Изобретение относится к области технологии строительных материалов, в частности к контролю за качеством приготовления асфальтобетонной смеси (АБС) во время ее приготовления, и может быть использовано для контроля качества любой композитной смеси, в частности бетонной.
Известен способ контроля качества асфальтобетонной смеси в процессе ее приготовления в смесителе, включающий контроль качества готовой смеси, исходных компонентов смеси, их дозирования, перемешивания, поддерживание заданного температурного режима и регистрацию температуры смеси на выходе из смесителя [1].
Описанный способ не позволяет определять нарушения в точности работы весовых дозирующих устройств, устройства дозирования нефтебитума, системы измерения температуры подаваемых в мешалку минеральных материалов, поддерживания заданного температурного режима и регистрацию температуры смеси на выходе из смесителя.
Наиболее близким по технической сущности аналогом изобретения является способ контроля качества асфальтобетонной смеси в процессе ее приготовления в смесителе, характеризующийся контролем качества на всех этапах по ходу технологического цикла операций путем регистрации активной мощности электропривода смесителя, что позволяет судить о качестве по стабилизации этой мощности, при этом температуру замесов смеси поддерживают постоянной и равной температуре готовой смеси на выходе из смесителя [2].
Недостатком этого способа является низкая информативность параметра активной мощности из-за того, что инерционность механизмов электропривода и редуктора снижает чувствительность электропривода к изменению нагрузок на рабочий орган смесителя со стороны компонентов АБС. Исходя из этого нельзя с высокой степенью достоверности судить о стадии завершенности процесса смесеобразования АБС и точности дозировки компонентов.
Для устранения этих недостатков необходимо, чтобы о готовности смеси можно было судить по параметрам, характерным для каждого замеса в зависимости от фракции смеси (размеров ее частиц и включений) и ее гомогенности. В смесь входят частицы различных размеров, поэтому при перемешивании они будут создавать определенный звуковой частотный спектр, который может быть использован для контроля качества перемешиваемой смеси и стабилизации этого спектра при гомогенности смеси, т.е. на основании зависимости изменения распределения спектральной плотности мощности звукового сигнала, излучаемого фракциями заполнителя при перемешивании от степени гомогенности смеси.
Поставленная цель достигается тем, что в способе контроля качества асфальтобетонной смеси в процессе ее приготовления в смесителе, включающем контроль качества готовой смеси, исходных компонентов смеси, их дозирования, перемешивания, поддерживание заданного температурного режима и регистрацию температуры смеси на выходе из смесителя, на всех этапах по ходу технологического цикла регистрируют спектральную плотность мощности акустического шума, и о готовности смеси и о необходимости отключения привода смесителя судят по изменению плотности распределения спектральной плотности мощности, излучаемой фракциями заполнителя при перемешивании в зависимости от степени гомогенности смеси.
Другое отличие состоит в том, что измеряют суммарную спектральную плотность мощности акустического шума и его гармоник, и при достижении ею заданной величины отключают электропривод смесителя. При этом наиболее информативный участок спектра акустического шума асфальтобетонных смесей находится в диапазоне от 200 Гц до 8000 Гц.
Дополнительный поиск в различной научно-технической литературе показал, что приведенная в формуле изобретения совокупность и взаимосвязь признаков, аналогичных заявленным в предлагаемом изобретении, позволяющая получить заданный технический результат, на сегодняшний день не известна. Следовательно, заявленное техническое решение обладает новизной. Заявленная совокупность существенных признаков явным образом не следует из известного уровня техники, следовательно, заявленное техническое решение обладает изобретательским уровнем.
Апробация заявленного технического решения в лабораторных условиях показала, что оно промышленно применимо. Следовательно, техническое решение отвечает критериям охраноспособности.
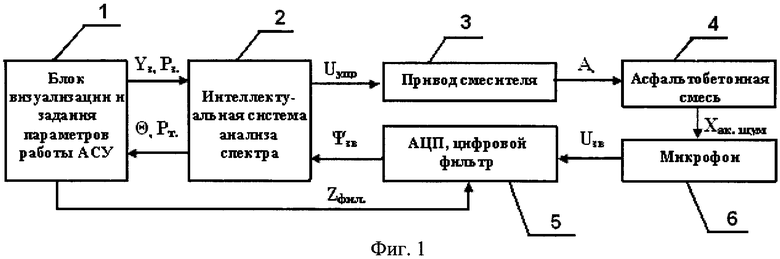
На поясняющих способ чертежах представлены: на фиг.1 - структурная схема системы управления приводом смесителя; на фиг.2 - диаграмма значений суммарной спектральной плотности мощности звукового сигнала в процессе перемешивания, прошедшего фильтрацию, излучаемого компонентами АБС для заданной рецептуры.
Система управления приводом состоит из блока визуализации и задания параметров работы АСУ - 1, интеллектуальной системы анализа спектра - 2, привода смесителя 3, АБС - 4, цифрового фильтра - 5 и микрофона - 6.
Способ осуществляется следующим образом. После загрузки смесителя компонентами АБС с заданной температурой включается привод смесителя 3, который начнет перемешивать смесь 4, при этом микрофон 6 будет воспринимать акустический шум, создаваемого смесителем. При этом интеллектуальная система анализа спектра АСУ - 2 привода смесителя 3 может получать информации о стадии готовности АБС на основе двух аспектов. В первом случае акустический сигнал преобразовывается в микрофоне 6 в аналоговый электрический сигнал Uзв и подается в цифровой фильтр. После оцифровки аналогового сигнала Uзв, производится цифровая фильтрация и прореживание спектра шума для каждой конкретной рецептуры по вектору настройки параметров фильтра Zфил. Далее сигнал подается в интеллектуальную систему 2, чтобы на основании шаблонного вектора весов нейронной сети Yз для заданной рецептуры смеси производить сопоставление (распознавание) шаблонного распределения спектра плотности мощности, с текущим ψзв. При этом вычисляется синдром Θ - косвенная характеристика готовности смеси, как разность значений функции активации нейронной сети при заданной и текущей гомогенности. При достижении Θ заданного значения выдается управляющее воздействие Uупp, отключающее привод смесителя 3, совершающего работу по перемешиванию АБС - 4.
Во втором случае сигнал поступает в блок 1 для анализа суммарного значения спектра мощности акустического шума (звукового давления) Рт и сопоставление его с заданным Рз. Стадия готовности смеси как и для первого режима определяется исходя из значения синдрома Θ:
Θ=РЗ-РТ.
При достижении заданного значения спектра акустического шума РT≈РЗ с заданной точностью блок 2 подает на блок 1 сигнал о готовности смеси 4 и отключает привод смесителя 3. Первый аспект позволяет получать более детальную информацию о стадии смесеобразования, так как для каждой рецептуры существует свой наиболее информативный участок спектра. Данное свойство нивелируется во втором случае, но при этом значительно возрастает быстродействие аналитического аппарата.
ПРИМЕР. Заявленный способ был осуществлен на изготовленном асфальтобетонном смесителе, где в цепь электропривода смесителя была включена интеллектуальная система 2 и блок 1, к которым через цифровой фильтр 5 подключался микрофон 6 для снятия сигнала акустического шума, создаваемого смесителем при приготовлении асфальтобетонной смеси и с помощью которого на мониторе блока 1 была получена диаграмма зависимости суммарной спектральной плотности мощности акустического шума во времени на различных этапах смесеобразования (фиг.2): 7 - холостая работа смесителя; 8 - введение фракций 20-5 заполнителя и их перемешивание; 9 - введение фракции 5-0,014; 10 - введение минерального порошка; 11 - введение битума и перемешивание; 12 - перемешивание; 13 - стадия достижения готовности смеси.
Показания суммарной спектральной мощности сигнала снимались при заданной температуре, равной температуре готовой смеси. Как видно из диаграммы (фиг.2) на этапе 13 мощность сигнала меньше, чем при холостой работе на этапе 7, это объясняется демпфирующими свойствами АБС, приглушающей вибрации смесителя.
Опытным путем было установлено, что наиболее информативен звуковой спектр в диапазоне 200…8000 Гц. Применение программной фильтрации на уровне драйвера звукового контроллера ноутбука позволило почти в два раза увеличить скорость дискретизации за счет сокращения диапазона сигнала. При этом удалось снизить затраты на разработку собственного аппаратного обеспечения.
Реализация АСУ смесителя на основе предложенного принципа согласно структурной схеме, изображенной на фиг.1, позволит не разукомплектовывать штатное АСУ с АБЗ, а дополнительно оснастить АСУ смесителя необходимыми компонентами, т.е. создать гибкую самонастраивающуюся систему управления на основе анализа показателей асфальтобетонной смеси на всех этапах смесеобразования. Таким образом позволит сэкономить немалые средства на модернизацию АСУ. Так, при средней рыночной стоимости АБЗ Teltomat 100 в 1630000 € (по данным на 2010 год) на переоснащение его АСУ на более современные системы контроля и анализа температуры заполнителя третьего поколения, потребует около 20% его стоимости. Внедрение разрабатываемой АСУ позволит снизить стоимость модернизации в сотни раз.
Анализ температурных режимов работы АБЗ Teltomat 100 показал, что в условиях колебаний влажности заполнителя разброс температуры АБС на выходе из смесителя находится в пределах 154-167°С, что соответствовало изменению продолжительности смесеобразования на ±3…4 с. Внедрение АСУ на основе акустического контроля смесеобразования АБС позволит нормализации показателя качества, что повышает конкурентоспособность выпускаемого асфальтобетона на рынке, а в случае сокращения времени перемешивания повысится количество замесов за смену, то есть объем выпускаемой продукции.
Источники информации, использованные при составлении описания
1. Силкин В.В., Лупанов А.П. Асфальтобетонные заводы: Учебное пособие. - М.: Экон-Информ, 2008 г. - 266 с.
2. «Способ контроля качества асфальтобетонной смеси в процессе ее приготовления в смесителе». П-т РФ №2090885 по кл. G01N 33/38. Дата публикации: 20.09.1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СМЕСИ В ПРОЦЕССЕ ЕЁ ПРИГОТОВЛЕНИЯ В СМЕСИТЕЛЕ | 2021 |
|
RU2788161C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АСФАЛЬТОБЕТОННОЙ СМЕСИ | 1988 |
|
RU2090885C1 |
| Способ контроля однородности бетонной смеси | 1988 |
|
SU1629205A1 |
| Способ приготовления эмульсионно-минеральной смеси | 2018 |
|
RU2686207C1 |
| СПОСОБ ФОРМИРОВАНИЯ СИГНАЛА ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОАКУСТИЧЕСКИМ ИЗЛУЧАТЕЛЕМ | 2013 |
|
RU2542637C1 |
| Способ приготовления асфальтобетонных смесей | 1983 |
|
SU1141140A1 |
| СПОСОБ ФОРМИРОВАНИЯ СИГНАЛА ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОАКУСТИЧЕСКИМ ИЗЛУЧАТЕЛЕМ | 2013 |
|
RU2558653C2 |
| СПОСОБ ФОРМИРОВАНИЯ СИГНАЛА ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОАКУСТИЧЕСКИМ ИЗЛУЧАТЕЛЕМ | 2014 |
|
RU2582304C1 |
| СПОСОБ ФОРМИРОВАНИЯ СИГНАЛА ДЛЯ УПРАВЛЕНИЯ ЭЛЕКТРОАКУСТИЧЕСКИМ ИЗЛУЧАТЕЛЕМ | 2013 |
|
RU2558642C2 |
| СПОСОБ РЕГИСТРАЦИИ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ В МЕТАЛЛАХ | 2008 |
|
RU2372615C1 |

Изобретение относится к области технологии строительных материалов, в частности к контролю за качеством приготовления асфальтобетонной смеси. Способ включает контроль качества готовой смеси, исходных компонентов смеси, их дозирования, перемешивания, поддерживание заданного температурного режима и регистрацию температуры смеси на выходе из смесителя, причем на всех этапах по ходу технологического цикла регистрируют спектральную плотность мощности акустического шума, и о готовности смеси и о необходимости отключения привода смесителя судят по изменению плотности распределения спектральной плотности мощности, излучаемой фракциями заполнителя при перемешивании в зависимости от степени гомогенности смеси. Достигается повышение информативности и надежности контроля. 2 з.п. ф-лы, 2 ил.
1. Способ контроля качества асфальтобетонной смеси в процессе ее приготовления в смесителе, включающий контроль качества готовой смеси, исходных компонентов смеси, их дозирования, перемешивания, поддерживание заданного температурного режима и регистрацию температуры смеси на выходе из смесителя, отличающийся тем, что на всех этапах по ходу технологического цикла регистрируют спектральную плотность мощности акустического шума, и о готовности смеси и о необходимости отключения привода смесителя судят по изменению плотности распределения спектральной плотности мощности, излучаемой фракциями заполнителя при перемешивании в зависимости от степени гомогенности смеси.
2. Способ контроля качества асфальтобетонной смеси в процессе ее приготовления в смесителе по п.1, отличающийся тем, что измеряют суммарную спектральную плотность мощности акустического шума и его гармоник и при достижении ею заданной величины отключают электропривод смесителя.
3. Способ контроля качества асфальтобетонной смеси в процессе ее приготовления в смесителе по п.1, отличающийся тем, что наиболее информативный участок спектра акустического шума асфальтобетонных смесей находится в диапазоне от 200 Гц до 8000 Гц.
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АСФАЛЬТОБЕТОННОЙ СМЕСИ | 1988 |
|
RU2090885C1 |
| СПОСОБ КОРРЕКТИРОВКИ ДОЗИРОВАНИЯ СОСТАВЛЯЮЩИХ АСФАЛЬТОБЕТОННОЙ СМЕСИ | 0 |
|
SU391478A1 |
| Способ определения параметров уплотняемости дорожных асфальтобетонных смесей | 1983 |
|
SU1105538A1 |
| Устройство для определения удобообрабатываемости асфальтобетонной смеси | 1990 |
|
SU1727066A1 |
| US 2005016291 A1, 27.01.2005 | |||
| US 2010011841 A1, 21.01.2010. | |||

