Область техники
Настоящее изобретение относится к плазменной отображающей панели, более конкретно к способу предотвращения попадания газообразных примесей в плазменную отображающую панель.
Предшествующий уровень техники
Плазменные отображающие панели широко применяются в области отображающих устройств, а недавно появилась потребность в недорогих плазменных отображающих панелях, имеющих большой экран и высокое качество.
В настоящее время основным направлением в развитии плазменных отображающих панелей являются панели трехэлектродного типа с поверхностным разрядом, которые изготавливают, склеивая первую панель (задний лист), имеющую адресный электрод, сформированный на стеклянной подложке, и вторую панель (передний лист), имеющий поддерживающий электрод и сканирующий электрод, сформированные на стеклянной подложке.
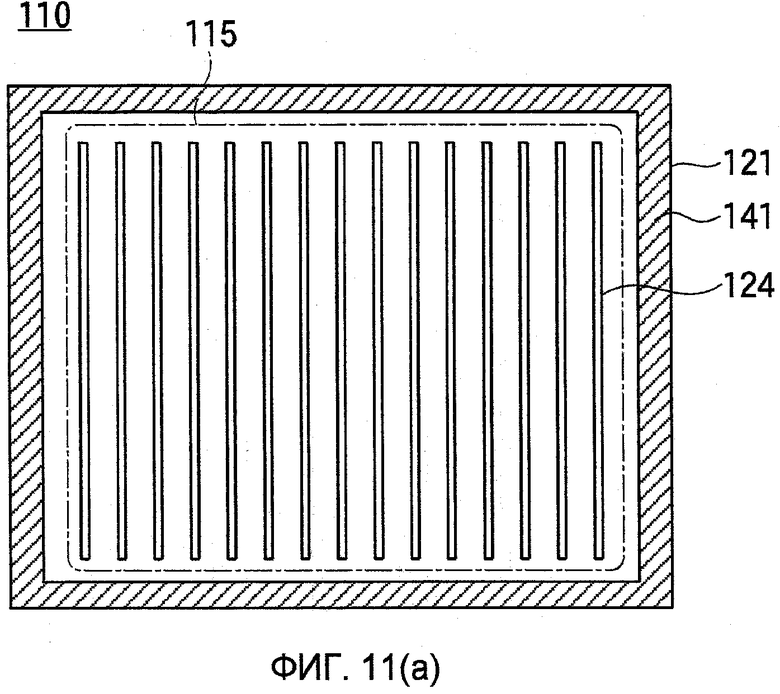
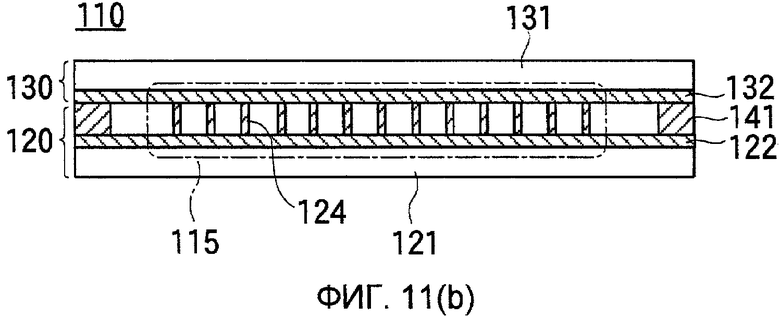
На Фиг.11(а) и 11(b) показана плазменная отображающая панель 110, известная из предшествующего уровня техники, имеющая первую и вторую панели 120 и 130. На Фиг.11(а) приведен вид сверху, иллюстрирующий внутреннее устройство, а на Фиг.11(b) показано сечение такой панели.
Первая и вторая панели 120 и 130 имеют первую и вторую подложки 121 и 131, выполненные из стеклянной подложки, и первый и второй слои 122 и 132 проводки, расположенные на первой и второй подложках 121 и 131 соответственно.
На первом слое 122 проводки расположены перегородки 124 в форме выступающих брусков, и первая и вторая панели 120 и 130 расположены напротив друг друга так, чтобы между ними находились перегородки 124, при этом первый и второй слои 122 и 132 проводки обращены друг к другу.
На периферии первой и второй панелей 120 и 130 расположена кольцеобразная уплотняющая деталь 141, и первая и вторая панели 120 и 130 скреплены друг с другом этой уплотняющей деталью 141.
Между первой и второй панелями 120 и 130 закапсулирован разрядный газ. Когда на электроды в первом и втором слоях 122 и 132 проводки подают напряжение, в заранее определенном положении между перегородками 124 формируется плазма разрядного газа. Когда ультрафиолетовый свет, излучаемый плазмой, облучает флуоресцентный слой, расположенный на перегородке 124, этот флуоресцентный слой излучает в пространство видимый свет. На Фиг.11(а) и 11(b) показана светоизлучающая область 115, от которой в пространство излучается видимый свет.
В качестве уплотняющего материала для формирования уплотняющей детали 141 используют стекло с низкой точкой плавления, но такой уплотняющий материал выделяет много газообразных примесей при нагревании и затвердевании, поскольку стекло с низкой точкой плавления содержит органическое связующее вещество.
Соответственно перед уплотнением необходимо проводить дегазацию и, кроме того, даже после уплотнения первой и второй панелей 120 и 130 требуется длительное время, поскольку выделяется много газа, даже если была проведена дегазация. Это ограничивает объемы производства панелей и требует больших затрат электроэнергии.
Соответственно недавно были проведены исследования применения материала смолы для изготовления уплотняющей детали 141, чтобы сократить время, затрачиваемое на производство панели. При использовании смолы, твердеющей под действием ультрафиолетового излучения, появилась возможность формировать уплотняющую деталь 141 в ненагретом состоянии с низким выделением газа.
Однако, когда светоизлучающая область 115 окружена кольцеобразной уплотняющей деталью 141 и внутренняя часть плазменной отображающей панели 110 изолирована от внешней атмосферы уплотняющей деталью 141, газообразные примеси, содержащиеся во внешней атмосфере, пропускаются материалом смолы и попадают в панель, в результате чего чистота разрядного газа уменьшается.
Ухудшение чистоты разрядного газа приводит к необходимости повышать напряжение разряда.
Кроме того, при разложении материала смолы, при облучении уплотняющей детали 141 ультрафиолетом, излучаемым плазмой, газообразные примеси проникают между первой и второй панелями 120 и 130 и снижают чистоту разрядного газа, и сила адгезии между первой и второй панелями 120 и 130 ослабевает.
Для решения проблемы уплотняющей детали 141, которая образует газообразные примеси при затвердевании уплотняющего материала, предпринимались попытки уменьшить количество примесей, образуемых в уплотнении, посредством дегазации уплотнения перед затвердеванием материала смолы, образующего уплотняющую деталь 141. Однако адгезионные свойства уплотняющего материала в результате процесса дегазации ухудшались, и становилось трудно обеспечить силу адгезии первой и второй панелей 120 и 130.
Кроме того, для решения вышеописанной проблемы предпринимались попытки использовать для изготовления уплотняющей детали 141 металлический материал с низкой точкой плавления, такой как индий или сплав индия, который не образует газообразных примесей. Однако уплотняющая способность (сила адгезии), которая определяется свойствами материала и площадью адгезии, такая, что для изготовления уплотняющей детали 141 потребовалось большое количество материала с низкой точкой плавления, в частности индия, который является редким и дорогим металлом и, кроме того, возникла проблема увеличения затрат времени на процесс уплотнения.
Патентный документ 1: выложенная публикация японской патентной заявки № 2002-75197.
Патентный документ 2: выложенная публикация японской патентной заявки № 2002-156160.
Патентный документ 3: выложенная публикация японской патентной заявки № 2002-231129.
Патентный документ 4: выложенная публикация японской патентной заявки № 2002-210258.
Краткое изложение существа изобретения
Настоящее изобретение было создано для устранения недостатков известного из уровня техники способа и направлено на создание способа, который предотвращает проникновение газообразных примесей в плазменную отображающую панель.
Принцип работы плазменной отображающей панели основан на газовом разряде в электрическом поле, который используется и во флуоресцентных лампах, применяемых для освещения.
Для флуоресцентных ламп хорошо известно, что пусковое напряжение флуоресцентной лампы удваивается, когда в разрядном газе содержится даже менее 1% газообразных примесей, имеющих молекулы Н2.
Это объясняется тем, что молекулы Н2 отбирают энергию у квазистабильных атомов и электронов, связанных с освещением. Поэтому, чтобы запустить разряд, требуется приложить более высокое напряжение.
Из этого следует, что также как и в плазменной отображающей панели газообразные примеси, такие как Н2О, Н2, О2, СО, СО2 и N2 влияют на различные характеристики работы, такие как пусковое напряжение, рабочее напряжение, яркость и пр.
В частности, Н2О иногда окисляет металлический электрод плазменной отображающей панели, относящейся к типу, работающему на постоянном токе, или ухудшает свойства пленки MgO в плазменной отображающей панели, относящейся к типу, работающему на переменном токе.
Когда в качестве разрядного газа в плазменной отображающей панели используется He или Ne, содержащие несколько процентов Xe, и несколько десятичных Ра, обнаружено, что газообразные примеси, такие как H2O, O2, CO2 или N2, повышают рабочее напряжение плазменной отображающей панели, относящейся к типу, работающему на переменном токе, когда их содержание составляет 20 промилле или более. Дополнительно существует проблема, заключающаяся в том, что некоторые газообразные примеси ухудшают материал внутри ячейки плазменной отображающей панели.
Основным источником образования газообразных примесей в плазменных отображающих панелях является внутренний материал, или в процессе производства, в дополнение к случаю, когда газообразные примеси изначально содержатся в разрядном газе и, дополнительно, газообразные примеси иногда выделяются во время излучения света или образуются из остаточного газа после откачки.
Средства решения проблемы
Для решения поставленной задачи, т.е. для предотвращения попадания вышеописанных газообразных примесей в светоизлучающую область, согласно настоящему изобретению предлагается плазменная отображающая панель, содержащая первую и вторую панели, имеющие первую и вторую подложки соответственно и обращенные друг к другу; светоизлучающую область, расположенную между первой и второй подложками, уплотняющую деталь, расположенную снаружи от светоизлучающей области и содержащую смолу, которая скрепляет первую и вторую панели друг с другом, и герметично уплотненную деталь, включающую в себя кольцеобразную металлическую пленку, окружающую светоизлучающую область, в которой уплотняющая деталь расположена снаружи от герметично уплотненной детали.
Кроме того, согласно настоящему изобретению предлагается плазменная отображающая панель и герметично уплотненная деталь, дополнительно содержащая первый и второй металлические слои, плотно приклеенные к первой и второй панелям соответственно, и слой металла с низкой точкой плавления, расположенный между первым и вторым металлическими слоями и имеющий точку плавления ниже, чем точка плавления первого и второго металлических слоев, чтобы склеивать первый и второй металлические слои друг с другом.
Кроме того, согласно настоящему изобретению предлагается плазменная отображающая панель, в которой смола в уплотняющей детали является термореактивной смолой.
Кроме того, согласно настоящему изобретению предлагается плазменная отображающая панель, в которой смола в уплотняющей детали является смолой, твердеющей при воздействии ультрафиолета.
Кроме того, согласно настоящему изобретению предлагается плазменная отображающая панель, в которой уплотняющая деталь имеет кольцеобразную форму и окружает герметично уплотненную деталь.
Кроме того, согласно настоящему изобретению предлагается плазменная отображающая панель, дополнительно включающая в себя выпускное отверстие, предусмотренное между уплотняющей деталью и герметично уплотненной деталью.
Эффект изобретения
Поскольку светоизлучающая область окружена герметично уплотненной деталью, которая является металлической пленкой, расположенной между первой и второй панелями, настоящее изобретение позволяет предотвратить попадание обоих видов газообразных примесей в светоизлучающую область, т.е. газообразные примеси, которые проходят сквозь адгезивный уплотняющий материал и попадают между панелями, и газообразные примеси, которые выделяются из уплотняющего материала из смолы между панелями в процессе уплотнения панели.
Кроме того, поскольку ультрафиолетовое излучение, генерируемое при разряде, блокировано герметично уплотненной деталью, и не попадает на смолу уплотняющей детали, можно защитить смолу уплотняющей детали и предотвратить разложение материала смолы, что позволяет предотвратить снижение чистоты разрядного газа.
Кроме того, поскольку для изготовления уплотняющей детали можно использовать смолу, твердеющую при облучении ультрафиолетом, можно сократить затраты времени на операцию уплотнения.
Поскольку панели выполнены с возможностью склеивания друг с другом уплотняющей деталью из смолы, имеется возможность минимизировать количество металла с низкой точкой плавления, необходимого для герметично уплотненной детали, по сравнению со случаем, когда панели склеивают друг с другом, используя герметично уплотненную деталь.
Далее, поскольку герметично уплотненная деталь снабжена металлическими слоями на соответствующих первой и второй панелях, и металлические слои выполнены с возможностью склеивания друг с другом слоем металла с низкой точкой плавления, имеется возможность уменьшить количество металла с низкой точкой плавления, такого как индий и т.п., используемого для склеивания герметичного уплотнения, и поскольку для уплотняющей детали можно использовать смолу, твердеющую при облучении ультрафиолетом, можно сократить затраты времени на операцию уплотнения.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием предпочтительного варианта воплощения со ссылками на сопровождающие чертежи, на которых:
Фиг.1 изображает схему, иллюстрирующую пример плазменной отображающей панели, согласно изобретению;
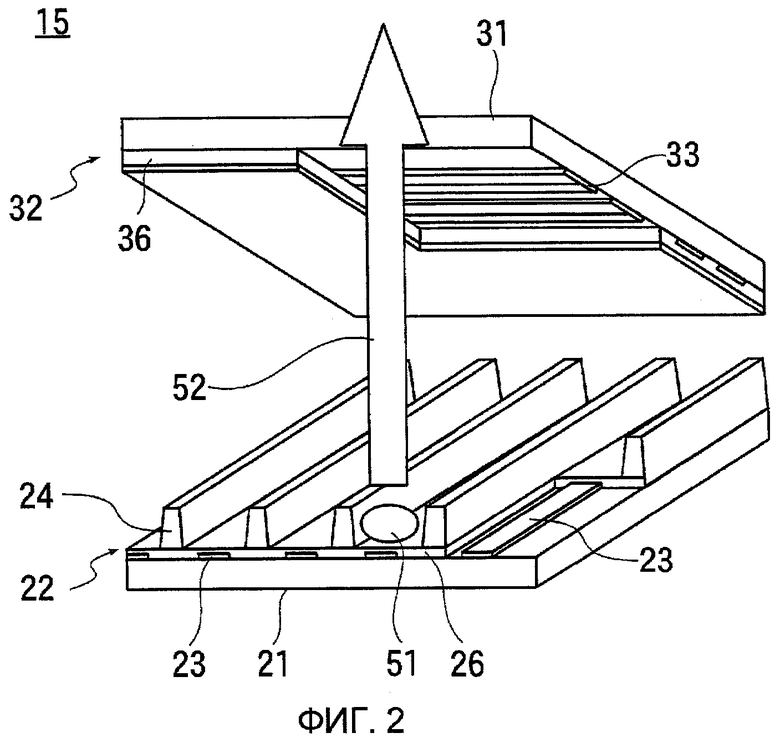
Фиг.2 - общий вид, иллюстрирующий светоизлучающую область плазменной отображающей панели по Фиг.1, согласно изобретению;
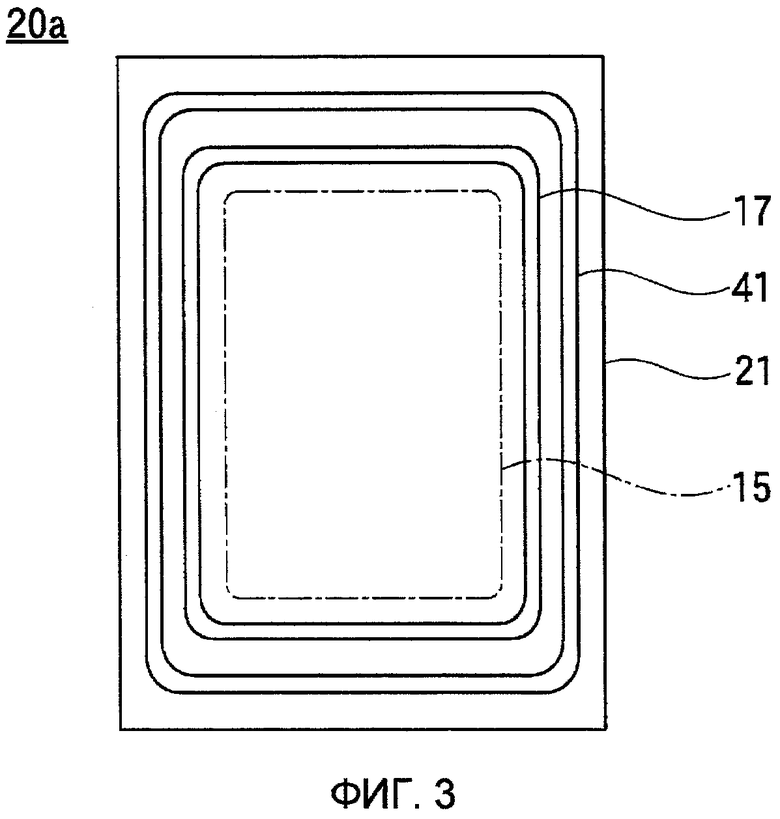
Фиг.3 - пример компоновки светоизлучающей области, герметично уплотненной детали и уплотняющей детали согласно изобретению;
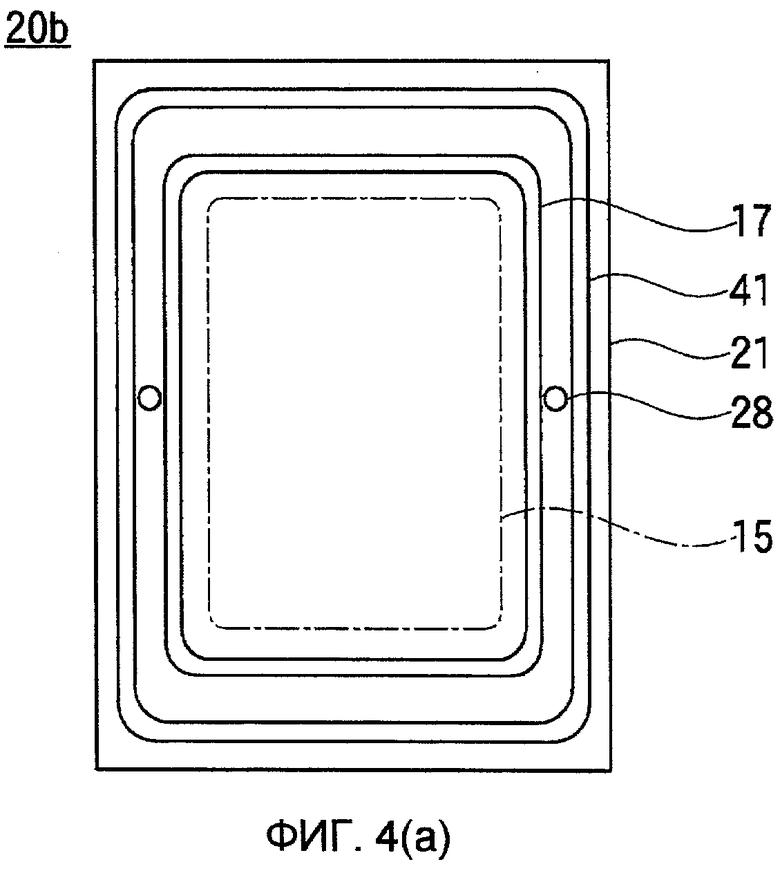
Фиг.4(а) и 4(b) - схемы, иллюстрирующие вспомогательное выпускное отверстие, согласно изобретению;
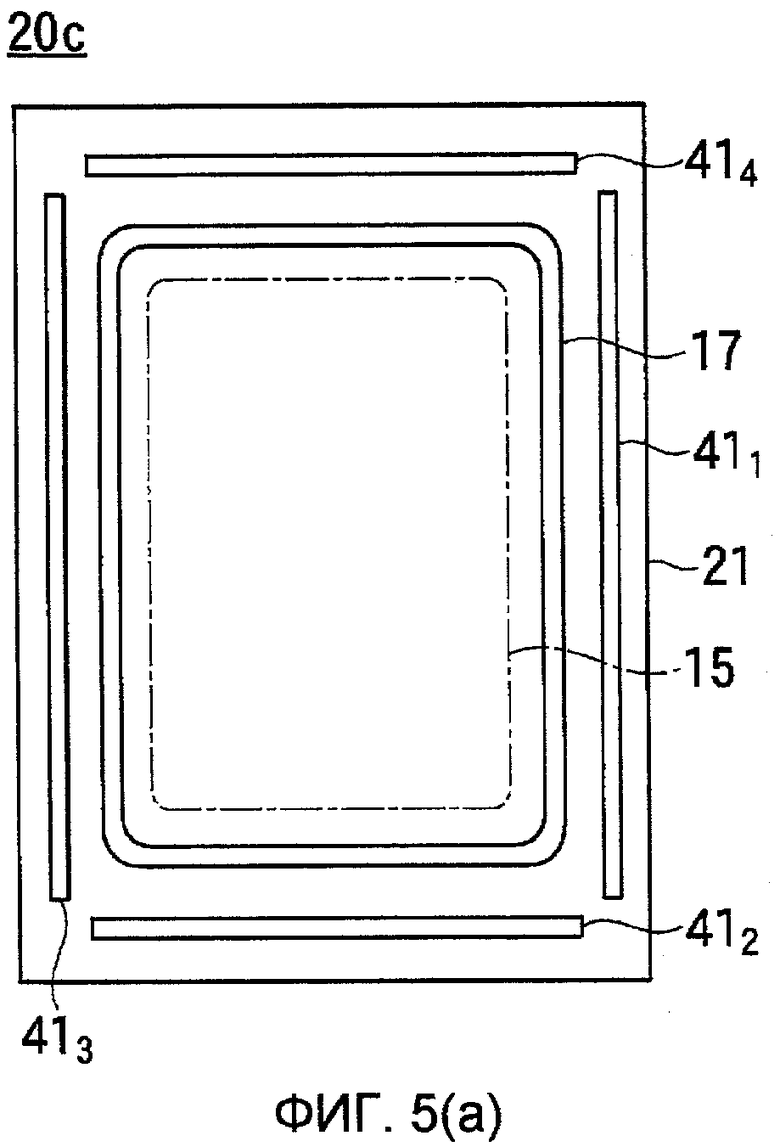
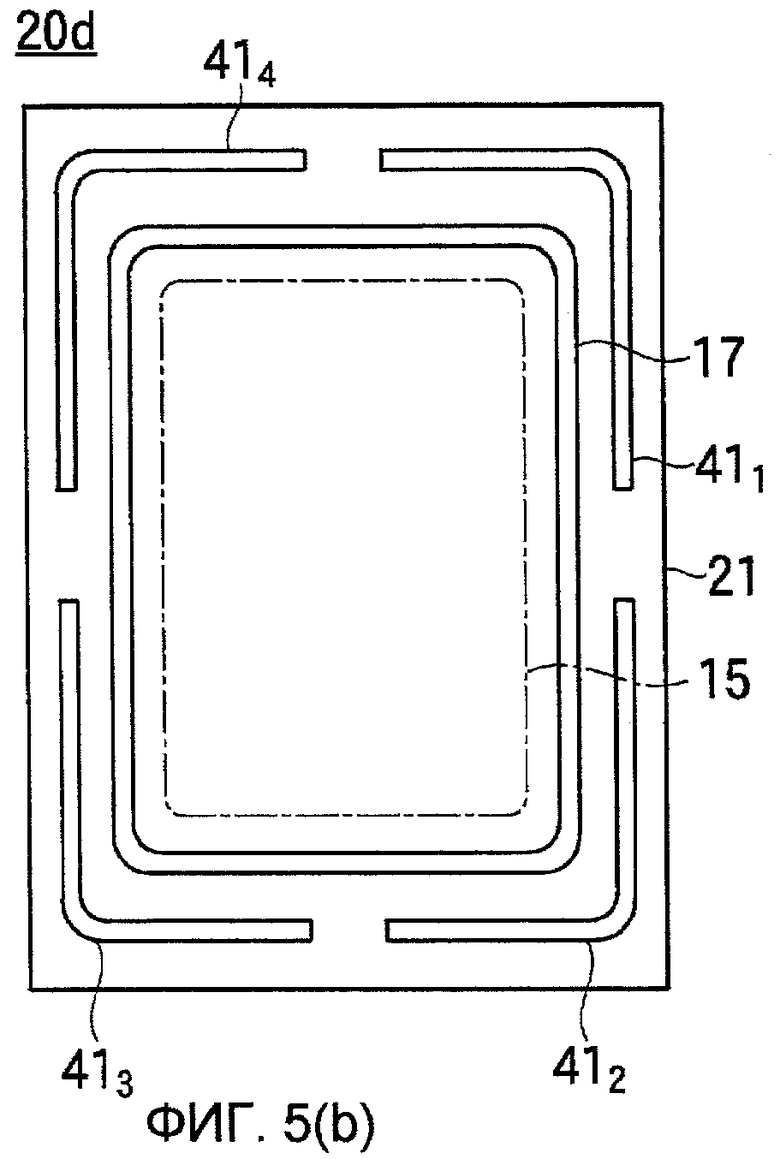
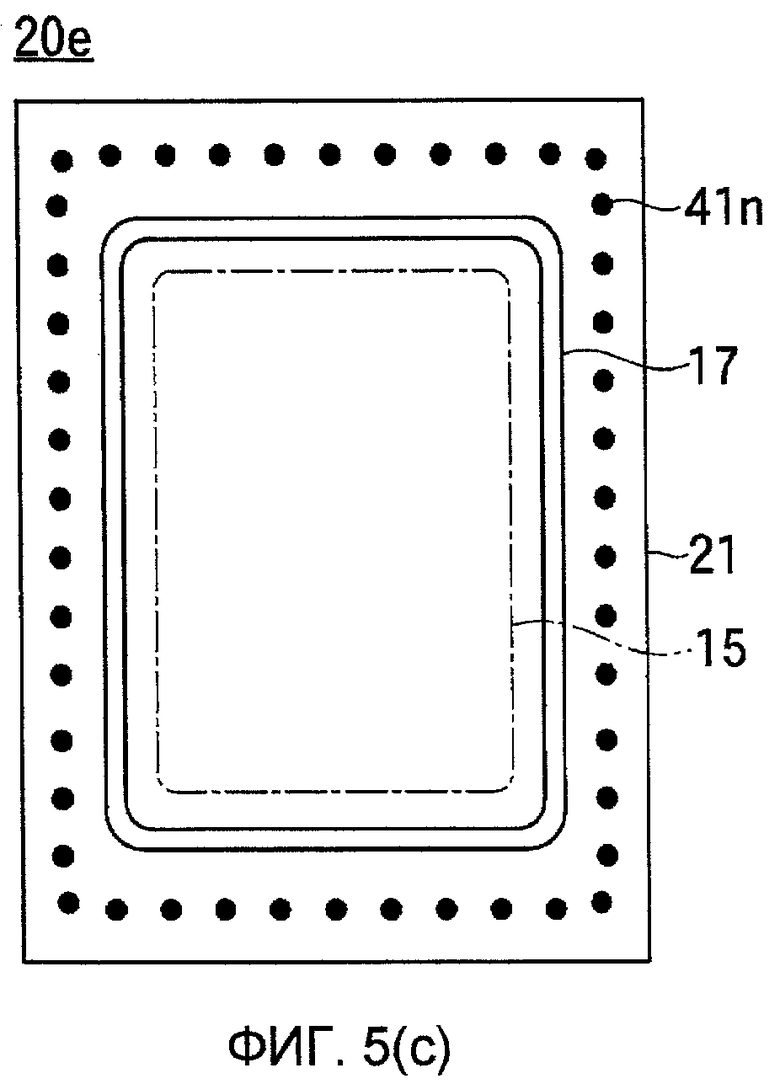
Фиг.5(а)-5(с) - схемы, иллюстрирующие другой пример компоновки светоизлучающей области, герметично уплотненной детали и уплотняющей детали, согласно изобретению;
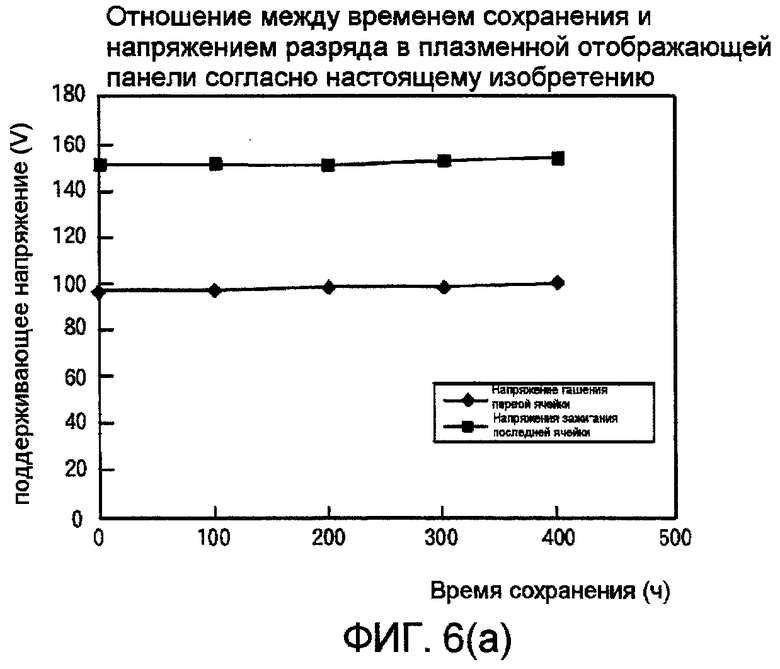
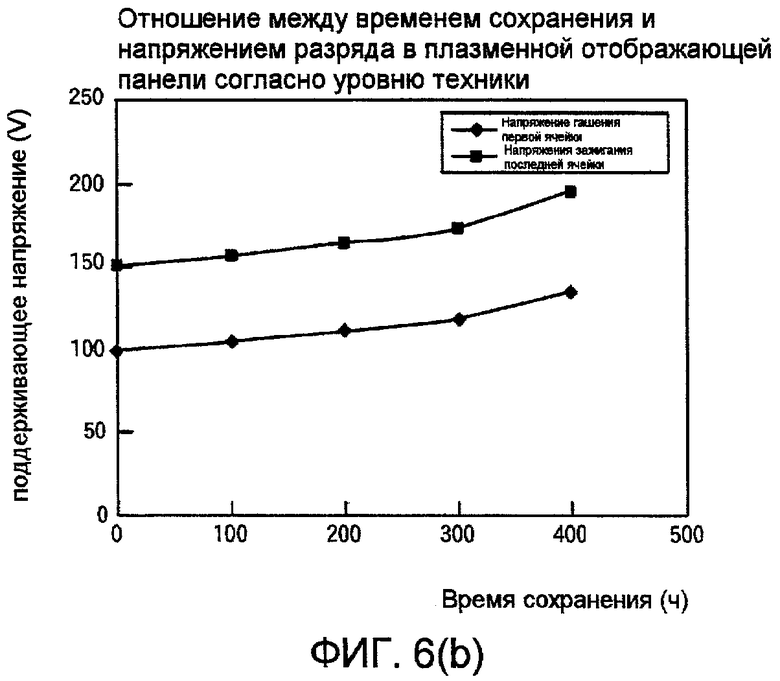
Фиг.6(а) и 6(b) - диаграммы, иллюстрирующие отношение между временем хранения и напряжением разряда согласно настоящему изобретению (а) и известному уровню техники (b);
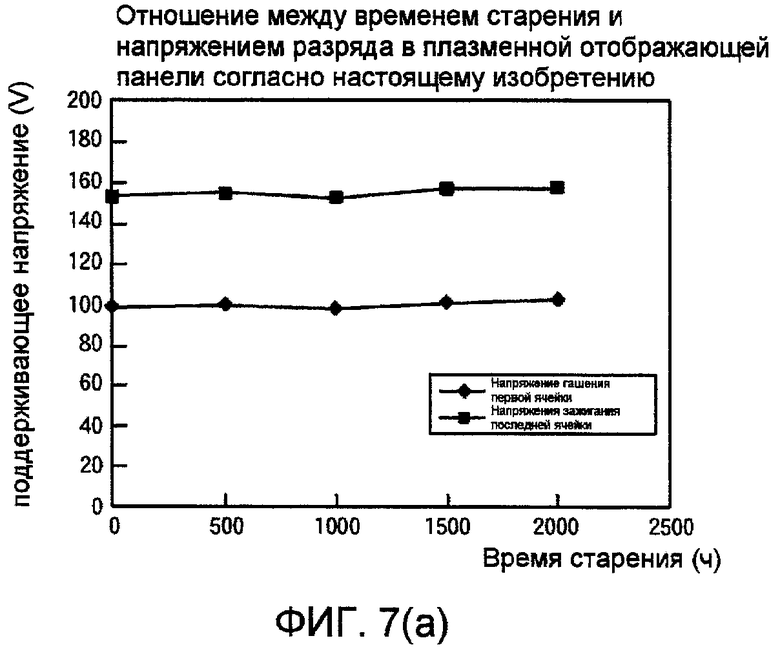
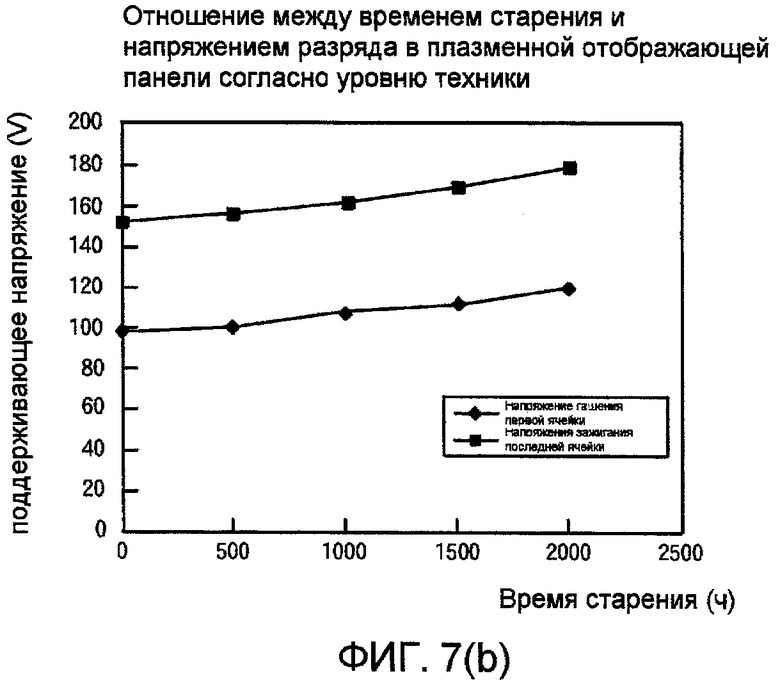
Фиг.7(а) и 7(b) - диаграммы, иллюстрирующие отношение между временем старения и напряжением разряда согласно настоящему изобретению (а) и известному уровню техники (b);
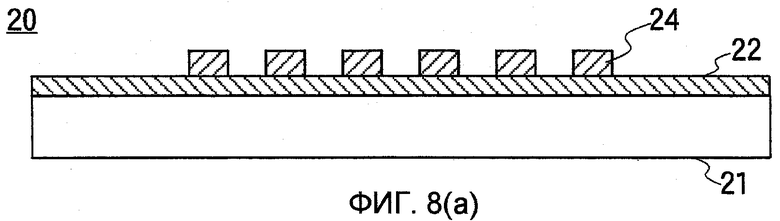
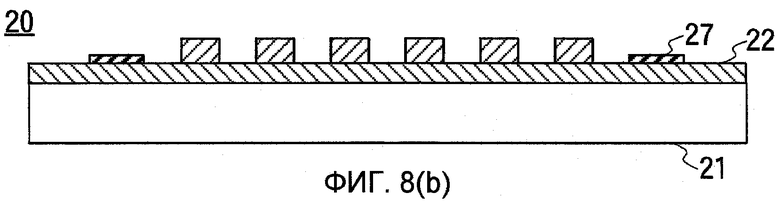
Фиг.8(а)-8(с) - схемы, иллюстрирующие технологический процесс изготовления первой панели для плазменной отображающей панели, согласно настоящему изобретению;
Фиг.9(а) и 9(b) - схемы, иллюстрирующие технологический процесс изготовления второй панели для плазменной отображающей панели, согласно настоящему изобретению;
Фиг.10 - блок-схему последовательности операций технологического процесса изготовления плазменной отображающей панели согласно настоящему изобретению;
Фиг.11(а) и 11(b) - схемы плазменной отображающей панели уровня техники.
Описание предпочтительного варианта воплощения изобретения
На Фиг.1 представлен вид в поперечном сечении, иллюстрирующий уплотненное состояние плазменной отображающей панели согласно настоящему изобретению, которая имеет первую панель 20 и вторую панель 30.
Первая и вторая панели 20 и 30 имеют первую и вторую подложки 21 и 31, выполненные из прозрачных пластин, таких как стекло, а также первый и второй слои 22 и 32 проводки, расположенные на первой и второй подложках 21 и 31 соответственно.
Первая и вторая подложки имеют прямоугольную или квадратную форму.
Перегородки 24 имеют форму выступающего бруска и расположены на первом слое 22 проводки, а первая и вторая панели 20 и 30 расположены напротив друг друга так, чтобы перегородки 24 находились между ними, а первый и второй слои 22 и 32 проводки были обращены друг к другу. И первая, и вторая панели 20 и 30 имеют защитную пленку из пленки SrO-20 мол.% с напылением СаО, (толщиной 8000 Å), сформированную на поверхности напылением электронным лучом (на чертежах защитная пленка не показана).
Кольцеобразная герметично уплотненная деталь 17 расположена по периферии первой и второй панелей 20 и 30, а светоизлучающий участок 15, на котором расположены перегородки 24, окружен герметично уплотненной деталью 17. Кольцеобразная герметично уплотненная деталь 17 должна только окружать внутреннюю полость, и ее форма может принимать различные кольцеобразные формы, такие как круглая кольцевая форма, квадратная кольцевая форма, и другие многоугольные кольцевые формы.
Уплотняющая деталь 41 расположена снаружи от герметично уплотненной детали 17 и скрепляет первую и вторую панели 20 и 30 друг с другом.
Герметично уплотненная деталь 17 имеет первый и второй кольцеобразные металлические слои 27 и 37, сформированные в положениях, обращенных друг к другу, на первой и второй панелях 20 и 30 соответственно, и кольцеобразный слой 18 металла с низкой точкой плавления, расположенный между первым и вторым металлическими слоями 27 и 37.
На Фиг.2 представлен схематично общий вид, иллюстрирующий светоизлучающую область 15, в которой расположена перегородка 24. Эта светоизлучающая область 15 расположена между первой и второй подложками 21 и 31 и осуществляет отображение знаков, графики и т.п., излучая свет плазмы.
Как показано на Фиг.2, первый слой 22 проводки имеет множество адресных электродов 23 и изолирующую пленку 26, расположенную на их поверхности.
Второй слой проводки 32 имеет множество электродов 33 поверхностного разряда (таких как сканирующие электроды и удерживающие электроды) и изолирующую пленку 36, расположенную на поверхности электродов 33 поверхностного разряда.
Сбоку на перегородке 24 и между перегородками 24 расположен флуоресцентный материал, и в светоизлучающей области инкапсулирован разрядный газ.
Адресные электроды 23 и электроды 33 поверхностного разряда расположены в форме решетки, и когда между требуемым адресным электродом 23 и электродом 33 поверхностного разряда подают напряжение, в области между адресным электродом 23 и электродом 33 поверхностного разряда формируется плазма 51 разрядного газа, которая излучает ультрафиолет. Этот ультрафиолет облучает флуоресцентный материал, который излучает видимый свет 52. Видимый свет 52 проходит через вторую панель 30 и выходит наружу.
Область между адресным электродом 23 и электродом 33 поверхностного разряда именуется ячейкой, и в плазменной отображающей панели 10 согласно настоящему изобретению, также как и в плазменной отображающей панели 110 из известного уровня техники, показанной на Фиг.11(а) и 11 (b), сформировано множество таких ячеек (в данном случае 300). Каждая из ячеек выполнена с возможность излучать свет индивидуально, и знаки или графика формируются для отображения светом, излучаемым ячейками, находящимися в положениях, указанных адресным электродом 23.
Первый и второй металлические слои 27 и 37 выполнены с возможностью плотного склеивания с изолирующими пленками 26 и 36 на первой и второй панелях 20 и 30 соответственно, а первый и второй металлические слои 27 и 37 соединены друг с другом слоем 18 металла с низкой точкой плавления, который сформирован путем плавления и отвердевания.
Соответственно не существует зазоров между первой панелью 20 и первым металлическим слоем 27, между первым металлическим слоем 27 и слоем 18 металла с низкой точкой плавления, между слоем 18 металла с низкой точкой плавления и вторым металлическим слоем 37 и между вторым металлическим слоем 37 и второй панелью 30, поэтому плазменная отображающая панель 10 выполнена так, что газ или влага из внешней атмосферы не могут попасть в светоизлучающую область 15.
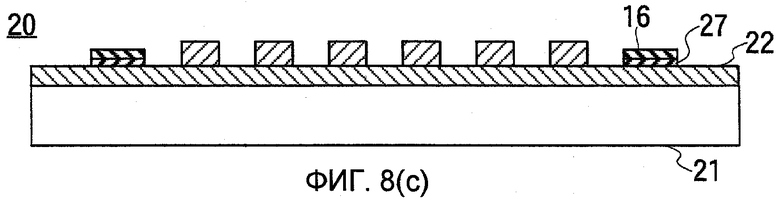
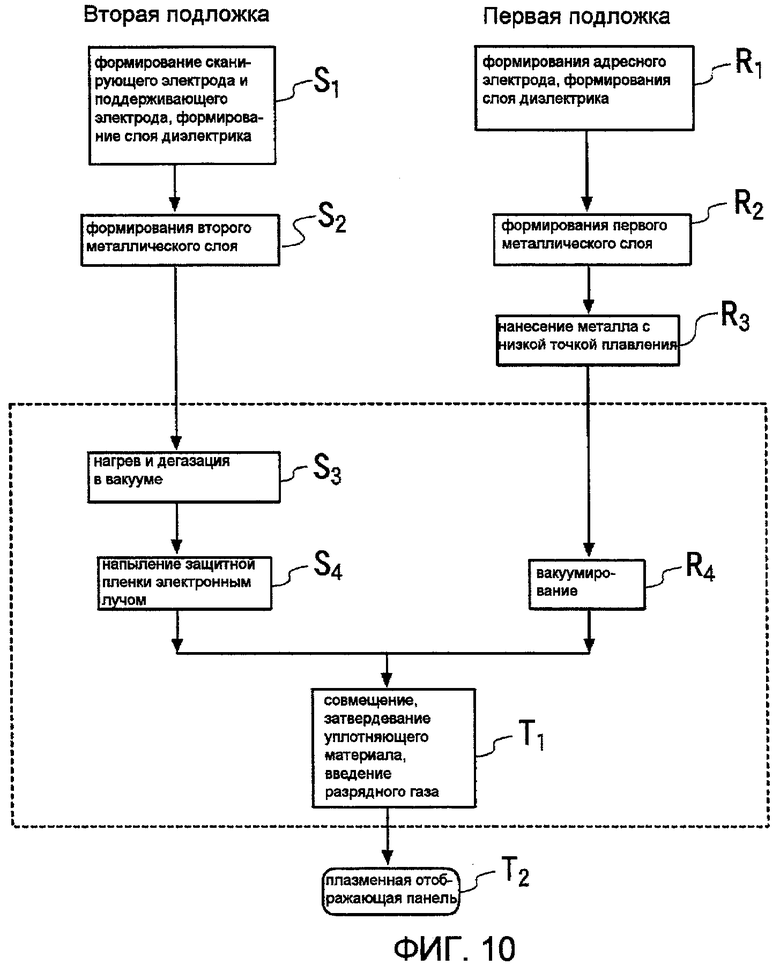
Процесс производства плазменной отображающей панели 10 будет описан ниже со ссылками на блок-схему последовательности шагов, представленной на Фиг.10 и на схемы процесса по Фиг.8(а)-8(с) и 9(а) и 9(b). То есть, как показано на Фиг.8(а), на первой панели 20 формируют первый слой 22 проводки и перегородки 24 (этап R1 на Фиг.10); последовательно в указанном порядке методом вакуумного напыления напыляют Cr и Ag, используя источник Cr и Ag, при этом на поверхности первой панели 20 уложена металлическая маска так, чтобы сформировать первый металлический слой 27, который образован тонкой пленкой Cr и тонкой пленкой Ag, как показано на Фиг.8(b) (этап R2). Условия формирования тонкой пленки Cr и тонкой пленки Ag показаны в нижеприведенной Таблице 1.
Толщина тонкой пленки Cr составляет 50 нм, а толщина тонкой пленки Ag составляет 1000 нм. Первый металлический слой 27 можно формировать методом печати, используя пасту Ag.
Тонкая пленка Cr выполнена так, чтобы плотно склеиваться с первой подложкой 21, а тонкая пленка Ag расположена на поверхности первого металлического слоя 27.
Далее, как показано на Фиг.8(с), на поверхность первого металлического слоя 27 наносят слой кольцеобразного металла 16 с низкой точкой плавления (этап R3). В качестве металла 16 с низкой точкой плавления можно использовать металл или сплав, точка плавления которого равна 250°С или ниже, например In (точка плавления 157°С), сплав In 50% - Sn 50% (точка плавления 120°С), сплав Sn 96,5% - Ag 3% - Cu 0,5% (точка плавления 210°С), сплав Sn 96,5% - Ag 3,5% (точка плавления 220°С) и Sn 100% (точка плавления 232°С) и т.п.
Металл 16 с низкой точкой плавления можно формировать методом трафаретной печати или с помощью проволоки диаметром 0,5-1 мм, уложенной на поверхность первого металлического слоя 27.
Далее, первую панель 20 переносят в вакуумную нагревательную камеру и осуществляют вакуумную дегазацию (этап R4). Здесь уплотняющим материалом является смола, твердеющая при облучении ультрафиолетом.
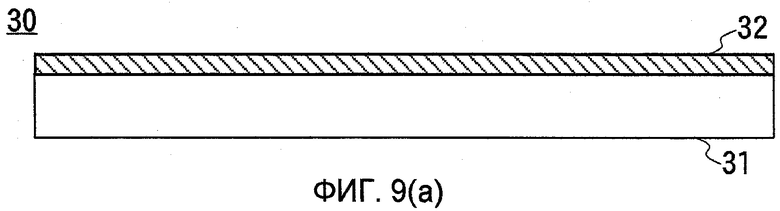
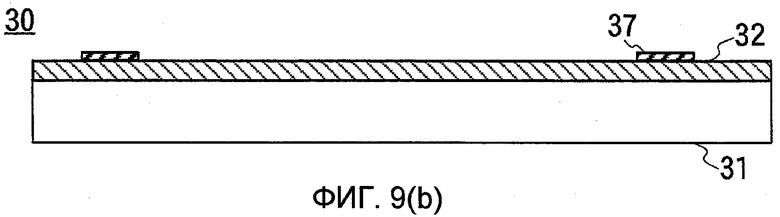
Для второй панели 30 (Фиг.9а) на второй подложке 31 формируют второй слой 32 проводки (этап S1), на вторую панель 30 помещают металлическую маску, последовательно наносят напылением кольцеобразную тонкую пленку Cr и кольцеобразную тонкую пленку Ag в указанном порядке способом, применяющимся для первой панели 20, в результате чего формируют второй металлический слой 37, состоящий из тонкой пленки Cr и тонкой пленки Ag, как показано на Фиг.9(b) (этап S2). Эти первый металлический слой 27, слой 16 металла с низкой точкой плавления и второй металлический слой 37 имеют одинаковые размеры и форму и выполнены с возможностью наложения друг на друга.
Вторую панель 30 после формирования второго металлического слоя 37 переносят в дегазационную камеру и нагревают для дегазации в вакууме (этап S3).
Далее, в области внутри второго металлического слоя 37 напылением электронным лучом формируют защитную пленку, например Sr-CaO или MgO (этап S4), и вторую панель 30 переносят в ту же вакуумную нагревательную камеру, в которую была перенесена первая панель 20. Поверхности панелей, на которых были сформированы первый и второй металлические слои 27 и 37, ориентируют так, чтобы они были обращены друг к другу, и первую и вторую панели накладывают друг на друга, выравнивая их так, чтобы разместить второй металлический слой 37 на слое 16 металла с низкой точкой плавления на первой панели 20.
В этом состоянии первый и второй металлические слои 27 и 37 обращены друг к другу, между ними размещен слой 16 металла с низкой точкой плавления, а первый и второй металлические слои 27 и 37 находятся в плотном контакте со слоем 16 металла с низкой точкой плавления.
Первую и вторую панели 20 и 30 сжимают в вакууме, в то время как их нагревают в той части, где расположены первый и второй металлические слои 27 и 37.
Металл 16 с низкой точкой плавления состоит из металла (одного металла или сплава), точка плавления которого ниже, чем точка плавления первого и второго металлических слоев 27 и 37. Поверхности первого и второго металлических слоев 27 и 37 и металла 16 с низкой точкой плавления имеют хорошую смачиваемость, и когда металл 16 с низкой точкой плавления плавится, этот расплавленный металл растекается по первому и второму металлическим слоям и затвердевает для формирования слоя 18 металла с низкой точкой плавления.
Когда расплавленный материал затвердевает при охлаждении, первый и второй металлические слои 27 и 37 склеиваются друг с другом слоем 18 металла с низкой точкой плавления. В этом состоянии из металлической пленки (накопленной пленки), накопленной на первом и втором металлических слоях 27 и 37 и на слое 18 из металла с низкой точкой плавления, каждый из которых имеет кольцеобразную форму, формируют кольцеобразную герметично уплотненную деталь 17, и светоизлучающая область окружается герметично уплотненной деталью 17. Первый и второй металлические слои 27 и 37 прикреплены к первой и второй панелям 20 и 30 соответственно.
Условия формирования герметично уплотненной детали показаны в Таблице 2.
После формирования герметично уплотненной детали 17 первую и вторую панели 20 и 30 переносят в герметизирующую камеру и наносят уплотняющий материал.
В состоянии после формирования герметично уплотненной детали 17 уплотняющий материал находится в контакте и с первой, и со второй панелями 20 и 30, и после того, как уплотняющий материал будет облучен ультрафиолетом и затвердеет для образования кольцеобразной уплотняющей детали 41 снаружи от герметично уплотненной детали 17, первая и вторая панели 20 и 30 будут скреплены друг с другом этой уплотняющей деталью 41 с достаточной прочностью (этап Т1).
В этом состоянии светоизлучающая область 15 окружена герметично уплотненной деталью 17 и находится в вакууме.
Позицией 20а на Фиг.3 показан пример расположения светоизлучающей области 15, герметично уплотненной детали 17 и уплотняющей детали 41 на первой подложке 21.
В этом примере уплотняющая деталь 41 имеет форму кольца, а герметично уплотненная деталь 17 и светоизлучающая область 15 расположены внутри уплотняющей детали 41. Однако первая и вторая панели 20 и 30 могут быть скреплены друг с другом множеством уплотняющих деталей 411-414, отделенных друг от друга, как показано позициями 20с и 20d на Фиг.5(а) и 5(b).
В этом случае промежуток между уплотняющими деталями 411-414 может быть по углам первой подложки 21, как показано позицией 20с на Фиг.5а, или на боковых сторонах, как показано позицией 20d на Фиг.5(b).
Дополнительно, вокруг герметично уплотненной детали 17 может быть расположено множество точечных уплотняющих деталей 41n, как показано позицией 20е на Фиг.5(с).
После формирования уплотняющей детали 41 в светоизлучающую область 15 вводят разрядный газ. Имеется отверстие подачи газа, проходящее через первую панель 20 в направлении ее толщины в положении внутри герметично уплотненной детали 17 на первой панели 20. Разрядный газ входит в область, окруженную герметично уплотненной деталью 17 из отверстия подачи газа, и светоизлучающая область 15 заполняется разрядным газом. Когда после введения разрядного газа отверстие подачи газа блокируется, светоизлучающая область остается герметично уплотненной первой и второй панелями 20 и 30 и герметично уплотненной деталью 17 так, что светоизлучающая область 15, заполненная разрядным газом, изолирована от внешней атмосферы. Таким способом получают плазменную отображающую панель 10 по фиг.1 (этап Т2). После герметичного уплотнения плазменную отображающую панель 10 извлекают из уплотняющей камеры.
Кроме того, как показано позицией 20b на виде сверху на Фиг.4(а) и на поперечном сечении на Фиг.4(b), имеется вспомогательное выпускное отверстие 28, проходящее сквозь первую или вторую панель 20 или 30 в направлении ее толщины и расположенное между герметично уплотненной деталью 17 и уплотняющей деталью 41 в любой из первой и второй панелей 20 и 30 или в обеих этих панелях так, что участок между герметично уплотненной деталь 17 и уплотняющей деталью 41 не испытывает воздействия повышенного или пониженного давления при изменении температуры окружающей среды.
Пример 1
Плазменная отображающая панель 10 согласно настоящему изобретению изготовлена с использованием разрядного газа, состоящего из Ne - 4% Xe, введенного в светоизлучающую область 15 под давлением 400 Торр, после чего она была уплотнена и перенесена в камеру с постоянной температурой и влажностью при 85°С и с относительной влажностью 95%, и на ней измерялось изменение напряжения разряда при сохранении. Отношение между временем сохранения и напряжением разряда показано на Фиг.6(а).
Для сравнения в тех же условиях измерялось напряжение разряда обычной плазменной отображающей панели 110 (Фиг.11), не имеющей герметично уплотненной детали 17, и светоизлучающая область которой изолирована от атмосферы с использованием уплотняющей детали, выполненной из материала смолы. Отношение между временем сохранения и напряжением разряда показано на Фиг.6(b).
Окончательное напряжение зажигания ячейки является рабочим напряжением, необходимым для начала разряда во всех ячейках. Дополнительно, напряжение гашения первой ячейки - это напряжение, при котором первая ячейка перестает испускать свет, когда рабочее напряжение постепенно снижают с величины зажигания во всех ячейках.
В то время как рабочее напряжение сохранения плазменной отображающей панели 10 согласно настоящему изобретению остается постоянным даже в течение длительного времени, напряжение зажигания последней ячейки и напряжение гашения первой ячейки в плазменной отображающей панели 110 из уровня техники существенно возрастают даже спустя небольшое время сохранения. Это, вероятно, вызвано тем, что влага в камере с постоянной температурой и влажностью проходит через уплотняющую деталь 141 и попадает между первой и второй панелями 120 и 130, и чистота разрядного газа снижается.
В плазменной отображающей панели 10 согласно настоящему изобретению изменение напряжения находится в пределах 5 В, даже когда время сохранения увеличено, и очевидно, что газообразные примеси (влага) не проходят сквозь уплотняющую деталь 41 в светоизлучающую область, поскольку такому прохождению препятствует герметично уплотненная деталь 17.
Следует отметить, что и обычная плазменная отображающая панель 110, и плазменная отображающая панель по настоящему изобретению обрабатывались в среде вакуума без извлечения в воздушную атмосферу из защитной пленки вплоть до введения разрядного газа и уплотнения.
Пример 2
Далее, плазменную отображающую панель 10 по настоящему изобретению переносили в камеру с постоянной температурой и влажностью при температуре 50°С и относительной влажности 50% и сохраняли в состоянии, при котором излучался свет при подаче напряжения на электрод, при этом измеряли напряжение разряда. На Фиг.7(а) показано отношение между временем приложения напряжения к электроду (время старения) и напряжением разряда.
Для сравнения в тех же условиях измеряли напряжение разряда обычной пламенной отображающей панели 110 (Фиг.11), которая не имела герметично уплотненной детали 17 и в которой светоизлучающая область 15 была изолирована от внешней атмосферы уплотнительной деталью из материала смолы. Отношение между временем старения и напряжением разряда показано на Фиг.7(b).
В плазменной отображающей панели 10 по настоящему изобретению увеличение напряжения составило 10 В или менее, даже когда время старения достигло 2000 часов. Это предположительно вызвано тем, что ультрафиолетовое излучение от плазмы было заблокировано герметично уплотненной деталью 17 и не облучало уплотнительную деталь 41, поэтому уплотнительная деталь 41 не разлагалась и газообразные примеси из нее не выделялись.
В обычной плазменной отображающей панели 110 напряжение разряда росло вместе с увеличением времени старения, и через 2000 часов напряжение зажигания последней ячейки возросло на 30 В. Это предположительно вызвано тем, что ультрафиолетовое излучение, генерируемое при разряде в плазменной отображающей панели, облучало уплотнительный материал в течение длительного времени и приводило к разложению материала смолы, содержащейся в уплотняющем материале, и в панель попадали газообразные примеси из серии СН, снижая чистоту разрядного газа.
Следует отметить, что хотя в вышеприведенных примерах в качестве уплотняющего материала использовалась эпоксидная смола, твердеющая под действием ультрафиолета, можно использовать и другую смолу. Дополнительно, кроме смолы, твердеющей под действием ультрафиолета, можно использовать термореактивную смолу.
Кроме того, хотя первая и вторая подложки 21 и 31 в вышеприведенных примерах были стеклянными подложками, настоящее изобретение не ограничивается этим признаком, если вторая подложка 31 является прозрачной.
Промышленная применимость
Настоящее изобретение может применяться в процессе производства плазменных отображающих панелей с использованием защитной пленки MgO и включает в себя процесс в воздушной атмосфере, а также в процессе производства плазменных отображающих панелей с использованием вакуумного технологического оборудования. Кроме того, настоящее изобретение может быть использовано для уплотнения дисплеев излучения поля (Field Emission Display, FED) и дисплеев с поверхностной проводимостью и излучением электронов (Surface-Conduction Electron-Emitter Display, SED).
Позиции на чертежах
10 - плазменная отображающая панель
15 - светоизлучающая область
17 - герметично уплотненная деталь
18 - слой металла с низкой точкой плавления
20 - первая панель
30 - вторая панель
21 - первая подложка
31 - вторая подложка
28 - выпускное отверстие
27 - первый металлический слой
37 - второй металлический слой
41 - уплотняющая деталь

Настоящее изобретение относится к отображающим устройствам, а более конкретно к способу предотвращения попадания газообразных примесей в плазменную отображающую панель. Плазменная отображающая панель содержит светоизлучающую область 15, окруженную герметично уплотненной деталью 17, включающей в себя металлическую пленку, плотно приклеенную к первой и второй панелям 20 и 30, уплотнительную деталь 41, скрепляющую первую и вторую панели 20 и 30 друг с другом, расположенную снаружи от герметично уплотненной детали 17. Даже когда влага проникает через уплотняющую деталь 41, она не может проникнуть через герметично уплотненную деталь 17 и не попадает в светоизлучающую область 15. Поскольку уплотнительная деталь 41 может пропускать влагу, в ней можно использовать смолу, твердеющую при воздействии ультрафиолета для повышения эффективности производства. Технический результат - предотвращение попадания газообразных примесей в плазменную отображающую панель. 4 з.п. ф-лы, 11 ил., 2 табл.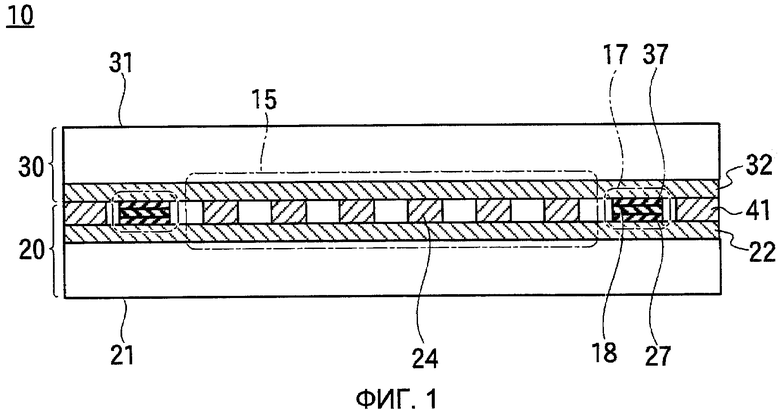
1. Плазменная отображающая панель, содержащая первую и вторую панели, имеющие первую и вторую подложки соответственно и обращенные друг к другу; светоизлучающую область, расположенную между первой и второй подложками; уплотняющую деталь, расположенную снаружи от светоизлучающей области и включающую в себя смолу, которая скрепляет первую и вторую панели друг с другом; и герметично уплотненную деталь, включающую в себя кольцеобразную; металлическую пленку, окружающую светоизлучающую область, при этом уплотняющая деталь расположена снаружи от герметично уплотненной детали, при этом герметично уплотненная деталь дополнительно содержит: первый и второй металлические слои, плотно приклеенные к первой и второй панелям соответственно; и слой металла с низкой точкой плавления, расположенный между первым и вторым металлическими слоями и имеющий точку плавления ниже, чем точка плавления первого и второго металлических слоев для склеивания первого и второго металлических слоев друг с другом.
2. Плазменная отображающая панель по п.1, в которой смола в уплотняющей детали является термореактивной смолой.
3. Плазменная отображающая панель по п.1, в которой смола в уплотняющей детали является смолой, твердеющей при воздействии ультрафиолета.
4. Плазменная отображающая панель по п.1, в которой уплотняющая деталь имеет форму кольца и окружает герметично уплотненную деталь.
5. Плазменная отображающая панель по п.4, дополнительно содержащая выпускное отверстие, предусмотренное между уплотняющей деталью и герметично уплотненной деталью.
| JP 2006324026 А, 30.11.2006 | |||
| WO 2006019032 A1, 23.02.2006 | |||
| JP 2002163977 A, 07.06.2002 | |||
| ПЛАЗМЕННАЯ ЦВЕТНАЯ ПАНЕЛЬ И СПОСОБ УПРАВЛЕНИЯ ЕЮ | 2002 |
|
RU2246154C2 |

