Настоящее изобретение относится к способу получения слоистого материала, образованного из по меньшей мере двух монослоев полимерных лент, и к панели, изготовленной из слоистых материалов согласно изобретению.
В области техники известны слоистые материалы, содержащие полимерные ленты из множества слоев. Документ US 5578370 раскрывает мат из взаимно перекрещивающихся удлиненных элементов. Удлиненные элементы могут быть получены из полимерной пленки, покрытой на обеих сторонах полимерным материалом, имеющим более низкий интервал температур размягчения, чем средний, т.е. центральный слой. Полученную таким образом композитную пленку режут вдоль с образованием удлиненных элементов в форме лент. Затем из лент формируют мат путем тканья, вязания или укладки на волокнистое полотно. Мат уплотняют нагреванием мата, чтобы расплавить ленты по меньшей мере в местах их переплетения. До расплавления может быть образована стопка из двух или более матов, чтобы получить продукт, содержащий по меньшей мере два сотканных или связанных мата.
В документе EP 1627719 раскрывается многослойный полиэтиленовый материал и полученные из него пуленепробиваемые изделия. Многослойный материал содержит множество монослоев из полиэтиленовых полос, ориентированных в одном направлении. Монослои укладываются перекрестными слоями под углом друг к другу. Перед тем как сформировать второй монослой поверх первого монослоя, первый монослой уплотняют, прикладывая давление и тепло. После выравнивания полос второго монослоя под углом к первому монослою получают двухслойный мат, снова прикладывая давление и тепло. Многослойный материал может быть получен уплотнением по меньшей мере двух двухслойных материалов, полученных, как описано выше.
EP 1403038 раскрывает способ упрочнения изделия путем прикрепления ленты, пленки или пряжи к по меньшей мере одной поверхности указанного изделия. Лента, пленка или пряжа могут быть образованы из любого подвергнутого вытяжке термопластичного материала. Предпочтителен подвергнутый вытяжке термопластичный полимер типа AB или ABA. Лента, пленка или пряжа типа AB или ABA используется в такой форме, когда ленты, пленки или пряжа расположены под углом друг другу.
Таким образом, ленты согласно предшествующему уровню техники формируют в тканый, нетканый материал или трикотажное полотно. В качестве альтернативны ленты формируют в однонаправленные монослои, причем монослои укладываются перекрестными слоями под углом друг к другу. Последний способ делает необходимым уплотнение каждого отдельного монослоя.
Таким образом, целью настоящего изобретения является по меньшей мере уменьшить недостатки предшествующего уровня и разработать способ, который обеспечивает простое изготовление многослойных изделий.
Эта цель достигается способом получения слоистого материала, образованного из по меньшей мере двух монослоев полимерных лент, причем полимерные ленты имеют предел прочности на разрыв по меньшей мере 200 МПа, и указанный способ включает этапы:
- формирования первого монослоя полимерных лент путем предварительного натяжения полимерных лент и последующего расположения полимерных лент под натяжением параллельно в одном направлении,
- формирования по меньшей мере одного второго монослоя поверх первого монослоя таким же образом, как был образован первый монослой, и тем самым
- укладывания по меньшей мере двух монослоев полимерных лент друг на друга так, чтобы направление полимерных лент было одинаковым в каждом монослое и чтобы полимерные ленты каждого монослоя были смещены относительно лент соседнего монослоя, расположенного выше или ниже данного монослоя, и
- уплотнения уложенных таким образом монослоев полимерных лент для получения слоистого материала.
Из-за деформаций полимерного материала лент многослойные изделия до настоящего времени можно было получить только с уплотнением каждого слоя лент или процессом переплетения, который фиксирует ленты в желаемом положении. Неожиданно можно было бы показать, что способ согласно настоящему изобретению позволяет получать слоистый материал, образованный из по меньшей мере двух монослоев полимерных лент, без необходимости уплотнения каждого слоя лент и все же получая слоистый материал по существу с такими же свойствами, что и многослойные изделия, полученные способами предшествующего уровня техники.
Следует отметить, что слоистый материал согласно настоящему изобретению может содержать более 2, например 3, 4 или до 25, даже до 50 или до 100 монослоев полимерных лент, которые все уложены друг на друга так, чтобы направление полимерных лент было одинаковым в каждом монослое и чтобы полимерные ленты каждого монослоя были смещены относительно лент соседнего монослоя, расположенного выше или ниже данного монослоя.
Число лент каждого монослоя зависит от ширины лент. Оно может составлять, например, до 10, до 100, до 1000, а также до 10000 или более.
Уплотнение уложенных в стопу монослоев проводится способом, известным специалисту в данной области, путем приложения давления и тепла к уложенным в стопу монослоям, например термокаландрованием.
Ленты каждого слоя располагают параллельно рядом друг с другом, и направление лент одинаково в каждом монослое. Монослои не укладывают под углом друг к другу.
Монослои укладываются друг на друга так, чтобы ленты каждого слоя были смещены относительно лент соседнего монослоя, расположенного выше или ниже данного слоя. Таким образом, стыки между соседними лентами одного монослоя полностью покрываются лентами соседнего монослоя, расположенного выше или ниже данного слоя.
Предпочтительно, чтобы каждая полимерная лента одного монослоя примыкала к ленте, расположенной по соседству с ней. Из-за неизбежных допусков на ширину лент в некоторых областях монослоя ленты могут быть расположены с промежутками. Однако промежутки всегда должны быть меньше, чем ширина полимерных лент, чтобы промежутки полностью покрывались лентами монослоя, находящегося выше или ниже данного монослоя.
В отдельном варианте осуществления способа по настоящему изобретению позиционирование может проводиться также путем расположения полимерных лент параллельно друг другу, причем каждая полимерная лента одного монослоя имеет перекрытие с полимерной лентой, находящейся по соседству с ней. Чтобы получить слоистые материалы с гладкой поверхностью, такое позиционирование должно применяться только в случае относительно тонких и гибких лент.
Предел прочности на разрыв полимерных лент измеряют в соответствии с ASTM D638.
Предпочтительно, чтобы ленты, используемые в способе по настоящему изобретению, имели предел прочности на разрыв по меньшей мере 400 МПа, более предпочтительно полимерные ленты имеют предел прочности на разрыв по меньшей мере 800 МПа. В зависимости от полимерного материала и кратности вытяжки полимерные ленты могут отличаться пределом прочности на разрыв до 20 ГПа или выше.
Кроме того, предпочтительно, чтобы полимерные ленты, используемые в способе по настоящему изобретению, имели модуль упругости при растяжении по меньшей мере 4 ГПа, предпочтительно по меньшей мере 8 ГПа, более предпочтительно по меньшей мере 16 ГПа и наиболее предпочтительно по меньшей мере 40 ГПа. Полимерные ленты, применяемые в способе по настоящему изобретению, могут иметь модуль упругости при растяжении до 180 ГПа.
Модуль упругости при растяжении полимерных лент измеряется в соответствии с ASTM D790.
В другом предпочтительном варианте реализации способа по настоящему изобретению полимерные ленты выполнены из одного полимерного материала с более низкой температурой плавления и одного полимерного материала с более высокой температурой плавления. Полимерные ленты содержат по меньшей мере 80% полимерного материала. Уплотнение проводится при температуре выше температуры плавления полимерного материала с более низкой температурой плавления и ниже плавления материала с более высокой температурой плавления. Полимерный материал с более низкой температурой плавления размягчается или плавится при уплотнении и таким образом скрепляет полимерные ленты.
Более низкая температура плавления может находиться в интервале 55-250°C, более высокая температура плавления может находиться в интервале 90°C-350°C.
Особенно предпочтительно, чтобы полимерный материал с более низкой температурой плавления окружал полимерный материал с более высокой температурой плавления, чтобы получить оптимальное сцепление между соседними лентами. Такие структуры известны как структуры "сердцевина-оболочка". Оболочка может наноситься на материал сердцевины, например, если в качестве лент используются мононити, путем формования оболочки из расплава вдоль материала сердцевины.
Материал оболочки может также наноситься на материал сердцевины на более позднем этапе, предпочтительно до предварительного натяжения или позиционирования, например, ножевым устройством, распылением, порошковым покрытием или путем проведения лент через раствор, дисперсию или эмульсию полимера, и т.д. Оболочку можно также наносить на материал сердцевины после предварительного натяжения или позиционирования монослоя, например, проводя отдельные ленты или ленты, находящиеся в монослое, через ванну, содержащую материал оболочки.
Отношение материала оболочки к материалу сердцевины варьируется от 0,5/99,5 до 50/50 (в вес.%).
В частности, предпочтительно, если материал сердцевины и материал оболочки выполнены из одного и того же полимера, причем, в частности, указанный материал оболочки является сополимером, а материал сердцевины, в частности, является тянутым гомополимером.
Указанный материал серцевины и указанный материал оболочки выбраны, в частности, из группы, состоящей из полиэтилена, ультравысокомолекулярного полиэтилена, полипропилена, полиамида, полибутадиентерефталата и полиэтилентерефталата, полиэтиленнафталата, поливинилового спирта, полифенилиденсульфида, сополимеров этих полимеров и их смесей.
Кроме того, материал оболочки может быть выбран из группы, состоящей из сополимера этилена с алкилакрилатом (EAA), сополимера этилена с винилацетатом (EVA), сополимера этилена с бутилакрилатом (EBA), сополимера этилена с метилакрилатом (EMA), линейного полиэтилена низкой плотности (LLDPE), полиэтиленов высокой плотности (HDPE), полиэтиленов низкой плотности (LPDE). Можно также в качестве материала оболочки использовать полиизобутилен (PIB) или полиуретан (PU). Эти полимеры могут быть очень гибкими и могут иметь высокое удлинение. Материал оболочки может содержать один из перечисленных материалов или смеси перечисленных материалов оболочки.
До нанесения материала оболочки на материал сердцевины полимерных лент на поверхность сердцевины можно нанести праймер как промотор адгезии. Такая обработка поверхности сердцевины повышает сцепление между материалом сердцевины и материалом оболочки. Подходящим праймером может быть, например, хлорированный полипропилен. Дополнительным эффектом от праймера является меньшее фибриллирование ленты на последующих технологических этапах. Другие виды обработки поверхности, которые могут применяться для улучшения сцепления между материалом сердцевины и материалом оболочки, включают плазменную обработку или обработку коронным разрядом.
Полимерные ленты, используемые в способе по изобретению, могут быть формованными мононитями. Термин «мононить», как он используется здесь, охватывает любую единственную нить, спряденную отдельно, например, формованием из расплава или формованием из геля.
Ленты могут также быть получены твердотельной экструзией (SSE) или строганием твердого материала с последующей вытяжкой.
Полимерные ленты, используемые в способе по изобретению, могут быть получены также поперечной или продольной резкой полимерной пленки. Полимерную пленку можно каландровать, вытягивать или даже чрезмерно вытягивать для достижения необходимого предела прочности на разрыв.
Одна или обе поверхности полимерной пленки могут быть покрыты смолой, имеющей более низкую температуру плавления, чем основной полимер. Такие ленты известны в уровне техники и раскрываются, например, в EP 0776762 B1, где сначала получают два или три слоя пленки совместной экструзией и затем нарезают на ленты. Два слоя ленты являются так называемой структурой AB-типа, а третий слой ленты является структурой ABA-типа. Связывание смолы, имеющей более низкую температуру плавления, чем основной полимер, с основным полимером можно улучшить поверхностной обработкой основного полимера праймером, например хлорированным полипропиленом. Другие виды обработки поверхности включают плазменную обработку или обработку коронным разрядом.
Таким образом, в предпочтительном варианте реализации способа по настоящему изобретению полимерные ленты могут иметь слоистую структуру с чередованием слоев из полимерного материала с более низкой температурой плавления и полимерного материала с более высокой температурой плавления. Таким образом, скрепление лент может осуществляться путем расплавления полимерного материала с более низкой температурой плавления.
Чередующиеся слои полимерного материала с более низкой температурой плавления и полимерного материала с более высокой температурой плавления могут быть выбраны из группы, состоящей из полиэтилена, ультравысокомолекулярного полиэтилена, полипропилена, полиамида, полибутадиентерефталата и полиэтилентерефталата, полиэтиленнафталата, поливинилового спирта, полифенилиденсульфида, полиизобутилена (PIB), полиуретана (PU), сополимеров этих полимеров и их смесей.
Предпочтительно, чтобы полимерные ленты имели по меньшей мере два слоя. Более предпочтительно, если полимерные ленты имеют по меньшей мере 3 чередующихся слоя, и наиболее предпочтительно полимерные ленты имеют по меньшей мере 5 чередующихся слоев.
Кроме того, смолу можно также наносить вокруг слоистых лент ножевым устройством, распылением, порошковым покрытием или пропуская ленты через раствор, дисперсию или эмульсию полимера и т.п. Для достижения оптимального скрепления лент указанная смола должна иметь температуру плавления ниже, чем температура, прикладываемая к монослоям полимерных лент при уплотнении.
Соединения лент и соответствующих монослоев можно также достичь с помощью подложки между каждым монослоем. Подложка может быть в виде пленки, холста или т.п. Предпочтительно подложка состоит из полимерного материала с температурой плавления ниже, чем температура плавления полимерных лент. Подложка может также действовать как упрочняющий материал. В качестве упрочняющих материалов будут предпочтительны холст или нетканый материал.
Полимерные ленты, содержащие только один полимерный материал, могут также уплотняться без какого-либо дополнительного смоляного материала. В этом случае монослои уплотняют в диапазоне температур чуть ниже температуры плавления полимерных лент. Такой способ известен в данной области как "горячее прессование".
Полимерные ленты могут также соединяться термоклеем.
Термин "лента", используемый в контексте настоящего изобретения, означает гибкие, удлиненные элементы по существу однородной ширины и толщины, которые могут иметь любую форму за исключением кольцевой формы. Отношение ширина/высота у ленты составляет по меньшей мере 2, предпочтительно по меньшей мере 5 и более предпочтительно по меньшей мере 20. Предпочтительно ленты могут помещаться рядом друг с другом так, чтобы боковые стороны соседних лент были по существу параллельными. Ленты могут быть получены продольным нарезанием пленки. Ленты могут также быть мононитями. Ленты, применяющиеся в способе по настоящему изобретению, могут иметь разные сечения.
Ленты в соответствии со способом по настоящему изобретению предпочтительно имеют по существу четырехугольное сечение.
Термин "четырехугольный" охватывает ленты с прямоугольным сечением, сечением в форме параллелограмма или трапециевидным сечением. Конечно, ленты с сечением в форме параллелограмма располагают боковыми сторонами соседних лент по существу впритык друг к другу и по существу параллельно. Это же относится к лентам с трапециевидным сечением. В случае лент, имеющих трапециевидное сечение, такое расположение может достигаться путем поочередного выравнивания лент, когда соседние ленты располагают в перевернутом положении.
В другом предпочтительном варианте реализации ленты имеют по существу треугольное сечение. Опять же, треугольные ленты одного монослоя помещаются так, чтобы соседние ленты по существу примыкали друг к другу и были по существу параллельными. Это достигается также поочередным выравниванием лент, когда соседние ленты располагают в перевернутом положении, т.е. треугольная лента с сечением, имеющим основание и две боковые стороны, образующие вершину, противоположную основанию, располагается так, чтобы соседняя к основанию боковая сторона одной ленты была вершиной, противоположной основанию следующей треугольной ленты.
Чтобы получить слоистые материалы с требуемым пределом прочности на разрыв, предпочтительно, чтобы полимерные ленты были вытянуты с кратностью вытяжки по меньшей мере 1:5, более предпочтительно полимерные ленты вытягиваются с кратностью вытяжки по меньшей мере 1:15. Особенно предпочтительны кратности вытяжки 1:50 или выше.
Четырехугольные ленты, которые являются мононитями, могут предпочтительно иметь от 1,5 мм до 10 мм в ширину и от 20 мкм до 1500 мкм в толщину. Четырехугольные ленты, полученные продольной резкой пленки, могут быть шириной от 2 мм до 300 мм и иметь в ширину, в зависимости от числа слоев, от 1 мкм до 1000 мкм, предпочтительно от 4 мкм до 50 мкм. Ленты с треугольным сечением могут иметь от 2 до 10 мм в ширину и толщину.
Кроме того, настоящее изобретение относится к слоистому материалу, содержащему по меньшей мере два монослоя полимерных лент, отличающемуся тем, что направление полимерных лент одинаково в каждом монослое и что полимерные ленты каждого монослоя смещены относительно лент соседнего монослоя, уложенного выше или ниже монослоя. Такие слоистые материалы являются легкими и имеют исключительную ударную вязкость.
Другой целью настоящего изобретения является получение жесткой панели, образованной из отдельных слоистых материалов, причем панель имеет особые прочностные и весовые характеристики.
Эта цель достигается способом получения панели, образованной из отдельных слоистых материалов по изобретению или слоистых материалов, полученных способом по изобретению, причем, чтобы получить панель, по меньшей мере два слоистых материала помещают друг на друга и уплотняют, прикладывая давление и тепло. В способе получения панели можно укладывать друга на друга до 1000 слоистых материалов, предпочтительно до 600, более предпочтительно до 200 слоистых материалов, чтобы образовать панель.
Кроме того, эта цель достигается панелью, образованной из индивидуальных слоистых материалов по изобретению или слоистых материалов, полученных способом по изобретению, причем указанная панель содержит по меньшей мере два слоистых материала, которые уложены друг на друга, причем эти слоистые материалы сформованы из расплава предпочтительно по существу по всей площади их поверхности.
Слоистые материалы, применяемые в способе получения панели, или слоистые материалы панели могут помещаться друг на друга таким образом, чтобы все полимерные ленты, образующие слоистые материалы, лежали в одном и том же направлении. В предпочтительном варианте реализации по меньшей мере один из слоистых материалов, расположенный сверху другого, повернут относительно соседнего слоистого материала, расположенного выше или ниже данного слоистого материала, более предпочтительно по меньшей мере один из слоистых материалов повернут на 90° относительно соседнего слоистого материала, находящегося выше или ниже данного слоистого материала, что дает в результате более высокий предел прочности на разрыв в поперечном направлении панели. Слоистые материалы могут также укладываться друг на друга поочередно под углом 0 и 90°. Панель может содержать одинаковое число слоистых материалов, повернутых на 0 и 90°. Однако достаточно, если только верхний и нижний слоистые материалы будут повернуты на 90° относительно других слоистых материалов.
Подходящими конфигурациями могут быть, например, 0-90-0-90-0, 0-90-90-90-90-0, 0-90-90-90, 0-0-0-0-90. Другой возможной конфигурацией могла бы быть 0-45-90-135-0. В этой конфигурации слоистый материал, помеченный как "45", повернут на 45° относительно слоистого материала, помеченного как "0". Аналогичным образом остальные слоистые материалы повернуты на 90°, 135° и 0°.
Панели по изобретению поглощают энергию удара, которому они подвергаются, с высоким уровнем поглощения энергии.
В отдельном варианте осуществления особенно предпочтительно, если настоящая панель снабжена одним или более слоями ударопрочного материала, причем этот ударопрочный материал предпочтительно выбран из одного или более материалов из группы, состоящей из металлов, металлических сплавов, стекла, базальтового волокна, стекловолокна, керамики или других материалов, которые могут применяться для бронезащиты, таких как арамидные волокна или волокна ударопрочного полиэтилена. Слой ударопрочного материала может предусматриваться на поверхности одной или обеих сторон. Ударопрочный материал может также прокладываться между индивидуальными слоистыми материалами даже с чередованием слоистых материалов по изобретению и слоев ударопрочного материала.
Еще одной целью настоящего изобретения является обеспечение особого применения такой панели.
Такими областями применения могут быть гражданские сооружения, чехлы для жилых фургонов или автоприцепов, гаражные двери, кузова пикапов или прицепы для перевозки лошадей. Жесткие панели по изобретению особенно хорошо подходят для области так называемой жесткой баллистики. Такими приложениями жесткой баллистики могут быть стены, двери, плиты, жесткие вставки в жилеты, военные области применения, такие как боевые каски, защитные щиты для тела, броневые листы для наземного подвижного состава, корпуса самолетов и двери самолетов или кораблей.
Кроме того, настоящий слоистый материал может применяться в SRP-продуктах (продуктах из самоупрочненного полимера), в которых, в частности, значительно улучшено сцепление слоя к слою, благодаря сильному контакту настоящего слоистого материала с другим слоистым материалом по сравнению с контактом одной ткани с другой тканью.
Далее изобретение проиллюстрировано посредством фиг.1, 2, 3 и 4.
Фиг.1, 2, 3 и 4 должны рассматриваться как иллюстративные. Они не должны считаться ограничительными.
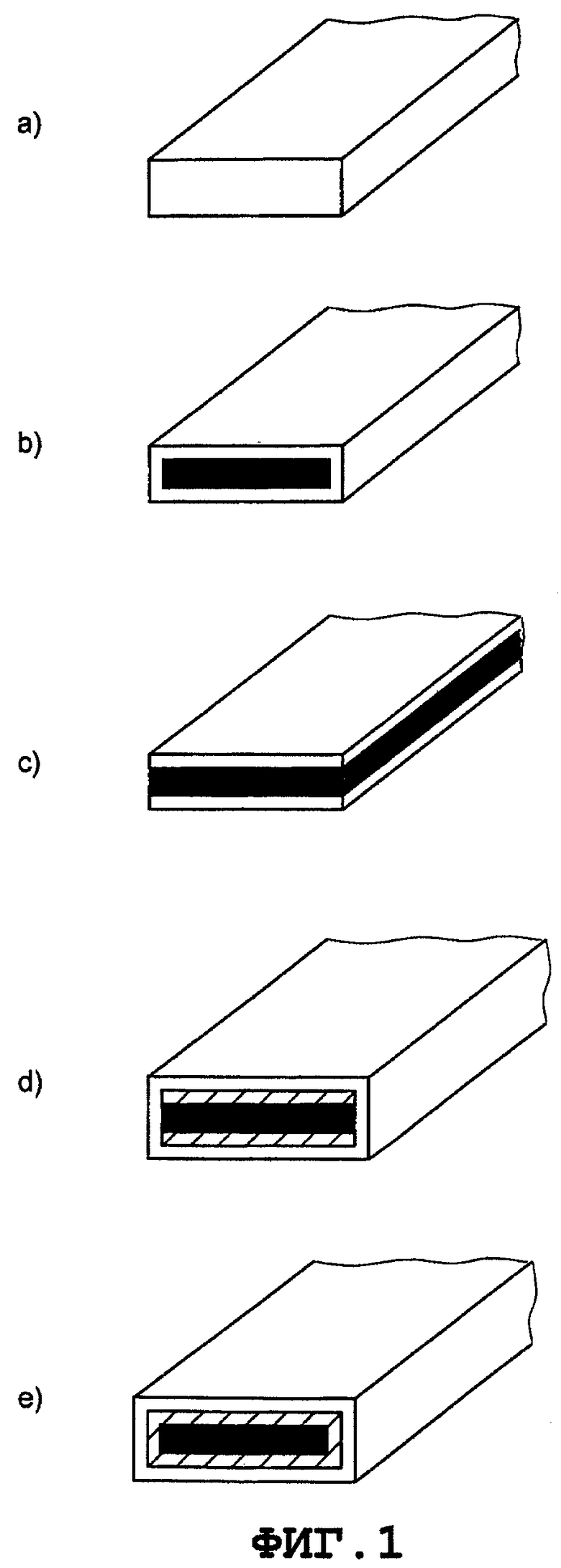
Фиг.1 показывает сечения лент в предпочтительных вариантах реализации, которые могут использоваться в способе согласно изобретению или которые могут использоваться для слоистых материалов согласно изобретению.
Фиг.1a показывает ленту, состоящую из одного полимерного материала. Такие ленты можно использовать для формирования слоистого материала горячим прессованием без каких-либо дополнительных слоев смолы или подложек. В качестве альтернативы материал оболочки может наноситься вокруг ленты до ее предварительного натяжения или укладывания.
Фиг.1b показывает ленту, содержащую полимерную сердцевину центра, которая окружена оболочкой из полимерного материала. Если в качестве лент используются мононити, на материал сердцевины может быть нанесена оболочка путем формования оболочки вдоль середины. Как описано выше, материал оболочки можно также наносить вокруг ленты до предварительного натяжения или укладывания. Последний способ можно применять к нарезанным пленкам или мононитям.
Фиг.1c показывает ленту со слоистой структурой, содержащую чередующиеся слои полимерного материала. Такие ленты можно получить из резанной вдоль пленки. Конечно, ленты могут содержать более 3 слоев, какие показаны на фиг.1c. Ленты, используемые в способе по изобретению, могут также содержать 5, 7, 9 или более слоев.
Фиг.1d показывает ленту с тремя слоями в виде сердцевины, окруженной оболочкой.
Фиг.1e показывает ленту с двумя оболочками вокруг сердцевины. Такая структура может потребоваться для достижения хорошей адгезии между наружным материалом оболочки и материалом сердцевины. Внутренняя оболочка действует как праймер, обеспечивающий требуемую поверхность, к которой могут прилипать наружный материал оболочки и материал сердцевины.
Фиг.2 показывает возможные сечения лент, которые могут применяться в способе по изобретению или которые могут использоваться в слоистых материалах по изобретению.
Фиг.3 и 4 показывают типичные сечения слоистых материалов по изобретению. Слоистый материал, показанный на фиг.3, содержит 3 слоя по существу прямоугольных лент, причем ленты каждого монослоя смещены относительно лент соседних монослоев. Слоистый материал, показанный на фиг.4, содержит 3 слоя по существу треугольных лент, причем треугольные ленты одного монослоя располагаются рядом с соседними лентами, по существу примыкая друг к другу и будучи по существу параллельными. Стыки между лентами одного монослоя полностью покрываются лентами соседнего монослоя выше или ниже данного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГИБКИХ ПАНЕЛЕЙ, СОДЕРЖАЩИХ СЛОИСТЫЕ МАТЕРИАЛЫ ИЗ РАСПОЛОЖЕННЫХ В ОДНОМ НАПРАВЛЕНИИ ПОЛИМЕРНЫХ ЛЕНТ | 2007 |
|
RU2440245C2 |
| ИЗДЕЛИЯ ДЛЯ БАЛЛИСТИЧЕСКОЙ ЗАЩИТЫ, ВКЛЮЧАЮЩИЕ ЛЕНТЫ | 2009 |
|
RU2494871C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ПУЛЕНЕПРОБИВАЕМОГО ИЗДЕЛИЯ | 2013 |
|
RU2631813C2 |
| ИЗДЕЛИЕ, УСТОЙЧИВОЕ К БАЛЛИСТИЧЕСКОМУ ВОЗДЕЙСТВИЮ | 2004 |
|
RU2337827C2 |
| ПУЛЕНЕПРОБИВАЕМЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ УДЛИНЕННЫЕ ТЕЛА | 2009 |
|
RU2529567C2 |
| СПОСОБ ПРОИЗВОДСТВА УСОВЕРШЕНСТВОВАННЫХ КОМПОЗИТНЫХ КОМПОНЕНТОВ | 2010 |
|
RU2533132C2 |
| ОБТИРОЧНЫЙ ЛИСТ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2239349C2 |
| ФИЛЬТР ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИИЯ | 2000 |
|
RU2240856C2 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ С ТОНКОСЛОЙНЫМ ЭЛЕМЕНТОМ | 2004 |
|
RU2344048C2 |
| СЛОИСТАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2404061C2 |



Изобретение относится к слоистым материалам и касется способа получения слоистых материалов из расположенных в одном направлении полимерных лент. Слоистый материал образован по меньшей мере из двух монослоев полимерных лент. Ленты имеют структуру оболочка-сердцевина. Способ включает этапы: формирования первого монослоя полимерных лент путем предварительного натяжения полимерных лент и последующего расположения полимерных лент под натяжением параллельно в одном направлении; формирования второго монослоя поверх первого монослоя таким же образом, как был образован первый монослой, укладывания друг на друга по меньшей мере двух монослоев полимерных лент таким образом, чтобы направление полимерных лент было одинаковым в каждом монослое и чтобы полимерные ленты каждого монослоя были смещены относительно лент соседнего монослоя, расположенного выше или ниже данного монослоя; уплотнения уложенных таким образом монослоев полимерных лент для получения слоистого материала. Изобретение обеспечивает простое изготовление многослойных изделий. 9 н. и 13 з.п. ф-лы, 4 ил.
1. Способ получения слоистого материала, образованного из по меньшей мере двух монослоев полимерных лент, причем
полимерные ленты имеют предел прочности на разрыв по меньшей мере 200 МПа,
и, кроме того, полимерные ленты имеют структуру оболочка/сердцевина, и материал оболочки нанесен на материал сердцевины на более позднем этапе с помощью ножевого устройства, распыления, порошкового покрытия или проведения ленты через полимерный раствор, дисперсию и т.п.,
при этом указанный способ включает этапы:
- формирования первого монослоя полимерных лент путем предварительного натяжения полимерных лент и последующей укладки полимерных лент под натяжением параллельно в одном направлении,
- формирования по меньшей мере второго монослоя поверх первого монослоя таким же образом, как был образован первый монослой, и тем самым
- укладывания друг на друга по меньшей мере двух монослоев полимерных лент таким образом, чтобы направление полимерных лент было одинаковым в каждом монослое и чтобы полимерные ленты каждого монослоя были смещены относительно лент соседнего монослоя, расположенного выше или ниже данного монослоя, и
- уплотнения уложенных таким образом монослоев полимерных лент для получения слоистого материала.
2. Способ по п.1, отличающийся тем, что материал сердцевины получен формованием из геля, формованием из расплава, твердотельной экструзией (SSE), строганием твердого материала и/или получен продольной или поперечной резкой полимерной пленки.
3. Способ получения слоистого материала, образованного из по меньшей мере двух монослоев полимерных лент, причем
полимерные ленты имеют предел прочности на разрыв по меньшей мере 200 МПа,
и, кроме того, полимерные ленты имеют структуру оболочка/сердцевина, и материал оболочки нанесен на материал сердцевины после формования сердцевины из расплава,
при этом указанный способ включает этапы:
- формирования первого монослоя полимерных лент путем предварительного натяжения полимерных лент и последующей укладки полимерных лент под натяжением параллельно в одном направлении,
- формирования по меньшей мере второго монослоя поверх первого монослоя таким же образом, как был образован первый монослой, и тем самым
- укладывания друг на друга по меньшей мере двух монослоев полимерных лент таким образом, чтобы направление полимерных лент было одинаковым в каждом монослое и чтобы полимерные ленты каждого монослоя были смещены относительно лент соседнего монослоя, расположенного выше или ниже данного монослоя, и
- уплотнения уложенных так монослоев полимерных лент для получения слоистого материала.
4. Способ по любому из пп.1-3, отличающийся тем, что материал оболочки имеет более низкую температуру плавления, чем материал сердцевины.
5. Способ по любому из пп.1-3, отличающийся тем, что материал оболочки выбран из группы, состоящей из сополимера этилена с алкилакрилатом (ЕАА), сополимера этилена с винилацетатом (EVA), сополимера этилена с бутилакрилатом (ЕВА), сополимера этилена с метилакрилатом (ЕМА), линейного полиэтилена низкой плотности (LLDPE), полиэтиленов высокой плотности (HDPE), полиэтиленов низкой плотности (LPDE), полиизобутилена (PIB), полиуретана (PU) или их смесей.
6. Способ получения слоистого материала, образованного из по меньшей мере двух монослоев полимерных лент, причем
полимерные ленты имеют предел прочности на разрыв по меньшей мере 800 МПа,
и, кроме того, полимерные ленты скреплены друг с другом полимерным материалом с более низкой температурой плавления, чем полимерные ленты,
при этом указанный способ включает этапы:
- формирования первого монослоя полимерных лент путем предварительного натяжения полимерных лент и последующей укладки полимерных лент под натяжением параллельно в одном направлении,
- формирования по меньшей мере второго монослоя поверх первого монослоя таким же образом, как был образован первый монослой, и тем самым
- укладывания друг на друга по меньшей мере двух монослоев полимерных лент таким образом, чтобы направление полимерных лент было одинаковым в каждом монослое и чтобы полимерные ленты каждого монослоя были смещены относительно лент соседнего монослоя, расположенного выше или ниже данного монослоя, и
- уплотнения уложенных таким образом монослоев полимерных лент для получения слоистого материала.
7. Способ по п.6, отличающийся тем, что полимерный материал с более низкой температурой плавления добавляют в полимерные ленты после получения сердцевины.
8. Способ получения слоистого материала, образованного из по меньшей мере двух монослоев полимерных лент, причем
полимерные ленты имеют предел прочности на разрыв по меньшей мере 800 МПа,
и, кроме того, полимерные ленты имеют слоистую структуру с чередованием слоев полимерного материала с более низкой температурой плавления и полимерного материала с более высокой температурой плавления,
при этом указанный способ включает этапы:
- формирования первого монослоя полимерных лент путем предварительного натяжения полимерных лент и последующей укладки полимерных лент под натяжением параллельно в одном направлении,
- формирования по меньшей мере второго монослоя поверх первого монослоя таким же образом, как был образован первый монослой, и тем самым
- укладывания друг на друга по меньшей мере двух монослоев полимерных лент таким образом, чтобы направление полимерных лент было одинаковым в каждом монослое и чтобы полимерные ленты каждого монослоя были смещены относительно лент соседнего монослоя, расположенного выше или ниже данного монослоя, и
- уплотнения уложенных таким образом монослоев полимерных лент для получения слоистого материала.
9. Способ по любому из пп.6-8, отличающийся тем, что полимерный материал с более низкой температурой плавления и/или полимерный материал с более высокой температурой плавления выбраны из группы, состоящей из полиэтилена, ультравысокомолекулярного полиэтилена, полипропилена, полиамида, полибутадиентерефталата и полиэтилентерефталата, полиэтиленнафталата, поливинилового спирта, полифенилиденсульфида, полиизобутилена (PIB), полиуретана (PU), сополимеров этих полимеров и их смесей.
10. Способ получения слоистого материала, образованного из по меньшей мере двух монослоев полимерных лент, причем
полимерные ленты имеют предел прочности на разрыв по меньшей мере 200 МПа,
и, кроме того, полимерные ленты состоят только из одного полимерного материала без какого-либо дополнительного слоя смолы или подложки или без оболочки, при этом указанный способ включает этапы:
- формирования первого монослоя полимерных лент путем предварительного натяжения полимерных лент и последующей укладки полимерных лент под натяжением параллельно в одном направлении,
- формирования по меньшей мере второго монослоя поверх первого монослоя таким же образом, как был образован первый монослой, и тем самым
- укладывания друг на друга по меньшей мере двух монослоев полимерных лент таким образом, чтобы направление полимерных лент было одинаковым в каждом монослое и чтобы полимерные ленты каждого монослоя были смещены относительно лент соседнего монослоя, расположенного выше или ниже данного монослоя, и
- уплотнения уложенных таким образом монослоев полимерных лент для получения слоистого материала.
11. Способ по любому из пп.1-3 или 10, отличающийся тем, что полимерные ленты имеют предел прочности на разрыв по меньшей мере 800 МПа.
12. Способ по п.8, отличающийся тем, что полимерные ленты содержат по меньшей мере два слоя.
13. Способ по п.8, отличающийся тем, что полимерные ленты содержат по меньшей мере 6 слоев.
14. Способ по любому из пп.1-3, 6 или 7, отличающийся тем, что между каждым монослоем помещают подложку в виде пленки, холста или нетканого материала.
15. Способ по любому из пп.1-3, 6-8 или 10, отличающийся тем, что ленты имеют по существу четырехугольное сечение.
16. Способ по любому из пп.1-3, 6-8 или 10, отличающийся тем, что ленты имеют по существу треугольное сечение.
17. Способ по любому из пп.1-3, 6-8 или 10, отличающийся тем, что полимерные ленты вытянуты с кратностью вытяжки по меньшей мере 1:5.
18. Слоистый материал, содержащий по меньшей мере два монослоя полимерных лент, отличающийся тем, что направление полимерных лент одинаково в каждом монослое, и тем, что полимерные ленты каждого монослоя смещены относительно лент соседнего монослоя, уложенного выше или ниже данного монослоя.
19. Способ получения панели, содержащей слоистые материалы по п.18 или изготовленные в соответствии со способом по любому из пп.1-17, отличающийся тем, что по меньшей мере два слоистых материала помещают друг на друга и уплотняют для получения панели, прикладывая давление и тепло.
20. Панель, содержащая слоистые материалы по п.18 или изготовленная в соответствии со способом по любому из пп.1-17, отличающаяся тем, что панель содержит по меньшей мере два слоистых материала, которые уложены друг на друга, причем слоистые материалы скреплены плавлением.
21. Панель по п.20, отличающаяся тем, что она снабжена одним или более слоями ударопрочного материала, причем ударопрочный материал выбран из одного или более материалов из группы, состоящей из металлов, металлических сплавов, стекла, базальтового волокна, стекловолокна, керамики, арамидных волокон или волокон ультравысокомолекулярного полиэтилена.
22. Применение панели, полученной с использованием способа по п.19, или панели по п.20 или 21 в области жесткой баллистики.
| RU 2004100304 A1, 05.06.2002 | |||
| СПОСОБ ПРОИЗВОДСТВА И КОНСТРУКЦИЯ КОМПОЗИЦИОННЫХ МОЗАИЧНЫХ БРОНЕЗАЩИТНЫХ БЛОКОВ | 2002 |
|
RU2229674C1 |
| RU 2005126360 A1, 22.08.2005 | |||
| Импульсный стабилизатор постоянного напряжения | 1986 |
|
SU1403038A1 |
| Основание секции шахтной механизированной крепи | 1988 |
|
SU1627719A1 |
| US 5578370 A, 26.11.1996 | |||
| WO 9700766 A1, 09.01.1997 | |||
| WO 2005066577 A1, 21.07.2005. | |||

