Изобретение относится к технологии нанесения покрытий на металлические поверхности, в частности к технологии импульсного электровзрывного нанесения псевдосплавных молибден-медных покрытий с применением в качестве взрываемого материала тонких фольг меди и молибдена, и может быть использовано в электротехнике для формирования контактных поверхностей с высокой эрозионной стойкостью.
Известен способ [1] получения молибден-медного композиционного материала (КМ), относящийся к порошковой металлургии. Способ заключается в приготовлении шихты путем размола и перемешивания промышленных порошков, прессовании, спекании. Спекание производят поэтапно в среде водорода, первоначальный нагрев осуществляют до температуры восстановительной выдержки не менее 800°С, выдерживают при этой температуре не менее 1 ч, продолжают нагрев до окончательной температуры спекания со скоростью не более 10°С в минуту и выдерживают при этой температуре в течение не менее 0,5 ч, причем приготовление шихты осуществляют в высокоэнергетической шаровой планетарной мельнице, обеспечивающей центростремительное ускорение мелющих тел не менее 40 g, в течение не менее 10 мин, прессование производят усилием не более 150 МПа.
Молибден-медные КМ обладают высокой эрозионной стойкостью [2] и используются для получения контактов средне- и тяжелонагруженных выключателей коммутационных аппаратов [3]. Недостатком использования материалов для контактов, получаемых методами порошковой металлургии, является его низкая экономическая эффективность, обусловленная тем, что высокой эрозионной стойкостью должна обладать только поверхность, а не весь объем материала контакта. Кроме того, процесс получения КМ этим способом длительный во времени.
Наиболее близким к заявляемому является способ [4] вакуумного конденсационного напыления (ВКН) КМ на основе меди и молибдена для электрических контактов путем высокоскоростного электронно-лучевого испарения металлов в вакууме и последующей конденсации парового потока на предварительно подогретую подложку. Способ [4] включает испарение подложки из меди и молибдена электронно-лучевыми нагревателями. Блок испарения состоит из двух тиглей диаметрами 100 и 70 мм, предназначенных для испарения меди и молибдена соответственно. В качестве легирующих элементов также испаряют цирконий и иттрий. Способ позволяет получать массивные конденсированные КМ и формировать псевдосплавные покрытия молибден-медь на рабочей поверхности контактов.
Недостатком КМ покрытий, сформированных ВКН, является их неоднородность и низкая адгезия с основой, в связи с чем при замыкании и размыкании средне- и тяжелонагруженных контактов возможно отслоение покрытий. При реализации способа нанесения покрытий, принятого в качестве прототипа, составы конденсата и испаряемого сплава могут существенно различаться. Конденсат обогащается элементом сплава с более высоким парциальным давлением паров, в результате чего формируется покрытие со слоистой структурой.
Задачей заявляемого изобретения является получение композиционных псевдосплавных молибден-медных покрытий, обладающих высокой эрозионной стойкостью и высокой адгезией покрытия с основой на уровне когезии.
Поставленная задача реализуется способом нанесения псевдосплавного молибден-медного покрытия на медную контактную поверхность. Способ заключается в использовании концентрированных потоков энергии для испарения исходных материалов молибдена и меди и конденсации их на контактную поверхность. В качестве исходных материалов используют тонкие фольги молибдена и меди, испарение осуществляют при последовательном пропускании по ним электрического тока, вызывающего электрический взрыв сначала молибденовой, а затем медной фольги, конденсацию продуктов взрыва на контактную поверхность осуществляют при значении поглощаемой плотности мощности 6,0…7,6 и 7,6…10 ГВт/м2 соответственно.
Структура покрытия, получаемого заявляемым способом, наиболее близка к псевдосплавам, получаемым методами порошковой металлургии, а по толщине такое покрытие сопоставимо с покрытием, получаемым методом ВКН. Преимущество заявляемого способа по сравнению с прототипом заключается в том, что формируемая структура КМ молибден-медь является не слоистой, как в прототипе, а так называемой композиционной наполненной структурой со случайно распределенными частицами. Вследствие этого покрытие обладает высокими механическими свойствами и высокой адгезией с основой.
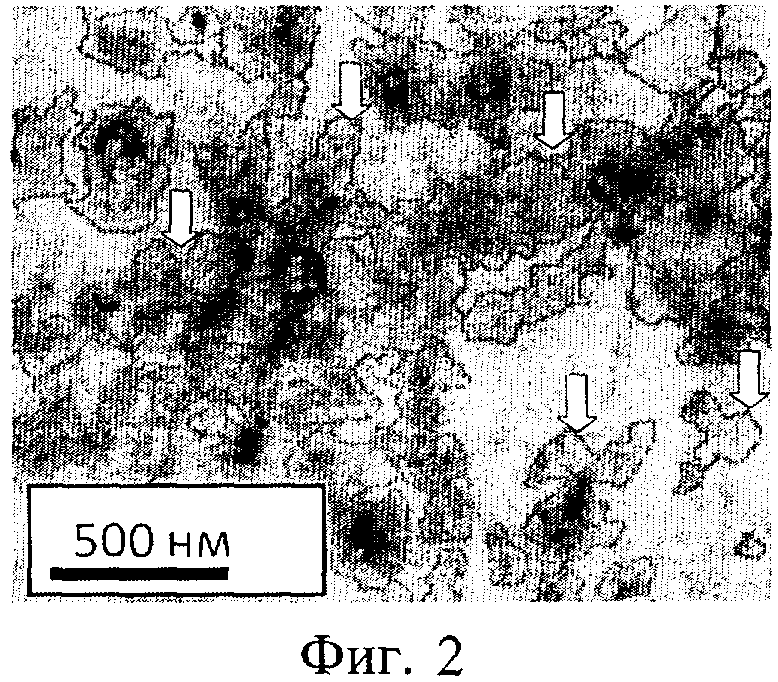
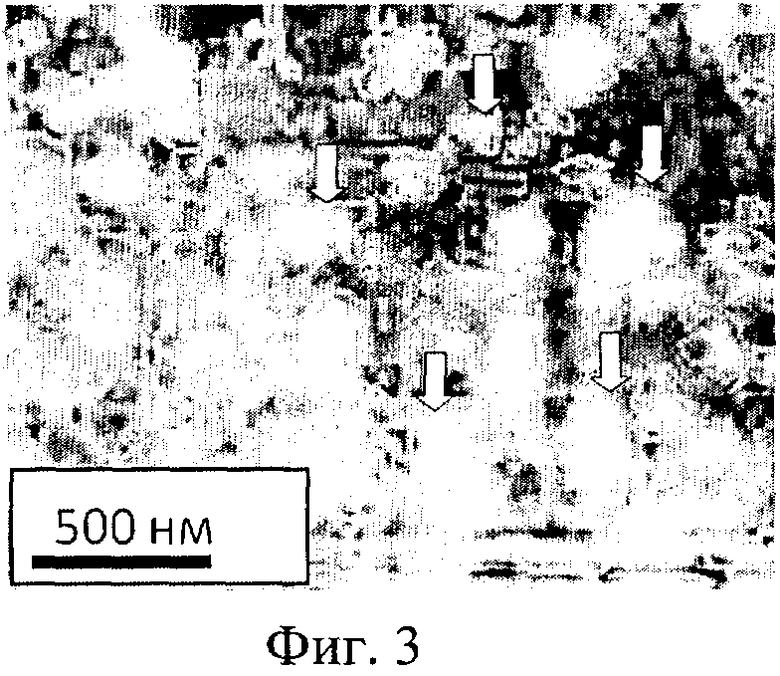
Способ поясняется чертежами, где на фиг.1 представлена схема импульсного плазменного ускорителя для нанесения псевдосплавных молибден-медных покрытий на контактных поверхностях, на фиг.2 - зона взаимного перемешивания медной основы и молибдена, на фиг.3 - псевдосплавное покрытие медь-молибден.
Плазменный ускоритель состоит из коаксиально-торцевой системы то-коподводяших электродов - внутреннего электрода 1, внешнего электрода 2, разделенных изолятором 3, и разрядной камеры 4, локализующей продукты взрыва и переходящей в сопло, по которому они истекают в вакуумируемую технологическую камеру. Электровзрыв происходит в результате пропускания через проводник 5 тока большой плотности при разряде конденсаторной батареи. Стрелками на фиг.2 показаны частицы молибдена, на фиг.3 - частицы меди в псевдосплавном покрытии.
Продукты взрыва с помощью плазменного ускорителя направляются на контактную поверхность. Формирование псевдосплава происходит при перемешивании меди и молибдена в жидком состоянии и последующем теплоотводе в материал контактной поверхности.
Исследования методом световой микроскопии показали, что после первой обработки контактной поверхности плазменной струей, сформированной из продуктов электрического взрыва молибденовой фольги в режиме, при котором поглощаемая плотность мощности составляет 6,0…7,6 ГВт/м2, происходит нанесение однородного по глубине молибденового покрытия толщиной 15…20 мкм. На границе покрытия с медной основой формируется зона толщиной 1,0…1,5 мкм взаимного проникновения и перемешивания молибдена и меди, обеспечивающая высокую адгезию покрытия с основой (фиг.2). Указанный режим является оптимальным, поскольку при интенсивности воздействия ниже 6,0 ГВт/м2 не происходит образования промежуточной зоны перемешивания материала покрытия и основы, а выше - 7,6 ГВт/м2 происходит формирование развитого рельефа вследствие течения расплава под действием неоднородного давления струи продуктов взрыва и ухудшение качества облучаемой поверхности. После второй обработки контактной поверхности плазменной струей, сформированной из продуктов электрического взрыва медной фольги, при поглощаемой плотности мощности 7,6…10,0 ГВт/м2 происходит жидкофазное перемешивание материала компонентов струи с нанесенным слоем молибдена и формирование псевдосплавного покрытия молибден-медь (фиг.3). Указанный режим, при котором поглощаемая плотность мощности составляет 7,6…10,0 ГВт/м2, установлен эмпирически и является оптимальным, поскольку КМ молибден-медь образуется по всей глубине покрытия.
Указанные признаки не выявлены в других технических решениях при изучении уровня данной области техники и, следовательно, решение является новым и имеет изобретательский уровень.
Примеры конкретного осуществления способа.
Пример 1.
Использовали концентрированный поток энергии для испарения исходных материалов молибдена и меди и конденсации их на контактную поверхность. В качестве исходных материалов использовали тонкие фольги молибдена и меди, испарение осуществляли при последовательном пропускании по ним электрического тока, вызывающего электрический взрыв сначала молибденовой, а затем медной фольги, конденсацию продуктов взрыва на контактную поверхность осуществляли при значении поглощаемой плотности мощности 6,0 и 7,6 ГВт/м2, соответственно. Взрываемые фольги имели толщину 15 мкм и массу 150 и 250 мг для молибденовой и медной фольги соответственно. Эффективное значение тока составляло 1,07·106 и 3,67·106 А для молибденовой и медной фольги соответственно. Контактная поверхность была выполнена из меди.
Получили композиционное покрытие, представляющее собой псевдосплав молибден-медь на медной контактной поверхности, обладающее высокой эрозионной стойкостью и высокой адгезией покрытия с основой на уровне когезии.
Пример 2.
Использовали концентрированный поток энергии для испарения исходных материалов молибдена и меди и конденсации их на контактную поверхность. В качестве исходных материалов использовали тонкие фольги молибдена и меди, испарение осуществляли при последовательном пропускании по ним электрического тока, вызывающего электрический взрыв сначала молибденовой, а затем медной фольги, конденсацию продуктов взрыва на контактную поверхность осуществляли при значении поглощаемой плотности мощности 7,6 и 10,0 ГВт/м2 соответственно. Взрываемые фольги имели толщину 15 мкм и массу 150 и 250 мг для молибденовой и медной фольги соответственно. Эффективное значение тока составляло 1,21·106 и 4,24·106 А для молибденовой и медной фольги соответственно. Контактная поверхность была выполнена из меди.
Получили композиционные покрытия, представляющие собой псевдосплав молибден-медь на медной контактной поверхности, обладающие высокой эрозионной стойкостью и высокой адгезией покрытия с основой на уровне когезии.
Источники информации
1. Пат. RU №2292988, кл. H01R 11/00, B22F 3/12 С22С 1/04, Российская Федерация. Способ получения молибден-медного композиционного материала / Г.А.Тихий [и др.] // 10.02.2007.
2. Францевич И.Н. Электрические контакты, получаемые методами порошковой металлургии / И.Н.Францевич // Порошковая металлургия. 1980. №8. С.36-47.
3. Гречанюк Н.И. Композиционные материалы на основе меди и молибдена для электрических контактов, конденсированные из паровой фазы. Структура, свойства. Технология. Часть 1. Современное состояние и перспективы применения технологии электронно-лучевого высокоскоростного испарения-конденсации для получения материалов электрических контактов / Н.И.Гречанюк, В.А.Осокин, И.Н.Гречанюк и др. // Современная электрометаллургия. 2005. №2. С.28-35.
4. Гречанюк Н.И. Композиционные материалы на основе меди и молибдена для электрических контактов, конденсированные из паровой фазы. Структура, свойства. Технология. Часть 2. Основы электронно-лучевой технологии получения материалов для электрических контактов / Н.И.Гречанюк, В.А.Осокин, И.Н.Гречанюк и др. // Современная электрометаллургия. 2006. №2. С.9-19.
Изобретение относится к получению на медных контактных поверхностях псевдосплавных молибден-медных покрытий. Согласно способу используют концентрированные потоки энергии для испарения исходных материалов молибдена и меди и конденсации их на контактную поверхность. В качестве исходных материалов используют тонкие фольги молибдена и меди, испарение осуществляют при последовательном пропускании по ним электрического тока, вызывающего электрический взрыв сначала молибденовой, а затем медной фольги. При этом конденсацию продуктов взрыва на контактную поверхность осуществляют при значении поглощаемой плотности мощности 6,0…7,6 и 7,6…10 ГВт/м2 соответственно. Технический результат - повышение эрозионной стойкости покрытия и его адгезии к основе. 3 ил.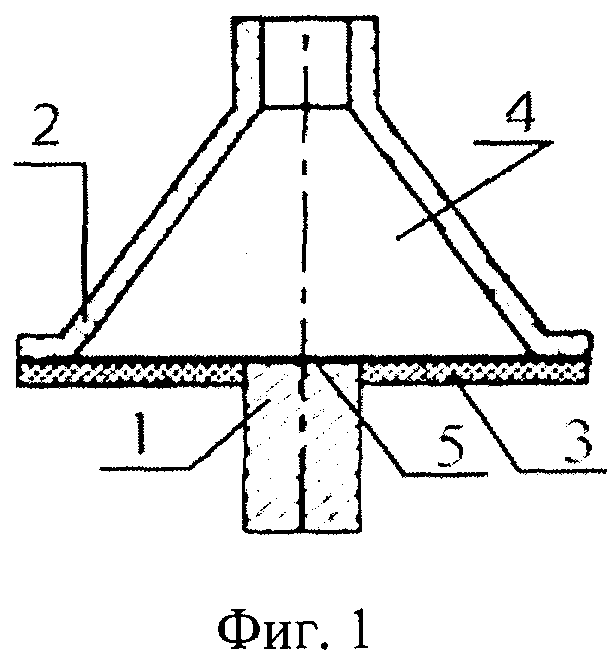
Способ нанесения псевдосплавного молибден-медного покрытия на медную контактную поверхность, включающий использование концентрированных потоков энергии для испарения исходных материалов молибдена и меди и конденсацию их на контактную поверхность, отличающийся тем, что в качестве исходных материалов используют тонкие фольги молибдена и меди, испарение осуществляют при последовательном пропускании по ним электрического тока, вызывающего электрический взрыв сначала молибденовой, а затем медной фольги, конденсацию продуктов взрыва на контактную поверхность осуществляют при значении поглощаемой плотности мощности 6,0…7,6 и 7,6…10 ГВт/м2 соответственно.
| ГРЕЧАНЮК Н.И | |||
| и др | |||
| Композиционные материалы на основе меди и молибдена для электрических контактов, конденсированные из паровой фазы | |||
| Структура, свойства | |||
| Технология | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Основы электронно-лучевой технологии получения материалов для электрических контактов // Современная электрометаллургия | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЭЛЕКТРИЧЕСКИМ ВЗРЫВОМ ФОЛЬГИ | 1987 |
|
SU1482246A1 |

