Область техники, к которой относится изобретение
Настоящее изобретение относится к авиационной промышленности, а именно к конструкциям стрингеров крыла летательного аппарата и к их способам изготовления.
Уровень техники
Основным элементом крыла летательного аппарата является узел, который называют кессоном крыла. Указанный кессон крыла утоплен в фюзеляж летательного аппарата и проходит от корневой части крыла до его законцовки. Кессон крыла образует центральные участки верхней и нижней аэродинамических поверхностей крыла, а также точки крепления двигателей и таких управляющих поверхностей, как элероны, триммеры, аэродинамические (воздушные) тормоза. Данные аэродинамические поверхности образуются листами материала, называемыми обшивкой крыла. Обшивка крыла имеет в своем составе ряд конструктивных элементов под наименованием "стрингеры", проходящих сквозь конструкцию кессона от корневой части крыла до его законцовки. Стрингеры располагают таким образом, чтобы обеспечить устойчивость и прочность конструкции крыла, позволяющую обшивке крыла выдерживать эксплуатационные нагрузки, прилагаемые к крылу.
Одним из множества факторов, принимаемых в расчет при конструировании летательных аппаратов, является соотношение веса и прочности конструкции. Иначе говоря, конструкция летательного аппарата должна быть максимально легкой по весу, но при этом конструкция не должна терять устойчивость и прочность при эксплуатационной нагрузке. Нагрузка на крыло неоднородна по размаху крыла и, обычно, убывает в направлении законцовки крыльев. Следовательно, стрингеры могут быть изготовлены с получением прочности, изменяющейся по длине, со снижением таким образом их общего веса. В общем случае, стрингеры изготавливают соединением либо сращиванием внахлест отдельных секций стрингеров в единую конструкцию, причем весовые характеристики каждой секции подобраны с учетом предполагаемой на нее нагрузки. В иных же случаях, изготовление цельного стрингера может сопровождаться механической обработкой различной степени по размаху крыла в целях снижения избыточного веса конструкции.
Недостатком способа изготовления стрингера соединением либо сращиванием внахлест отдельных секций в единую конструкцию является дополнительный вес и сложность конструкции кессона крыла. Недостатком же способа механической обработки цельного стрингера является ограниченность объема удаляемого механобработкой материала.
Цель изобретения - разработка конструкции стрингеров и способа изготовления стрингера, исключающего вышеуказанные недостатки.
Раскрытие изобретения
Для достижения указанного технического результата разработан стрингер для крыла летательного аппарата, включающий в себя две пространственно разделенные полки с противолежащими внутренними краями и с возможностью их крепления к листу обшивки крыла, две боковые панели, которые проходят от указанных полок в сходящихся плоскостях, при этом каждая из указанных панелей выполнена как единое целое с соответствующим внутренним краем указанной полки, верхнюю панель, которая расположена в плоскости, лежащей в основном параллельно указанным полкам, соединяет указанные боковые панели друг с другом и выполнена как единое целое с указанными боковыми панелями, при этом по меньшей мере одна из указанных боковых панелей является перфорированной с образованием группы отверстий, расположенных по длине указанного стрингера. Объем указанных отверстий может изменяться по длине указанного стрингера. Объем указанных отверстий может увеличиваться в направлении края указанного стрингера у законцовки крыла. Объем указанных отверстий может уменьшаться вблизи точки приложения сосредоточенной нагрузки к указанному стрингеру. Центры указанных отверстий могут лежать на прямой линии или на кривой линии. Обе указанные боковые панели могут выполнены перфорированными. Указанная группа отверстий в каждой боковой панели может включать отверстия одинаковых размеров и формы. Форма указанных отверстий может быть округлой.
Центры указанных отверстий могут быть расположены друг от друга с одинаковым шагом.
Для достижения заявленного технического результата разработан способ изготовления стрингера для крыла летательного аппарата, в котором формируют заготовку стрингера с двумя пространственно разделенными полками с противолежащими внутренними краями и с возможностью их крепления к листу обшивки крыла, двумя боковыми панелями, которые проходят от указанных полок в сходящихся плоскостях и каждая из которых выполнена как единое целое с соответствующим внутренним краем указанной полки, верхнюю панель, которая расположена в плоскости, лежащей в основном параллельно указанным полкам, соединяет указанные боковые панели друг с другом и выполнена как единое целое с указанными боковыми панелями, перфорируют по меньшей мере одну из указанных боковых панелей с образованием группы отверстий, которые расположены по длине указанного стрингера.
При осуществлении способа можно создать объем указанных отверстий, который изменяется по длине указанного стрингера, или объем указанных отверстий, который увеличивается в направлении края указанного стрингера у законцовки крыла, или объем указанных отверстий, который уменьшается вблизи точки приложения сосредоточенной нагрузки к указанному стрингеру. В способе можно выполнить центры указанных отверстий лежащими на прямой линии или выполнить центры указанных отверстий лежащими на кривой линии. При осуществлении способа можно перфорировать обе указанные боковые панели, создать указанную группу отверстий в каждой боковой панели с отверстиями одинаковых размеров и формы, создать округлую форму указанных отверстий, выполнить центры указанных отверстий стоящими друг от друга с равным шагом. Указанную заготовку стрингера можно создать путем экструзии. При осуществлении способа можно произвеси указанную заготовку стрингера из металла или металлического сплава.
Краткое описание чертежей
Варианты осуществления настоящего изобретения будут проиллюстрированы исключительно в виде примеров при помощи чертежей со ссылками на конкретные фигуры.
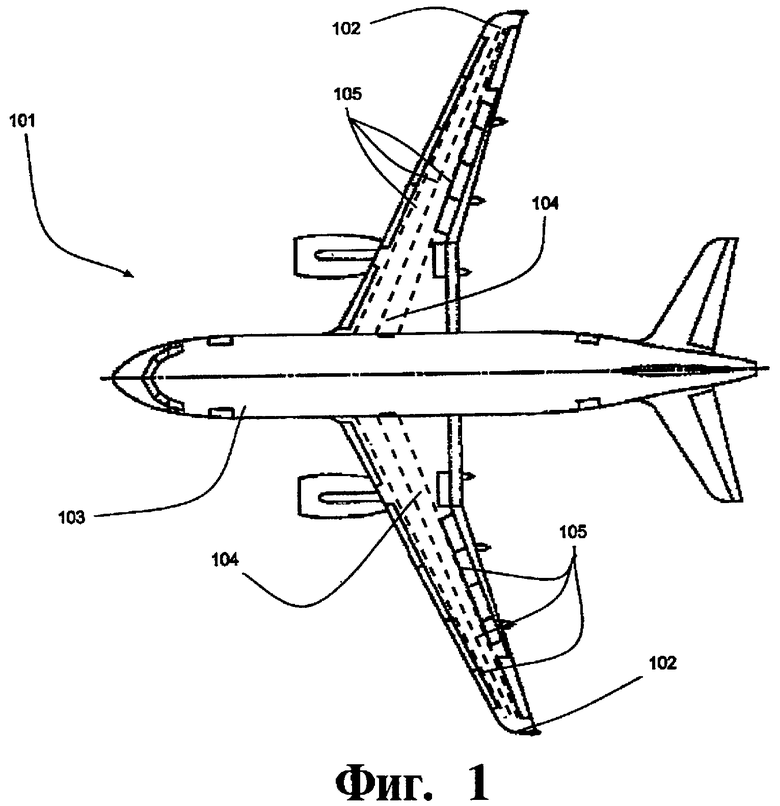
На Фиг.1 показан летательный аппарат в горизонтальной проекции;
на Фиг.2 показан поперечный разрез кессона крыла летательного аппарата, изображенного на Фиг.1;
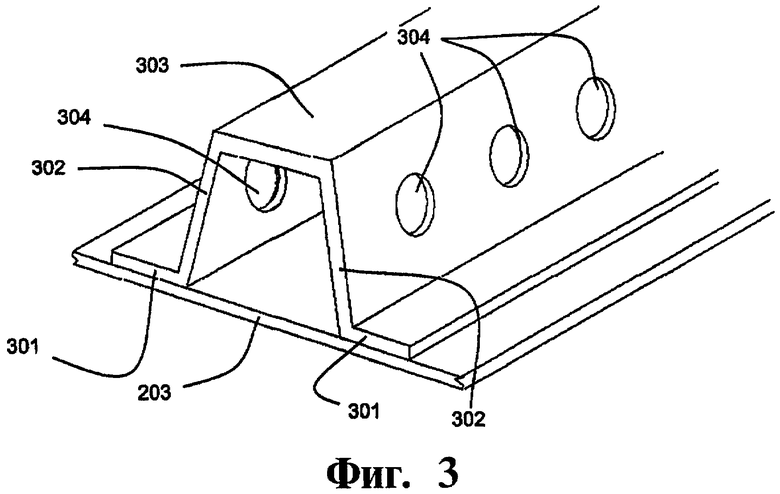
на Фиг.3 показан аксонометрический вид стрингера в кессоне крыла, изображенного на Фиг.2;
на Фиг.4 показан на виде сбоку стрингер по Фиг.3; и
на Фиг.5 показан на виде сбоку другой вариант осуществления стрингера.
Осуществление изобретения
Как показано на Фиг.1, летательный аппарат 101 содержит крылья 102, прикрепленные к фюзеляжу 103. Указанные крылья 102 содержат центральный конструктивный элемент 104 в форме кессона крыла. Указанный кессон крыла 104 проходит от корневой части до законцовки каждого крыла 102 и между передней и задней кромками указанного крыла. Кессон крыла 104 содержит группу конструктивных элементов 105 в виде стрингеров, проходящих от корневой части до законцовки каждого кессона крыла 104.
Как показано на Фиг.2, кессон крыла 104 выполнен двумя боковыми элементами 201 в форме лонжеронов, создающих точки крепления конструкций передней и задней кромок (не показаны) крыла 102. Верхние и нижние поверхности 202, 203 кессона крыла 104 образованы листами обшивки крыла, создающими верхнюю и нижнюю аэродинамические поверхности крыла 102. Стрингеры 105 крепятся на внутренней поверхности панелей обшивки крыла 202, 203.
Как показано на Фиг.3, стрингеры 105 изготавливают экструзией заготовок из алюминиевого сплава. Заготовки для стрингеров имеют два разнесенных крепежных элемента 301 в форме полок для создания точек крепления для листа обшивки 203. Боковые панели 302 выполнены отходящими от внутренних краев указанных полок 301 в сходящихся плоскостях. Указанные боковые панели 302 соединены друг с другом верхней панелью 303 с образованием вершины в сечении заготовки стрингера. Поскольку заготовки стрингеров получают экструзией, указанные полки 301, боковые панели 302 и вершина 303 выполнены за одно целое. Получение готового изделия 105 предусматривает механическую обработку отверстий 304, выполненных в боковых панелях 302 заготовки стрингера, в целях удаления некоторого количества материала по его длине. Отверстия 304 служат для уменьшения веса стрингера, причем форма и размер указанных отверстий 304 выбираются с учетом обеспечения прочности конструкции, создаваемой стрингером 105 по длине прикрепляемого листа обшивки крыла.
У стрингера, изображенного на Фиг.3, диаметр отверстий 304 возрастает по стрелке Т в направлении, идущем от края стрингера 105, расположенного у законцовки крыла. Причем форма указанных отверстий такова, что их кромки отстоят друг от друга с одинаковым шагом, а центры отверстий лежат на прямой линии в основном параллельно плоскости крепления к листу обшивки крыла 203, как показано на Фиг.4. Таким образом, лист обшивки крыла, скрепленный со стрингером 105, мог бы обладать относительно высокой несущей способностью по концам вблизи корневой части крыла с постепенным убыванием указанной несущей способности в направлении Т в сторону законцовки крыла. Отверстия 304 служат для удаления все большего количества материала из боковых панелей 302 в направлении Т, обеспечивая тем самым уменьшение веса кессона крыла.
В соответствии с другим вариантом осуществления настоящего изобретения, показанным на Фиг.5, стрингер 105 имеет группу отверстий 501, выполненных в боковых панелях 302, причем диаметр указанных отверстий является значительным у края стрингера в корневой части крыла, затем диаметр отверстий уменьшается и вновь возрастает до относительно крупной величины в направлении края указанного стрингера 105 у законцовки крыла. Центральная часть стрингера, где диаметр отверстий 501 наименьший, обеспечивает тем самым большую прочность конструкции прикрепленному листу обшивки крыла с целью повышения способности центральной части крыла выдерживать дополнительную нагрузку. Например, подобное конструкторское решение может потребоваться при создании точки крепления двигателя или иного оборудования там, где к стрингеру прикладывается сосредоточенная нагрузка.
В ином частном варианте осуществления настоящего изобретения центры указанных отверстий выполняются лежащими на кривой линии в плоскости указанных боковых панелей. Еще один дополнительный частный вариант осуществления настоящего изобретения предусматривает расположение центров указанных отверстий на линии, сходящейся с плоскостью обшивки крыла. Существует и частный вариант осуществления изобретения, когда диаметр, площадь или объем указанных отверстий являются постоянными. Имеется также и частный вариант, когда указанные отверстия выполняются отстоящими друг от друга с переменным шагом. В соответствии с еще одним дополнительным частным вариантом осуществления, площадь, или объем, или шаг между отверстиями могут изменяться вокруг точки приложения нагрузки к стрингеру. Возможен и другой частный вариант, при котором в каждой панели выполняются одинаковые группы отверстий, но с чередованием указанных отверстий относительно друг друга в шахматном порядке. Указанное чередование в шахматном порядке упрощает крепеж к стрингеру таких элементов, как ребристые планки, присоединяемые без использования глухого крепления. Также имеется вариант, когда форма выполняемых отверстий отличается от округлой. Например, форма выполняемых отверстий может быть овальной, треугольной, ромбической либо с геометрией многогранника. В соответствии с прочими частными вариантами, указанные отверстия выполняются лишь на части одной из указанных боковых панелей по меньшей мере на одном отрезке длины стрингера.
Указанные отверстия, выполняемые в соответствии с данными частными вариантами осуществления изобретения, позволяют еще и производить осмотр внутренних поверхностей стрингера и прочих скрытых участков обшивки крыла. Кроме того, указанные отверстия обеспечивают вентиляцию в замкнутом объеме крыла. А недостаточная вентиляция может стать причиной коррозии. Контроль и варьирование рабочих характеристик стрингера вышеуказанным образом сокращает размер зоны экструзии, требуемой для изготовления стрингера. Следовательно, на производство стрингеров требуется меньшее количество материала по сравнению со способами производства подобной продукции, предусматривающими изменение формы поперечного сечения экструдированных изделий.
Для специалистов в данной области техники будет понятным, что механическая обработка заготовок стрингеров может производиться любыми подходящими для этого способами механообработки, такими как фрезерование, гравирование, шлифование, перфорирование или сверление. Помимо этого, стрингеры можно изготавливать из любого подходящего материала, такого как металл, металлический сплав, или из прочих подходящих неметаллических материалов.
Несмотря на то, что настоящее изобретение пояснялось описанием вариантов его осуществления с подробным раскрытием в указанных вариантах составляющих элементов изобретения, любое ограничение либо сужение объема нижеуказанных притязаний указанными составляющими элементами не входит в намерение заявителя. Дополнительные преимущества и модификации изобретения будут без труда поняты специалистами в данной области техники. Следовательно, указанное изобретение в его более широких аспектах не ограничивается составными элементами характерного для данного изобретения устройства и способа, а также представленными и описанными поясняющими примерами его осуществления. Соответственно, отступление от указанного подробного раскрытия составляющих элементов изобретения допустимо лишь в пределах сущности либо объема общего изобретательского замысла заявителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРИНГЕР ДЛЯ КРЫЛА ВОЗДУШНОГО СУДНА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОГО СТРИНГЕРА | 2007 |
|
RU2438924C2 |
| КЕССОН КРЫЛА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2532255C1 |
| КЕССОН КРЫЛА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2532254C2 |
| СБОРНАЯ ПАНЕЛЬ ОБШИВКИ КРЫЛА И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОЙ ПАНЕЛИ | 2007 |
|
RU2438925C2 |
| КРЫЛО САМОЛЕТА И УЗЕЛ СТЫКА ЕГО КОНСОЛЕЙ | 2012 |
|
RU2481243C1 |
| СТОЙКА КРЕПЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2006 |
|
RU2399558C2 |
| Крыло самолёта, кессон крыла самолета, центроплан, лонжерон (варианты) | 2019 |
|
RU2709976C1 |
| КРЫЛО ШИРОКОФЮЗЕЛЯЖНОГО ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА | 2024 |
|
RU2838859C1 |
| Стрингер панели летательного аппарата | 1980 |
|
SU967017A1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |


Изобретения относятся к стрингеру для крыла летательного аппарата и к способу его изготовления. Стрингер включает две пространственно разделенные полки крепления стрингера к листу обшивки крыла, имеющие противолежащие внутренние края, две боковые панели, которые проходят от указанных полок в сходящихся плоскостях и выполнены каждая как единое целое с соответствующим внутренним краем указанной полки, верхнюю панель, которая расположена в плоскости, лежащей в основном параллельно указанным полкам, соединяет указанные боковые панели друг с другом и выполнена как единое целое с указанными боковыми панелями. Одна из указанных боковых панелей является перфорированной с образованием группы отверстий, расположенных по длине указанного стрингера и объем которых изменяется по длине указанного стрингера. Достигается уменьшение веса стрингера. 2 н. и 17 з.п. ф-лы, 5 ил.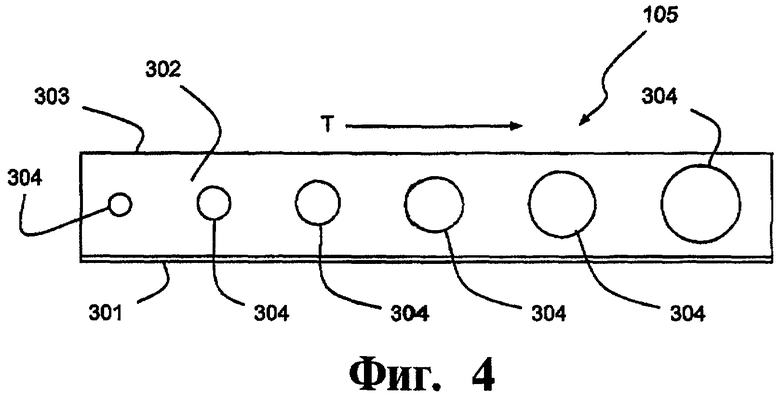
1. Стрингер для крыла летательного аппарата, включающий в себя две пространственно разделенные полки крепления стрингера к листу обшивки крыла, имеющие противолежащие внутренние края, две боковые панели, которые проходят от указанных полок в сходящихся плоскостях и выполнены каждая как единое целое с соответствующим внутренним краем указанной полки, верхнюю панель, которая расположена в плоскости, лежащей в основном параллельно указанным полкам, соединяет указанные боковые панели друг с другом и выполнена как единое целое с указанными боковыми панелями, отличающийся тем, что по меньшей мере одна из указанных боковых панелей является перфорированной с образованием группы отверстий, расположенных по длине указанного стрингера и объем которых изменяется по длине указанного стрингера.
2. Стрингер по п.1, отличающийся тем, что объем указанных отверстий увеличивается в направлении края указанного стрингера у законцовки крыла.
3. Стрингер по п.1, отличающийся тем, что объем указанных отверстий уменьшается в зоне точки приложения сосредоточенной нагрузки к указанному стрингеру.
4. Стрингер по п.1, отличающийся тем, что центры указанных отверстий лежат на прямой линии.
5. Стрингер по п.1, отличающийся тем, что центры указанных отверстий лежат на кривой линии.
6. Стрингер по п.1, отличающийся тем, что обе указанные боковые панели выполнены перфорированными.
7. Стрингер по п.6, отличающийся тем, что указанная группа отверстий в каждой боковой панели включает в себя отверстия одинаковых размеров и формы.
8. Стрингер по п.1, отличающийся тем, что форма указанных отверстий является округлой.
9. Стрингер по п.1, отличающийся тем, что центры указанных отверстий расположены друг от друга с одинаковым шагом.
10. Способ изготовления стрингера для крыла летательного аппарата, включающий в себя формование заготовки стрингера с двумя пространственно разделенными полками с противолежащими внутренними краями и с возможностью их крепления к листу обшивки крыла, двумя боковыми панелями, которые проходят от указанных полок в сходящихся плоскостях и каждая из которых выполнена как единое целое с соответствующим внутренним краем указанной полки, верхнюю панель, которая расположена в плоскости, лежащей в основном параллельно указанным полкам, соединяет указанные боковые панели друг с другом и выполнена как единое целое с указанными боковыми панелями, отличающийся тем, что он включает перфорирование по меньшей мере одной из указанных боковых панелей с образованием группы отверстий, расположенный по длине указанного стрингера и объем которых изменяется по длине указанного стрингера.
11. Способ по п.10, отличающийся тем, что создают объем указанных отверстий, который увеличивается в направлении края указанного стрингера у законцовки крыла.
12. Способ по п.10, отличающийся тем, что создают объем указанных отверстий, который уменьшается в зоне точки приложения сосредоточенной нагрузки к указанному стрингеру.
13. Способ по п.10, отличающийся тем, что выполняют центры указанных отверстий лежащими на прямой линии.
14. Способ по п.10, отличающийся тем, что выполняют центры указанных отверстий лежащими на кривой линии.
15. Способ по п.10, отличающийся тем, что перфорируют обе указанные боковые панели.
16. Способ по п.15, отличающийся тем, что создают указанную группу отверстий в каждой боковой панели с отверстиями одинаковых размеров и формы.
17. Способ по п.10, отличающийся тем, что создают округлую форму указанных отверстий.
18. Способ по п.10, отличающийся тем, что выполняют центры указанных отверстий стоящими друг от друга с равным шагом.
19. Способ по п.10, отличающийся тем, что формование осуществляют путем экструзии.
| Погрузчик | 1979 |
|
SU829552A1 |
| US 3034608 А, 15.05.1962 | |||
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ КИЛЯ С ФЮЗЕЛЯЖЕМ ЛЕТАТЕЛЬНОГО АППАРАТА | 1988 |
|
SU1683269A1 |
| Экструзионная головка для изготовления полых профильных изделий из полимерных материалов | 1989 |
|
SU1680547A1 |
| SU 1777297 А1, 20.05.1997. | |||

