Область техники, к которой относится изобретение
Настоящее изобретение в своих различных аспектах относится к инструменту для формования, комплекту инструментов, способу изготовления инструмента для формования и к способу изготовления детали, такой, например, как деталь из композиционного материала.
Уровень техники
Патент US 5902535 описывает инструмент для формования внутреннего контура (IML) для инфузионного формования компонента из пленки на основе смолы за одну операцию. Инструмент IML включает в себя несколько оправок, объединенных в модульную конструкцию. Оправки могут быть по отдельности собраны поверх предварительно отформованной заготовки так, чтобы конфигурация поверхности на нижней стороне оправок совпадала со стрингерами и разрезными элементами предварительно отформованной заготовки.
Раскрытие изобретения
Первый аспект изобретения предусматривает инструмент для формования, включающий в себя формовочную поверхность и выемку для оправки в формовочной поверхности, причем выемка для оправки снабжена установочным элементом для оправки, который входит в зацепление с оправкой для того, чтобы установить оправку в нужном месте в выемке для оправки.
Наличие выемки для оправки в формовочной поверхности обеспечивает легкость и точность размещения оправки по отношению к формовочной поверхности.
Обычно конструкция установочного элемента для оправки такова, что он входит в зацепление с оправкой посредством соединения, образованного охватываемым и охватывающим элементами, такими как отверстие и штифт.
В формовочной поверхности, которая обычно представляет собой цельный кусок материала, могут быть выполнены несколько выемок. Следовательно, каждая выемка для оправки может быть использована для установки оправки, применяемой для изготовления соответствующего компонента, такого как стрингер, или дополнительного компонента, такого как лонжерон, основания нервюры или стойки.
Инструмент может иметь на одной стороне только одну формовочную поверхность, например, для изготовления половины кессона крыла. В качестве альтернативы, инструмент может иметь вторую формовочную поверхность (смежную с первой формовочной поверхностью или расположенную напротив нее), а во второй формовочной поверхности может быть выполнена одна или более выемок для оправки, каждая из которых рассчитана на размещение соответствующей оправки. В этом случае инструмент может использоваться для получения полой детали, например полного кессона крыла.
Обычно каждую выемку изготавливают путем удаления материала из инструмента для формования, например, путем механической обработки заготовки-бруса.
Дальнейший аспект изобретения предусматривает комплект инструментов, который включает в себя следующее: инструмент для формования согласно первому аспекту изобретения; первую оправку, рассчитанную на установку в выемке для оправки и предназначенную для изготовления первого компонента; а также вторую оправку, рассчитанную на установку в выемке для оправки и предназначенную для изготовления второго компонента, форма и размер которого отличаются от формы и размера первого компонента.
Таким образом, инструмент может быть использован в модульном комплекте инструментов, в котором в выемку (выемки) для оправки могут быть установлены, с возможностью взаимозаменяемости, разнообразные оправки, предназначенные для изготовления нужного компонента.
Дальнейший аспект изобретения предусматривает комплект инструментов, который включает в себя следующее: инструмент для формования согласно первому аспекту изобретения; две или более оправки стрингеров, каждая из которых рассчитана на установку в соответствующую выемку для оправки стрингера и предназначена для изготовления соответствующего стрингера; а также одну или более дополнительных оправок, каждая из которых рассчитана на установку в соответствующую выемку для дополнительной оправки и предназначена для изготовления соответствующего дополнительного компонента.
Таким образом, в инструменте для формования могут быть размещены оправки для стрингеров, а также для дополнительных компонентов, таких как основания нервюр, лонжероны, и/или стойки нервюр.
Дальнейший аспект изобретения предусматривает способ изготовления детали, который включает в себя следующие этапы:
- изготовление компонента на оправке,
- установку оправки в выемку для оправки в инструменте для формования;
- размещение панели, у которой первая секция входит в контакт с формовочной поверхностью инструмента для формования, а вторая секция входит в контакт с компонентом на оправке;
- соединение первой секции панели с компонентом путем их прижатия к первой оправке; и
- формование второй секции панели путем прижатия ее к формовочной поверхности инструмента для формования.
Панель может включать в себя множество элементов, в зависимости от ее области применения. В описанных ниже предпочтительных вариантах осуществления панель представляет собой или обшивку крыла, или часть покрывающей оболочки, намотанной на инструмент для формования.
Дальнейший аспект изобретения предусматривает способ изготовления первой и второй деталей, который включает в себя следующие этапы:
изготовление первой детали следующим образом:
- размещение первого компонента на первой оправке;
- установка первой оправки в выемку для оправки в инструменте для формования;
- размещение первой панели, у которой первая секция входит в контакт с формовочной поверхностью инструмента для формования, а вторая секция входит в контакт с первым компонентом на первой оправке;
- соединение первой секции панели с первым компонентом путем их прижатия к первой оправке; и
- формование второй секции панели путем прижатия ее к формовочной поверхности инструмента для формования;
- извлечение первой оправки из выемки для оправки; и изготовление второй детали следующим образом:
- размещение второго компонента на второй оправке;
- установка второй оправки в выемку для оправки в инструменте для формования;
- размещение второй панели, у которой первая секция входит в контакт с формовочной поверхностью инструмента для формования, а вторая секция входит в контакт со вторым компонентом на второй оправке;
- соединение первой секции панели со вторым компонентом путем их прижатия ко второй оправке; и
- формование второй секции панели путем прижатия ее к формовочной поверхности инструмента для формования.
Дальнейший аспект изобретения предусматривает способ изготовления детали, который включает в себя следующие этапы:
- размещение комплекта компонентов на инструменте для формования; и
- одновременное прижатие комплекта компонентов на инструменте для формования к панели, для того, чтобы присоединить компоненты к панели,
причем комплект компонентов включает в себя несколько стрингеров, и один или более дополнительных компонентов.
В одном варианте осуществления изобретения способ дополнительно включает в себя:
- размещение второго комплекта компонентов на инструменте для формования; и
- прижатие второго комплекта компонентов на инструменте для формования ко второй панели для того, чтобы присоединить второй комплект компонентов ко второй панели,
причем второй комплект компонентов прижимают ко второй панели в то же самое время, когда первый комплект компонентов прижимают к первой панели.
Например, в одном из описанных ниже вариантов осуществления первый комплект компонентов - это стрингеры и т.д., относящиеся к верхней поверхности кессона крыла, а второй комплект компонентов - это стрингеры и т.д., относящиеся к нижней поверхности кессона крыла.
Дальнейший аспект изобретения предусматривает комплект инструментов, который включает в себя следующее:
- по меньшей мере, два инструмента для формования внутреннего контура;
- по меньшей мере, два инструмента для формования внешнего контура; и
- одну или более съемных проставок, каждую из которых можно установить между инструментами для формования внутреннего контура для того, чтобы сохранить требуемое расстояние между инструментами для формования внутреннего контура.
Такой комплект инструментов можно использовать при реализации способа изготовления детали, который включает в себя следующее:
- размещение первого комплекта компонентов на внешней стороне первого инструмента для формования внутреннего контура,
- размещение второго комплекта компонентов на внешней стороне второго инструмента для формования внутреннего контура;
- установку одной или более проставок между инструментами для формования внутреннего контура так, чтобы проставка (проставки) входила (входили) в контакт с внутренней стороной инструментов для формования внутреннего контура для того, чтобы сохранить требуемое расстояние между инструментами для формования внутреннего контура;
- создание оболочки вокруг инструментов для формования внутреннего контура;
- установку инструментов для формования внешнего контура на противоположных сторонах инструментов для формования внутреннего контура;
- формование детали путем сдавливания оболочки и компонентов между инструментами для формования внутреннего и внешнего контуров;
- извлечение проставки (проставок);
- отделение инструментов для формования внутреннего контура от детали после извлечения проставки (проставок); и
- извлечение инструментов для формования внутреннего контура из детали.
Этот способ позволяет без труда отделить инструменты для формования внутреннего контура от детали из композиционного материала после формования детали. Обычно деталь представляет собой полую деталь, например полный кессон крыла.
Дальнейший аспект изобретения предусматривает способ изготовления детали, который включает в себя следующие этапы:
- размещение комплекта компонентов на одном или более инструментах для формования внутреннего контура;
- создание оболочки вокруг инструмента (инструментов) для формования внутреннего контура;
- установку пары инструментов для формования внешнего контура на противоположных сторонах инструмента (инструментов) для формования внутреннего контура;
- формование детали путем сдавливания оболочки и компонентов между инструментами для формования внутреннего и внешнего контуров; и
- извлечение инструмента (инструментов) для формования внутреннего контура из детали.
Обычно оболочку создают путем наматывания на инструмент для формования внутреннего контура. Обычно вращают инструмент (каждый из инструментов) для формования внутреннего контура, по мере того, как оболочка наматывается на инструмент (инструменты) для формования внутреннего контура, например, при помощи установки для намотки нити.
Различные аспекты изобретения могут быть использованы для изготовления детали воздушного судна, такой как половина или полный кессон крыла, или могут быть использованы в различных областях, не имеющих отношения к воздушным судам. Деталь обычно, но не исключительно, изготавливают из композиционного материала.
Краткое описание чертежей
Далее в тексте будет представлено подробное объяснение вариантов осуществления изобретения со ссылкой на сопроводительные чертежи:
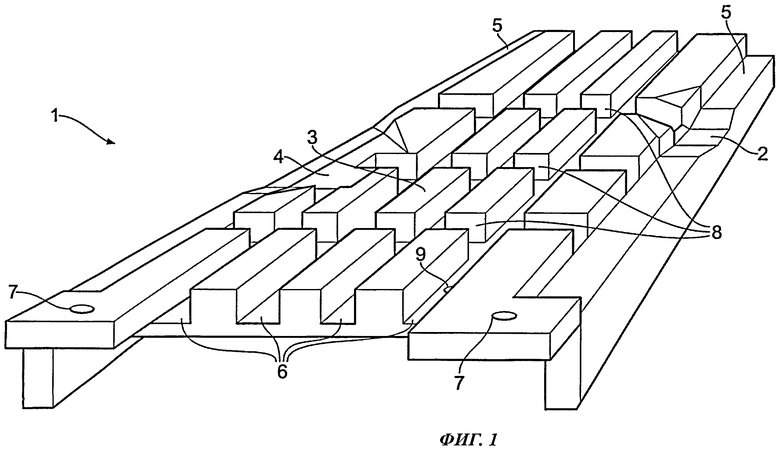
Фиг.1 показывает инструмент для формования внутреннего контура (IML) для изготовления половины кессона крыла;
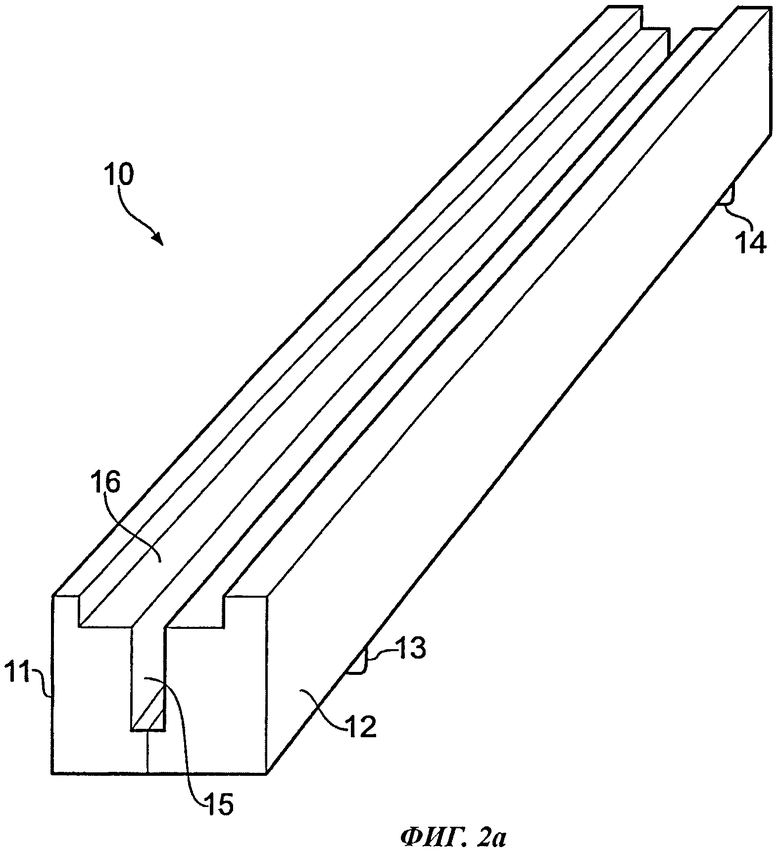
Фиг.2а показывает первый двусторонний инструмент для формования;
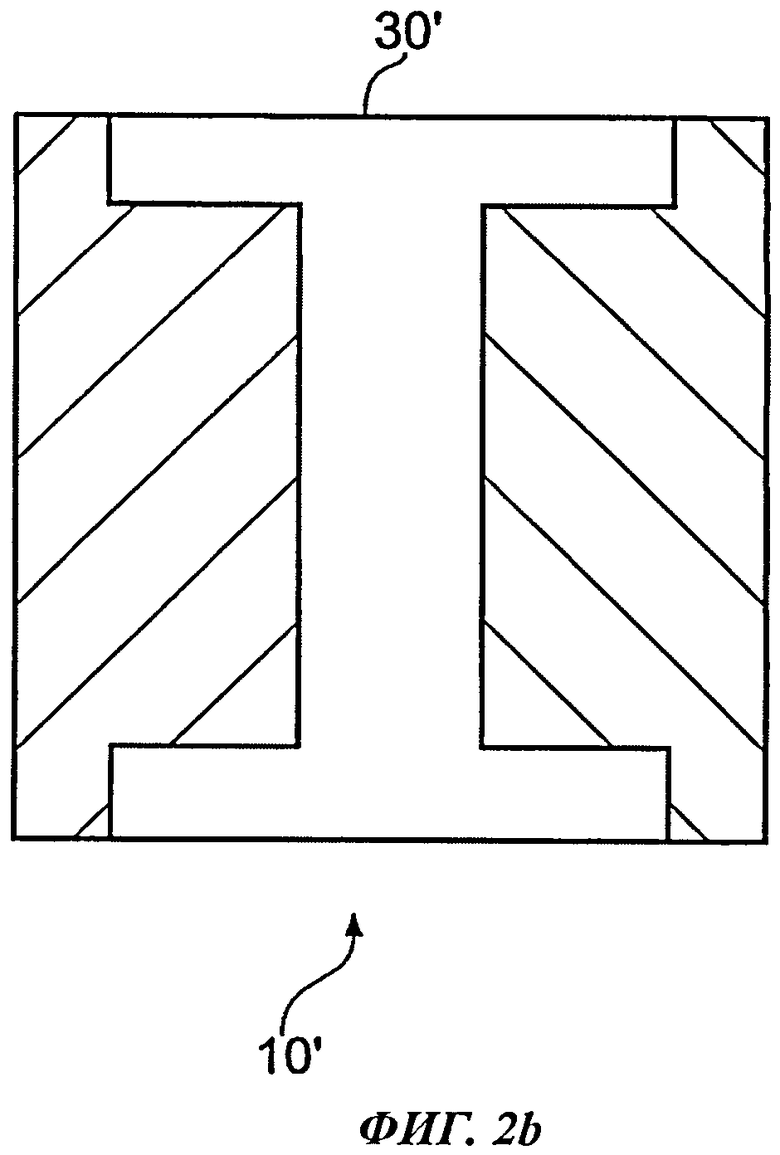
Фиг.2b показывает второй двусторонний инструмент для формования;
Фиг.3 показывает инструмент IML с установленными предварительно отформованными заготовками и оправками;
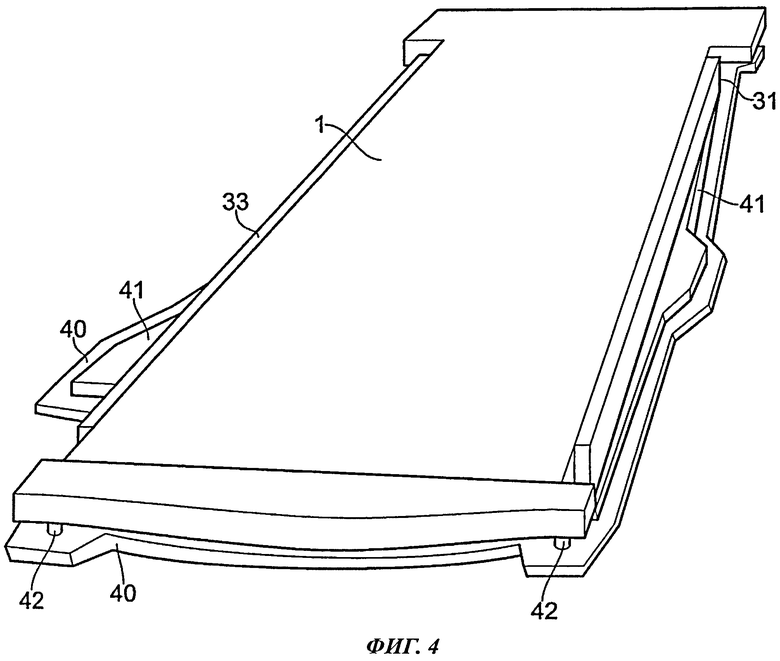
Фиг.4 показывает узел отверждения для половины кессона крыла;
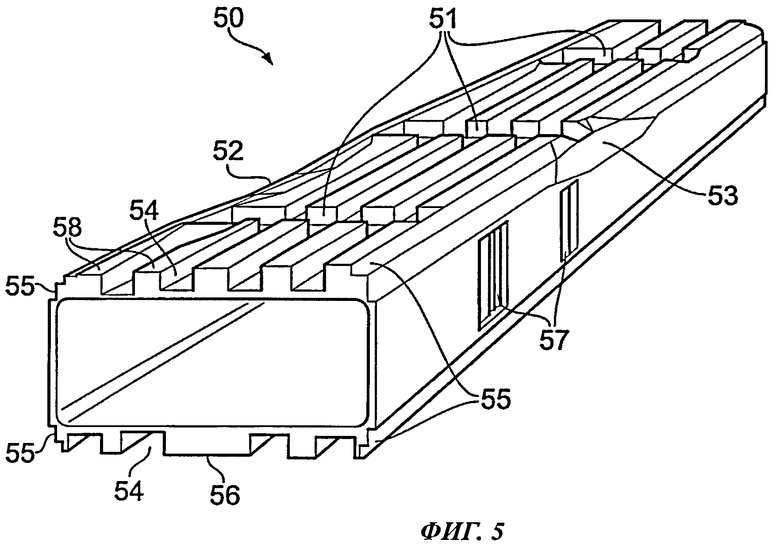
Фиг.5 показывает инструмент для формования внутреннего контура (IML) для изготовления полного кессона крыла;
Фиг.6 показывает вид в разрезе узла отверждения для полного кессона крыла;
Фиг.7 показывает верхний и нижний инструменты для формования внешнего контура (OML), использованные в узле по фиг.6;
Фиг.8 показывает вид сбоку инструмента IML для изготовления главной опоры шасси (MLG), использованного в узле по фиг.6;
Фиг.9 показывает вид сбоку инструмента IML для изготовления пилона, использованного в узле по фиг.6;
Фиг.10 показывает поперечное сечение одного из сопряжении между инструментом IML для изготовления MLG и инструментом IML для изготовления кессона крыла в узле по фиг.6,
Фиг.11-18 показывают изготовление половины кессона крыла; и
Фиг.19-22 показывают изготовление полного кессона крыла.
Осуществление изобретения
Фиг.1-4 показывают процесс изготовления половины кессона крыла из композиционного материала.
Инструмент 1 для формования внутреннего контура (IML), показанный на фиг.1, включает в себя цельную стальную деталь, полученную путем механической обработки заготовки-бруса, верхняя сторона которой образует верхнюю формовочную поверхность. Выемку 2 для накладки пилона и выемку 4 для накладки опоры шасси выполняют путем механической обработки в передней и задней кромках верхней формовочной поверхности. После этого с верхней формовочной поверхности путем механической обработки удаляют материал для получения определенного количества выемок для оправок. Выемки для оправок включают в себя каналы 5 лонжеронов, проходящие по всей длине вдоль передней и задней кромок инструмента, четыре канала 6 стрингеров, проходящих по всей длине вдоль инструмента, и три канала 8 оснований нервюр, проходящих по хорде в поперечном направлении инструмента. Каждый из каналов 6 стрингеров и каналов 8 оснований нервюр имеет основание и пару противоположных боковых стенок, тогда как каждый из каналов лонжеронов, выполненных на кромке верхней формовочной поверхности, имеет основание и только одну боковую стенку.
В основании каждой выемки для оправки предусмотрены установочные отверстия для оправок. Одно из этих отверстий 9 частично видно на фиг.1. Верхняя формовочная поверхность разделена выемками для оправок на упорядоченную структуру из выступов 3. В корневой части инструмента 1 предусмотрены установочные отверстия 7 для инструмента.
Перед тем, как будут сделаны выемки для оправок, на верхнюю формовочную поверхность может быть наклеено или закреплено болтами эластичное поверхностное покрытие (такое как многослойный материал, состоящий из предварительно отвержденных слоев). После этого эластичное поверхностное покрытие может быть механически обработано для получения требуемого формовочного профиля, и в нем могут быть сделаны установочные отверстия для инструмента и оправок.
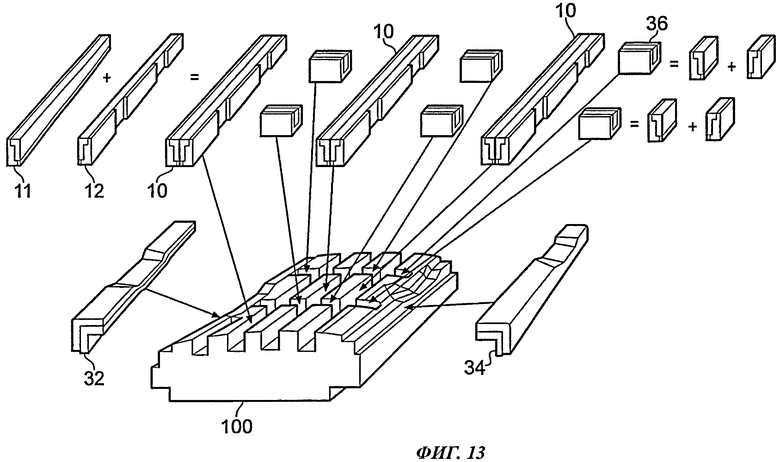
Фиг.2а показывает инструмент 10 для формования стрингеров. Инструмент включает в себя пару оправок 11, 12, соединенных встык. Оправки 11, 12 имеют одинаковую форму, поэтому далее будет подробно описана только оправка 11. На одной оправке изготавливают половинку стрингера путем наложения многослойной заготовки (такой как препрег) на оправку, и формования заготовки по двум поверхностям 15, 16 оправки. Эту операцию можно осуществить с помощью различных технологических приемов. Например, поверх заготовки можно наложить эластичную диафрагму и с одной стороны диафрагмы создать вакуум для формования заготовки под действием гидростатического давления (в сочетании с нагреванием). В результате получают L-образую половинку стрингера, которую совмещают «спина к спине» с другой половинкой стрингера, изготовленной на оправке 12. На Фиг.3 показан ряд предварительно отформованных заготовок стрингеров 30, каждая из которых образована парой половинок стрингеров.
Оправки снабжены установочными штифтами 13, 14, которые входят в установочные отверстия 9 в основании выемок 6 для стрингеров для точного расположения инструмента для формования стрингеров. Хотя в данном случае предусмотрено штыревое/гнездовое соединение в виде штыревых элементов на оправках и гнездовых отверстий в выемках для оправок, в альтернативном варианте осуществления штыревые элементы могут быть, наоборот, предусмотрены в выемках для оправок.
Показанную на фиг.3 оправку 34 полки лонжерона задней кромки используют для получения предварительно отформованной заготовки полки 33 лонжерона задней кромки, аналогично тому, как изготавливались стрингеры 30. То есть заготовку (такую как препрег) накладывают на оправку 34 и формуют по двум поверхностям оправки, например, путем вакуумного формования. Предварительно отформованную заготовку полки 31 лонжерона передней кромки изготавливают аналогичным образом, на оправке 32 полки лонжерона.
Для получения предварительно отформованных заготовок 36 Т-образных оснований нервюр, показанных на фиг.3, используют двусторонние инструменты для оснований нервюр (не показаны), аналогичные инструментам 10 для стрингеров.
Для одновременного изготовления предварительно отформованных заготовок может быть использована установка сборочного конвейера, что позволит максимально повысить производительность.
После получения предварительно отформованных заготовок полок лонжеронов, стрингеров, и оснований нервюр их перемещают к инструменту 1 IML на соответствующих отправках, и оправки устанавливают в соответствующих каналах в инструменте, как показано на фиг.3. Перед установкой на инструмент 1 предварительно отформованные заготовки могут быть отвержденными или неотвержденными
Следует обратить внимание на то, что в двусторонние каналы (то есть каналы 6 стрингеров и каналы 8 оснований нервюр) соответствующие оправки устанавливаются с плотной посадкой, что обеспечивает их точное позиционирование.
Фиг.4 показывает узел отверждения, включающий инструмент 1 IML, и инструмент 40 для формования внешнего контура (OML). Инструмент 40 OML размещают горизонтально на приспособлении для отверждения (не показано) с использованием установочных отверстий (не показаны) в инструменте. Обшивку 41 накладывают на инструмент 40 OML. Обшивку 41 можно наложить вручную или с помощью лентоукладочной машины, используя препреги или тканый материал. Инструмент 1 IML (с установленными в нужное место предварительно отформованными заготовками и оправками, как показано на фиг.3) переворачивают и накладывают сверху на обшивку для получения узла, показанного на фиг.4. Соединительные штифты 42, выступающие из инструмента 40 OML, входят в установочные отверстия 7 (см. фиг.1) в инструменте 1 IML для точного позиционирования инструментов IML и OML по отношению друг к другу.
После этого узел по фиг.4 герметизируют и помещают между двумя эластичными диафрагмами Для того чтобы прижать инструменты IML и OML друг к другу, между диафрагмами создают вакуум, а для отверждения и соединения компонентов их подвергают нагреванию и воздействию давления в автоклаве.
Во время отверждения определенное количество участков на обшивке 41 входят в контакт и прижимаются к выступам 3 на инструменте 1 IML, в результате чего производится их формование (на внутренней поверхности) в соответствии с формой выступов 3. Другие участки обшивки входят в контакт и прижимаются к стрингерам 30, опорам 36 нервюр и полкам 31, 33 лонжеронов для соединения с ними. С другой стороны сдавливание и формование компонентов 30, 36, 31, 33 осуществляется с помощью соответствующих оправок.
Получившееся полукрыло извлекают из инструментов для формования, а смотровые люки и другие важные участки подвергают механической обработке для подготовки детали к сборке. Во время окончательной сборки кессона крыла основания 36 нервюр соединяют болтами со стенками нервюр (не показаны), а полки 31, 33 лонжеронов соединяют болтами со стенками лонжеронов (не показаны). Стенки нервюр и стенки лонжеронов, в свою очередь, соединяют болтами с другим аналогичным полукрылом (также не показано). На участках с большим усилием сдвига может потребоваться дополнительное болтовое крепление полок лонжеронов.
Инструмент 1 IML может быть использован как часть модульного комплекта инструментов, включающего в себя несколько различных оправок, каждая из которых рассчитана на установку в выемку для оправки и изготовление соответствующего компонента из композиционного материала. Так, например, инструменты 10 для формования стрингеров могут быть извлечены из каналов 6 для оправок стрингеров и заменены альтернативными инструментами для формования стрингеров, которые, имея форму и размер, обеспечивающие плотную посадку в каналах 6, предназначены для изготовления стрингера другой формы и размера. Так, например, инструмент 10' для формования стрингера, показанный на фиг.2b, может быть использован для получения l-образного стрингера 30' (вместо Т-образного стрингера, полученного с помощью инструмента 10) в последующем процессе отверждения/соединения с другой обшивкой. Такой же модульный подход может быть использован для полок лонжеронов и оснований нервюр. Это позволяет использовать тот же самый инструмент 1 IML для получения нескольких различных деталей, которые имеют универсальную общую форму (определяемую выступами 3, которые образуют верхнюю формовочную поверхность), но имеют различные компоненты. Это уменьшает количество деталей и тем самым сводит к минимуму производственные издержки.
Инструмент 1 IML снабжен выемками 5 для оправок стрингеров и выемками для дополнительных оправок, каждая из которых рассчитана на установку оправки для дополнительного компонента (в данном случае полок лонжеронов и оснований нервюр). Такое объединение инструментов сокращает время изготовления, поскольку позволяет одновременно произвести присоединение к обшивке полок лонжеронов и оснований нервюр.
На фиг.5-11 показан процесс изготовления полного кессона крыла из композиционного материала.
Инструмент 50 для формования внутреннего контура (IML), показанный на фиг.5, включает в себя цельную стальную деталь, верхняя сторона которой образует верхнюю формовочную поверхность, нижняя сторона (лежащая напротив верхней стороны) образует нижнюю формовочную поверхность, передняя и задняя стороны (прилегающие к верхней и нижней сторонам) образуют переднюю и заднюю формовочные поверхности. В передней и задней кромках верхней формовочной поверхности выполняют выемку 53 для накладки пилона и выемку 52 для накладки опоры шасси. После этого формовочные поверхности подвергают механической обработке для получения пары верхних и пары нижних каналов 55 лонжеронов, верхних и нижних каналов 54 стрингеров, проходящих по всей длине вдоль инструмента, а также верхних и нижних каналов 51 оснований нервюр, проходящих по хорде в поперечном направлении инструмента. На фиг.5 показаны только верхние каналы 51 оснований нервюр, но такие же каналы выполняют на невидимой нижней формовочной поверхности. Между каналами расположены выступы 58. Выемки 57 для стоек нервюр выполняют на передней и задней формовочных поверхностях, на одной линии с каналами 51 оснований нервюр. На фиг.5 показаны только две выемки 57 для стоек нервюр, но третья выемка для стойки нервюр может быть предусмотрена на дальнем конце инструмента, на одной линии с каналом 51 для оснований нервюр. На нижней формовочной поверхности, там, где на законченном кессоне крыла будут располагаться смотровые люки, выполняют плоские участки. На фиг.5 показан только один плоский участок 56 на корневом конце инструмента IML, но по длине невидимой нижней формовочной поверхности расположено несколько таких плоских участков.
Перед тем, как сделать выемки для оправок, на инструмент 50 наматывают (и затем приклеивают или закрепляют болтами) эластичное поверхностное покрытие (такое как многослойный материал, состоящий из предварительно отвержденных слоев). После этого эластичное поверхностное покрытие может быть механически обработано для получения требуемого формовочного профиля.
Стрингеры, основания нервюр и полки лонжеронов выполняют таким же образом, как и стрингеры, основания нервюр и полки лонжеронов, показанные на фиг.3, и закрепляют на месте в соответствующих выемках на инструменте 50 IML. Стойки нервюр (не показаны) также изготавливают на двусторонних инструментах, аналогичных инструменту 10 для формования стрингеров, показанному на фиг.3, а инструменты устанавливают в выемках 57 для стоек нервюр.
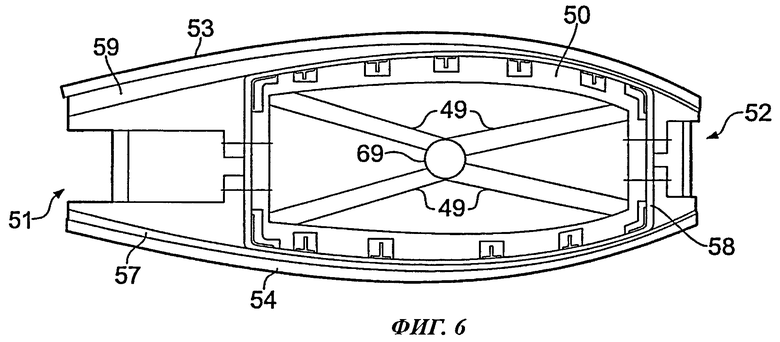
На фиг.6 показан комплект из четырех силовых стоек 49. На валу 69 через определенные интервалы установлено несколько таких комплектов силовых стоек 49, которые проходят вдоль осевой линии инструмента 50. Концы силовых стоек 49 сопрягаются с внутренними углами инструмента. Вал 69 вращается, и покрывающая оболочка 58 с помощью установки для намотки нити наматывается на инструмент 50 IML по мере его вращения. Покрывающая оболочка 58 состоит из нескольких покрывающих слоев. Волокна в большинстве покрывающих слоев проходят под углом примерно 90° к продольной оси инструмента (то есть оси вращения инструмента). Однако, если подающую катушку установки для намотки нити расположить под углом к валу, можно уменьшить этот угол до 45°.
Фиг.6 показывает узел отверждения, включающий в себя инструмент 50 IML, инструмент 53 OML для верхней оболочки, инструмент 54 OML для нижней оболочки, инструмент 51 IML для главной опоры шасси (MLG), и инструмент 52 IML для пилона.
Инструмент 54 OML для нижней оболочки размещают горизонтально на приспособлении для отверждения (не показано) так, что штифты приспособления проходят через установочные отверстия 56 (показаны на фиг.7) в инструменте 54. Нижнюю обшивку 57 накладывают на инструмент 54 OML для нижней оболочки. Инструмент 50 IML (с установленными в нужное место предварительно отформованными заготовками и оправками, как показано на фиг.6) помещают сверху на обшивку 57, как показано на фиг.6, так, что штифты приспособления проходят через отверстия (не показаны) в инструменте 50 IML для точного позиционирования инструментов IML и OML по отношению друг к другу.
После этого устанавливают инструмент 51 IML для главной опоры шасси (MLG) и инструмент 52 IML для пилона, как показано на фиг.6.
Инструмент 51 IML для главной опоры шасси (MLG) детально показан на фиг.8. Инструмент 51 симметричен относительно своей осевой линии, так что подробное описание будет дано только для верхней половины. Верхняя половина включает в себя верхнюю промежуточную пластину, верхняя сторона 60 которой входит в контакт с верхней обшивкой 59, а боковая сторона 64 входит в контакт с покрывающей оболочкой 58. Боковая сторона 64 переходит во фланец с направляющим отверстием 61. Штифт 62 снабжен гайкой, навинченной на его удаленный конец (не показан).
Гайка 63 входит в зацепление с гайкой, поддерживаемой нижней промежуточной пластиной. Одну или обе гайки можно вращать для регулирования расстояния между промежуточными пластинами, тем самым, обеспечивая точное значение толщины верхней и нижней обшивки 57, 59.
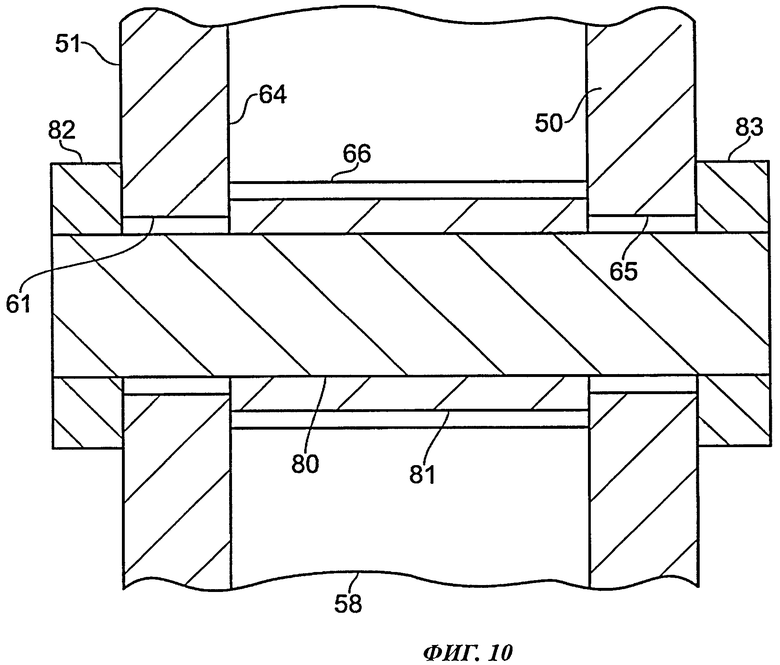
На фиг.10 показано сопряжение между инструментом 51 IML для главной опоры шасси (MLG) и инструментом 50 IML. Инструмент 51 может проходить по длине инструмента 50 или может располагаться на одной линии с выемкой 52 для накладки опоры шасси. Инструмент 50 снабжен направляющим отверстием 65, совмещенным с направляющим отверстием 61 в инструменте 51. Направляющее отверстие 66 проделывают в покрывающей оболочке 58 соосно с направляющими отверстиями 61, 65. Болт 80 пропускают через направляющие отверстия 61, 65, 66 и крепят с помощью гаек 82, 83. На болт 80 надевают цилиндрическую втулку 81, которая касается противоположных поверхностей инструментов 50, 51. Длину втулки 81 тщательно контролируют для того, чтобы точно выдержать расстояние между инструментами и, следовательно, толщину покрывающей оболочки 58.
На фиг.9 в деталях показан инструмент 52 IML для пилона. Его конструкция аналогична конструкции инструмента 51, поэтому подробно не описывается здесь.
Между инструментом 52 и инструментом 50 IML предусмотрены аналогичные болтовые сопряжения.
После этого инструменты 50, 51, 52 закрепляют, извлекают из приспособления и поворачивают на 180°.
Инструмент 53 OML для верхней оболочки размещают горизонтально на приспособлении для отверждения так, что штифты приспособления проходят через установочные отверстия 56 в инструменте 53. Верхнюю обшивку 59 накладывают на инструмент 53 OML для верхней оболочки. После этого инструменты 50, 51, 52 помещают сверху на обшивку 59 так, что штифты приспособления проходят через отверстия (не показаны) в инструменте 50 IML для точного позиционирования инструментов IML и OML по отношению друг к другу.
После этого узел по фиг.6 закрепляют, герметизируют и упаковывают для отверждения в автоклаве.
Инструмент 50 IML (совместно с инструментом 1 IML) может быть использован как часть модульного комплекта инструментов, включающего в себя несколько различных оправок, каждая из которых рассчитана на установку в выемку для оправки и предназначена для изготовления соответствующего компонента из композиционного материала.
Инструмент 50 IML снабжен выемками для оправок стрингеров, а также выемками для дополнительных оправок, каждая из которых рассчитана на установку оправки для дополнительного компонента (в данном случае, полок лонжеронов, стоек нервюр и оснований нервюр). Такое объединение инструментов сокращает время изготовления, поскольку позволяет одновременно произвести присоединение стрингеров, полок лонжеронов, стоек нервюр и оснований нервюр. Кроме того, инструмент IML для полного кессона крыла позволяет одновременно присоединить верхнюю и нижнюю обшивку к соответствующим компонентам, уменьшая время сборки и сокращая расходы по сравнению с вариантом изготовления половины кессона крыла. Кроме того, отсутствует дополнительная сборочная операция, необходимая для болтового соединения полок лонжеронов со стенкой лонжерона, поскольку стенка лонжерона образована покрывающей оболочкой 58.
Однако вариант с изготовлением половины кессона крыла, то есть детали меньшего размера, позволяет без труда провести неразрушающие испытания.
После этого снимают инструменты OML, а инструменты IML извлекают из полного кессона крыла через его корневой конец большего размера Смотровые люки и другие важные участки подвергают механической обработке для подготовки детали к сборке. Во время сборки стенки нервюр пропускают через корневой конец кессона крыла и прикрепляют болтами к стойкам нервюр и основаниям нервюр. На участках с большим усилием сдвига может потребоваться дополнительное болтовое крепление полок лонжеронов к обшивке 57, 59.
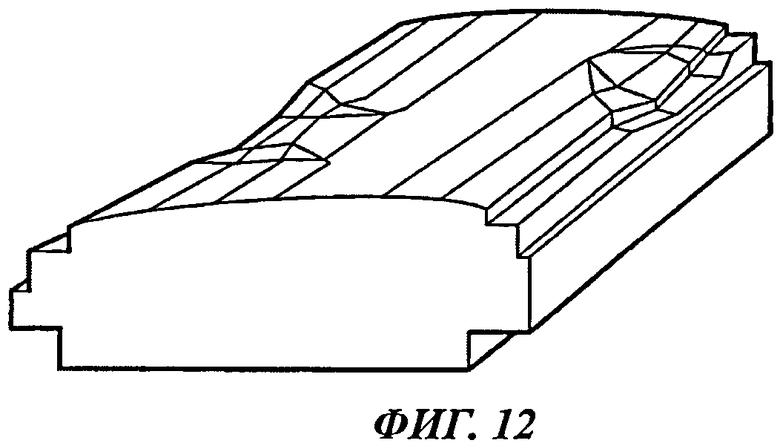
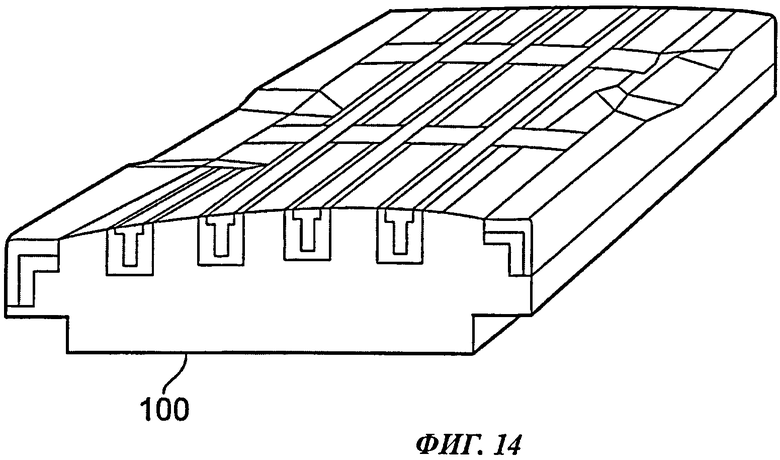
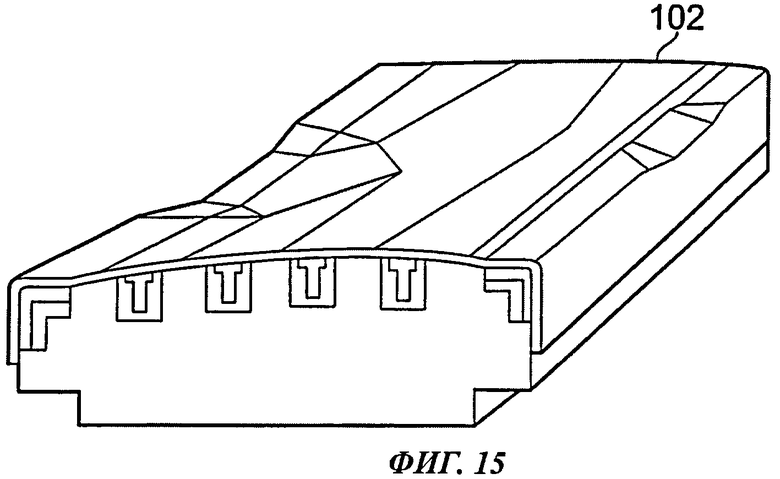
Фиг.11-16 показывают альтернативный процесс изготовления половины кессона крыла из композиционного материала. Этот процесс аналогичен процессу, показанному на фиг.1-4, поэтому подробно будут описаны только различия. Показанный на фиг.13 инструмент 100 IML получают из заготовки-бруса, показанной на фиг.11. Заготовку-брус сначала механически обрабатывают для получения поверхности, повторяющей внутренний контур детали, выемок для каналов лонжеронов и накладок, как показано на фиг.12, и затем механически обрабатывают для получения выемок для стрингеров и оснований нервюр, как показано на фиг.13. На инструмент 100 устанавливают такие же оправки, как и на инструмент 1. На фиг.13 эти оправки показаны отдельно перед тем, как они будут установлены в соответствующие выемки. На фиг.14 оправки и предварительно отформованные заготовки показаны установленными на место, а на фиг.15 показана покрывающая оболочка 102, которую затем располагают поверх инструмента.
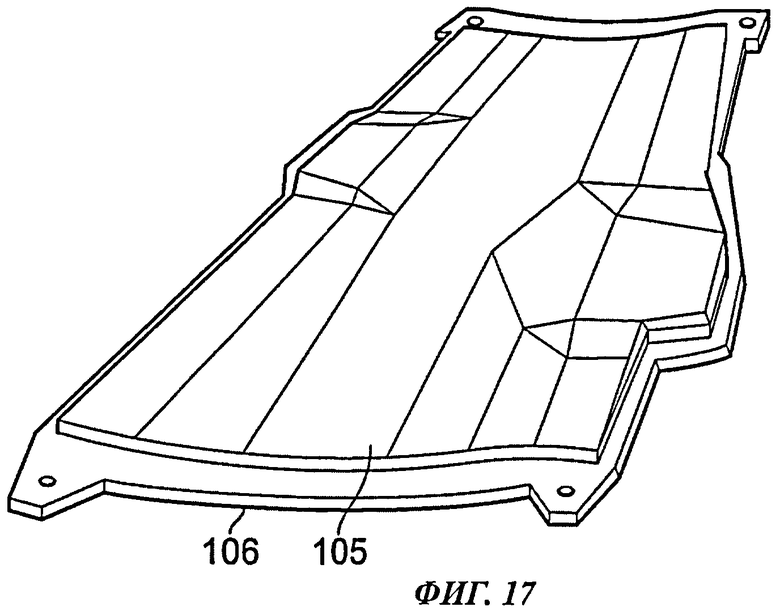
После этого на передней и задней кромках устанавливают промежуточные пластины 103, 104, как показано на фиг.16. Как видно из фиг.17, обшивку 105 накладывают на инструмент 106 OML. Инструмент 100 размещают на обшивке 105, как показано на фиг.18, так, что установочные штифты, выступающие из пластины 111, входят в отверстия на инструменте OML и промежуточных пластинах для точного позиционирования деталей. На фиг.18 показаны четыре установочных штифта 107-110, остальные установочные штифты скрыты. После этого узел по фиг.18 упаковывают и отверждают в автоклаве.
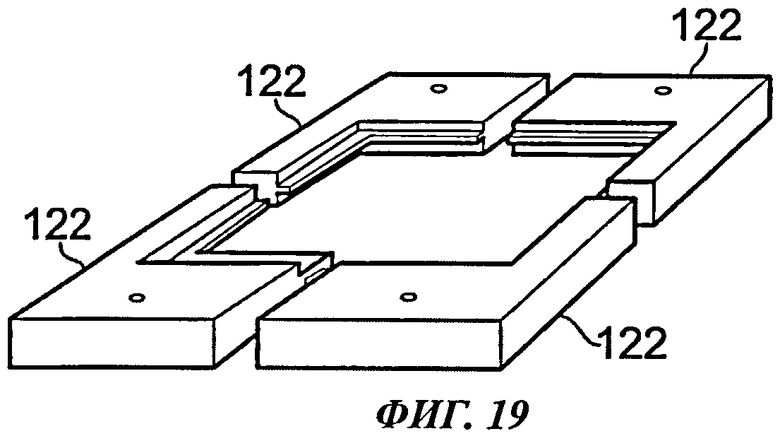
На фиг.19-22 показан альтернативный процесс изготовления полного кессона крыла из композиционного материала. На два инструмента 120, 121 IML, аналогичных инструменту 100 IML, устанавливают предварительно отформованные заготовки, как показано на фиг.21. Четыре разрезные разделительные пластины 122, показанные на фиг.19, устанавливают между инструментами 121, 120 IML с возможностью извлечения. Верхняя и нижняя стороны разделительных пластин касаются внутренних поверхностей инструментов для формования внутреннего контура, поддерживая требуемое расстояние между ними. После этого узел обматывают покрывающей оболочкой 123, как показано на фиг.21. В противоположность узлу по фиг.6, где узел вращается на валу, проходящему вдоль осевой линии инструмента, узел по фиг.21 можно вращать с помощью разделительных пластин 122.
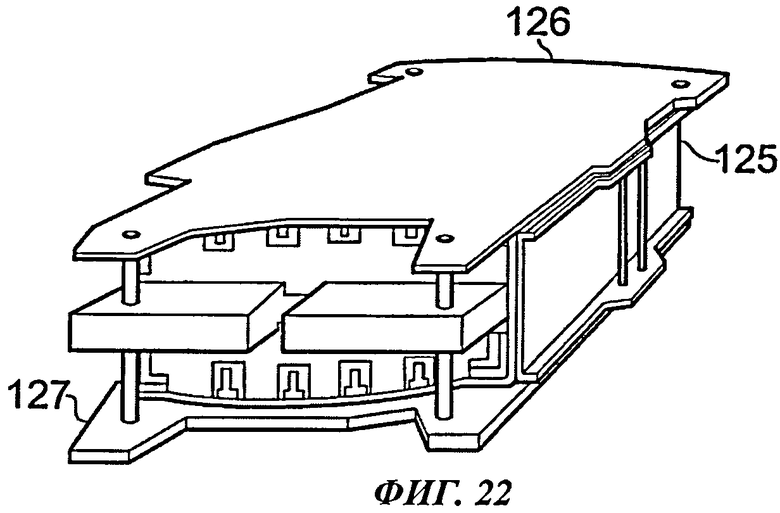
После нанесения покрывающей оболочки 123, согласно фиг.22, устанавливают промежуточные пластины 124, 125, показанные на фиг.20. После этого, как показано на фиг.22, устанавливают верхний и нижний инструменты 126, 127 OML (на обоих размещена обшивка, не обозначенная на фигуре). После этого узел по фиг.22 упаковывают и отверждают в автоклаве.
После отверждения снимают инструменты 126, 127 OML и промежуточные пластины 124, 125. После этого из кессона крыла, через его корневой и концевой торцы или через переднюю и заднюю кромки, могут быть извлечены четыре разрезные разделительные пластины 122. Это позволяет отделить инструменты 120, 121 IML от отвержденного кессона крыла (перемещая верхний инструмент 121 вниз, а нижний инструмент 120 - вверх) и извлечь их через корневой торец или концевой торец.
Несмотря на то, что изобретение описано выше со ссылкой на один или более предпочтительных вариантов осуществления, следует учитывать, что различные изменения и усовершенствования могут быть сделаны без выхода за рамки изобретения, определяемые пунктами формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННАЯ КОНСТРУКЦИЯ | 2007 |
|
RU2455194C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПАНЕЛЬНО-КАРКАСНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030336C1 |
| Лонжерон кессонного крыла и обшивка | 2013 |
|
RU2657645C2 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2446986C2 |
| Кессон отъемной части крыла | 2017 |
|
RU2690300C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| ЗАКОНЦОВКА КРЫЛА САМОЛЕТА | 2024 |
|
RU2838694C1 |
| Крыло самолёта, кессон крыла самолета, центроплан, лонжерон (варианты) | 2019 |
|
RU2709976C1 |
| Способ изготовления адаптивного крыла с гибкой бесщелевой механизацией | 2022 |
|
RU2784223C1 |
| КЕССОННЫЙ УЗЕЛ СТАБИЛИЗАТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2608774C2 |









Заявленная группа изобретений относится к инструменту для формования, комплекту инструментов, способу изготовления инструмента для формования и к способу изготовления детали из композиционного материала. Техническим результатом заявленной группы изобретений является повышение легкости и точности размещения оправки по отношению к формовочной поверхности. Технический результат достигается способом изготовления детали, который включает в себя ряд этапов. Вначале проводят изготовление компонента на оправке и установку оправки в выемку для оправки, выполненную в инструменте для формования. Затем обеспечивают панель, первая секция которой входит в контакт с формовочной поверхностью инструмента для формования, а вторая секция входит в контакт с компонентом на оправке. Далее проводят соединение второй секции панели с компонентом путем их прижатия к оправке и формование первой секции панели путем прижатия ее к формовочной поверхности инструмента для формования. 7 н. и 19 з.п. ф-лы, 23 ил.
1. Способ изготовления детали, включающий в себя следующие этапы:
- изготовление компонента на оправке;
- установку оправки в выемку для оправки, выполненную в инструменте для формования;
- обеспечение панели, первая секция которой входит в контакт с формовочной поверхностью инструмента для формования, а вторая секция входит в контакт с компонентом на оправке;
- соединение второй секции панели с компонентом путем их прижатия к оправке и
- формование первой секции панели путем прижатия ее к формовочной поверхности инструмента для формования.
2. Способ изготовления первой и второй деталей, включающий в себя следующие этапы:
- изготовление первой детали способом по п.1, при этом компонент представляет собой первый компонент, оправка представляет собой первую оправку, а панель представляет собой первую панель;
- извлечение первой оправки из выемки для оправки; и
- изготовление второй детали путем повторения способа по п.1, при этом компонент представляет собой второй компонент, оправка представляет собой вторую оправку, а панель представляет собой вторую панель.
3. Инструмент для формования, имеющий формовочную поверхность и выемку для оправки, выполненную в формовочной поверхности, причем выемка для оправки включает в себя канал, имеющий основание и пару противоположных боковых стенок и проходящий по всей длине вдоль инструмента, и снабжена установочным элементом, который входит в зацепление с оправкой для установки оправки в требуемом месте в выемке для оправки.
4. Инструмент по п.3, отличающийся тем, что установочный элемент для оправки входит в зацепление с оправкой посредством соединения, образованного охватывающим и охватываемым элементами.
5. Инструмент по п.4, отличающийся тем, что установочный элемент для оправки включает в себя отверстие в выемке для оправки.
6. Инструмент по п.3, отличающийся тем, что включает в себя несколько выемок для оправок, выполненных в формовочной поверхности.
7. Инструмент по п.6, отличающийся тем, что выемки для оправок выполнены в цельном куске материала.
8. Инструмент по п.6, отличающийся тем, что включает в себя:
- две или более выемок для оправок стрингеров в формовочной поверхности, каждая из которых выполнена с возможностью установки соответствующей оправки стрингера; и
- одну или более выемок для дополнительных оправок в формовочной поверхности, каждая из которых выполнена с возможностью установки оправки для дополнительного компонента.
9. Инструмент по п.8, отличающийся тем, что по меньшей мере одна из выемок для дополнительных оправок расположена под углом к выемкам для оправок стрингеров.
10. Инструмент по любому из пп.3-5, отличающийся тем, что каждая выемка для оправки стрингера имеет пару противоположных боковых стенок, а по меньшей мере одна из выемок для дополнительных оправок расположена на краю формовочной поверхности и имеет только одну боковую стенку.
11. Инструмент по любому из пп.3-5, отличающийся тем, что дополнительно включает в себя:
- вторую формовочную поверхность; и
- одну или более выемок для оправок во второй формовочной поверхности, каждая из которых выполнена с возможностью установки соответствующей оправки.
12. Инструмент по п.11, отличающийся тем, что вторая формовочная поверхность расположена на противоположной по отношению к первой формовочной поверхности стороне инструмента.
13. Инструмент по п.11, отличающийся тем, что вторая формовочная поверхность расположена на смежной по отношению к первой формовочной поверхности стороне инструмента.
14. Инструмент по любому из пп.3-5, отличающийся тем, что выемки выполнены путем удаления материала из инструмента для формования.
15. Способ изготовления инструмента для формования, охарактеризованного в любом из пп.3-5, включающий формирование выемок для оправок путем удаления материала из инструмента для формования.
16. Комплект инструментов, включающий в себя:
- инструмент для формования, имеющий формовочную поверхность и выемку для оправки, выполненную в формовочной поверхности, а также
- оправку, выполненную с возможностью установки в выемку для оправки и предназначенную для изготовления компонента, и
дополнительно включающий в себя вторую оправку, выполненную с возможностью установки в выемку для оправки и предназначенную для изготовления второго компонента, который выполнен отличным от первого компонента по форме или размеру.
17. Комплект по п.16, отличающийся тем, что выемка для оправки снабжена установочным элементом для оправки, а оправка снабжена элементом, который входит в зацепление с установочным элементом для того, чтобы установить оправку в требуемом месте в выемке для оправки.
18. Комплект по п.17, отличающийся тем, что оправка входит в зацепление с установочным элементом для оправки посредством соединения, образованного охватывающим и охватываемым элементами.
19. Комплект по п.18, отличающийся тем, что оправка снабжена охватываемым элементом, который входит в зацепление с охватывающим установочным элементом для оправки.
20. Комплект по п.16, отличающийся тем, что выемка для оправки имеет основание и пару противоположных боковых стенок, причем оправка выполнена с возможностью установки с плотной посадкой в выемку для оправки.
21. Комплект инструментов, включающий в себя:
- инструмент для формования по п.8;
- две или более оправки стрингеров, каждая из которых выполнена с возможностью установки в соответствующую выемку для оправки стрингера и предназначена для изготовления соответствующего стрингера; и
- одну или более дополнительных оправок, каждая из которых выполнена с возможностью установки в соответствующую выемку для дополнительной оправки и предназначена для изготовления соответствующего дополнительного компонента.
22. Способ изготовления детали, включающий в себя следующие этапы:
- размещение первого комплекта компонентов на инструменте для формования;
- прижатие первого комплекта компонентов на указанном инструменте к первой панели с целью присоединения компонентов к первой панели, причем первый комплект компонентов включает в себя несколько стрингеров и один или более дополнительных компонентов,
- размещение второго комплекта компонентов на инструменте для формования; и
- прижатие второго комплекта компонентов на указанном инструменте ко второй панели с целью присоединения второго комплекта компонентов ко второй панели,
причем второй комплект компонентов прижимают ко второй панели одновременно с прижатием первого комплекта компонентов к первой панели.
23. Комплект инструментов, включающий в себя:
- инструмент для формования по любому из пп.3-5; и
- оправку, выполненную с возможностью установки в выемку для оправки и предназначенную для изготовления компонента.
24. Комплект по п.23, отличающийся тем, что оправка содержит элемент, который входит в зацепление с установочным элементом для оправки с целью установки оправки в требуемом месте в выемке для оправки.
25. Комплект по п.24, отличающийся тем, что оправка снабжена охватываемым элементом, который входит в зацепление с охватывающим установочным элементом для оправки.
26. Комплект по п.23, отличающийся тем, что выемка для оправки имеет основание и пару противоположных боковых стенок, причем оправка выполнена с возможностью установки с плотной посадкой в выемку для оправки.
| US 5137071 А, 11.08.1992 | |||
| RU 2005111597 А, 27.01.2006 | |||
| ДОСКА ДЛЯ СЕРФИНГА | 2016 |
|
RU2626212C1 |
| ПАЛЕЙ М.М | |||
| Технология производства приспособлений пресс-форм и штампов | |||
| - М.: Машиностроение, 1979, с.114-119 | |||
| DE 3739753 А1, 08.06.1989 | |||
| ЕР 1134070 А1, 19.09.2001 | |||
| US 5902535 А, 11.05.1999. | |||

