется для очищения. Более того, от 3 до 15 часов требуется для выдерживания. Именно, возникает проблема, что имеется уменьшение в пропускной способности на этапе формирования панели.
В противоположность, для этапа фронтальной подложки пропускная способность на этапе формирования защитной пленки стала быстрее как результат улучшений в скорости формирования пленки и увеличения устройства формирования пленки. Здесь, чтобы сделать пропускную способность всей линии производства PDP такой же, как линия этапа формирования защитной пленки, требуется некоторое количество устройств уплотнения и выдерживания. В этом случае имеется увеличенный уровень потребления энергии, который является значительной проблемой для уменьшения стоимостей для производства панелей PDP.
Настоящее изобретение предназначено, чтобы решать вышеописанную проблему, и его целью является обеспечить способ и устройство для производства плазменной отображающей панели, которые делают возможным достигать улучшения в пропускной способности и энергетической эффективности.
Средство для решения проблемы
Чтобы достичь вышеописанной цели, настоящее изобретение применяет следующее. В частности, один аспект настоящего изобретения - это способ для производства плазменной отображающей панели, в котором газ электрического разряда вводится в пространство между первой подложкой и второй подложкой, которые уплотняются вместе, при этом способ включает в себя: этап первой деаэрации для высвобождения примесных газов из защитной пленки посредством нагревания первой подложки, на которой защитная пленка формируется для выдерживания плазменного электрического разряда, до 280°C или более в вакууме или в управляемой атмосфере; и этап уплотнения для уплотнения фронтальной подложки, где примесные газы были высвобождены из защитной пленки, и задней подложки, которые помещаются в контакт друг с другом. Согласно вышеописанному способу для производства плазменной отображающей панели, так как примесные газы высвобождаются из защитной пленки, пока выпускная проводимость является большой, перед тем как фронтальная подложка и задняя подложка помещаются в контакт друг с другом, является возможным выполнять очищение в короткое время. Более того, так как защитная пленка нагревается до 280°C или более, является возможным высвобождать приблизительно 70% или более примесных газов, абсорбированных в защитной пленке (см. фиг.6). То есть, можно сказать, является возможным снижать содержание примесных газов внутри уплотненной панели. Поэтому является возможным стабилизировать разрядное напряжение панели и, таким образом, достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, становится возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что способ дополнительно включает в себя этап формирования защитной пленки для формирования защитной пленки на первой подложке либо в вакууме, или в управляемой атмосфере до этапа первой деаэрации, при этом первая подложка держится в вакууме или в управляемой атмосфере от этапа формирования защитной пленки по этап первой деаэрации.
В этом случае является возможным подавлять абсорбцию примесных газов в защитную пленку и, таким образом, улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что способ дополнительно включает в себя этап предварительной деаэрации для высвобождения примесных газов из защитной пленки посредством нагревания первой подложки, на которой защитная пленка формируется, до 350°C или более в вакууме до этапа первой деаэрации, при этом первая подложка держится в вакууме от этапа предварительной деаэрации по этап первой деаэрации.
В этом случае посредством нагревания первой подложки до 350°C или более становится возможным высвобождать любые примесные газы, которые абсорбируются в течение формирования защитной пленки, и является также возможным подавлять абсорбцию любых новых примесных газов, пока первая подложка оставляется в ожидающем состоянии. Поэтому является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно, также как уменьшать величину времени очищения. Как результат, является возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей. Более того, так как первая подложка может оставляться в ожидающем состоянии между этапом формирования защитной пленки и этапом уплотнения, становится возможным гибкий вариант осуществления этапов. Как результат, даже более улучшенная пропускная способность может достигаться в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что способ дополнительно включает в себя этап предварительной деаэрации для высвобождения примесных газов из защитной пленки посредством нагревания первой подложки, на которой защитная пленка была сформирована, до 350°C или более в воздушной атмосфере или в управляемой атмосфере до этапа первой деаэрации.
В этом случае, так как первая подложка нагревается либо в воздушной атмосфере, или в управляемой атмосфере, не является необходимым для первой подложки держаться в вакууме от этапа формирования защитной пленки до завершения этапа уплотнения. По этой причине гибкий вариант осуществления этапов становится возможным, что дает результатом улучшение пропускной способности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что этап уплотнения выполняется, в то время как плотность примесных газов в атмосфере держится на предварительно определенном значении или меньшем.
В этом случае является возможным снижать содержание примесных газов внутри панели после этапа уплотнения. По этой причине является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно. Как результат, является возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что на этапе первой деаэрации, когда первая подложка и вторая подложка располагаются, обращаясь друг к другу, транспортирующий газ вводится между первой подложкой и второй подложкой, так что средний свободный путь примесного газа, высвобожденного из либо первой подложки, или второй подложки, является более коротким, чем промежуток между первой подложкой и второй подложкой.
В этом случае является возможным предотвращать для примесных газов, высвобожденных из какой-либо одной из первой и второй подложек, вхождение в другую одну из первой и второй подложек. По этой причине является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно. Как результат, является возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что транспортирующий газ является таким же типом газа, как газ электрического разряда.
В этом случае, так как не является необходимым обеспечивать отдельное устройство подачи транспортирующего газа, является, следовательно, возможным уменьшать стоимости производства.
Может выполняться с возможностью так, что способ дополнительно включает в себя этап второй деаэрации для высвобождения примесных газов из люминофоров и уплотняющего материала посредством нагревания второй подложки, на которой люминофоры и уплотняющий материал располагаются, в вакууме или в управляемой атмосфере до этапа уплотнения.
В этом случае является возможным снижать количество примесных газов, абсорбированных в люминофоры и уплотняющий материал. Соответственно, является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно. Как результат, является возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что способ дополнительно включает в себя этап покрытия уплотняющего материала для применения уплотняющего материала на второй подложке либо в вакууме, или в управляемой атмосфере до этапа второй деаэрации, при этом вторая подложка держится в вакууме или в управляемой атмосфере от этапа покрытия уплотняющего материала по этап второй деаэрации.
В этом случае является возможным снижать количество примесных газов, абсорбированных в уплотняющий материал даже дополнительно. Соответственно, является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно. Как результат, является возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что на этапе уплотнения газ электрического разряда вводится так, что парциальное давление примесных газов - это 2,0 Па или менее.
В этом случае является возможным снижать содержание примесных газов внутри панели, которая была уплотнена. По этой причине является возможным стабилизировать разрядное напряжение плазменной отображающей панели и, тем самым, достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, становится возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что способ дополнительно включает в себя этап предварительного нагревания первой подложки и второй подложки в вакууме или в управляемой атмосфере до температуры, равной или большей, чем температура уплотнения на этапе уплотнения, до этапа уплотнения.
В этом случае является возможным снижать количество примесных газов, абсорбированных в первую подложку и вторую подложку даже дополнительно. Соответственно, является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно. Как результат, является возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Более того, устройство для производства плазменной отображающей панели согласно настоящему изобретению обеспечивается камерой уплотнения, в которой первая подложка и вторая подложка уплотняются вместе либо в вакууме, или в управляемой атмосфере, при этом камера уплотнения выполнена так, что, перед тем как первая подложка и вторая подложка помещаются в контакт друг с другом, первая подложка, на которой защитная пленка формируется для выдерживания плазменного электрического разряда, нагревается до 280°C или более либо в вакууме, или в управляемой атмосфере.
Согласно вышеописанному устройству для производства плазменной отображающей панели, так как защитная пленка нагревается перед тем, как первая подложка и вторая подложка помещаются в контакт друг с другом, так что примесные газы высвобождаются из защитной пленки, очищение может выполняться в короткий период времени. Более того, так как деаэрация защитной пленки и уплотнение вместе двух подложек могут выполняться последовательно в камере формирования пленки, является возможным снижать содержание примесных газов внутри уплотненной панели. По этой причине, так как разрядное напряжение плазменной отображающей панели может стабилизироваться, является возможным достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, становится возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что устройство дополнительно включает в себя камеру формирования пленки, в которой защитная пленка формируется на первой подложке, при этом первая подложка держится в вакууме или в управляемой атмосфере от камеры формирования пленки по камеру уплотнения.
В этом случае, так как любая абсорбция примесных газов в защитную пленку может дополнительно подавляться, содержание примесных газов внутри уплотненной панели может снижаться. Соответственно, становится возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что устройство дополнительно включает в себя камеру нагревания, в которой вторая подложка, на которую помещаются люминофоры и уплотняющий материал, нагревается либо в вакууме, или в управляемой атмосфере, при этом вторая подложка держится в вакууме или в управляемой атмосфере от камеры нагревания по камеру уплотнения.
В этом случае, так как любая абсорбция примесных газов в люминофоры и уплотняющий материал второй подложки может подавляться, содержание примесных газов в панели, которая была уплотнена, может снижаться. Соответственно, является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно. Как результат, является возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что устройство дополнительно включает в себя камеру покрытия, в которой покрывающий материал применяется на второй подложке либо в вакууме, или в управляемой атмосфере, при этом вторая подложка держится в вакууме или в управляемой атмосфере от камеры покрытия по камеру нагревания и камеру уплотнения.
В этом случае, так как любая абсорбция примесных газов в уплотняющий материал может дополнительно подавляться, содержание примесных газов в панели, которая была уплотнена, может снижаться. Соответственно, является возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что камера уплотнения обеспечивается газовым анализатором, который выполнен с возможностью измерения плотности примесных газов в атмосфере.
В этом случае посредством мониторинга плотности примесных газов в камере уплотнения содержание примесных газов в панели, которая была уплотнена, может снижаться. По этой причине является возможным достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, становится возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Может выполняться с возможностью так, что камера уплотнения выполнена так, что, перед тем как первая подложка и вторая подложка помещаются в контакт друг с другом, первая подложка и вторая подложка предварительно нагреваются либо в вакууме, или в управляемой атмосфере до температуры, равной или большей, чем температура уплотнения.
В этом случае уплотнение может выполняться с количеством примесных газов, абсорбированных в первую подложку и вторую подложку, сниженным даже дополнительно. Соответственно, является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно. Как результат, является возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Предпочтительные эффекты изобретения
Со способом производства плазменной отображающей панели согласно настоящему изобретению, так как примесные газы высвобождаются из защитной пленки, пока выпускная проводимость является большой, перед тем как фронтальная подложка и задняя подложка помещаются в контакт друг с другом, является возможным выполнять очищение в короткое время, и не является необходимым очищению выполняться в течение этапа уплотнения. Более того, так как защитная пленка нагревается до 280°C или более, является возможным высвобождать большинство примесных газов, абсорбированных в защитной пленке. Именно, является возможным снижать содержание примесных газов внутри уплотненной панели. По этой причине является возможным стабилизировать разрядное напряжение панели и, тем самым, достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, становится возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
Более того, на основе устройства для производства плазменной отображающей панели согласно настоящему изобретению, так как защитная пленка нагревается перед тем, как первая подложка и вторая подложка помещаются в контакт друг с другом, так что примесные газы высвобождаются из защитной пленки, очищение может выполняться в коротком периоде времени. Более того, так как деаэрация защитной пленки и уплотнение вместе двух подложек могут последовательно выполняться в камере формирования пленки, является возможным снижать содержание примесных газов внутри панели, которая была уплотнена. По этой причине разрядное напряжение плазменной отображающей панели может стабилизироваться, является возможным достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, становится возможным улучшать пропускную способность и достигать улучшения в энергетической эффективности в производстве плазменных отображающих панелей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - это покомпонентный вид в перспективе, показывающий трехэлектродную плазменную отображающую панель типа AC.
Фиг.2A - это вид сверху панели PDP.
Фиг.2B - это боковой вид в поперечном разрезе, взятый вдоль линии A-A на фиг.2A.
Фиг.3 - это блок-схема последовательности операций способа производства PDP согласно первому варианту осуществления настоящего изобретения.
Фиг.4 - это блок-схема, показывающая устройство производства PDP согласно первому варианту осуществления.
Фиг.5 - это схематическая блок-схема, показывающая камеру уплотнения.
Фиг.6 - это график, показывающий результаты измерения количества высвобожденного газа из защитной пленки вследствие нагревания.
Фиг.7 - это график, показывающий значение ионного тока воды при нагревании фронтальной подложки.
Фиг.8 - это график, показывающий значение ионного тока углекислого газа при нагревании фронтальной подложки.
Фиг.9A - это график, показывающий изменение температуры, до которой обе подложки нагреваются в процессе производства PDP согласно варианту осуществления.
Фиг.9B - это график, показывающий изменение температуры, до которой обе подложки нагреваются в процессе производства PDP согласно стандартной технологии.
Фиг.10 - это график, показывающий результаты тестов выдерживания.
Фиг.11 - это график, показывающий результаты теста выдерживания.
Фиг.12 - это график, показывающий результаты измерения высвобожденного газа из защитной пленки с использованием спектроскопии термической десорбции.
Фиг.13 - это блок-схема, показывающая устройство производства PDP согласно второму варианту осуществления.
Фиг.14 - это блок-схема, показывающая устройство производства PDP согласно третьему варианту осуществления.
ОПИСАНИЕ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 Фронтальная подложка (первая подложка)
2 Задняя подложка (первая подложка)
14 Защитная пленка
17 Люминофор
20 Уплотняющий материал
50 Устройство производства плазменной отображающей панели
64 Камера формирования пленки
82 Камера уплотнения
96 Анализатор остаточного газа (устройство анализа газа)
100 Плазменная отображающая панель
S66 Этап формирования защитной пленки
S78 Этап покрытия уплотняющего материала
S84 Этап уплотнения
S801 Этап первой деаэрации
S802 Этап второй деаэрации
НАИЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ДЛЯ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Варианты осуществления настоящего изобретения теперь будут описываться со ссылкой на чертежи. Следует отметить, что в соответствующих чертежах, указываемых в последующем описании, масштаб соответствующих компонентов соответствующим образом изменен так, чтобы рисоваться в распознаваемом измерении. В дополнение, в последующем описании 'внутренняя сторона' подложки будет поверхностью, обращенной к другой подложке.
(Плазменная отображающая панель)
Фиг.1 - это покомпонентный вид в перспективе трехэлектродной плазменной отображающей панели типа AC. Плазменная отображающая панель (ниже указываемая как "PDP") 100 обеспечивается фронтальной подложкой (т.е. первой подложкой) 1 и задней подложкой (т.е. второй подложкой) 2, которые размещаются так, чтобы обращаться друг к другу, и множеством камер 16 электрического разряда, которые формируются между подложками 1 и 2.
Отображающие электроды 12 (т.е. сканирующие электроды 12a и поддерживающие электроды 12b) формируются в шаблоне в полоску на предопределенных интервалах на внутренней стороне фронтальной подложки 1. Отображающие электроды 12 формируются прозрачным проводящим материалом, таким как ITO и шинные электроды. Диэлектрический слой 13 формируется так, чтобы покрывать отображающие электроды 12, и защитная пленка 14 формируется так, чтобы покрывать диэлектрический слой 13. Защитная пленка 14 защищает диэлектрический слой 13 от положительных ионов, которые генерируются через преобразование газа разряда в плазму, и формируется посредством оксида щелочноземельного металла, как, например, MgO и SrO.
В противоположность, адресные электроды 11 формируются в шаблоне в полоску на предопределенных интервалах на внутренней стороне задней подложки 2. Адресные электроды 11 располагаются так, чтобы быть перпендикулярными к отображающим электродам 12. Точки пересечения между адресными электродами 11 и отображающими электродами 12 формируют пиксели панели PDP 100.
Диэлектрический слой 19 формируется так, чтобы покрывать адресные электроды 11. В дополнение, перегородки (т.е. ребра) 15 формируются параллельно с адресными электродами 11 на верхней поверхности диэлектрического слоя 19 между взаимно смежными адресными электродами 11. Дополнительно, люминофоры 17 помещаются на верхней стороне диэлектрического слоя 19 между взаимно смежными перегородками 15 и на боковых сторонах перегородок 15. Люминофоры 17 излучают любую из красной, зеленой или синей флуоресценции.
Фиг.2A - это вид сверху панели PDP. Вышеописанная фронтальная подложка 1 и задняя подложка 2 ламинируются вместе посредством уплотняющего материала 20, который помещается на частях периферийного края внутренних сторон подложек.
Фиг.2B - это боковой вид в поперечном разрезе, взятый вдоль линии A-A на фиг.2A. Как показано на фиг.2B, как результат ламинирования вместе фронтальной подложки 1 и задней подложки 2, камеры 16 электрического разряда формируются между взаимно смежными перегородками 15. Газ электрического разряда, такой как смесь Ne и Xe газов, герметизируется внутри камер 16 электрического разряда.
Посредством применения напряжения прямого тока между адресными электродами 11 и сканирующими электродами 12a панели PDP 100 генерируется разряд счетчика. Дополнительно, посредством применения напряжения переменного тока между сканирующими электродами 12a и поддерживающими электродами 12b генерируется поверхностный разряд. Как результат, генерируется плазма из газа электрического разряда, герметизированного внутри камер 16 электрического разряда, и излучаются вакуумные ультрафиолетовые лучи. Люминофоры 17 возбуждаются ультрафиолетовым светом, и, таким образом, видимый свет излучается из фронтальной подложки 1.
(Способ производства PDP и устройство производства)
Фиг.3 - это блок-схема последовательности операций, показывающая способ для производства PDP согласно первому варианту осуществления настоящего изобретения. Процесс производства PDP широко разделяется на два этапа, именно этап (S50) панели и этап (S52) установки модуля. Этап (S50) панели разделяется на этап (S60) фронтальной подложки, этап (S70) задней подложки и этап (S80) формирования панели.
На этапе (S60) фронтальной подложки сначала прозрачные электроды, используемые для отображающих электродов 12, формируются на фронтальной подложке 1 (S62). Конкретно, прозрачная проводящая пленка, такая как ITO или SnO2, формируется на фронтальной подложке 1 с использованием способа напыления или подобного, и затем выполняется нанесение рисунком на прозрачной проводящей пленкой так, чтобы сформировать отображающие электроды 12. Далее, чтобы уменьшать электрическое сопротивление полученных отображающих электродов 12, вспомогательные электроды (т.е. шинные электроды) формируются на отображающих электродах 12 из металлического материала с использованием способа (S63) напыления. Дополнительно, диэлектрический слой 13, имеющий толщину 20-40 мкм, формируется на этих электродах с использованием способа печатания или подобного, чтобы защищать эти отображающие электроды 12 и вспомогательные электроды, и чтобы формировать заряд стенки, и затем обжигается (S64). Далее, чтобы защищать сформированный диэлектрический слой 13 и улучшать эффективность вторичного электронного разряда, защитная пленка 14, имеющая толщину от 700 до 1200 нм, формируется на диэлектрическом слое 13 с использованием способа выпаривания электронного луча (S66).
На этапе (S70) формирования задней подложки адресные электроды 11, которые выполняются из Ag, Cr/Cu/Cr или Al, сначала формируются на задней подложке 2 (S72). Далее, диэлектрический слой 19 формируется на адресных электродах 11, чтобы защищать сформированные адресные электроды 11 (S74). Дополнительно, множество перегородок 15 формируется на диэлектрическом слое 19 с использованием способа пескоструйной обработки или подобного, чтобы увеличивать пространство электрического разряда и область поверхности излучения света люминофоров 17 (S75). Способ пескоструйной обработки включает в себя применение стеклообразующей пасты, которая используется как материал для формирования перегородок на подложке, сушку примененной стеклообразующей пасты и затем нанесение рисунком материала маски на этом, и затем обдувку подложки с полирующим агентом, таким как глинозем или стеклянная дробь, при высоком давлении, чтобы формировать множество перегородок, имеющих предопределенную форму. Далее, люминофоры 17 применяются между взаимно смежными перегородками 15 с использованием способа печатания экрана или подобного и затем сушатся. После этого высушенные люминофоры 17 обжигаются при приблизительно 500°C (S76). Далее, уплотняющий материал 20 применяется на периферийных краях задней подложки 2, пока задняя подложка 2 нагревается (S78).
Фиг.4 - это блок-схема, показывающая устройство для производства PDP согласно первому варианту осуществления настоящего изобретения. В устройстве 50 производства PDP задний конец линии 60 фронтальной подложки, задний конец линии 70 задней подложки и фронтальный конец линии 80 формирования панели, каждый, соединяются с транспортирующей камерой 55. Устройство 50 производства PDP непрерывно выполняет задачи внутри области 50, которая охвачена посредством штрихпунктирной линии с двумя точками, в процессе производства PDP, показанном на фиг.3, в вакууме или в управляемой атмосфере. В дополнение, так как тактовое время, требуемое для этапа формирования защитной пленки на линии 60 фронтальной подложки, показанной на фиг.4, является намного более коротким по сравнению с тактовым временем, требуемым для этапа формирования панели на линии 80 формирования панели, множество линий 80 формирования панели могут соединяться с одиночной линией 60 фронтальной подложки.
Линия 60 фронтальной подложки обеспечивается загрузочной камерой (т.е. камерой удаления) 61, которая принимает фронтальную подложку 1, которая имеет только завершенный этап формирования диэлектрического слоя 13, камерой 62 нагревания, которая нагревает фронтальную подложку 1 до приблизительно 150-350°C, и камерой 64 формирования пленки, которая формирует защитную пленку 14 с использованием способа выпаривания электронного луча, как показано на фиг.4. Следует отметить, что фронтальная подложка может удерживаться в вакууме или в управляемой атмосфере от камеры 64 формирования пленки по камеру 82 уплотнения (описано ниже). В настоящем варианте осуществления фронтальная подложка 1 нагревается до 250°C, и пленка MgO затем формируется на ее поверхности до толщины приблизительно 800 нм так, чтобы формировать защитную пленку 14.
Линия 70 задней подложки обеспечивается загрузочной камерой 76, которая принимает заднюю подложку 2, на которой люминофоры 17 и уплотняющий материал 20 формируются, и камерой 77 нагревания, которая нагревает заднюю подложку 2. Следует отметить, что задняя подложка может удерживаться в вакууме или в управляемой атмосфере от камеры 77 нагревания по камеру 82 уплотнения (описано ниже). В камере 77 нагревания этап (S802) второй деаэрации выполняется, как показано на фиг.3. На этапе задняя подложка 2 нагревается, чтобы высвобождать примесный газ из люминофоров и уплотняющего материала. Более конкретно, задняя подложка 2 нагревается при приблизительно 450°C в течение около 3 часов в камере 77 нагревания, в которую вводится газ N2 и газ O2, в то время как внутренняя часть камеры 77 нагревания удерживается на приблизительно 200 Па. Может выполняться с возможностью так, что задняя подложка 2 нагревается при 420-430°C в течение около 3 часов в камере 77 нагревания, в то время как внутренняя часть камеры 77 нагревания удерживается на приблизительно 10-5 Па посредством удаления. Масса задней подложки 2 может нагреваться одновременно посредством камеры нагревания, иначе может применяться их комбинация, чтобы улучшать пропускную способность в линии 70 задней подложки.
С другой стороны, линия 80 формирования панели обеспечивается камерой 82 уплотнения, в которой выравнивание фронтальной подложки 1 и задней подложки 2, введение газа электрического разряда и уплотнение между фронтальной подложкой 1 и задней подложкой 2 выполняются, как показано на фиг.4. По существу, так как этапы от выравнивания по уплотнение для фронтальной подложки 1 и задней подложки 2 выполняются в одной и той же камере, является возможным подавлять абсорбцию примесных газов на обе подложки. По этой причине является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно так же, как уменьшать величину времени очищения.
Фиг.5 - это схематическая блок-схема, показывающая камеру уплотнения. Камера уплотнения обеспечивается камерой 90, которая выполнена с возможностью сопротивления вакууму или давлению 19,6 Н/см2г. Верхняя сторона камеры 90 обеспечивается множеством захватывающего механизма 91а для поддержки фронтальной подложки 1. Для нагревания фронтальной подложки 1, поддерживаемой посредством захватывающего механизма 91a, обеспечивается пластина 91 нагревателя так, чтобы быть, по существу, параллельной к верхней стороне камеры 90. Тем временем, нижняя сторона камеры 90 обеспечивается множеством шарнирного механизма 92a для поддержки задней подложки 2. Для нагревания задней подложки 2, поддерживаемой шарнирным механизмом 92a, обеспечивается пластина 92 нагревателя так, чтобы быть, по существу, параллельной к нижней стороне камеры 90. Вместо нагревания двух подложек с использованием лучистой теплоты, как описано выше, две подложки могут поддерживаться с использованием электростатических зажимных механизмов или подобного и затем нагреваться посредством передачи теплоты контактным способом или передачи теплоты посредством газа.
Устройство 94 подачи газа электрического разряда обеспечивается в одной боковой стороне камеры 90. Устройство 94 подачи газа электрического разряда обеспечивается контроллером массового расхода (MFC) 94a и газовым соплом 94b, которое открывается к центральной части камеры 90. Более того, система 95 удаления, которая формируется посредством турбомолекулярного насоса или подобного, обеспечивается на другой боковой стороне камеры 90. Следует отметить, что клапан переменной проводимости может обеспечиваться в системе 95 удаления, чтобы обеспечивать возможность регулировки выпускной скорости.
Анализатор остаточного газа (RGA) 96 обеспечивается в камере 90. Этот анализатор остаточного газа 96 формируется посредством квадрупольного масс-спектрометра или подобного. Следует отметить, что квадрупольный масс-спектрометр не работает, если давление не равно или меньше, чем предопределенное давление. Поэтому дифференциальная система удаления, капилляр введения газа и подобное обеспечиваются, чтобы декомпрессировать газ, подлежащий измерению, который вводится в трубку анализатора квадрупольного масс-спектрометра, до предопределенного давления.
Следует также отметить, что вакуумметр (не показан) устанавливается в камере 90. Механизм камеры CCD также обеспечивается на стороне открытого воздуха камеры 90 для выравнивания двух подложек.
Этап (S80) формирования панели, показанный на фиг.3, выполняется в вышеописанной камере 82 уплотнения.
На этапе (S80) формирования панели выполняется этап (S801) первой деаэрации, на котором примесные газы высвобождаются из защитной пленки посредством нагревания фронтальной подложки 1. Дополнительно, выполняются этап (S82) выравнивания, чтобы выравнивать две подложки, и этап (S84) введения газа электрического разряда и уплотнения. Следует отметить, что, если необходимо, этап (S86) выдерживания выполняется для короткого периода времени.
Конкретно, сначала любой газ внутри камеры 82 уплотнения выпускается посредством системы 95 удаления, и внутренняя часть камеры 82 уплотнения затем держится в вакууме или в управляемой атмосфере. Далее, фронтальная подложка 1, на которой защитная пленка 14 была сформирована, транспортируется в камеру 82 уплотнения, в то время как держится в вакууме или в управляемой атмосфере, и поддерживается посредством захватывающего механизма 91a, обеспеченного в верхней части камеры 82 уплотнения. Далее, фронтальная подложка 1 нагревается в вакууме или в управляемой атмосфере до температуры 280°C или большей с использованием пластины 91 нагревателя так, что примесные газы высвобождаются из защитной пленки (этап первой деаэрации; S801).
Фиг.6 - это график, показывающий результаты измерения количества газа, высвобожденного из защитной пленки вследствие нагревания. Температура нагретой фронтальной подложки 1 показывается на горизонтальной оси, в то время как количество высвобожденного газа показывается на вертикальной оси. Изобретатели настоящего изобретения сформировали защитную пленку, имеющую толщину приблизительно 800 нм, из MgO при давлении формирования пленки 5×10-2 Па и измерили количество высвобожденного газа из защитной пленки с использованием спектроскопии термической десорбции (TDS). Как результат, как показано на фиг.6, было обнаружено, что маленький пик в количестве высвобожденного газа присутствовал при приблизительно 140°C, и большой пик в количестве высвобожденного газа присутствовал при приблизительно 280°C.
Фиг.7 и 8 - это графики, показывающие ионный ток конкретного газа (т.е. количества, соответствующие парциальному давлению конкретного газа), измеренный посредством анализатора остаточного газа, пока фронтальная подложка нагревалась. Следует отметить, что значение ионного тока конкретного газа возрастает в пропорции к количеству конкретного газа, высвобожденного из защитной пленки. Фиг.7 показывает значение ионного тока воды (H2O; отношение массы к заряду m/e=18), в то время как фиг.8 показывает значение ионного тока углекислого газа (CO2; отношение массы к заряду m/e=44). В случае воды, показанном на фиг.7, было обнаружено, что таким же способом, как на фиг.6, маленький пик присутствовал при приблизительно 140°C, и большой пик присутствовал при приблизительно 280°C. В случае углекислого газа, показанном на фиг.8, было обнаружено, что только большой пик присутствовал при приблизительно 280°C.
Из результатов, показанных на фиг.6-8, предполагается, что внешний вид пика при приблизительно 140°C обуславливается высвобождением молекул воды, которые слабо абсорбируются в MgO. В дополнение, предполагается, что внешний вид пика при приблизительно 280°C обуславливается понижением и высвобождением гидроксикарбоната магния (4MgCO3·Mg(OH)2·5H2O), сформированного из MgO, абсорбирующего углекислый газ и воду в воздухе.
Более того, из результатов, показанных на фиг.6, было обнаружено, что если фронтальная подложка 1 нагревается сверх 280°C, где большой пик был подтвержден, то высвобождается 70% или более примесных газов, абсорбированных в защитной пленке. Поэтому в настоящем варианте осуществления фронтальная подложка 1, на которой защитная пленка формируется, нагревается в вакууме или в управляемой атмосфере до 280°C или больше (этап первой деаэрации; S801).
Далее, задняя подложка, на которой люминофоры и уплотняющий материал формируются, транспортируется в камеру 82 уплотнения, показанную на фиг.5, в то время как удерживается в вакууме или управляемой атмосфере, и поддерживается посредством шарнирного механизма 92a, обеспеченного в нижней части камеры 82 уплотнения. Фронтальная подложка 1 и задняя подложка 2 затем держатся при 280°C или более в вакууме или управляемой атмосфере. Здесь, две подложки могут нагреваться до температуры уплотнения. Если температура уплотнения меньше чем 280°C, то фронтальная подложка 1 одиночно может нагреваться до 280°C или более.
Здесь, для фронтальной подложки 1 и задней подложки 2, которые были расположены, обращаясь друг к другу, является необходимым для примесных газов, высвобожденных из одной из фронтальной подложки 1 и задней подложки 2, которые располагаются, обращаясь друг к другу, чтобы предотвращалось вхождение в другую. Поэтому транспортирующий газ при предопределенном давлении вводится между фронтальной подложкой 1 и задней подложкой 2 так, что средний свободный путь примесных газов, высвобожденных из подложек, является более коротким, чем промежуток между подложками. Здесь, средний свободный путь указывает на средние расстояния, которые частицы проходят, где частицы свободно перемещаются в газе и последовательно сталкиваются с частицами либо того же типа, или другого типа. Если вводится транспортирующий газ, средний свободный путь становится короче, так как высвобожденные примесные газы сталкиваются с транспортирующим газом. Если средний свободный путь примесных газов становится короче, чем промежуток между двумя подложками, является возможным предотвращать для примесных газов, высвобожденных из одной подложки, вхождение в другую подложку. Более того, посредством введения транспортирующего газа является возможным немедленно выпускать примесные газы, высвобожденные из одной подложки.
H2, O2, N2, Ar, Ne, Xe, CDA (чистый сухой воздух) и подобное могут применяться в качестве вышеописанного транспортирующего газа, подлежащего введению. В частности, является желательным применять один и тот же тип газа электрического разряда в качестве как газа электрического разряда, герметизированного внутри PDP, так и транспортирующего газа. Причина этого состоит в том, что, как показано на фиг.5, так как устройство 94 подачи газа электрического разряда обеспечивается в камере 82 уплотнения, не имеется никакой необходимости обеспечивать отдельное устройство подачи транспортирующего газа. Следовательно, является возможным подавлять любое увеличение в стоимостях производства. В этом случае может выполняться с возможностью так, что устройство 94 подачи газа электрического разряда и система 95 удаления располагаются, обращаясь друг к другу, и газ электрического разряда, подаваемый из устройства 94 подачи газа электрического разряда, может проходить между двумя подложками 1 и 2 и удаляться посредством системы 95 удаления.
Далее, выполняются этап (S82) выравнивания, показанный на фиг.3, и этап (S84) введения газа электрического разряда и уплотнения. Конкретно, в камере 82 уплотнения, показанной на фиг.5, отметки выравнивания на фронтальной подложке 1 и задней подложке 2 считываются посредством камеры CCD, установленной на стороне открытого воздуха камеры 90, и две подложки 1 и 2 размещаются относительно друг друга (S82).
Далее, газ электрического разряда вводится посредством устройства 94 подачи газа электрического разряда. Здесь, является желательным, чтобы вводился газ электрического разряда, включающий в себя примесные газы, для которого парциальное давление - это 2,0 Па или менее. В этом случае является возможным уменьшать количество примесных газов, содержащихся внутри уплотненной панели.
Далее, захватывающий механизм 91a и шарнирный механизм 92a продолжаются внутри камеры, так что фронтальная подложка 1 и задняя подложка 2 приводятся в контакт друг с другом. Пока две подложки 1 и 2 находятся в сжатом состоянии, уплотняющий материал 20 нагревается до приблизительно 430-450°C, и две подложки 1 и 2 уплотняются вместе (S84). Может выполняться с возможностью так, что уплотняющий материал 20 нагревается до приблизительно 430-450°C, и затем захватывающий механизм 91a и шарнирный механизм 92a продолжаются внутри камеры так, чтобы приводить фронтальную подложку 1 и заднюю подложку 2 в контакт друг с другом, и затем две подложки 1 и 2 сжимаются так, что они уплотняются вместе. Панель, полученная посредством этого уплотнения, затем транспортируется в камеру охлаждения/выгрузки, показанную на фиг.4, где она охлаждается до приблизительно 150°C и затем выгружается.
Является желательным, чтобы вышеописанный этап первой деаэрации выполнялся до тех пор, когда плотность примесных газов внутри камеры уплотнения уменьшается до предварительно определенного значения или менее. Более того, является также желательным, чтобы вышеописанный этап уплотнения выполнялся, пока плотность примесных газов внутри камеры уплотнения поддерживается на предварительно определенном значении или менее. Конкретно, парциальное давление примесных газов, таких как H2, H2O, CO, N2 и CO2, внутри камеры 90 измеряется с использованием анализатора 96 остаточного газа, показанного на фиг.5, от этапа первой деаэрации до завершения этапа уплотнения. Является особенно желательным измерять парциальное давление H2O и CO2. Следует отметить, что, когда эти измерения выполняются, посредством использования капилляра или посредством управления дифференциальной системой удаления, соединенной с анализатором 96 остаточного газа, предотвращается возрастание давления внутри трубки анализа. В дополнение, когда парциальное давление подлежит уменьшению посредством анализатора 96 остаточного газа, выполняется калибровка с использованием He заранее, и коэффициент уменьшения определяется с использованием газа, подлежащего измерению.
Здесь, на этапе первой деаэрации, (1) способ, который включает в себя продление времени нагревания фронтальной подложки, или (2) способ, который включает в себя поднимание температуры нагревания фронтальной подложки, могут применяться, чтобы ускорять уменьшение в плотности примесных газов. В случае (2), имеются доклады, что если температура нагревания поднимается, например, от 370°C до 390°C, то время, требуемое для снижения плотности примесных газов к предварительно определенному значению или менее, укорачивается до приблизительно половины. Следует отметить, что способы как (1), так и (2) могут применяться в одно и то же время.
В настоящем варианте осуществления плотность примесных газов внутри камеры уплотнения уменьшается до 20 ч/млн или менее. Имеются доклады, что если плотность примесных газов равна, по меньшей мере, 20 ч/млн, то рабочее напряжение PDP типа AC увеличивается.
Этап уплотнения выполняется с плотностью примесных газов внутри камеры уплотнения, которая удерживается на предварительно определенном значении или менее. По этой причине является возможным снижать содержание примесных газов внутри панели. Соответственно, является возможным достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. Как результат, является возможным достигать улучшения в пропускной способности в производстве PDP и достигать улучшения в энергетической эффективности.
Фиг.9A и фиг.9B - это графики, показывающие изменения температур для двух подложек 1 и 2 в процессе производства PDP. Следует отметить, что фиг.9A показывает случай согласно настоящему варианту осуществления, в то время как фиг.9B показывает случай согласно стандартной технологии. В процессе производства PDP согласно стандартной технологии, которая показана на фиг.9B, после того как защитная пленка формируется при приблизительно 250°C на этапе фронтальной подложки, две подложки выравниваются на этапе формирования панели при комнатной температуре (т.е. в воздушной атмосфере). Впоследствии, две подложки уплотняются вместе при приблизительно 450°C на этапе формирования панели, и затем уплотненные подложки очищаются при приблизительно 350°C. Таким способом, в стандартной технологии, так как имеется некоторое количество циклов нагревания и имеются большие изменения в температуре между этапами, в процессе производства PDP потребляется огромная величина энергии, и это ведет к уменьшению в пропускной способности.
В противоположность, в процессе производства PDP согласно настоящему варианту осуществления, который показан на фиг.9A, после того как защитная пленка формируется при приблизительно 250°C на этапе фронтальной подложки, очищение двух подложек посредством нагревания (т.е. этапа первой деаэрации) и также выравнивание двух подложек, оба, выполняются при 280°C на этапе формирования панели. Впоследствии, две подложки затем уплотняются вместе при приблизительно 450°C. Таким способом, так как имеется меньшее количество циклов нагревания и меньшее количество изменений в температуре между этапами в настоящем варианте осуществления, является возможным уменьшать величину энергии, которая потребляется в процессе производства PDP, по сравнению со стандартной технологией и, тем самым, достигать улучшения в пропускной способности.
Изобретатели настоящего изобретения выполнили эксперименты выдерживания над PDP, произведенной согласно стандартному способу, и над PDP, произведенной с использованием способа согласно настоящему варианту осуществления, и оценили начальные характеристики. MgO, имеющий толщину пленки 800 нм, использовался для защитной пленки 14 панели PDP в экспериментах, и Ne-4% Xe вводился при давлении 66,5 кПа как газ электрического разряда.
Следует отметить, что в производстве PDP согласно настоящему варианту осуществления, после того как фронтальная подложка, на которой защитная пленка была сформирована, была нагрета в камере уплотнения до 280°C (т.е. после того как она подвергалась обработке первой деаэрации), две подложки были уплотнены вместе.
В противоположность, в производстве PDP согласно стандартной технологии, после того как фронтальная подложка, на которой защитная пленка была сформирована, держалась в вакууме в течение 120 минут, две подложки были ламинированы вместе и затем уплотнены. Следует отметить, что пока две подложки уплотнялись, очищение выполнялось в течение 90 минут при 350°C.
Фиг.10 - это график, показывающий результаты экспериментов выдерживания. Следует отметить, что Vfn - это зажигающее напряжение последней ячейки, Vsmn - это последнее напряжение выключения света. В случае PDP, которая производилась с использованием стандартного способа и, таким образом, оставлялась в вакууме (показано посредством графика прерывистой линии на фиг.10), как зажигающее напряжение последней ячейки Vfn, так и последнее напряжение выключения света Vsmn являются высокими, и приблизительно 20 минут требуется, пока напряжение стабилизируется. Предполагается, что это из-за того, что примесные газы не были достаточно высвобождены. В противоположность, в случае PDP, которая производилась с использованием способа настоящего варианта осуществления (показанного посредством графика сплошной линии на фиг.10), как зажигающее напряжение последней ячейки Vfn, так и последнее напряжение выключения света Vsmn являются низкими и устойчивыми сначала. Предполагается, что это из-за того, что примесные газы были достаточно очищены посредством обработки первой деаэрации.
Из этих результатов было подтверждено, что посредством применения способа производства PDP и устройства производства согласно настоящему варианту осуществления является возможным либо уменьшать величину времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, является возможным улучшать пропускную способность в производстве PDP. Более того, становится возможным уменьшать потребляемую мощность, которая дает результатом достижение улучшения в энергетической эффективности.
Дополнительно, изобретатели настоящего изобретения оценили вариации в характеристиках после того, как некоторый период времени прошел для PDP, произведенной с использованием способа согласно настоящему варианту осуществления. Конкретно, эксперименты выдерживания проводились способом, описанным выше, после того как PDP была оставлена в течение 48 часов в температурном резервуаре при 70°C.
Фиг.11 - это график, показывающий результаты этих экспериментов выдерживания. В PDP согласно настоящему варианту осуществления разрядное напряжение панели PDP, показанной на фиг.11, которая была оставлена в течение 48 часов, демонстрирует, по существу, отсутствие изменения по сравнению с разрядным напряжением, показанным на фиг.10 (т.е. сплошная линия). В противоположность, в PDP согласно стандартной технологии, так как было недостаточное очищение примесных газов, имелось возрастание в разрядном напряжении после того, как PDP была оставлена в течение 48 часов.
Из этих результатов было подтверждено, что, так как примесные газы являются достаточно очищенными до уплотнения посредством обработки первой деаэрации в PDP согласно настоящему варианту осуществления, имеется низкое содержание примесных газов внутри панели и не имеется никакого возрастания в разрядном напряжении. Поэтому является возможным достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. В соединении с этим становится возможным улучшать пропускную способность в производстве PDP и достигать улучшения в энергетической эффективности.
Как было описано подробно выше, способ производства PDP настоящего варианта осуществления имеет этап первой деаэрации, на котором примесные газы высвобождаются из защитной пленки посредством нагревания фронтальной подложки, на которой защитная пленка была сформирована, до 280°C или более в вакууме или в управляемой атмосфере, и этап уплотнения, на котором фронтальная подложка и задняя подложка помещаются в контакт друг с другом и уплотняются вместе последовательно от этапа первой деаэрации.
Согласно вышеописанному способу производства PDP, так как примесные газы высвобождаются из защитной пленки, пока выпускная проводимость является большой, перед тем как фронтальная подложка и задняя подложка помещаются в контакт друг с другом, является возможным выполнять очищение в короткое время. Соответственно, не является необходимым выполнять очищение в течение этапа уплотнения. Более того, так как защитная пленка нагревается до 280°C или более, является возможным высвобождать приблизительно 70% или более примесных газов, абсорбированных в защитной пленке (см. фиг.6). Соответственно, является возможным снижать содержание примесных газов внутри уплотненной панели. По этой причине является возможным стабилизировать разрядное напряжение панели и, таким образом, достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, становится возможным улучшать пропускную способность в производстве PDP и достигать улучшения в энергетической эффективности.
Более того, в способе производства PDP настоящего варианта осуществления, после того как защитная пленка была сформирована на фронтальной подложке, выполняется вышеописанный этап первой деаэрации, в то время как фронтальная подложка удерживается в вакууме или в управляемой атмосфере. Именно, фронтальная подложка удерживается в вакууме или в управляемой атмосфере от этапа формирования защитной пленки по этап первой деаэрации.
В этом случае, так как примесные газы, которые абсорбируются в защитную пленку, могут подавляться, является возможным уменьшать величину времени, требуемого для этапа первой деаэрации. Соответственно, становится возможным улучшать пропускную способность в производстве PDP и достигать улучшения в энергетической эффективности.
Дополнительно, в способе производства PDP настоящего варианта осуществления этап уплотнения выполняется после этапа второй деаэрации, на котором посредством нагревания задней подложки, на которой люминофоры и уплотняющий материал были помещены в вакууме или в управляемой атмосфере, примесные газы высвобождаются из люминофоров и уплотняющего материала.
В этом случае, так как количество примесных газов, абсорбированных в люминофорах и уплотняющем материале, может уменьшаться, разрядное напряжение панели может стабилизироваться. Соответственно, является возможным достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно, что, как результат, делает возможным улучшать пропускную способность в производстве PDP и достигать улучшения в энергетической эффективности.
В вышеописанном способе производства PDP является желательным, чтобы вышеописанный этап второй деаэрации выполнялся после этапа покрытия уплотняющего материала для применения уплотняющего материала на задней подложке в вакууме или в управляемой атмосфере, и пока задняя подложка удерживается в вакууме или в управляемой атмосфере. Именно, задняя подложка удерживается в вакууме или в управляемой атмосфере от этапа покрытия уплотняющего материала по завершение этапа второй деаэрации.
В этом случае является возможным уменьшать количество примесных газов, абсорбированных в уплотняющем материале. Соответственно, является возможным достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно, что, как результат, делает возможным улучшать пропускную способность в производстве PDP и достигать улучшения в энергетической эффективности.
Более того, является желательным выполнять, до вышеописанного этапа уплотнения, этап предварительного нагревания фронтальной подложки и задней подложки при температуре, равной или большей, чем температура уплотнения в этапе уплотнения.
В общем, температура уплотнения двух подложек (т.е. температура, при которой уплотняющий материал растворяется) - это приблизительно 420-430°C. Согласно графику, показанному на фиг.6, примесные газы разряжаются, даже когда две подложки нагреваются до температуры, равной или большей, чем температура уплотнения (предполагается, что это вызывается газами, высвобожденными из стеклянных подложек). Поэтому предварительное нагревание проводится на фронтальной подложке и задней подложке при температуре, равной или большей, чем температура уплотнения (например, 450°C), до этапа уплотнения. Этот этап предварительного нагревания может выполняться либо следуя за этапом первой деаэрации, или одновременно с этапом первой деаэрации в камере уплотнения. По этой причине является возможным выполнять уплотнение в состоянии, в котором количества примесных газов, абсорбированных во фронтальной подложке и задней подложке, уменьшаются даже дополнительно. Соответственно, является возможным достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно, что, как результат, делает возможным улучшать пропускную способность в производстве PDP и достигать улучшения в энергетической эффективности.
(Второй вариант осуществления)
Далее, будет описываться способ производства PDP и устройство производства согласно второму варианту осуществления настоящего изобретения.
Второй вариант осуществления отличается от первого варианта осуществления в том, что этап предварительной деаэрации обеспечивается между этапом формирования защитной пленки и этапом первой деаэрации для фронтальной подложки. Следует отметить, что опускается любое подробное описание составляющих элементов, имеющих ту же структуру, что и элементы в первом варианте осуществления.
Фиг.12 - это график, показывающий результаты измерения высвобожденного газа из защитной пленки с использованием спектроскопии термической десорбции (TDS). На фиг.12 отношение между временем нагревания и температурой подложки показано сплошной линией. Более того, отношение между временем нагревания и давлением высвобожденного газа в случае, где (a) TDS выполнялась после того, как фронтальная подложка, на которой защитная пленка была сформирована, удерживалась в вакууме в течение 90 минут, показано прерывистой линией. В дополнение, отношение между временем нагревания и давлением высвобожденного газа в случае, где (b) TDS выполнялась немедленно после формирования защитной пленки, показано посредством штрихпунктирной линии с одной точкой. Дополнительно, отношение между временем нагревания и давлением высвобожденного газа в случае, где (c) TDS выполнялась после того, как фронтальная подложка, на которой защитная пленка была сформирована, была нагрета до 450°C и затем удерживалась в вакууме при 140°C в течение 120 минут, показано посредством штрихпунктирной линии с двумя точками.
Из результатов, в случае (b) было обнаружено, что примесные газы абсорбировались даже на этапе формирования защитной пленки. В дополнение, из сравнения (b) и (a) было обнаружено, что, когда подложка удерживалась в вакууме в течение 90 минут, имелось крупное увеличение в количестве абсорбированных примесных газов. Предполагается, что все из примесных газов абсорбировались в защитную пленку, пока защитная пленка формировалась, и что H2O также абсорбировалась в защитную пленку, пока подложка удерживалась в вакууме. В противоположность, в случае (c) предполагается, что, так как примесные газы, которые были абсорбированы в защитную пленку, были высвобождены, когда фронтальная подложка, на которой защитная пленка была сформирована, была нагрета до 450°C, только примесные газы, которые были абсорбированы, когда подложка удерживалась в вакууме при 140°C в течение 120 минут, были высвобождены.
Из более детального сравнения между (b) и (c) было обнаружено, что количество высвобожденного газа в случае (b) больше, чем оно в случае (c), в области, где температура подложки была приблизительно 280°C или более. Предполагается, что это из-за того, что гидроксикарбонат магния (4MgCO3·Mg(OH)2·5H2O), который был сгенерирован реакцией между примесными газами, которые были абсорбированы в течение формирования пленки (главным образом CO2), и MgO, понизился, и CO2 был высвобожден. Более того, в области, где температура подложки была 200°C или менее, имелось большее количество высвобожденного газа в случае (c), чем это количество в случае (b). Предполагается, что это из-за того, что молекулы H2O, которые были слабо абсорбированы в MgO вследствие того, что подложка удерживалась в вакууме в течение 120 минут, были высвобождены.
Таким способом, предполагается, что только примесные газы, которые были абсорбированы в течение формирования защитной пленки, были высвобождены в случае (b), в то время как только примесные газы, которые были абсорбированы, пока подложка удерживалась в вакууме, были высвобождены в случае (c), и примесные газы, которые были абсорбированы в течение обоих из этих этапов, были высвобождены в случае (a). Однако количество высвобожденных газов в случае (c) является меньшим, чем различие между количествами в случаях (a) и (b). Из этих результатов было обнаружено, что если фронтальная подложка, на которой защитная пленка была сформирована, нагревается, то становится трудно для примесных газов абсорбироваться туда в течение времени, в котором она впоследствии удерживалась в вакууме.
Более того, количество высвобожденных газов в случае (c) - это 1/3 или менее, чем количество в случае (a), и находится на уровне, который не вызывает каких-либо проблем в PDP. В частности, предполагается, что количество высвобожденных газов в случае (c) будет более маленьким, чем количество в случае (b), если время вакуумного удержания в случае (c) укорачивается. Поэтому в настоящем варианте осуществления применяется способ (c).
Фиг.13 - это блок-схема устройства производства PDP согласно второму варианту осуществления. Устройство 52 производства PDP согласно второму варианту осуществления отличается от устройства 50 производства PDP согласно первому варианту осуществления, который показан на фиг.4, в том, что камера 66 нагревания обеспечивается на стороне нисходящего потока камеры 64 формирования пленки на линии 60 фронтальной подложки.
В способе производства PDP согласно второму варианту осуществления этап формирования защитной пленки выполняется таким же способом, как в первом варианте осуществления. Конкретно, защитная пленка формируется на фронтальной подложке в камере 64 формирования пленки, показанной на фиг.13. Далее, фронтальная подложка нагревается до 350°C или более в камере 66 нагревания, в то время как фронтальная подложка, на которой защитная пленка была сформирована, остается удерживаемой в вакууме (этап предварительной деаэрации).
Как описано выше, гидроксикарбонат магния генерируется в защитной пленке как результат реакции между примесными газами, абсорбированными в течение формирования защитной пленки, и MgO. Затем посредством нагревания фронтальной подложки, на которой защитная пленка была сформирована, до 350°C или более гидроксикарбонат магния надежно понижается, и, таким образом, примесные газы (главным образом CO2), которые были абсорбированы в защитной пленке, могут уменьшаться. Более того, примеси, такие как H2, C, H2O, CO и CO2, вбираются в течение формирования защитной пленки, однако эти примесные газы могут удаляться посредством нагревания фронтальной подложки до 350°C или более на этапе предварительной деаэрации. Согласно графику, показанному на фиг.6, посредством нагревания фронтальной подложки до 350°C или более 90% или более примесных газов могут высвобождаться из защитной пленки.
Далее, фронтальная подложка, которая закончила этап нагревания, транспортируется в камеру 82 уплотнения посредством транспортирующей камеры 55, в то время как удерживается в вакууме. Является желательным для фронтальной подложки, чтобы удерживалась при 100°C или более, пока она транспортируется. В камере 82 уплотнения, показанной на фиг.5, таким же способом, как в первом варианте осуществления, фронтальная подложка 1 поддерживается посредством захватывающего механизма 91a. Фронтальная подложка 1 затем нагревается до 280°C или более посредством пластины 91 нагревателя в вакууме или в управляемой атмосфере (т.е. этап первой деаэрации). Поэтому любые примесные газы, которые абсорбируются в защитной пленке, пока фронтальная подложка транспортируется в вакууме, высвобождаются.
После этого задняя подложка 2, на которой люминофоры и уплотняющий материал были сформированы, транспортируется в камеру 82 уплотнения, где она и фронтальная подложка 1 уплотняются вместе.
Следует отметить, что вышеописанный этап предварительной деаэрации может выполняться перед тем, как фронтальная подложка и задняя подложка размещаются в контакте друг с другом в камере 82 уплотнения. Так как температура плавления уплотняющего материала, примененная на задней подложке, находится в текущее время между приблизительно 380 до 500°C, уплотняющий материал не плавится, даже если он нагревается до 350°C. Однако имеется возможность, что температура плавления будущих уплотняющих материалов будет менее чем 350°C. В этом случае, как в настоящем варианте осуществления, является желательным для этапа предварительного нагревания выполняться в камере 66 нагревания, которая обеспечивается отдельно от камеры 82 уплотнения.
Как было описано подробно выше, способ производства PDP в соответствии со вторым вариантом осуществления имеет этап предварительной деаэрации для высвобождения примесных газов из защитной пленки посредством нагревания фронтальной подложки, на которой защитная пленка была сформирована, до 350°C или более в вакууме, и этап первой деаэрации, на котором фронтальная подложка, которая завершила этап предварительной деаэрации, нагревается до 280°C или более, в то время как удерживается в вакууме. Именно, фронтальная подложка удерживается в вакууме от этапа предварительной деаэрации по этап первой деаэрации.
Согласно вышеописанному способу производства PDP является возможным высвобождать любые примесные газы, которые были абсорбированы в течение формирования защитной пленки на этапе предварительной деаэрации, и является возможным подавлять любые новые примесные газы, которые абсорбируются, пока первая подложка удерживается в вакууме. Поэтому становится возможным достигать такого же уровня абсорбции примесного газа, как уровень немедленно после формирования защитной пленки (см. фиг.12). Соответственно, является возможным уменьшать величину времени очищения. Более того, так как количество примесных газов, содержащихся внутри панели, уменьшается, чтобы стабилизировать разрядное напряжение, является возможным достигать либо уменьшения в величине времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, улучшения в пропускной способности в производстве PDP и в энергетической эффективности могут достигаться. Более того, так как первая подложка может находиться в ожидающем состоянии между этапом формирования защитной пленки и этапом уплотнения, становится возможным гибкий вариант осуществления этапов, что дает результатом даже более улучшенную пропускную способность в производстве PDP.
Следует отметить, что тактовое время для этапа формирования защитной пленки в камере 64 формирования пленки является экстремально коротким по сравнению с тактовым временем для этапа формирования панели в камере 82 уплотнения. Из-за этого время ожидания (т.е. режим ожидания) фронтальной подложки после формирования защитной пленки становится длительным. Поэтому посредством выполнения вышеописанного этапа предварительной деаэрации, пока фронтальная подложка находится в ожидающем состоянии, любое уменьшение пропускной способности в производстве PDP может предотвращаться. Более того, является также возможным оставлять фронтальную подложку в ожидающем состоянии в камере нагревания после того, как этап предварительной деаэрации был завершен. В дополнение, так как этап предварительной деаэрации выполняется, даже если фронтальная подложка оставляется одиночно после этапа в течение значительного времени, является все еще возможным подавлять любую абсорбцию примесных газов. Как результат, является возможным либо уменьшать величину времени, требуемого для этапа выдерживания, или иначе устранять этап выдерживания совершенно.
(Третий вариант осуществления)
Далее будет описываться способ производства PDP и устройство производства согласно третьему варианту осуществления настоящего изобретения.
В вышеописанном способе производства PDP согласно второму варианту осуществления этап предварительной деаэрации выполняется в вакууме. В противоположность, в способе производства PDP согласно третьему варианту осуществления этап предварительной деаэрации выполняется в воздушной атмосфере или в управляемой атмосфере. Следует отметить, что пропускается любое подробное описание составляющих элементов, имеющих такую же структуру, как элементы в первом варианте осуществления или втором варианте осуществления.
Как в вышеописанном втором варианте осуществления, если этап предварительной деаэрации выполняется в вакууме, является возможным широко уменьшать количество примесных газов, которые абсорбируются в защитной пленке. Однако если (A) этап предварительной деаэрации выполняется в воздушной атмосфере (т.е. в атмосфере, в которой кислород присутствует) или в управляемой атмосфере, по сравнению с (B) случаем, где этап предварительной деаэрации не выполняется, является все еще возможным уменьшать величину абсорбции примесных газов. Конкретно, фронтальные подложки в случаях (A) и (B) были оставлены в течение 30 минут в воздушной атмосфере, имеющей относительную влажность 50%, и количество высвобожденного газа было затем измерено посредством выполнения TDS. Как результат, было обнаружено, что количество высвобожденного газа из подложки (A) было приблизительно на 30% меньше по сравнению с подложкой (B).
В дополнение, является возможным улучшать кристалличность защитной пленки в случае (A) по сравнению с (B). Конкретно, (111) пиковая интенсивность увеличивается, и ширина половинного значения уменьшается. Более того, является возможным в значительной степени улучшать задержку электрического разряда после формирования панели.
В дополнение, если этап предварительной деаэрации выполняется в воздушной атмосфере, то не имеется более какой-либо необходимости выполнять этап уплотнения немедленно после этапа формирования защитной пленки, так что процесс обеспечивается некоторой степенью гибкости.
Фиг.14 - это блок-схема устройства производства PDP согласно третьему варианту осуществления. Устройство 53 производства PDP согласно третьему варианту осуществления разделяется на устройство 53a формирования защитной пленки и устройство 53b формирования панели. Устройство 53a формирования защитной пленки обеспечивается загрузочной камерой 61 фронтальной подложки, камерой 62 нагревания, которая нагревает фронтальную подложку до приблизительно 150-350°C, камерой 64 формирования пленки, где защитная пленка формируется с использованием способа выпаривания электронного луча, и камерой 65a выгрузки, где фронтальная подложка выгружается.
С другой стороны, в устройстве 53b формирования панели задний конец линии 60b фронтальной подложки, задний конец линии 70 задней подложки и фронтальный конец линии 80 формирования панели соединяются с транспортирующей камерой 55. Линия 70 задней подложки и линия 80 формирования панели имеют такую же структуру, как в первом варианте осуществления. В противоположность, линия 60b фронтальной подложки обеспечивается только загрузочной камерой 61 фронтальной подложки и камерой 66 нагревания, и не обеспечивается камерой формирования пленки.
В способе производства PDP согласно третьему варианту осуществления этап формирования защитной пленки выполняется в камере 64 формирования пленки устройства 53a формирования защитной пленки. После того как фронтальная подложка была выгружена из устройства 53a формирования защитной пленки, она нагревается в воздушной атмосфере до 350°C или более в устройстве нагревания (не показано) (т.е. этап предварительной деаэрации). Далее, фронтальная подложка загружается в загрузочную камеру 65b устройства 53b формирования панели и помещается в ожидающее состояние либо в вакууме, или в управляемой атмосфере в камере нагревания (т.е. буферной камере) 66.
Далее, фронтальная подложка транспортируется в камеру 82 уплотнения. Таким же способом, как в первом варианте осуществления, фронтальная подложка 1 затем поддерживается посредством захватывающего механизма 91a, обеспеченного в верхней части камеры 82 уплотнения, показанной на фиг.5, и фронтальная подложка 1 затем нагревается до 280°C или более посредством пластины 91 нагревателя либо в вакууме, или в управляемой атмосфере (т.е. этап первой деаэрации). Как результат, примесные газы, которые были абсорбированы в защитной пленке фронтальной подложки, высвобождаются.
После этого задняя подложка 2, на которой люминофоры и уплотняющий материал были сформированы, транспортируется в камеру 82 уплотнения, где задняя подложка 2 и фронтальная подложка 1 уплотняются вместе.
Как было описано подробно выше, способ производства PDP согласно третьему варианту осуществления имеет этап предварительной деаэрации, на котором примесные газы высвобождаются из защитной пленки посредством нагревания фронтальной подложки, на которой защитная пленка была сформирована, до 350°C или более в воздушной атмосфере или в управляемой атмосфере, и этап первой деаэрации, на котором фронтальная подложка нагревается до 280°C или более, пока удерживается в вакууме или в управляемой атмосфере.
Согласно вышеописанному способу производства PDP, посредством нагревания первой подложки до 350°C или более становится возможным высвобождать любые примесные газы, абсорбированные в течение формирования защитной пленки. В дополнение, так как является возможным подавлять любые новые примесные газы, которые абсорбируются, пока первая подложка находится в ожидающем состоянии, время очищения может укорачиваться. Более того, так как количество примесных газов, содержащихся внутри панели, может уменьшаться, и разрядное напряжение может также стабилизироваться, является возможным достигать либо уменьшения величины времени выдерживания, или иначе устранять этап выдерживания совершенно. Соответственно, становится возможным улучшать пропускную способность в производстве PDP и достигать улучшения в энергетической эффективности. В дополнение, так как нагревание в воздушной атмосфере может выполняться при низкой стоимости, стоимости производства могут уменьшаться.
Тактовое время для этапа формирования защитной пленки в камере 64 формирования пленки, показанной на фиг.14, является экстремально коротким по сравнению с тактовым временем для этапа формирования панели в камере 82 уплотнения. Поэтому является желательным обеспечивать множество устройств 53b формирования панели для каждого устройства 53a формирования защитной пленки. В настоящем варианте осуществления, так как не является необходимым для фронтальной подложки транспортироваться из устройства 53a формирования защитной пленки в устройство 53b формирования панели в вакууме или в управляемой атмосфере, является возможным обеспечивать по выбору множество устройств 53b формирования панели. Таким способом, согласно настоящему варианту осуществления гибкий вариант осуществления этапов становится возможным, что приводит улучшение пропускной способности в производстве PDP к максимальному возможному уровню.
Следует отметить, что диапазон технологии настоящего изобретения не ограничен вышеописанными вариантами осуществления, и различные модификации могут делаться с вышеописанными вариантами осуществления в той мере, как они не отходят от сущности или объема настоящего изобретения.
Именно, конкретные материалы и структура и подобное, описанные в соответствующих вариантах осуществления, являются просто примером этого, и с этим могут делаться соответствующие модификации.
Например, в вышеописанных вариантах осуществления описание дается с использованием защитной пленки, сформированной из MgO, в качестве примера, однако настоящее изобретение может применяться таким же способом к защитным пленкам, сформированным из оксидов щелочноземельных металлов, таких как SrO и CaO, или из других материалов.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Является возможным обеспечивать способ и устройство для производства плазменной отображающей панели, которые делают возможным достигать улучшения в пропускной способности и уменьшения в потреблении энергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМЕТИЧНАЯ ПАНЕЛЬ И СПОСОБ ПРОИЗВОДСТВА ПЛАЗМЕННОЙ ИНДИКАТОРНОЙ ПАНЕЛИ | 2007 |
|
RU2395863C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРОВАННОЙ ПАНЕЛИ И СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАЗМЕННОЙ ДИСПЛЕЙНОЙ ПАНЕЛИ | 2008 |
|
RU2435246C2 |
| ПЛАЗМЕННАЯ ОТОБРАЖАЮЩАЯ ПАНЕЛЬ | 2008 |
|
RU2401476C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАЗМЕННОЙ ИНДИКАТОРНОЙ ПАНЕЛИ | 2007 |
|
RU2425174C2 |
| ПЛАЗМЕННАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2398306C1 |
| ТОНКОПЛЕНОЧНЫЙ ФОТОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ С ПРОФИЛИРОВАННОЙ ПОДЛОЖКОЙ | 2009 |
|
RU2514163C2 |
| ПЛОСКАЯ ИНДИКАТОРНАЯ ПАНЕЛЬ, ИМЕЮЩАЯ ОТКАЧНЫЕ ОТВЕРСТИЯ В ПРЕДЕЛАХ ЗОНЫ ИНДИКАЦИИ | 2005 |
|
RU2390869C2 |
| Способ изготовления полупроводниковых структур | 2017 |
|
RU2654819C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИОДА ШОТТКИ | 2011 |
|
RU2488912C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА С МАГНИТОРЕЗИСТИВНЫМ ЭФФЕКТОМ И МНОГОКАМЕРНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА С МАГНИТОРЕЗИСТИВНЫМ ЭФФЕКТОМ | 2007 |
|
RU2390883C1 |














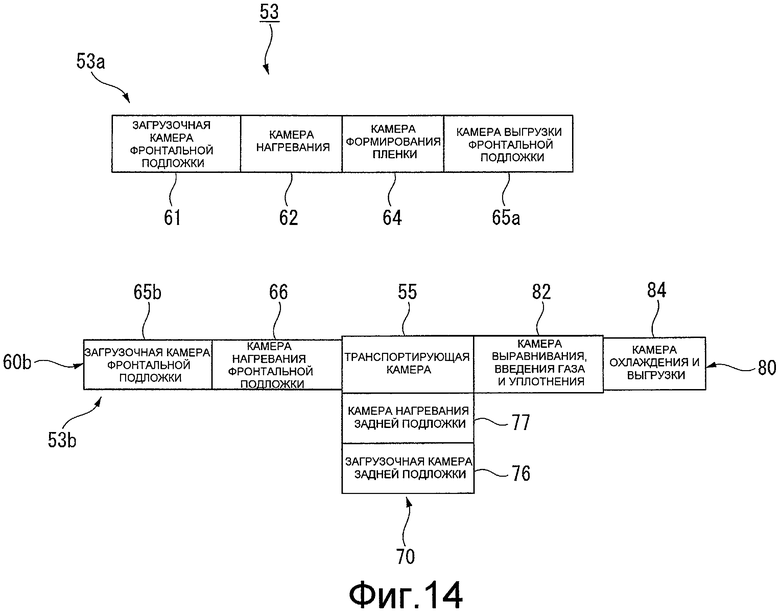
Изобретение относится к способу и устройству для производства плазменной отображающей панели. Технический результат - обеспечение способа и устройства для производства плазменной отображающей панели, которые делают возможным достигать улучшения в пропускной способности линии производства плазменных отображающих панелей и их энергетической эффективности. Достигается тем, что в способе производства плазменной отображающей панели, где герметизированное пространство определено между первой и второй подложками (1, 2) и наполнено газом электрического разряда, содержится первый этап дегазирования для выделения примесного газа из защитной пленки, сформированной на первой подложке (1), чтобы защищать первую подложку (1) от плазменного электрического разряда, посредством нагревания первой подложки (1) выше 280°С в вакуумном пространстве или в управляемой атмосфере, и этап уплотнения для приведения первой подложки (1), где примесный газ выделяется из защитной пленки, в контакт со второй подложкой (2) и для герметизации пространства между ними. Так как примесный газ выделяется из защитной пленки перед тем, как первая подложка приводится в контакт со второй подложкой, и пока проводимость удаления является высокой, очистка может выполняться в короткое время. Дополнительно, так как защитная пленка нагревается выше 280°С, около 70% или более примесного газа, адсорбированного на защитной пленке, может выделяться. 2 н. и 14 з.п. ф-лы, 16 ил.
1. Способ для производства плазменной отображающей панели, в котором газ электрического разряда вводится в пространство между первой подложкой и второй подложкой, которые уплотнены вместе, при этом способ содержит: этап первой деаэрации для высвобождения примесных газов из защитной пленки посредством нагревания первой подложки, на которой формируется защитная пленка для выдерживания плазменного электрического разряда, до 280°С или более в вакууме или в управляемой атмосфере, и этап уплотнения для уплотнения фронтальной подложки, в которой примесные газы высвобождаются из защитной пленки, и задней подложки, которые помещаются в контакт друг с другом, при этом на этапе первой деаэрации, когда первая подложка и вторая подложка располагаются, обращаясь друг к другу, транспортирующий газ вводится между первой подложкой и второй подложкой так, что средний свободный путь примесного газа, высвобожденного из либо первой подложки или второй подложки, является более коротким, чем промежуток между первой подложкой и второй подложкой.
2. Способ для производства плазменной отображающей панели по п.1, при этом способ дополнительно содержит этап формирования защитной пленки для формирования защитной пленки на первой подложке либо в вакууме или в управляемой атмосфере до этапа первой деаэрации, при этом первая подложка удерживается в вакууме или в управляемой атмосфере от этапа формирования защитной пленки по этап первой деаэрации.
3. Способ для производства плазменной отображающей панели по п.1, при этом способ дополнительно содержит этап предварительной деаэрации для высвобождения примесных газов из защитной пленки посредством нагревания первой подложки, на которой формируется защитная пленка, до 350°С или более в вакууме до этапа первой деаэрации, при этом первая подложка удерживается в вакууме от этапа предварительной деаэрации по этап первой деаэрации.
4. Способ для производства плазменной отображающей панели по п.1, при этом способ дополнительно содержит этап предварительной деаэрации для высвобождения примесных газов из защитной пленки посредством нагревания первой подложки, на которой формируется защитная пленка, до 350°С или более в воздушной атмосфере или в управляемой атмосфере до этапа первой деаэрации.
5. Способ для производства плазменной отображающей панели по п.1, в котором этап уплотнения выполняется пока плотность примесных газов в атмосфере удерживается на предварительно определенном значении или менее.
6. Способ для производства плазменной отображающей панели по п.1, в котором транспортирующий газ является таким же типом газа, как газ электрического разряда.
7. Способ для производства плазменной отображающей панели по п.1, при этом способ дополнительно содержит этап второй деаэрации для высвобождения примесных газов из люминофоров и уплотняющего материала посредством нагревания второй подложки, на которой люминофоры и уплотняющий материал помещаются в вакууме или в управляемой атмосфере до этапа уплотнения.
8. Способ для производства плазменной отображающей панели по п.7, при этом способ дополнительно содержит этап покрытия уплотняющего материала для применения уплотняющего материала на второй подложке либо в вакууме, или в управляемой атмосфере до этапа второй деаэрации, при этом вторая подложка удерживается в вакууме или в управляемой атмосфере от этапа покрытия уплотняющего материала по этап второй деаэрации.
9. Способ для производства плазменной отображающей панели по п.1, в котором на этапе уплотнения вводится газ электрического разряда, так что парциальное давление примесных газов - это 2,0 Па или менее.
10. Способ для производства плазменной отображающей панели по п.1, при этом способ дополнительно содержит этап предварительного нагревания первой подложки и второй подложки в вакууме или в управляемой атмосфере до температуры, равной или большей, чем температура уплотнения на этапе уплотнения, до этапа уплотнения.
11. Устройство для производства плазменной отображающей панели, которое обеспечивается камерой уплотнения, в которой первая подложка и вторая подложка уплотняются вместе либо в вакууме, или в управляемой атмосфере, при этом камера уплотнения выполнена так, что, перед тем как первая подложка и вторая подложка помещаются в контакт друг с другом, первая подложка, на которой формируется защитная пленка для выдерживания плазменного электрического разряда, нагревается до 280°С или более либо в вакууме, или в управляемой атмосфере, и при нагревании первой подложки, на этапе первой деаэрации, когда первая подложка и вторая подложка располагаются, обращаясь друг к другу, транспортирующий газ вводится между первой подложкой и второй подложкой так, что средний свободный путь примесного газа, высвобожденного из либо первой подложки, или второй подложки, является более коротким, чем промежуток между первой подложкой и второй подложкой.
12. Устройство для производства плазменной отображающей панели по п.11, при этом устройство дополнительно содержит камеру формирования пленки, в которой защитная пленка формируется на первой подложке, при этом первая подложка удерживается в вакууме или в управляемой атмосфере от камеры формирования пленки по камеру уплотнения.
13. Устройство для производства плазменной отображающей панели по п.11, при этом устройство дополнительно содержит камеру нагревания, в которой вторая подложка, на которой помещаются люминофоры и уплотняющий материал, нагревается либо в вакууме, или в управляемой атмосфере, при этом вторая подложка удерживается в вакууме или в управляемой атмосфере от камеры нагревания по камеру уплотнения.
14. Устройство для производства плазменной отображающей панели по п.13, при этом устройство дополнительно содержит камеру покрытия, в которой покрывающий материал применяется на второй подложке либо в вакууме, или в управляемой атмосфере, при этом вторая подложка удерживается в вакууме или в управляемой атмосфере от камеры покрытия по камеру нагревания и камеру уплотнения.
15. Устройство для производства плазменной отображающей панели по п.11, в котором камера уплотнения обеспечивается газовым анализатором, который выполнен с возможностью измерения плотности примесных газов в атмосфере.
16. Устройство для производства плазменной отображающей панели по п.11, в котором камера уплотнения выполнена так, что, перед тем как первая подложка и вторая подложка помещаются в контакт друг с другом, первая подложка и вторая подложка предварительно нагреваются либо в вакууме, или в управляемой атмосфере до температуры, равной или большей, чем температура уплотнения.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ обезгаживания арматуры высоковакуумных камер | 1978 |
|
SU725117A1 |
| СПОСОБ ОБЕЗГАЖИВАНИЯ ЭЛЕКТРОДОВ И АРМАТУРЫ ЭЛЕКТРОННЫХ И ИОННЫХ ПРИБОРОВ | 0 |
|
SU234527A1 |
| US 6533630 B1, 18.03.2003. | |||

