Область техники, к которой относится изобретение
Настоящее изобретение относится к стрингеру для крыла воздушного судна и способу изготовления такого стрингера.
Уровень техники
Основной частью крыла самолета является кессон. Кессон крыла заходит в фюзеляж самолета и простирается от корневой части крыла до его законцовки. Помимо мест крепления двигателей и рулевых поверхностей, таких как элероны, триммеры и воздушные тормоза, кессон крыла формирует центральные участки верхней и нижней поверхностей аэродинамического профиля крыла. Поверхности аэродинамического профиля кессона крыла снабжают панелями, которые называются обшивкой крыла. Панели обшивки включают в себя ряд конструктивных элементов, называемых стрингерами, которые проходят внутри конструкции кессона от корневой части крыла к его законцовке. Стрингеры предусматриваются для того, чтобы обеспечить необходимую устойчивость и целостность конструкции, чтобы обшивка крыла могла выдерживать действующие на крыло рабочие нагрузки.
При строительстве летательных аппаратов одним из множества факторов является соотношение между весом и прочностью. Другим словами, конструкции должны быть по возможности более легкими и при этом должны обеспечивать необходимую прочность и конструктивную целостность, чтобы они могли надлежащим образом действовать при рабочих нагрузках. Нагрузки на крыло различны вдоль размаха крыла, и обычно к законцовке крыла они уменьшаются. Поэтому и стрингеры могут быть выполнены так, чтобы их прочность менялась по длине, что приводило бы к снижению их общего веса. Стрингеры обычно получают путем соединения или сращивания отдельных секций, при этом каждая секция имеет весовые характеристики, соответствующие ее ожидаемым нагрузкам. С другой стороны, можно изготовить единый стрингер и подвергнуть механической обработке, изменяя его геометрию по длине крыла так, чтобы убрать ненужный вес.
Проблема сращивания или стыковки секций стрингера состоит в том, что это добавляет лишний вес и усложняет кессон крыла. Проблема механической обработки единого стрингера заключается в том, что величина, на которую могут быть изменены размеры стрингера, является ограниченной.
Раскрытие изобретения
Изобретение предлагает способ изготовления стрингера для крыла воздушного судна, при этом указанный способ содержит этапы, на которых:
a) формуют заготовку стрингера, содержащую:
пару разнесенных фланцев для крепления к панели обшивки крыла, при этом указанные фланцы имеют верхнюю и нижнюю поверхности, причем нижняя поверхность предназначена для крепления к указанной панели обшивки крыла;
одну или более боковых стенок, которые выполнены за одно целое с фланцами и отходят от указанных фланцев; и
потолок, выполненный за одно целое с указанными боковыми стенками; и
b) подвергают нижнюю поверхность указанных фланцев механической обработке, таким образом, чтобы осуществить изменение высоты стрингера в направлении его длины.
Механической обработке может быть подвергнута верхняя поверхность фланца, чтобы получить фланец с постоянной толщиной в направлении длины стрингера. Механической обработке может быть подвергнут потолок так, чтобы осуществить изменение толщины потолка в направлении длины стрингера. Изменение толщины потолка можно осуществить таким образом, чтобы выдержать высоту стрингера в направлении его длины постоянной.
Заготовка стрингера может содержать два разнесенных фланца для крепления к панели обшивки крыла, при этом указанные фланцы имеют противолежащие внутренние стороны; две боковые стенки, выполненные за одно целое с указанными внутренними сторонами фланцев; и потолок, расположенный в плоскости, по существу, параллельной указанным фланцам, и имеющий внутреннюю поверхность и наружную поверхность, при этом внутренняя поверхность потолка обращена к присоединяемой панели обшивки крыла.
Указанная внутренняя поверхность потолка может быть подвергнута механической обработке так, чтобы осуществить изменение толщины потолка в направлении длины стрингера. Заготовка стрингера может представлять собой единый непрерывный отрезок. Определенный или каждый этап изменения геометрии стрингера может осуществляться путем механической обработки заготовки стрингера, полученной способом экструзии. Заготовка стрингера может быть выполнена из металла или металлического сплава.
В другом аспекте изобретение предлагает заготовку стрингера, предназначенную для изготовления стрингера для крыла воздушного судна, содержащую:
пару разнесенных фланцев для крепления к панели обшивки крыла, при этом указанные фланцы имеют верхнюю и нижнюю поверхности, причем нижняя поверхность предназначена для крепления к указанной панели обшивки крыла;
одну или более боковых стенок, которые выполнены за одно целое с фланцами и отходят от указанных фланцев;
потолок, выполненный за одно целое с указанными боковыми стенками;
при этом указанные фланцы выполнены так, что огибающая их поперечного сечения позволяет путем механической обработки нижней поверхности фланца изменять высоту стрингера в направлении его длины.
Краткое описание чертежей
Варианты выполнения настоящего изобретения будут подробнее описаны ниже на примерах, со ссылками на прилагаемые чертежи, на которых:
фиг.1 представляет собой вид самолета сверху;
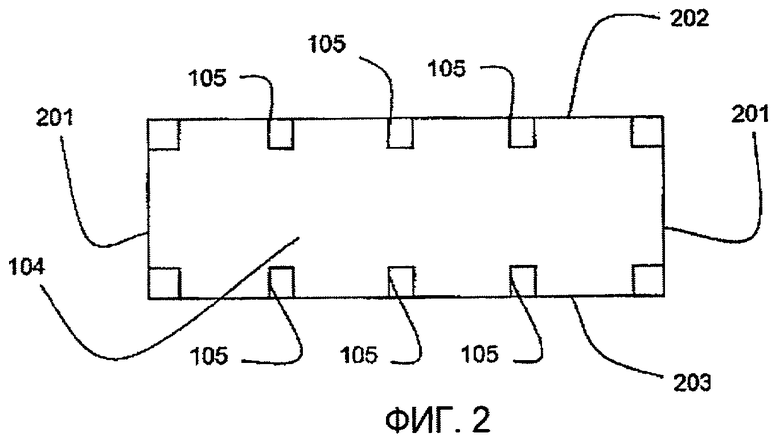
фиг.2 представляет собой поперечное сечение кессона крыла самолета по фиг.1;
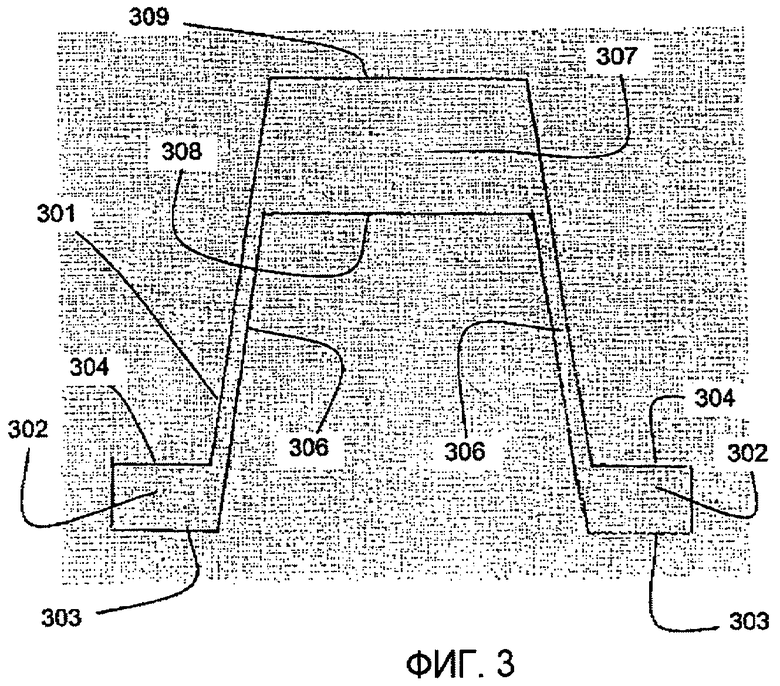
фиг.3 представляет собой поперечное сечение заготовки стрингера, предназначенной для использования при изготовлении стрингеров для кессона крыла по фиг.2;
фиг.4 представляет собой вид сбоку стрингера кессона крыла по фиг.2;
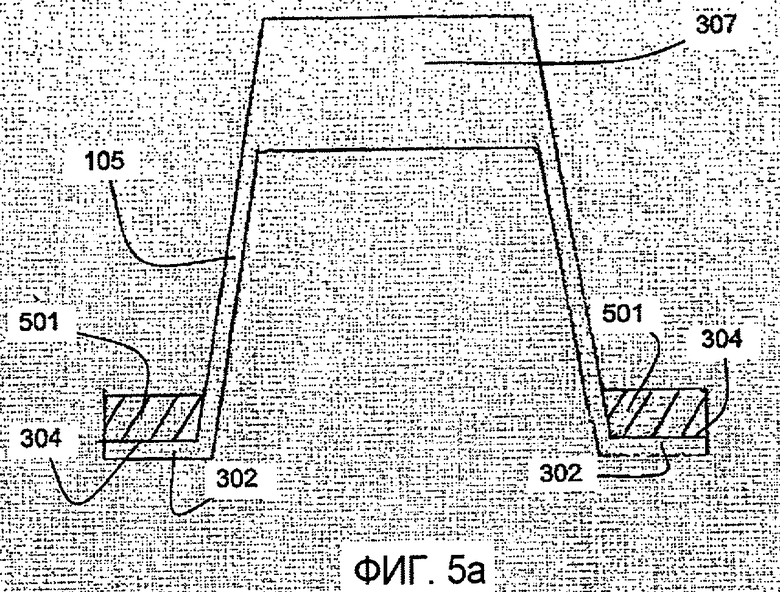
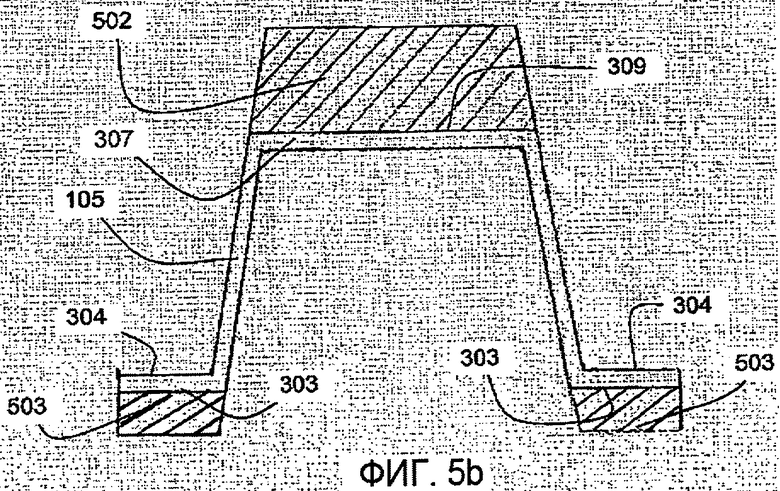
фиг.5a и 5b представляют собой поперечное сечение стрингера по фиг.4; и
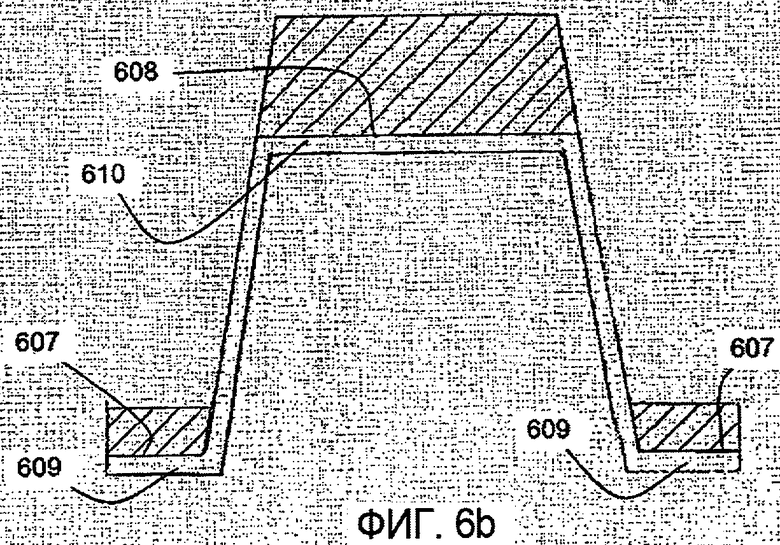
фиг.6a, 6b, 6c представляют собой поперечные сечения стрингеров в других вариантах осуществления изобретения.
Осуществление изобретения
Согласно фиг.1 самолет 101 имеет крылья 102, прикрепленные к фюзеляжу 103. Крылья 102 содержат центральный конструктивный элемент в виде кессона 104. Кессон 104 крыла проходит от корневой части к законцовке каждого крыла 102, располагаясь при этом между передней и задней кромками крыла. Кессон 104 крыла содержит ряд конструктивных элементов в форме стрингеров 105, которые проходят от корневой части к законцовке каждого кессона 104.
Согласно фиг.2 кессон 104 крыла построен из двух боковых элементов в форме лонжеронов 201, которые обеспечивают места крепления для конструкций передней и задней кромки (не показаны) крыла 102. Верхняя и нижняя поверхности 202, 203 кессона 104 крыла образованы панелями обшивки крыла, которые создают верхнюю и нижнюю поверхности аэродинамического профиля крыла 102. Стрингеры 105 крепятся к внутренней поверхности панелей 202, 203 обшивки крыла.
Согласно фиг.3 стрингеры 105 получают путем экструзии заготовок 301 стрингера из алюминиевого сплава, которые имеют постоянное поперечное сечение. Заготовки 301 стрингеров имеют два разнесенных крепежных элемента 302 в виде фланцев для создания мест крепления к обшивке крыла. У фланцев 302 имеются нижние грани 303, которые обращены к присоединяемой обшивке крыла, и противоположные верхние грани 304. Боковые стенки 306 отходят от внутренних сторон фланцев 302, и имеют вид сходящихся плоскостей. Боковые стенки 306 соединяются верхней стенкой, которая образует потолок 307 заготовки 301 стрингера. У потолка 307 имеется нижняя поверхность 308, которая обращена к присоединяемой обшивке крыла, и противоположная верхняя поверхность 309, которая образует вершинную поверхность заготовки 301 стрингера. Поскольку заготовку 301 стрингера изготовляют путем экструзии, фланцы 302, боковые стенки 306 и потолок 307 образуют одно целое.
Заготовку стрингера формируют так, чтобы огибающая ее поперечного сечения охватывала все заданные необходимые поперечные сечения готового стрингера, при этом каждое поперечное сечение рассчитывают так, чтобы оно придавало особые характеристики, которые поддерживают конструктивную устойчивость присоединенной обшивки при рабочих нагрузках. Заготовку 301 стрингера используют для формирования сплошного стрингера путем механической обработки верхних и нижних граней 303, 304, 308, 309 заготовки 301 в различной степени для удаления массы материала по длине заготовки. Таким способом можно оптимизировать характеристики стрингера с целью получения различных свойств по его длине и минимизации его веса.
На фиг.4 более подробно показан стрингер 105 по фиг.2, который был механической обработкой получен из заготовки 301 и прикреплен к панели 203 обшивки крыла. На фиг.4 показан конец стрингера 105 в корневой части крыла 102, при этом направление к законцовке крыла показано стрелкой T. Стрингер 105 рассчитывают так, чтобы он давал возможность панели 203 крыла выдерживать сравнительно высокие нагрузки на его конце, ближнем к корню крыла, и постепенно уменьшающиеся нагрузки в направлении T, в сторону его конца, ближнего к законцовке крыла. При изготовлении стрингера 105 из заготовки 301 верхнюю поверхность 309 потолка 307 обработали так, чтобы произвести удаление материала по длине стрингера с увеличением количества удаляемого материала в направлении T, и таким образом снизить общий вес стрингера 105 за счет уменьшения толщины потолка 307. Другими словами, потолок 307 стрингера 105 по толщине скошен в направлении T. Аналогично, верхнюю и нижнюю грани 304, 303 каждого фланца 302 подвергли обработке так, чтобы убрать материал в направлении T с верхней и нижней граней, соответственно, уменьшая и увеличивая объем снятого материала, чтобы дополнительно уменьшить вес стрингера 105 в направлении T.
На фиг.5a показано поперечное сечение стрингера 105 по фиг.4 в точке A. Хотя толщина потолка 307 оставлена равной толщине потолка заготовки после экструзии или близкой к исходной толщине, толщина фланцев 302 была уменьшена за счет снятия материала 501 с верхних граней 304. Таким образом, в корневой части поперечное сечение стрингера 105 сравнительно большое. На фиг.5b показано поперечное сечение стрингера 105 по фиг.4 в точке B вблизи законцовки крыла. Толщина потолка 307 была уменьшена за счет снятия материала 502 с верхней поверхности 309. Также, несмотря на то, что верхние грани 304 фланцев 302 оставлены такими же, как и на заготовке 301, толщина фланцев 302 была уменьшена за счет снятия материала 503 с нижних граней 303. Общая высота поперечного сечения стрингера была уменьшена по сравнению с сечением в точке A. Хотя толщина фланцев 302 остается постоянной, но в точках между поперечными сечениями A и B, показанными на фиг.5a и 5b, объем материала 501, 503, снятого с верхней и нижней граней 304, 303, в направлении T, соответственно, уменьшается и увеличивается. Следовательно, общая высота поперечного сечения стрингера 105 в направлении T уменьшается, хотя толщина фланцев 302 остается постоянной. Таким образом, стрингер индивидуально подготовлен и способен придать необходимую конструктивную устойчивость той обшивке крыла, к которой он прикрепляется. В данном варианте осуществления изобретения нагрузка максимальна в корневой части крыла и постепенно уменьшается в направлении законцовки крыла. Такая индивидуальная подготовка помогает оптимально увеличить эффективность технологического процесса и уменьшить объем используемого материала.
На фиг.6a показано поперечное сечение стрингера 601 для другого варианта осуществления изобретения. Стрингер 601 был получен механической обработкой заготовки 301 путем снятия материала с нижних граней 602 фланцев 603. Таким образом, общая высота сечения стрингера 601 была уменьшена, но сохранена толщина потолка 604. На фиг.6b показано поперечное сечение стрингера 606, полученного механической обработкой заготовки 301 путем снятия материала с верхних поверхностей 607, 608 обоих фланцев 609 и потолка 610. В данном сечении стрингера 606 произведено уменьшение и высоты сечения, и толщины потолка. Вся обработка, необходимая для получения такого сечения стрингера 606, может быть выполнена с одной стороны заготовки 301 стрингера, и, таким образом, уменьшены затраты на изготовление. На фиг.6c показано поперечное сечение стрингера 611, полученного механической обработкой заготовки 301 путем снятия материала с нижних поверхностей 612, 613 фланцев 614 и потолка 615. Хотя высота данного сечения стрингера 611 подверглась небольшому уменьшению, толщина потолка была уменьшена почти до минимума. Вся обработка, необходимая для получения такого сечения стрингера 611, может быть выполнена с одной стороны заготовки 301 стрингера, и, таким образом, уменьшены затраты на изготовление.
В еще одном варианте осуществления изобретения заготовка стрингера, полученная экструзией, имеет «I-образное» или «J-образное» поперечные сечения, которые также образуют пару фланцев для крепления стрингеров к обшивке крыла. Стрингер формуется как одно целое с фланцами, примыкающими к одиночной стенке или перегородке, которая, в свою очередь, соединяет фланцы с вершиной стрингера. Указанную вершину называют также свободным фланцем. Фланцы или вершина таких поперечных сечений стрингера могут быть получены экструзией с запасом материала (огибающей), из которого механической обработкой можно получить требуемые рабочие размеры фланцев или вершины.
В другом варианте осуществления потолок стрингера получают экструзией с толщиной, равной или близкой толщине потолка готового стрингера, при этом потолок остается постоянной толщины по всей длине готового стрингера. Высота и вес стрингера могут быть оптимизированы снятием на станке толщины фланцев, которые крепят стрингер к панелям обшивки крыла.
Специалистам в данной области техники должно быть понятно, что в относительную конфигурацию фланцев, определенной или каждой боковой стенки и вершины могут быть внесены изменения, удовлетворяющие требованиям конкретной задачи применения данного стрингера. Например, если в поперечном сечении стрингера предусматриваются две боковые стенки, то относительно друг друга они могут быть расположены в сходящихся, расходящихся или параллельных плоскостях в зависимости от конкретной задачи.
Следует также понимать, что механическую обработку заготовки стрингера можно осуществлять с использованием любого подходящего процесса, например, фрезерованием, травлением, шлифованием, вырубкой, фасонным фрезерованием или сверлением. Кроме того, стрингеры можно выполнять из любого подходящего материала - металла, металлического сплава или иного подходящего неметаллического материала.
Хотя настоящее изобретение было описано на примерах предпочтительных вариантов, и описание указанных вариантов приведено со значительными подробностями, приведенные подробности никоим образом не ограничивают тот объем прилагаемой формулы изобретения. Специалистам в данной области техники будет нетрудно представить дополнительные преимущества изобретения и его варианты. Таким образом, настоящее изобретение в своем более широком аспекте не ограничивается конкретными деталями представленного оборудования и способа, а также иллюстрациями и описаниями примеров. Соответственно, в форму и детали осуществления изобретения могут быть внесены изменения, не выходящие за границы сущности и объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРИНГЕР ДЛЯ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ИЗГОТОВЛЕНИЯ СТРИНГЕРА ДЛЯ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2007 |
|
RU2424155C2 |
| СБОРНАЯ ПАНЕЛЬ ОБШИВКИ КРЫЛА И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ПАНЕЛИ | 2007 |
|
RU2438925C2 |
| КЕССОН КРЫЛА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2532255C1 |
| КРЫЛО ШИРОКОФЮЗЕЛЯЖНОГО ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА | 2024 |
|
RU2838859C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА | 2007 |
|
RU2457111C2 |
| Крыло самолёта, кессон крыла самолета, центроплан, лонжерон (варианты) | 2019 |
|
RU2709976C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| ЗАКОНЦОВКА КРЫЛА САМОЛЕТА | 2024 |
|
RU2838694C1 |
| ЗАКОНЦОВКА ЭЛЕМЕНТА ЖЕСТКОСТИ | 2011 |
|
RU2562094C2 |
| КОНСТРУКЦИЯ РЕГУЛЯРНОЙ ЗОНЫ ПАНЕЛИ КЕССОНА КРЫЛА ТЯЖЕЛОГО ТРАНСПОРТНОГО САМОЛЕТА ИЗ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2023 |
|
RU2829518C1 |



Изобретения относятся к авиастроению, а именно к стрингеру для крыла воздушного судна и к способу его изготовления. Стрингер содержит пару разнесенных фланцев для крепления к панели обшивки крыла, одну или более боковых стенок, которые выполнены за одно целое с фланцами и отходят от указанных фланцев, потолок, выполненный за одно целое с одной или более боковыми стенками. Фланцы имеют верхнюю и нижнюю поверхности. Нижняя поверхность предназначена для крепления к указанной панели обшивки крыла. Фланцы выполнены с припуском, а нижняя поверхность фланцев подвергнута механической обработке таким образом, что высота стрингера изменяется в направлении его длины. Способ изготовления стрингера содержит этапы, на которых формуют заготовку стрингера с припуском и подвергают нижнюю поверхность указанных фланцев механической обработке, таким образом, чтобы осуществить изменение высоты стрингера в направлении его длины. Достигается уменьшение веса конструкции крыла воздушного судна. 2 н. и 16 з.п. ф-лы, 9 ил.
1. Способ изготовления стрингера для крыла воздушного судна, содержащий этапы, на которых:
a) формуют заготовку стрингера, содержащую:
пару разнесенных фланцев для крепления к панели обшивки крыла, при этом указанные фланцы имеют верхнюю и нижнюю поверхности, причем нижняя поверхность предназначена для крепления к указанной панели обшивки крыла;
одну или более боковых стенок, которые выполнены за одно целое с фланцами и отходят от указанных фланцев; и
потолок, выполненный за одно целое с одной или более боковыми стенками; и
b) подвергают нижнюю поверхность указанных фланцев механической обработке таким образом, чтобы осуществить изменение высоты стрингера в направлении его длины.
2. Способ по п.1, отличающийся тем, что указанную верхнюю поверхность подвергают механической обработке так, чтобы получить фланец с постоянной толщиной в направлении длины стрингера.
3. Способ по п.1, отличающийся тем, что потолок стрингера подвергают механической обработке так, чтобы осуществить изменение толщины потолка в направлении длины стрингера.
4. Способ по п.3, отличающийся тем, что толщину потолка изменяют таким образом, чтобы выдержать высоту стрингера в направлении его длины постоянной.
5. Способ по п.1, отличающийся тем, что заготовка стрингера содержит два разнесенных фланца для крепления к панели обшивки крыла, при этом указанные фланцы имеют:
противолежащие внутренние стороны;
две боковые стенки, выполненные за одно целое с указанными внутренними сторонами фланцев; и
потолок, расположенный в плоскости, по существу, параллельной указанным фланцам, и имеющий внутреннюю поверхность и наружную поверхность, при этом внутренняя поверхность потолка обращена к присоединяемой панели обшивки крыла.
6. Способ по п.5, отличающийся тем, что указанную внутреннюю поверхность потолка подвергают механической обработке так, чтобы осуществить изменение толщины потолка в направлении длины стрингера.
7. Способ по п.1, отличающийся тем, что указанная заготовка стрингера представляет собой единый непрерывный отрезок.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что определенный или каждый этап изменения геометрии стрингера осуществляют путем механической обработки заготовки стрингера, полученной способом экструзии.
9. Способ по любому из пп.1-7, отличающийся тем, что указанную заготовку стрингера выполняют из металла или металлического сплава.
10. Стрингер для крыла воздушного судна, содержащий:
пару разнесенных фланцев для крепления к панели обшивки крыла, при этом указанные фланцы имеют верхнюю и нижнюю поверхности, причем нижняя поверхность предназначена для крепления к указанной панели обшивки крыла;
одну или более боковых стенок, которые выполнены за одно целое с фланцами и отходят от указанных фланцев;
потолок, выполненный за одно целое с одной или более боковыми стенками; при этом указанные фланцы выполнены с припуском, а нижняя поверхность фланцев подвергнута механической обработке таким образом, что высота стрингера изменяется в направлении его длины.
11. Стрингер по п.10, отличающийся тем, что припуск фланца позволяет путем механической обработки верхней поверхности фланца получить фланец с постоянной толщиной в направлении длины стрингера.
12. Стрингер по п.10, отличающийся тем, что верхняя стенка выполнена с припуском таким образом, чтобы путем механической обработки указанного потолка изменять его толщину в направлении длины стрингера.
13. Стрингер по п.12, отличающийся тем, что припуск потолка позволяет изменять толщину потолка таким образом, чтобы выдержать высоту стрингера в направлении его длины постоянной.
14. Стрингер по любому из пп.10-13, отличающийся тем, что содержит два разнесенных фланца для крепления к панели обшивки крыла, при этом указанные фланцы имеют:
противолежащие внутренние стороны;
две боковые стенки, выполненные за одно целое с указанными внутренними сторонами фланцев; и
потолок, расположенный в плоскости, по существу, параллельной указанным фланцам, и имеющий внутреннюю поверхность и наружную поверхность, при этом внутренняя поверхность потолка обращена к присоединяемой панели обшивки крыла.
15. Стрингер по п.14, отличающийся тем, что припуск потолка позволяет путем механической обработки внутренней поверхности указанного потолка изменять его толщину в направлении длины стрингера.
16. Стрингер по любому из пп.10-13, отличающийся тем, что представляет собой единый непрерывный отрезок.
17. Стрингер по любому из пп.10-13, отличающийся тем, что изготовлен способом экструзии.
18. Стрингер по любому из пп.10-13, отличающийся тем, что изготовлен из металла или металлического сплава.
| Погрузчик | 1979 |
|
SU829552A1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ ТРАНСФОРМАТОР | 0 |
|
SU244492A1 |
| СТРИНГЕР ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2144487C1 |
| RU 94015834 А1, 27.08.1996. | |||

