Изобретение относится к технологии напыления покрытий на металлические поверхности, в частности к технологии напыления беспористых молибден-углерод-медных покрытий с применением импульсных многофазных плазменных струй, формируемых при электрическом взрыве медной фольги с размещенной на ней навеской порошков молибдена и графита или технического углерода, и может быть использовано в электротехнической промышленности для напыления на контактные поверхности покрытий, обладающих высокой электроэрозионной стойкостью.
Известен способ [1] изготовления композиционного материала электротехнического назначения, включающий смешивание порошков, введение в полученную смесь спиртового раствора ортофосфорной кислоты, пластифицирование, прессование и вакуумное жидкофазное спекание, при этом смешивание порошков осуществляют в два этапа: сначала смешивают порошки вольфрамокобальтового твердого сплава и меди, затем полученную смесь смешивают с графитом, после чего вводят спиртовой раствор ортофосфорной кислоты при следующем соотношении компонентов, вес.%: медь - 40-60, графит - 1,0-3,0, H3PO4+C2H5OH - 3,0-6,0, твердый сплав - остальное, а в процессе нагрева при спекании производят две изотермические выдержки: первую - при температуре образования легкоплавкой эвтектики Cu-P, вторую - при температуре образования легкоплавкой эвтектики Co-P.
Недостатками способа формирования материалов для контактов методами порошковой металлургии являются невозможность его использования для формирования покрытий, большая длительность процессов его реализации и многостадийный характер.
Наиболее близким к заявляемому является способ [2] изготовления композиционного материала электротехнического назначения, включающий смешивание порошков, введение в полученную смесь спиртового раствора ортофосфорной кислоты, пластифицирование, прессование и вакуумное жидкофазное спекание, при этом смешивание порошков осуществляют в два этапа: сначала смешивают порошки вольфрамокобальтового твердого сплава, никеля и меди, затем полученную смесь смешивают с графитом, после чего вводят спиртовой раствор ортофосфорной кислоты в количестве, необходимом для получения следующего соотношения компонентов в спеченном материале, вес.%: медь - 30-50, никель - 5,0-15,0, графит - 1,0-3,0, фосфор - 0,8-1,5, твердый сплав - остальное, причем в процессе нагрева при спекании производят три изотермические выдержки: первую - при температуре образования легкоплавкой эвтектики Cu-P, вторую - при температуре образования легкоплавкой эвтектики Ni-P и третью - при температуре образования легкоплавкой эвтектики Co-P.
Недостатками способа формирования материалов для контактов методами порошковой металлургии являются невозможность его использования для формирования покрытий, большая длительность процессов его реализации и многостадийный характер.
Задачей заявляемого изобретения является получение на медных контактных поверхностях молибден-углерод-медного покрытия, обладающего высокими электропроводностью, твердостью и износостойкостью, а также адгезией покрытия с основой на уровне когезии.
Поставленная задача реализуется способом формирования молибден-углерод-медных покрытий на медных контактных поверхностях. Способ включает смешивание порошков, порошки молибден и графита или технического углерода общей массой 90…120 мг смешивают в стехиометрическом соотношении 1:1 и размещают на медной фольге массой 90…120 мг, путем электрического взрыва которой в едином технологическом процессе формируют импульсную многофазную плазменную струю и оплавляют ею медную контактную поверхность при значении поглощаемой плотности мощности 6,5…7,6 ГВт/м2.
Структура покрытия, получаемого заявляемым способом, наиболее близка к структуре композиционного материала, получаемого в прототипе. Преимущества заявляемого способа по сравнению с прототипом заключаются в том, что покрытие формируется в едином технологическом процессе в импульсном режиме, а в формируемом молибден-углерод-медном покрытии отсутствует пористость, при этом покрытие обладает высокой адгезией с основой на уровне когезии.
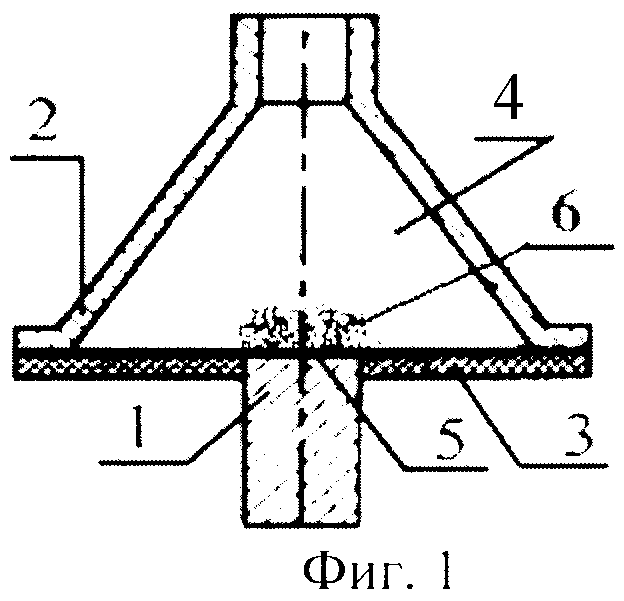
Способ поясняется чертежом, где на фиг.1 представлена схема импульсного плазменного ускорителя для нанесения молибден-углерод-медного покрытия на медные контактные поверхности, на фиг.2 - структура молибден-углерод-медного покрытия.
Плазменный ускоритель состоит из коаксиально-торцевой системы токоподводящих электродов - внутреннего электрода 1, внешнего электрода 2, разделенных изолятором 3, и разрядной камеры 4, локализующей продукты взрыва и переходящей в сопло, по которому они истекают в вакуумируемую технологическую камеру. Электровзрыв происходит в результате пропускания через проводник 5, на котором размещена навеска 6 смеси порошков вольфрама и углерода, тока большой плотности при разряде конденсаторной батареи.
Продукты взрыва с помощью плазменного ускорителя направляются на контактную поверхность. Способ позволяет наносить композиционные покрытия на контактные поверхности площадью до 10 см2 за один импульс воздействия.
Методом рентгеноструктурного анализа установлено, что мелкодисперсная структура поверхностного слоя содержит высокотвердые карбиды молибдена Mo2C, MoC, молибден и медь.
Исследования методом сканирующей электронной микроскопии показали (фиг.2), что после обработки медной контактной поверхности плазменной струей, сформированной из продуктов электрического взрыва медной фольги массой 90…120 мг, с размещенной на ней навеской смеси порошков молибдена и графита или технического углерода массой 90…120 мг, взятых в стехиометрическом соотношении 1:1, при значении поглощаемой плотности мощности 6,5…7,6 ГВт/м2, формируются слои толщиной 28…30 мкм. Размеры структурных составляющих слоя порядка 1 мкм и менее.
Указанный режим является оптимальным, поскольку при поглощаемой плотности мощности ниже 6,5 ГВт/м2 не происходит однородного перемешивания и распределения по объему компонентов струи с материалом медной основы, а выше 7,6 ГВт/м2 происходит ухудшение качества поверхности покрытия вследствие течения расплава под действием неоднородного давления многофазной плазменной струи. При массе смеси порошков более 120 мг происходит перенос только части массы навески на упрочняемую поверхность. Навески массы меньшей 90 мг нецелесообразно использовать вследствие малой толщины формируемого покрытия. Использование массы фольги более 120 мг приводит к избытку меди в поверхностном слое, что не обеспечивает требуемой твердости и износостойкости. Использование фольги массы меньшей 90 мг нецелесообразно вследствие образования покрытий с малым содержанием меди, что снижает их электропроводность.
Примеры конкретного осуществления способа:
Пример 1.
Обработке подвергали поверхность электротехнической меди марки М1 площадью 5 см2.
Порошки молибдена и графита общей массой 90 мг смешивали в стехиометрическом соотношении 1:1 и размещали на медной фольге массой 90 мг. Проводили электрический взрыв фольги и формировали импульсную многофазную плазменную струю, оплавляли ею медную контактную поверхность при значении поглощаемой плотности мощности 6,5 ГВт/м2 и насыщали оплавленный слой молибденом и углеродом.
В едином технологическом процессе в импульсном получили композиционное покрытие, обладающее высокими электропроводностью, твердостью и износостойкостью, а также адгезией покрытия с основой на уровне когезии.
Пример 2.
Обработке подвергали поверхность электротехнической меди марки М1 площадью 5 см2.
Порошки молибдена и технического углерода общей массой 120 мг смешивали в стехиометрическом соотношении 1:1 и размещали на медной фольге массой 120 мг. Проводили электрический взрыв фольги и формировали импульсную многофазную плазменную струю, оплавляли ею медную контактную поверхность при значении поглощаемой плотности мощности 6,5 ГВт/м2 и насыщали оплавленный слой молибденом и углеродом.
В едином технологическом процессе в импульсном получили композиционное покрытие, обладающее высокими электропроводностью, твердостью и износостойкостью, а также адгезией покрытия с основой на уровне когезии.
Источники информации
1. Патент RU №2300445, кл. B22F 3/12, C22C 29/08. Способ изготовления композиционного материала электротехнического назначения / Чигрин Ю.Л. и др.
2. Патент RU №2300446, кл. B22F 3/12, C22C 29/08 Способ изготовления композиционного материала электротехнического назначения / Емельянов Е.Н. и др.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ВОЛЬФРАМ-УГЛЕРОД-МЕДНЫХ ПОКРЫТИЙ НА МЕДНЫХ КОНТАКТНЫХ ПОВЕРХНОСТЯХ | 2011 |
|
RU2464354C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ УГЛЕРОДИСТОГО МОЛИБДЕНА, МОЛИБДЕНА И МЕДИ НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2013 |
|
RU2537687C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ УГЛЕРОДИСТОГО ВОЛЬФРАМА, ВОЛЬФРАМА И МЕДИ НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2013 |
|
RU2546940C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ СИСТЕМЫ Mo-C-Ag-N НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2021 |
|
RU2768808C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ СИСТЕМЫ Ni-C-Ag-N НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2021 |
|
RU2769782C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ МОЛИБДЕНА И МЕДИ НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2013 |
|
RU2545852C1 |
| Способ нанесения электроэрозионностойких покрытий на основе молибдена, меди и никеля на медные электрические контакты | 2015 |
|
RU2623546C2 |
| Способ нанесения электроэрозионностойких покрытий на основе вольфрама, меди и никеля на медные электрические контакты | 2015 |
|
RU2617190C2 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ОСНОВЕ ОКСИДА МЕДИ И СЕРЕБРА НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2018 |
|
RU2699486C1 |
| СПОСОБ НАНЕСЕНИЯ ЭЛЕКТРОЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ СИСТЕМЫ SnO- InO-Ag-N НА МЕДНЫЕ ЭЛЕКТРИЧЕСКИЕ КОНТАКТЫ | 2021 |
|
RU2767326C1 |
Изобретение относится к технологии напыления покрытий на металлические поверхности и может быть использовано в электротехнической промышленности для напыления на контактные поверхности покрытий, обладающих высокой электроэрозионной стойкостью. Способ формирования молибден-углерод-медных покрытий на медных контактных поверхностях включает смешивание порошков молибдена и графита или технического углерода общей массой 90…120 мг в стехиометрическом соотношении 1:1 и их размещение на медной фольге массой 90…120 мг, в процессе электрического взрыва которой формируют импульсную многофазную плазменную струю и оплавляют ею медную контактную поверхность при значении поглощаемой плотности мощности 6,5…7,6 ГВт/м2. Получается беспористое молибден-углерод-медное покрытие на медных контактных поверхностях, обладающее высокими электропроводностью, твердостью и износостойкостью, а также адгезией покрытия с основой на уровне когезии. 2 ил., 2 пр.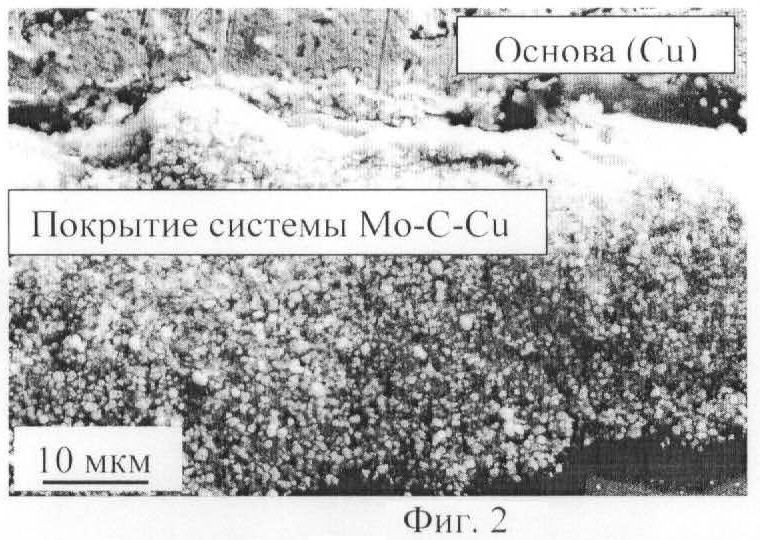
Способ формирования молибден-углерод-медных покрытий на медных контактных поверхностях, включающий смешивание порошков, отличающийся тем, что порошки молибдена и графита или технического углерода общей массой 90…120 мг смешивают в стехиометрическом соотношении 1:1 и размещают на медной фольге массой 90…120 мг, в процессе электрического взрыва которой формируют импульсную многофазную плазменную струю и оплавляют ею медную контактную поверхность при значении поглощаемой плотности мощности 6,5…7,6 ГВт/м2.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ЭЛЕКТРОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ | 2005 |
|
RU2300446C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ЭЛЕКТРОТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ | 2005 |
|
RU2300445C2 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
| Преобразователь угол-код | 1979 |
|
SU830464A1 |

