Изобретение относится к способу изготовления волокнистого слоя, в частности бумаги, используемого, в частности, для изготовления защищенных документов типа банкнот, чеков, проездных документов, билетов на культурные или спортивные мероприятия. Оно охватывает также формующую сетку и способ изготовления такой сетки.
В нижеследующем описании под термином «бумага» понимается любой лист, получаемый в результате мокрого процесса из пульпы - суспензии натуральных целлюлозных волокон и/или иных минеральных или органических волокон, возможно синтетических, которая может включать в себя различные наполнители и добавки, обычно применяемые в бумажной промышленности.
При производстве защищенных документов применяют разнообразные защитные элементы, которые вызывают образование утолщений в листе с такими элементами.
Например, для установления подлинности бумажного документа используют водяные знаки. В этом качестве может применяться так называемый «темный» водяной знак. Такой знак получают при изготовлении волокнистого листа с помощью цилиндров с вытравленным углублением в форме подлежащего воспроизведению водяного знака. При этом получают лист с водяным знаком, который выглядит темным при осмотре листа на просвет, причем темные зоны обусловлены скоплением волокон в процессе формования листа в травленых углублениях. Таким образом, плотность волокон, а значит, и толщина листа в этих зонах больше, чем на остальном пространстве листа.
Таким образом, в подобных водяных знаках имеются утолщения. В среднем в готовых защищенных листах типа банкнот размер таких утолщений составляет 20 мкм, а у более темных водяных знаков он может достигать 35 мкм.
Еще один широко используемый тип защитного элемента - это защитная нить. Она имеет вид сплошной длинной полоски, вводимой в пульпу при изготовлении листа или, как вариант, между двумя волокнистыми слоями. В некоторых случаях для осмотра нити выполняют проемы (их называют «окнами») на одной или обеих сторонах листа.
В заявке №ЕР 0059056 описано введение нити в волокнистый монослой в ходе формования слоя, причем нить видима в окнах на одной из его сторон.
Защитные нити и полоски имеют ширину, как правило, в пределах 1-30 мм и толщину в пределах 10-50 мкм, и располагаются от края до противоположного по всей длине, ширине или высоте листа и, следовательно, не занимают всей площади его поверхности. Поэтому они также вызывают утолщение относительно остального пространства листа.
При укладке в стопу листов с защитными элементами, образующими утолщения, части, содержащие эти элементы, оказываются наложенными друг на друга, формируя при этом в стопе приподнятые зоны. Это может повлечь проблемы в ходе обработки листов, например при резке или печати, а также создается опасность соскальзывания листов в стопе, в частности, при их автоматическом подборе. Проблемы, обусловленные неплоскими поверхностями листов, могут возникнуть в машинах для сортировки документов типа банкнот, а также при хранении таких листов в кипах.
Для устранения указанных проблем специалисты могут поместить между листами специальные прокладки. Можно также укладывать вразнобой стопки из нескольких листов, чтобы чередовать в пространстве утолщения стопы. В этом случае требуются определенные манипуляции с листами, чтобы стало возможно их обрабатывать, что требует дополнительных трудоемких операций, препятствующих быстрой обработке, в частности, во время печати.
Специалисты прибегают и к иным техническим решениям, так, например, можно каландрировать листы с водяными знаками, но тогда знаки станут светлее и степень защиты листа понизится. В случае с листами, содержащими защитные нити, общепринятая практика предусматривает применение разгона нитей, т.е. незначительный сдвиг между положениями защитных нитей в смежных листах, например, в последовательности из четырех листов, чтобы ограничить наложение нитей в процессе укладки листов в стопы.
Из заявки №ЕР 0773220 известен волокнистый защищенный лист, содержащий водяной знак и, по меньшей мере, одну защитную полоску, которые размещают таким образом, чтобы взаимно компенсировать образуемые ими утолщения и получить более плоский лист.
Однако такой лист остается все-таки недостаточно плоским, а его защитные элементы - нити, полоски или водяные знаки - по-прежнему выступают над чистовой поверхностью листа. С другой стороны, предложенное в вышеуказанной заявке решение предполагает определенное взаимное расположение водяного знака и полоски, что усложняет их размещение и ограничивает многообразие возможных компоновок.
Таким образом, в настоящее время нет достаточно удовлетворительного технического решения, которое позволяло бы получать плоские листы с защитными элементами, такими как водяные знаки, защитные нити или иные, вызывающие образование утолщений на поверхности листа относительно его чистовой поверхности.
Задача изобретения состоит, следовательно, в разработке способа изготовления волокнистого слоя с подобными защитными элементами, на поверхности которого не было бы явных утолщений.
Как обнаружили заявители, эта задача решается благодаря способу изготовления в ходе мокрого процесса волокнистого слоя на формующей сетке бумагоделательной машины, которая содержит стопу сеток, содержащую наложенные друг на друга лицевую сетку и по меньшей мере один подсеток, а волокнистый слой содержит по меньшей мере один элемент некоторой толщины, причем способ отличается тем, что он включает в себя этап формования указанного слоя обезвоживанием пульпы на формующей сетке, стопа сеток которой имеет область пониженного, по сравнению с первым подсетком, обезвоживания в по меньшей мере одном подсетке и/или под лицевой сеткой, причем указанная область пониженного обезвоживания отвечает положению указанного элемента.
Формующую сетку бумагоделательной машины выполняют, как правило, в виде стопы, в частности, чтобы придать сетке достаточную жесткость для применения на всех этапах процесса изготовления бумаги - из нескольких сеток, тканных из металлических или пластиковых нитей, и применяют для обезвоживания пульпы, отливаемой на нее при формовании волокнистого слоя.
В данном описании под «лицевой сеткой» понимается внешняя сетка стопы, на которой обезвоживается пульпа при формировании волокнистого слоя и которую при необходимости подвергают тиснению для придания этому слою рельефа типа водяных знаков.
Термином «подсеток» здесь обозначается любая сетка стопы, отличная от лицевой. Кроме того, «первым подсетком» здесь называется подсеток, который находится непосредственно под лицевой сеткой, а «вторым подсетком» - подсеток, находящийся непосредственно под первым подсетком.
Обычно линейная плотность нитей равномерна для отдельной сетки или подсетка и убывает в направлении от лицевой сетки к последнему подсетку, и при этом известно, что чем ниже плотность нитей, тем выше скорость обезвоживания.
Таким образом, выражение «область пониженного обезвоживания» - по сравнению с первым подсетком - обозначает область, в которой скорость обезвоживания ниже скорости обезвоживания на первом подсетке.
Предпочтительно, чтобы в качестве подсетка с одной или несколькими зонами пониженного обезвоживания использовался первый подсеток, находящийся непосредственно под лицевой сеткой.
В соответствии с заявляемым способом, в зоне лицевой сетки, находящейся над областью пониженного обезвоживания, создаваемой на одном из подсетков, количество отлагающихся волокон меньше количества волокон, отлагающихся на остальной части лицевой сетки. Поэтому толща волокон будет там меньше, чем в остальной части волокнистого слоя, в результате чего образуется впадина. То есть толщина защитного элемента, помещенного в это же место, будет скомпенсирована уменьшением количества отложившихся волокон. Следовательно, на поверхности волокнистого слоя не будет явных утолщений.
Преимущество заявляемого способа заключается в том, что с его помощью можно получить волокнистый слой, не имеющий на своей поверхности явных утолщений, причем для этого не нужно дорабатывать лицевую сетку, а это значит, в частности, что не требуется менять существующие тисненые лицевые сетки, используемые, например, для нанесения водяных знаков.
Другое преимущество заявляемого способа состоит в том, что его реализация вовсе не требует или требует лишь незначительного изменения структуры защитного элемента, толщина которого компенсируется. Частью своей толщины элемент, ответственный за образование утолщения, уже не лежит на поверхности волокнистого слоя, а вложен в углубление, сформированное в слое.
Предпочтительно, чтобы скорость обезвоживания в области пониженного обезвоживания была равна или меньше скорости обезвоживания на лицевой сетке.
В соответствии с одним из вариантов осуществления изобретения, элемент заданной толщины формируют или внедряют во влажный слой в процессе формования слоя на формующей сетке. В частности, это может быть водяной знак или защитная нить.
В соответствии с другим вариантом осуществления изобретения, элемент заданной толщины крепится к слою после его формования. В частности, это может быть плоский элемент в виде полоски (тонкая пленка) или малоразмерный плоский элемент («заплатка»), который крепится к поверхности слоя, причем крепление элемента можно производить после высыхания волокнистого слоя, вне бумагоделательной машины.
Предпочтительно, чтобы пульпа содержала целлюлозные волокна, в частности хлопковые волокна, и/или органические синтетические волокна, и/или минеральные волокна.
В соответствии с одним из предпочтительных вариантов осуществления изобретения, стопа сеток представляет собой цилиндрическую формующую сетку ротационной бумагоделательной машины. Этот вариант особо выгоден в том случае, если защитный элемент, толщина которого компенсируется, представляет собой водяной знак или элемент вроде защитной нити, видимой в соответствующем окне.
В соответствии с другим вариантом осуществления, стопа сеток представляет собой плоскую формующую сетку столовой бумагоделательной машины.
Предпочтительно, чтобы область пониженного обезвоживания имела размеры, равные или заметно превышающие размеры соответствующего защитного элемента заданной толщины. Благодаря этому образуется углубление относительно поверхности слоя, а защитный элемент, в случае водяного знака, образует рельеф на поверхности углубления.
Толщина защитного элемента меньше толщины волокнистого слоя, предпочтительно в пределах 10-60 мкм, и, в частности, 20-40 мкм.
Предпочтительно, чтобы волокнистый слой имел толщину в пределах 80-120 мкм.
В соответствии с одним из вариантов осуществления изобретения, сетка и подсетки состоят из переплетенных нитей, которые образуют ячейки.
В соответствии с одним из предпочтительных вариантов осуществления, в области пониженного обезвоживания плотность нитей равна или превышает плотность нитей на лицевой сетке. Так, например, плотность в области пониженного обезвоживания составляет 12 нитей/см (30 нитей/дюйм), тогда как на лицевой сетке она равна 8 нитей/см (20 нитей/дюйм) при неизменном диаметре нити. Специалисту вполне по силам подобрать нужную плотность нитей в области пониженного обезвоживания в зависимости от толщины защитного элемента, которую требуется компенсировать.
Предпочтительно, чтобы толщина элемента на поверхности листа, за счет области пониженного обезвоживания, компенсировалась в такой степени, чтобы наивысшая точка сечения рельефа, образованного защитным элементом, находилась на одном уровне с чистовой поверхностью волокнистого слоя. Благодаря этому удается получить плоскую поверхность по всему волокнистому слою и на обеих его сторонах.
В соответствии с одним из вариантов осуществления изобретения, на лицевой сетке имеются тиснения, в частности углубления, обращенные к области пониженного обезвоживания.
Так, например, лицевая сетка снабжена тиснениями для создания водяных знаков. Ее можно также гальванически покрыть участками, препятствующими обезвоживанию, для создания сквозных или глухих отверстий в волокнистом слое.
В частности, когда лицевая сетка имеет тиснения, например углубленные, для формирования в волокнистом слое водяного знака, в первом и/или втором подсетке выполняют проем напротив тисненых зон лицевой сетки. Это позволяет предотвратить прижатие тисненых зон лицевой сетки к первому и/или второму подсетку и защитить водяной знак в волокнистом слое.
В соответствии с одним из вариантов осуществления, в первом подсетке имеется проем напротив места расположения элемента заданной толщины, а под лицевой сеткой, в положении, соответствующем указанному элементу, закреплена перфорированная деталь с размерами, приблизительно равными размерам проема, обеспечивающая пониженное обезвоживание по сравнению с подсетком.
В соответствии с другим вариантом осуществления, в первом подсетке имеется проем напротив места расположения элемента заданной толщины, а в этом проеме, в положении, соответствующем указанному элементу, к первому подсетку прикреплена перфорированная деталь с размерами, приблизительно равными размерам указанного проема, обеспечивающая пониженное обезвоживание по сравнению с подсетком.
Предпочтительно, чтобы такая перфорированная деталь с размерами, приблизительно равными размерам проема, имела тиснения, такие же, как и лицевая сетка.
В соответствии с одним из вариантов осуществления, по меньшей мере, одна область пониженного обезвоживания имеет разрывы. Этот вариант выгоден, в частности, в тех случаях, когда элемент, толщину которого требуется компенсировать, представляет собой сплошную полоску, частично внедряемую в волокнистый слой и расположенную в проемах заподлицо с поверхностью волокнистого слоя, а также в случае водяных знаков, либо в случае малоразмерного, по сравнению с размерами слоя, плоского элемента («заплатка»).
В соответствии с другим вариантом осуществления, по меньшей мере в одном подсетке имеется по меньшей мере одна область пониженного обезвоживания в виде сплошной зоны некоторой ширины, простирающейся по всей длине или по всей ширине формующей сетки. Этот вариант выгоден, в частности, в тех случаях, когда элемент, толщину которого требуется компенсировать, представляет собой сплошную полоску, по меньшей мере частично вводимую в волокнистый слой, типа защитной нити, в том числе видимой в окнах.
В соответствии с одним из вариантов осуществления, способ включает в себя этап, на котором указанную сплошную полоску внедряют в процессе формования волокнистого слоя на формующей сетке в зону, обращенную к области пониженного обезвоживания. Например, внедряемая полоска представляет собой защитную полоску или нить шириной в пределах 1-30 мм, и, в частности, в пределах 1-10 мм.
В соответствии с другим вариантом осуществления, волокнистый слой содержит темный или теневой водяной знак, причем водяной знак образуется тиснениями, имеющими углубленные части в лицевой сетке, причем тиснения находятся напротив областей пониженного обезвоживания.
В соответствии с одним из вариантов осуществления, область пониженного обезвоживания содержит несколько зон с разными скоростями обезвоживания.
В частности, такая область пониженного обезвоживания содержит центральную зону, окруженную, по меньшей мере, двум краевыми зонами, причем центральная и краевые зоны отличаются скоростями обезвоживания. Предпочтительно, чтобы в центральной зоне наблюдалась меньшая скорость обезвоживания по сравнению с краевыми зонами. Этот вариант может быть выгоден в тех случаях, когда область пониженного обезвоживания достаточно широка.
Можно также предусмотреть разделение области пониженного обезвоживания на несколько зон, причем скорость обезвоживания возрастает по мере приближения зон к центру области, вследствие чего возникает градиент степеней обезвоживания.
Изобретение также относится к формующей сетке бумагоделательной машины, применяемой при формовании волокнистого слоя, которая содержит стопу сеток, содержащую лицевую сетку и по меньшей мере один подсеток, причем сетка отличается тем, что по меньшей мере одна область пониженного, по сравнению с первым подсетком, обезвоживания размещена, по меньшей мере, на одном подсетке и/или закреплена под лицевой сеткой.
Предпочтительно, чтобы скорость обезвоживания в области пониженного обезвоживания была равна или меньше скорости обезвоживания на лицевой сетке.
Предпочтительно также, чтобы первый подсеток содержал область пониженного обезвоживания.
Кроме того, предпочтительно, чтобы все области пониженного обезвоживания находились на первом подсетке.
В соответствии с одним из вариантов осуществления, лицевая сетка содержит тиснения, в частности углубленные тиснения, в частности, находящиеся напротив области пониженного обезвоживания.
Предпочтительно, чтобы область пониженного обезвоживания содержала тиснения, идентичные тиснениям на лицевой сетке и находящиеся напротив этих последних.
В соответствии с одним из вариантов осуществления, в первом подсетке выполнен проем, а под лицевой сеткой закреплена перфорированная деталь с размерами, приблизительно равными размерам указанного проема, обеспечивающая пониженное обезвоживание по сравнению с этим подсетком.
В соответствии с другим вариантом осуществления, первый подсеток содержит перфорированную деталь, обеспечивающую пониженное обезвоживание по сравнению с этим подсетком.
В соответствии с одним из вариантов осуществления, лицевая сетка и подсетки состоят из переплетенных нитей, образующих ячейки.
Предпочтительно, чтобы в области пониженного обезвоживания линейная плотность нитей была равна или превышала линейную плотность нитей на лицевой сетке.
В соответствии с одним из вариантов осуществления, область пониженного обезвоживания содержит несколько зон с разными скоростями обезвоживания.
В частности, указанная область пониженного обезвоживания содержит центральную зону, окруженную, по меньшей мере, двумя краевыми зонами, причем указанные центральная и краевые зоны имеют разные скорости обезвоживания. Предпочтительно, чтобы в центральной зоне скорость обезвоживания была меньше скорости обезвоживания в краевых зонах.
Изобретение относится также к способу изготовления сетки описанного выше типа, отличающемуся тем, что область пониженного обезвоживания выполняют с использованием фрагмента сетки или перфорированной детали, обеспечивающей пониженное обезвоживание по сравнению с первым подсетком.
В соответствии с одним из вариантов осуществления изобретения, область пониженного обезвоживания выполняют с использованием фрагмента сетки с более высокой плотностью нитей, чем плотность нитей первого подсетка, в частности, равной или превышающей плотность нитей лицевой сетки.
В соответствии с одним из вариантов осуществления, область пониженного обезвоживания расположена на одном из подсетков и образована вырезанием фрагмента этого подсетка с последующим закреплением на его месте приблизительно тех же размеров фрагмента сетки с более высокой плотностью нитей, чем в остальной части подсетка.
В частности, указанная часть сетки имеет линейную плотность нитей, равную или превышающую плотность лицевой сетки.
В соответствии с другим вариантом осуществления, область пониженного обезвоживания выполняют закреплением части сетки непосредственно под лицевой сеткой.
В соответствии с еще одним вариантом осуществления, область пониженного обезвоживания подсетка образуют вырезанием фрагмента подсетка с закреплением на его месте перфорированной детали, обеспечивающей пониженное обезвоживание по сравнению с этим подсетком.
В соответствии со следующим вариантом осуществления, область пониженного обезвоживания получают закреплением перфорированной детали непосредственно под лицевой сеткой.
В соответствии со следующим вариантом осуществления, такую перфорированную деталь выполняют из металла или из пластика.
В соответствии со следующим вариантом осуществления, указанную перфорированную деталь получают нанесением на лицевую сетку светочувствительной смолы и облучением этой смолы через перфорированную маску, при этом облученные участки смолы удаляются. Речь может идти, например, о полимерной органической смоле, чувствительной к ультрафиолетовым лучам, причем УФ-излучение вызывает растворение облученных зон, которые затем удаляют.
В соответствии со следующим вариантом осуществления, перфорированную деталь получают нанесением на лицевую сетку светочувствительной смолы и облучением этой смолы через перфорированную маску, при этом необлученные участки смолы удаляются. Речь может идти, например, о полимеризуемой органической смоле, чувствительной к ультрафиолетовым лучам, причем УФ-излучение вызывает полимеризацию облученных зон и, следовательно, повышает их прочность, в отличие от необлученных зон, которые затем удаляют.
В соответствии с одним из вариантов осуществления изобретения, лицевую сетку подвергают тиснению, а на указанном фрагменте сетки или на указанной перфорированной детали выполняют тиснение, такое же, как на лицевой сетке.
Изобретение относится также к защищенному листу, содержащему, по меньшей мере, один волокнистый слой, получаемый с применением одного из описанных выше способов изготовления и/или с помощью сетки типа описанной выше.
В частности, изобретение относится к листу, содержащему, по меньшей мере, один водяной знак и/или, по меньшей мере, одну защитную нить, точнее, защитную нить, видимую в окнах, в частности, согласно описанию в заявке на патент №ЕР 0 059 056.
Наконец, изобретение охватывает защищенный документ, получаемый из описанного выше защищенного листа. В частности, изобретение относится к платежному средству типа банкноты или чека, удостоверению личности типа личной карты или паспорта, проездному документу, билету на культурное или спортивное мероприятие.
Ниже приводится более детальное описание изобретения со ссылками на приложенные чертежи, где
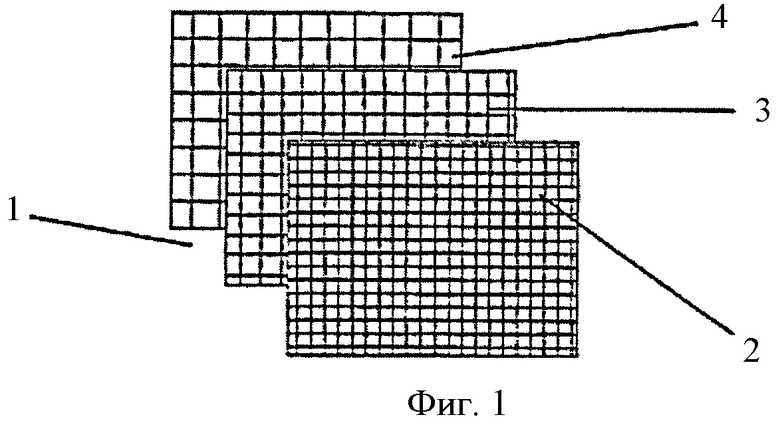
фиг.1 показывает часть стопы сеток, образующих заявляемую формующую сетку;
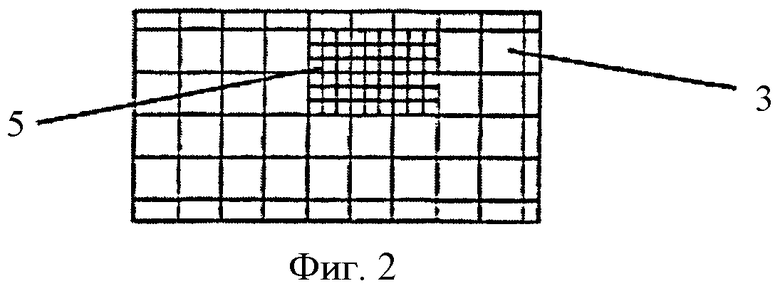
фиг.2 показывает подсеток, являющийся частью заявляемой сетки, причем указанный подсеток имеет область пониженного обезвоживания;
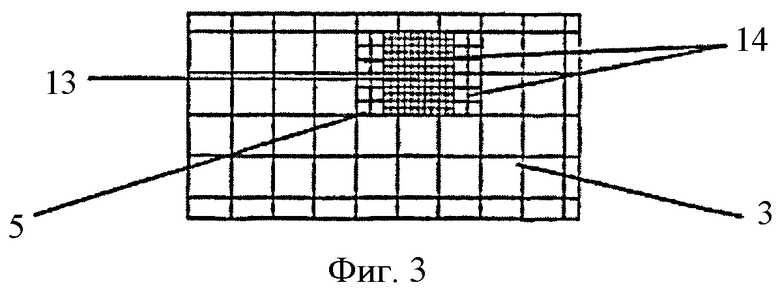
фиг.3 показывает подсеток, являющейся частью сетки согласно другому варианту осуществления изобретения, причем указанный подсеток имеет область пониженного обезвоживания, которая разделена на несколько зон с разными скоростями обезвоживания;
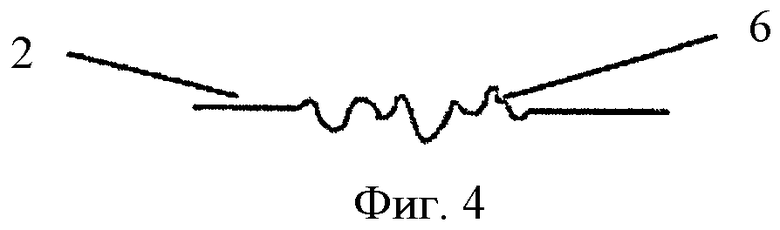
фиг.4 показывает часть лицевой сетки с тиснением для создания теневого водяного знака в волокнистом слое;
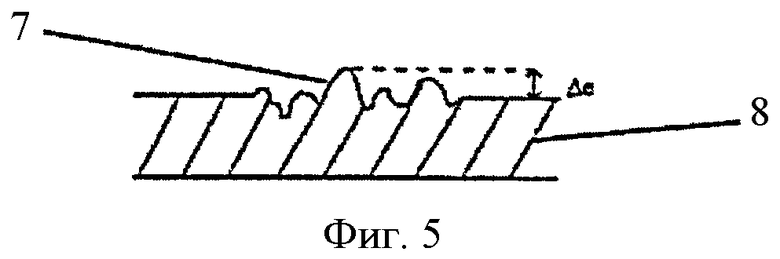
фиг.5 показывает в разрезе волокнистый слой с водяным знаком, получаемый с помощью лицевой сетки с фиг.4 по традиционной технологии, известной из уровня техники;
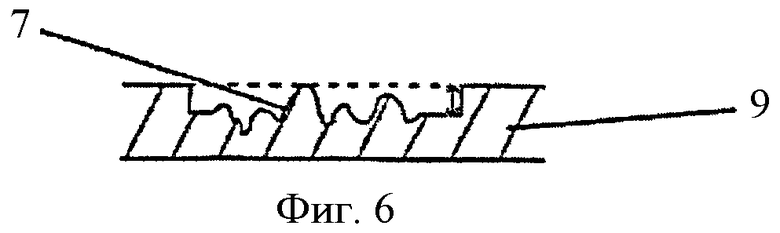
фиг.6 показывает в разрезе волокнистый слой с водяным знаком, получаемый с помощью лицевой сетки с фиг.4 согласно заявляемому способу;
фиг.7 показывает в разрезе волокнистый слой с защитной нитью, получаемый по традиционной технологии, известной из уровня техники;
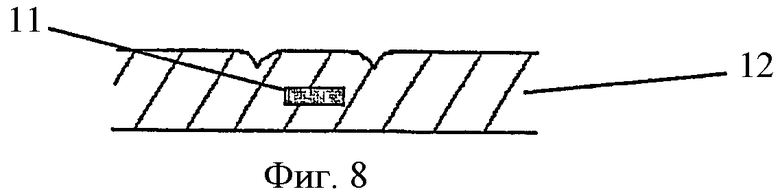
фиг.8 показывает в разрезе волокнистый слой с защитной нитью, получаемый согласно заявляемому способу.
Приводимые на чертежах изображения представлены для простоты в схематическом виде, причем относительные пропорции разных компонентов не всегда соблюдаются.
На фиг.1 показана часть стопы 1 сеток, образующих заявляемую формующую сетку. Эта стопа содержит лицевую сетку 2, которая служит внешней сеткой стопы 1 и находится в непосредственном контакте с пульпой и на которой формируется волокнистый слой 2.
Ниже лицевой сетки 2 находятся два подсетка 3, 4. Второй подсеток 4 имеет линейную плотность нитей, меньшую, чем первый подсеток 3, линейная плотность нитей которого в свою очередь меньше, чем у лицевой сетки 2.
На фиг.2 в упрощенном виде представлен подсеток 3, являющийся частью стопы 1 сеток согласно изобретению, причем подсеток имеет область 5 пониженного обезвоживания. В области пониженного обезвоживания линейная плотность нитей выше, чем в остальной части подсетков 3, 4, в результате чего в этой области при формировании волокнистого слоя обезвоживание пульпы происходит с пониженной скоростью по сравнению с остальной частью подсетка и, следовательно, количество отлагающихся волокон меньше количества волокон, отлагающихся вне этой области.
На фиг.3 в упрощенном виде иллюстрируется другой вариант выполнения стопы 1 сеток согласно изобретению, в соответствии с которым область 5 пониженного обезвоживания подсетка 3 разделена на несколько зон 13, 14 с разными скоростями обезвоживания. Область 5 пониженного обезвоживания имеет центральную зону 13, окруженную двумя краевыми зонами 14. В центральной зоне 13 линейная плотность нитей выше, чем в краевых зонах 14, в результате чего скорость обезвоживания, а следовательно, и количество отлагающихся волокон в этой зоне меньше, чем в краевых зонах 5. Подобная компоновка особенно выгодна в случае, если область пониженного обезвоживания велика.
На фиг.4 приведен вид в разрезе одного из участков лицевой сетки 2 с участком 6 тиснения для получения теневого водяного знака 7 в волокнистом слое 8, 9. Большее количество волокон будет скапливаться в углубленных зонах.
На фиг.5 приведен вид в разрезе волокнистого слоя 8 с водяным знаком 7, получаемого с помощью тисненой лицевой сетки 2 с фиг.4 по традиционной технологии, известной из уровня техники, на цилиндрической форме бумагоделательной машины с традиционной формующей сеткой. Получаемый таким образом волокнистый слой 8 имеет утолщение Δе в месте расположения водяного знака 7, соответствующем углубленным зонам тиснения на лицевой сетке 2.
На фиг.6 приведен вид в разрезе волокнистого слоя 9 с водяным знаком 7, получаемого с использованием лицевой сетки 2 с фиг.4 согласно заявляемому способу, причем первый подсеток имеет область пониженного обезвоживания в створе с участком 6 тиснения. На поверхности получаемого таким образом волокнистого слоя 9, в отличие от волокнистого слоя 8 с фиг.5, утолщения отсутствуют. Водяной знак 7 здесь тоже имеется, но он располагается в выемке, образовавшейся в листе благодаря области пониженного обезвоживания, вследствие чего, хотя водяной знак и имеет рельеф, он не выступает над плоскостью слоя 9.
На фиг.7 приведен вид в разрезе волокнистого слоя 10 с защитной нитью 11 шириной 1,2 мм и толщиной 25 мкм, получаемого на цилиндрической форме по традиционной технологии, известной из уровня техники. На поверхности получаемого таким образом слоя 10 имеется утолщение в окрестностях защитной нити 11, поскольку количество волокон, отлагающихся, соответственно, в окрестностях защитной нити 11 и остальной части слоя 10, имеют один и тот же порядок величин.
Наконец, на фиг.8 приведен вид в разрезе волокнистого слоя 12 с такой же защитной нитью, как и показанная на фиг.7, и получаемого в соответствии с заявляемым способом, причем первый подсеток имеет область пониженного обезвоживания по всему периметру цилиндрической формы, а ширина этой области несколько превышает ширину нити и составляет примерно 1,5 мм. На поверхности получаемого таким образом бумажного листа 12 нет утолщения, обусловленного защитной нитью 11, причем указанная нить внедрена в слой в районе области пониженного обезвоживания. Защитная нить 11 находится в выемке, образовавшейся в слое 12 благодаря области пониженного обезвоживания, вследствие чего слой 12 остается плоским.

Способ мокрого изготовления волокнистого слоя на формующей сетке бумагоделательной машины, имеющей стопу сеток. Причем указанная стопа сеток содержит наложенные друг на друга лицевую сетку и, по меньшей мере, один подсеток, а волокнистый слой содержит, по меньшей мере, один элемент заданной толщины. При этом способ включает в себя этап формования указанного слоя посредством обезвоживания пульпы на формующей сетке, стопа сеток которой имеет область пониженного, по сравнению с первым подсетком, обезвоживания, на уровне, по меньшей мере, одного подсетка и/или под лицевой сеткой. Причем область пониженного обезвоживания отвечает расположению указанного элемента. Группа изобретений также относится к формующей сетке, к способу ее изготовления, к защитному листу, полученному вышеуказанным способом, и к защищенному документу, полученному из защищенного листа. Группа изобретений обеспечивает получение волокнистого слоя с защитными элементами, на поверхности которого не было бы явных утолщений. 5 н. и 49 з.п. ф-лы, 8 ил.
1. Способ применения мокрого процесса изготовления волокнистого слоя на формующей сетке бумагоделательной машины, имеющей стопу сеток, причем указанная стопа сеток содержит наложенные друг на друга лицевую сетку и, по меньшей мере, один подсеток, а волокнистый слой содержит, по меньшей мере, один элемент заданной толщины, отличающийся тем, что включает в себя следующий этап:
формование указанного слоя посредством обезвоживания пульпы на формующей сетке, стопа сеток которой имеет область пониженного по сравнению с первым подсетком обезвоживания, на уровне, по меньшей мере, одного подсетка и/или под лицевой сеткой, причем область пониженного обезвоживания отвечает расположению указанного элемента.
2. Способ изготовления волокнистого слоя по п.1, отличающийся тем, что скорость обезвоживания в области пониженного обезвоживания равна или меньше скорости обезвоживания на лицевой сетке.
3. Способ изготовления волокнистого слоя по п.1 или 2, отличающийся тем, что элемент заданной толщины формируют или внедряют в слой в процессе формования слоя на формующей сетке.
4. Способ изготовления волокнистого слоя по п.1 или 2, отличающийся тем, что элемент заданной толщины прикрепляют к слою после формирования указанного слоя.
5. Способ изготовления волокнистого слоя по п.1 или 2, отличающийся тем, что элемент заданной толщины имеет толщину от 10 до 60 мкм, в частности от 20 до 40 мкм.
6. Способ изготовления волокнистого слоя по п.1 или 2, отличающийся тем, что указанный слой имеет толщину от 80 до 120 мкм.
7. Способ изготовления волокнистого слоя по п.1 или 2, отличающийся тем, что пульпа содержит целлюлозные волокна, в частности хлопковые волокна, и/или органические синтетические волокна, и/или минеральные волокна.
8. Способ изготовления волокнистого слоя по п.1 или 2, отличающийся тем, что стопа сеток представляет собой цилиндрическую формующую сетку ротационной бумагоделательной машины.
9. Способ изготовления волокнистого слоя по п.1 или 2, отличающийся тем, что стопа сеток представляет собой плоскую формующую сетку столовой бумагоделательной машины.
10. Способ изготовления волокнистого слоя по п.1 или 2, отличающийся тем, что размеры области пониженного обезвоживания равные или существенно превышают размеры указанного элемента заданной толщины.
11. Способ изготовления волокнистого слоя по п.1 или 2, отличающийся тем, что лицевая сетка и подсетки состоят из переплетенных нитей, которые образуют ячейки.
12. Способ изготовления волокнистого слоя по п.11, отличающийся тем, что линейная плотность нитей области пониженного обезвоживания равна или превышает плотность нитей лицевой сетки.
13. Способ изготовления волокнистого слоя по любому из пп.1, 2 и 12, отличающийся тем, что лицевая сетка имеет тиснения, в частности углубленные, напротив области пониженного обезвоживания.
14. Способ изготовления волокнистого слоя по п.13, отличающийся тем, что в первом подсетке и/или втором подсетке выполнен проем напротив тиснений лицевой сетки.
15. Способ изготовления волокнистого слоя по любому из пп.1, 2 и 12, 14, отличающийся тем, что первый подсеток имеет проем напротив места расположения элемента заданной толщины, а под лицевой сеткой в положении, соответствующем указанному элементу, закреплена перфорированная деталь с размерами, приблизительно равными размерам указанного проема, обеспечивающая пониженное обезвоживание по сравнению с указанным подсетком.
16. Способ изготовления волокнистого слоя по любому из пп.1, 2 и 12, 14, отличающийся тем, что первый подсеток имеет проем напротив места расположения элемента заданной толщины, а в этом проеме в положении, соответствующем указанному элементу, к первому подсетку прикреплена перфорированная деталь с размерами, приблизительно равными размерам указанного проема, обеспечивающая пониженное обезвоживание по сравнению с указанным подсетком.
17. Способ изготовления волокнистого слоя по п.15, отличающийся тем, что лицевая сетка имеет тиснения и что указанная перфорированная деталь с размерами, приблизительно равными размерам указанного проема, имеет тиснения, такие же, как и лицевая сетка.
18. Способ изготовления волокнистого слоя по любому из пп.1, 2 и 12, 14 и 17, обличающийся тем, что, по меньшей мере, одна область пониженного обезвоживания имеет разрывы.
19. Способ изготовления волокнистого слоя по любому из пп.1, 2, 12, 14 и 17, отличающийся тем, что, по меньшей мере, одна область пониженного обезвоживания представляет собой сплошную область заданной ширины, простирающуюся по всей длине или по всей ширине формующей сетки.
20. Способ изготовления волокнистого слоя по любому из пп.1, 2, 12, 14 и 17, отличающийся тем, что элемент заданной толщины представляет собой сплошную полоску, по меньшей мере, частично внедренную в указанный слой.
21. Способ изготовления волокнистого слоя по п.20, отличающийся тем, что он содержит этап, на котором указанную сплошную полоску вводят, в процессе формования волокнистого слоя на формующей сетке, в зону напротив области пониженного обезвоживания.
22. Способ изготовления волокнистого слоя по п.20, отличающийся тем, что указанная полоска представляет собой защитную полоску или нить шириной от 1 до 30 мм, в частности от 1 до 10 мм.
23. Способ изготовления волокнистого слоя по любому из пп.1, 2, 12, 14, 17, 21 и 22, отличающийся тем, что волокнистый слой содержит темный или теневой водяной знак, причем указанный водяной знак образован тиснением с углубленными частями в лицевой сетке и указанное тиснение находится напротив области пониженного обезвоживания.
24. Способ изготовления волокнистого слоя по любому из пп.1, 2, 12, 14, 17, 21 и 22, отличающийся тем, что область пониженного обезвоживания содержит несколько зон с разными скоростями обезвоживания.
25. Способ изготовления волокнистого слоя по п.24, отличающийся тем, что область пониженного обезвоживания содержит центральную зону, окруженную, по меньшей мере, двумя краевыми зонами, причем центральная и краевые зоны характеризуются разными скоростями обезвоживания.
26. Способ изготовления волокнистого слоя по п.25, отличающийся тем, что центральная зона характеризуется меньшей скоростью обезвоживания, чем скорость обезвоживания в краевых зонах.
27. Формующая сетка бумагоделательной машины, содержащая стопу сеток, содержащую лицевую сетку и, по меньшей мере, один подсеток, отличающаяся тем, что, по меньшей мере, одна область пониженного по сравнению с первым подсетком обезвоживания находится на уровне, по меньшей мере, одного подсетка и/или закреплена под лицевой сеткой.
28. Формующая сетка по п.27, отличающаяся тем, что скорость обезвоживания в области пониженного обезвоживания равна или меньше скорости обезвоживания на лицевой сетке.
29. Формующая сетка по п.27 или 28, отличающаяся тем, что первый подсеток содержит область пониженного обезвоживания.
30. Формующая сетка по п.29, отличающаяся тем, что все области пониженного обезвоживания находятся на первом подсетке.
31. Формующая сетка по любому из пп.27, 28 и 30, отличающаяся тем, что лицевая сетка содержит тиснения, в частности углубленные тиснения, напротив области пониженного обезвоживания.
32. Формующая сетка по п.31, отличающаяся тем, что область пониженного обезвоживания содержит тиснения, идентичные тиснениям на лицевой сетке.
33. Формующая сетка по любому из пп.27, 28, 30 и 32, отличающаяся тем, что в первом подсетке выполнен проем, а под лицевой сеткой напротив указанного проема закреплена перфорированная деталь с размерами, приблизительно равными размерам проема, обеспечивающая пониженное обезвоживание по сравнению с подсетком.
34. Формующая сетка по любому из пп.27, 28, 30 и 32, отличающаяся тем, что первый подсеток содержит перфорированную деталь, обеспечивающую пониженное обезвоживание по сравнению с подсетком.
35. Формующая сетка по любому из пп.27, 28, 30 и 32, отличающаяся тем, что лицевая сетка и подсетки состоят из переплетенных нитей, образующих ячейки.
36. Формующая сетка по п.35, отличающаяся тем, что в области пониженного обезвоживания линейная плотность нитей равна или превышает линейную плотность нитей на лицевой сетке.
37. Формующая сетка по любому из пп.27, 28, 30, 32 и 36, отличающаяся тем, что область пониженного обезвоживания содержит несколько зон с разными скоростями обезвоживания.
38. Формующая сетка по п.37, отличающаяся тем, что область пониженного обезвоживания содержит центральную зону, окруженную, по меньшей мере, двумя краевыми зонами, причем центральная и краевые зоны имеют разные скорости обезвоживания.
39. Формующая сетка по п.38, отличающаяся тем, что в центральной зоне скорость обезвоживания меньше скорости обезвоживания в краевых зонах.
40. Способ изготовления формующей сетки по любому из пп.27-39, отличающийся тем, что область пониженного обезвоживания выполняют с использованием перфорированной детали или фрагмента сетки, обеспечивающего замедление обезвоживания по сравнению с первым подсетком.
41. Способ изготовления формующей сетки по п.40, отличающийся тем, что область пониженного обезвоживания выполняют с использованием фрагмента сетки с линейной плотностью нитей, превышающей плотность нитей первого подсетка.
42. Способ изготовления формующей сетки по п.40 или 41, отличающийся тем, что область пониженного обезвоживания выполняют с использованием фрагмента сетки с плотностью нитей, равной или превышающей плотность нитей лицевой сетки.
43. Способ изготовления формующей сетки по п.40 или 41, отличающийся тем, что область пониженного обезвоживания помещают на одном из подсетков и получают вырезанием фрагмента указанного подсетка с последующим закреплением на его месте фрагмента с теми же размерами сетки с более высокой плотностью нитей, чем в остальной части подсетка.
44. Способ изготовления формующей сетки по п.40 или 41, отличающийся тем, что область пониженного обезвоживания помещают на одном из подсетков и получают прикреплением к подсетку фрагмента сетки с линейной плотностью нитей, равной или превышающей плотность лицевой сетки.
45. Способ изготовления формующей сетки по п.40 или 41, отличающийся тем, что область пониженного обезвоживания представляет собой фрагмент сетки, закрепленный непосредственно под лицевой сеткой.
46. Способ изготовления формующей сетки по п.40, отличающийся тем, что область пониженного обезвоживания подсетка получают вырезанием фрагмента подсетка с закреплением на его месте перфорированной детали, обеспечивающей пониженное обезвоживание по сравнению с подсетком.
47. Способ изготовления формующей сетки по п.40, отличающийся тем, что область пониженного обезвоживания представляет собой перфорированную деталь, закрепленную непосредственно под лицевой сеткой.
48. Способ изготовления формующей сетки по п.46 или 47, отличающийся тем, что перфорированную деталь выполняют из металла или из пластика.
49. Способ изготовления формующей сетки по п.46 или 47, отличающийся тем, что перфорированную деталь получают нанесением на лицевую сетку светочувствительной смолы и облучением этой смолы через перфорированную маску, при этом облученные участки смолы удаляют.
50. Способ изготовления формующей сетки по п.46 или 47, отличающийся тем, что перфорированную деталь получают нанесением на лицевую сетку светочувствительной смолы и облучением этой смолы через перфорированную маску, при этом необлученные участки смолы удаляют.
51. Способ изготовления формующей сетки по п.46 или 47, отличающийся тем, что лицевую сетку подвергают тиснению, а на фрагменте сетки или на перфорированной детали выполняют тиснение, такое же, как на лицевой сетке.
52. Защищенный лист, отличающийся тем, что он содержит, по меньшей мере, один волокнистый слой, полученный способом по любому из пп.1-26.
53. Защищенный документ, отличающийся тем, что он содержит защищенный лист по п.52.
54. Защищенный документ по п.53, отличающийся тем, что указанный документ представляет собой платежное средство типа банкноты или чека, удостоверение личности типа личной карты или паспорта, проездной документ, билет на культурное или спортивное мероприятие.
| Многоприводной ленточный конвейер | 1975 |
|
SU549384A1 |
| Гидротаранная установка | 1979 |
|
SU773320A1 |
| СПОСОБ УСИЛЕНИЯ ЭЛЕКТРОННЫХ ТОКОВ | 1947 |
|
SU70172A1 |
| US 2004065743 A1, 08.04.2004 | |||
| US 5637858 A, 10.06.1997. | |||

