Изобретение относится к способу изготовления листового материала, имеющего по меньшей мере одно окно, а также к защищенному документу, получаемому с использованием этого способа.
Из предшествующего уровня техники известны различные защищенные листы, снабженные сквозными или несквозными окнами, которые дают возможность наблюдения за признаком защиты, помещенным в зоне такого окна. Как правило, подобные окна представляют собой выполненные в защищенном листе отверстия, перекрытые частично прозрачным защитным элементом типа фольги или накладки, в которую может быть помещен признак защиты.
В патенте GB 1552853 описана банкнота с бумажным слоем, в которую внедрена защитная нить. В указанном бумажном слое выполнены расположенные напротив друг друга окна, через которые видна защитная нить. Такие окна можно выполнить с помощью лазерного устройства, обеспечивающего удаление материала бумажного слоя с сохранением при этом неповрежденной защитной нити. В соответствии с альтернативным вариантом их можно также выполнить механически, например посредством вырезания или абразивной обработки.
В заявке ЕР 229645 раскрыта ценная бумага, имеющая два слоя бумаги, между которыми помещена защитная нить. По меньшей мере в одном из этих слоев выполнены отверстия, для чего использованы рельефы (выпуклости), имеющие место на сетке для формирования этого слоя.
В заявке ЕР 0687324 описан способ изготовления двухслойной бумаги, имеющей по меньшей мере одну зону с толщиной меньшей, чем у остальной части листа. В результате получают практически прозрачную зону, не прибегая для этого к прокалыванию бумаги в этом месте.
Далее, из заявки WO 95/09274 известен лист ценной бумаги, состоящий из двух расположенных напротив друг друга слоев, каждый из которых имеет зону нулевой толщины, и одной полоски из прозрачного материала, внедренной в бумажный лист, в результате чего указанная полоска оказывается напротив зон нулевой толщины, что позволяет получить прозрачное окно.
Недостатком таких листов является то, что на их поверхностях появляются зоны разной толщины, в частности утолщения в месте расположения внедренной полоски, так что в случае, если зоны малой или нулевой толщины имеют значительную площадь поверхности, становится крайне затруднительно работать с подобным листом в промышленных масштабах. Дело в том, что при необходимости хранения или транспортировки листов их укладывают в больших количествах в стопу, при этом зоны малой толщины будут неизбежно накладываться одна на другую, что приведет к нарушению равновесия стопы.
В заявке WO 2004/001130 описан способ выполнения бумажной подложки, состоящий в том, что в соприкосновение с формующей сеткой приводят специальную защитную нить, причем сетка имеет выпуклости, обеспечивающие возможность выполнения в подложке окон, через которые виден край защитной нити. Этот способ непригоден для внедрения в бумажную подложку защитной нити сравнительно большой ширины, так как в процессе внедрения широкой нити на поверхности бумажного слоя могут появиться видимые дефекты типа пропуска материала.
Из заявок ЕР 0860298 и ЕР 0625431 известен также способ изготовления ценной бумаги, в соответствии с которым вживляют в первый бумажный слой защитную нить с использованием методики типа window thread («нить в окне»), описанной в заявке ЕР 0059056. На одной из сторон этого бумажного слоя выполнен ряд окон, через которые видна защитная нить. В случае применения сравнительно широкой защитной нити, в частности шириной более 2 мм, предусматривают скрепление первого слоя со вторым с целью сокрытия одного или нескольких дефектов.
Кроме того, из патента US 6428051 известна ценная бумага, имеющая волокнистый слой, в котором выполнено окно, закрытое фольгой, которое получают путем штампования в указанном слое. Размеры и/или форма окна определяются видом используемого пробивного инструмента, поэтому при желании сформировать окна с разными размерами и/или формами инструмент приходится менять.
В заявке DE 102005045566 описан способ изготовления листа, имеющего два бумажных слоя, один из которых может иметь зону нулевой толщины, в которую помещен признак защиты, а во втором могут быть выполнены одна или несколько выемок.
Из французской заявки на патент FR 2891761 известен способ изготовления листового материала, имеющего два бумажных слоя, в которых выполнены окна, получаемые набрызгиванием под давлением по меньшей мере одного слоя жидкости под давлением после соединения двух бумажных слоев.
Наконец, из заявок WO 00/39391 и WO 2005/0512249 известны способы формирования бумажного листа, выполняемого в виде единственного слоя на одном барабане.
Цель изобретения - разработать такой способ, который позволил бы получить листовой материал с окном, в которое помещен признак защиты, предпочтительно достаточной ширины, и, в частности, не имеющий сколько-нибудь заметных утолщений.
Таким образом, предметом изобретения является способ изготовления листового материала, имеющего по меньшей мере два наложенных один на другой волокнистых слоя, включающий в себя следующие этапы: выполняют первый бумажный слой, имеющий по меньшей мере одну удлиненную зону нулевой толщины, посредством фильтрования водной суспензии волокон на сетке первого барабана или фермера, выполняют второй бумажный слой на сетке второго барабана с формированием по меньшей мере одной выемки во втором слое, помещают по меньшей мере один, по меньшей мере частично прозрачный, элемент между двумя еще влажными слоями и соединяют оба слоя таким образом, чтобы указанная по меньшей мере одна выемка второго слоя, указанный по меньшей мере один, по меньшей мере/частично прозрачный, элемент и указанная по меньшей мере одна удлиненная зона нулевой толщины первого слоя располагались напротив друг друга, высушивают полученную таким образом структуру.
В результате удается получить листовой материал, в структуре которого имеется прозрачное окно, располагающееся в месте наложения удлиненной зоны нулевой толщины, содержащей по меньшей мере частично прозрачный элемент первого слоя, и выемки второго слоя.
Одно из преимуществ изобретения состоит в том, что при введении по меньшей мере частично прозрачного элемента между двумя еще влажными слоями в процессе формирования листового материала происходит усиление скрепления по меньшей мере частично прозрачного элемента с листовым материалом, вследствие чего значительно уменьшается опасность отслаивания структуры. Кроме того, благодаря тому, что введение по меньшей мере частично прозрачного элемента имеет место в процессе формирования листового материала, а не после его изготовления, воспроизведение указанного материала становится чрезвычайно затруднительным и одновременно снижаются производственные затраты.
В соответствии с одним из вариантов осуществления изобретения, в качестве волокон используют целлюлозные волокна.
В соответствии с одним из предпочтительных вариантов осуществления, ширина по меньшей мере частично прозрачного элемента выполнена большей, чем ширина удлиненной зоны нулевой толщины первого слоя, так чтобы при введении этого элемента в листовой материал оба края этого элемента оказались введенными между двумя волокнистыми слоями. Предпочтительно, чтобы по меньшей мере частично прозрачный элемент имел ширину, превышающую ширину удлиненной зоны нулевой толщины, в которую он помещен, на 4-10 мм.
Ширина каждой удлиненной зоны нулевой толщины первого слоя составляет предпочтительно от 5 до 50 мм, а еще предпочтительнее от 10 до 25 мм.
Ширина каждого по меньшей мере частично прозрачного элемента составляет предпочтительно от 9 до 60 мм, а еще предпочтительнее от 14 до 35 мм.
В соответствии с одним из вариантов осуществления изобретения толщина по меньшей мере частично прозрачного элемента составляет, например, от 10 до 50 мкм. Целесообразно, чтобы толщина этого элемента была такой же, как у первого слоя, с тем чтобы наружная поверхность первого слоя была практически плоской, без сколько-нибудь заметных утолщений. Так, например, толщина первого слоя листа может составлять 20 мкм, при этом в зоне нулевой толщины первого слоя помещают сплошную полоску такой же толщины.
По сравнению с однослойными защищенными листами, известными из предшествующего уровня техники, способ согласно изобретению обладает тем преимуществом, что, поскольку листовой материал состоит из нескольких слоев, можно подобрать толщину первого слоя такой, чтобы она соответствовала толщине по меньшей мере частично прозрачного элемента, что позволит получить практически плоский лист, вне зависимости от выбранной толщины прозрачного элемента.
В соответствии с одним из особо предпочтительных вариантов осуществления по меньшей мере частично прозрачный элемент снабжен по меньшей мере одним средством защиты от подделок. В частности, указанный по меньшей мере частично прозрачный элемент может представлять собой устройство с изменяемым интерференционным оптическим эффектом, в частности радужным и/или дифракционным, на жидких кристаллах, систему линз, голограмму, магнитное, металлическое или кристаллическое покрытие, магнитные волокна, индикаторы, обнаруживаемые с помощью магнитного резонанса, индикаторы, обнаруживаемые с помощью рентгеновской флюоресценции, биомаркеры, лак или чернила, люминесцентные, в частности флюоресцентные, индикаторы, фотохромные, термохромные, электролюминесцентные, и/или пьезохромные, и/или трибометрические соединения, и/или соединения, меняющие цвет при соприкосновении с одним или несколькими заранее заданными веществами, либо любое иное подобное средство защиты от подделок.
В соответствии с одним из частных вариантов осуществления по меньшей мере одно средство защиты от подделок по меньшей мере частично прозрачного элемента располагают точно напротив выемки во втором слое. В результате получают защищенный лист, содержащий по меньшей мере одно средство защиты от подделок, которое можно наблюдать на уровне окна. Можно также предусмотреть такую конструкцию, в которой, по меньшей мере, частично прозрачный элемент будет включать в себя несколько средств защиты от подделок, из которых лишь некоторые будут располагаться напротив выемок второго слоя, а остальные не будут.
В соответствии с одним из вариантов по меньшей мере частично прозрачный элемент содержит по меньшей мере одно средство защиты от подделок, располагающееся напротив выемки второго слоя, причем на уровне выемки второго слоя общая толщина по меньшей мере частично прозрачного элемента близка к толщине листового материала. Так, например по меньшей мере частично прозрачный элемент может иметь толщину 20 мкм с утолщениями порядка 40 мкм на уровне выемок второго слоя, в которые можно поместить средство защиты от подделок.
Преимущество защищенного листа согласно изобретению состоит в том, что благодаря его особой структуре удается внедрить в него устройства с толщиной, превышающей толщину фольги, используемой обычно для прозрачных окон, типа интегральных микросхем или сенсорных устройств. Так, если толщина традиционно применяемой фольги составляет порядка 5-10 мкм, то интегральные микросхемы или сенсорные устройства могут выполняться с толщинами от 30 до 90 мкм.
В соответствии с одним из вариантов осуществления указанный по меньшей мере частично прозрачный элемент может представлять собой, например, накладку или, предпочтительнее, сплошную полоску.
Под термином «накладка» здесь понимается плоский элемент с небольшими размерами, то есть с размерами значительно меньше размеров подложки, на которую он помещен, в частности квадратной, круглой или овальной формы. Он может быть выполнен, например, в виде накладки в форме квадрата со стороной 1,5 см.
Предпочтительно, чтобы удлиненный, по меньшей мере, частично прозрачный элемент первого слоя представлял собой сплошную полоску и имел такую же длину, как у удлиненной зоны нулевой толщины первого слоя.
В соответствии с одним из вариантов осуществления, подложка по меньшей мере частично прозрачного элемента выполнена из синтетического материала и представляла собой, например, пленку из сложного полиэфира. Предпочтительно, чтобы удлиненная зона нулевой толщины и указанный, по меньшей мере, частично прозрачный элемент имели прямоугольную форму, были одинаковой толщины и шли по всей длине указанного первого слоя. Так, например по меньшей мере частично прозрачный элемент может представлять собой сплошную полоску, длина которой соответствует длине удлиненной зоны нулевой толщины первого слоя, а ширина превышает на 6 мм ширину этой зоны, в результате чего указанная зона нулевой толщины будет полностью компенсирована указанной сплошной полоской. В результате этого достигается преимущество получения защищенного листа, поверхность которого, соответствующая первому слою, является плоской. В соответствии с одним из предпочтительных вариантов осуществления, первый слой имеет несколько удлиненных зон нулевой толщины, которые параллельны друг другу, и по меньшей мере частично прозрачные элементы, помещенные напротив каждой удлиненной зоны нулевой толщины, по всей поверхности первого слоя, вследствие чего указанный первый слой приобретает форму последовательности параллельных волокнистых полосок и по меньшей мере частично прозрачных полосок.
В соответствии с другим вариантом осуществления в первом слое дополнительно предусмотрен по меньшей мере один по меньшей мере частичный пропуск материала, находящийся по меньшей мере в одной волокнистой зоне. В результате получают структурированный первый слой, который очень трудно имитировать. Кроме того, благодаря наличию пропусков материала удается добиться осязательных эффектов, когда можно распознать материал на ощупь.
В соответствии с одним из вариантов осуществления пропуски материалов являются частичными, то есть в месте расположения указанных пропусков толщина первого слоя оказывается меньшей. В ряде случаев, если толщина первого слоя в месте расположения пропусков материала достаточно невелика, эти пропуски позволяют увидеть второй слой благодаря прозрачности.
В соответствии с другим вариантом осуществления пропуски материала являются сплошными, то есть в месте расположения указанных пропусков толщина первого слоя оказывается нулевой. В этом частном случае благодаря таким пропускам удается видеть второй слой напрямую.
В соответствии с одним из вариантов осуществления пропуски могут идти по всей ширине волокнистой зоны, в которой они предусмотрены.
В соответствии с другим вариантом осуществления пропуски материала идут не по всей ширине волокнистой зоны, в которой они предусмотрены.
Пропуски могут иметь самые разные формы, например геометрические, в частности, круглую, треугольную, квадратную, прямоугольную и т.п.
Для обеспечения высокой прочности и хорошего сцепления структуры листового материала предпочтительно, чтобы выемка второго слоя имела ширину меньше или равную ширине удлиненной зоны нулевой толщины первого слоя. Предпочтительно также, чтобы ширина каждой выемки второго слоя была меньше по меньшей мере на 5 мм, чем ширина соответствующей удлиненной зоны нулевой толщины первого слоя.
В соответствии с одним из вариантов осуществления, для усиления защиты от подделок первый и/или второй слой листового материала снабжен по меньшей мере одним признаком защиты. Целесообразно, чтобы признаки защиты были помещены в более толстый слой, предпочтительно во второй. Так, например, первый и/или второй слой может содержать водяной знак или защитную нить.
При использовании варианта осуществления, в соответствии с которым волокнистые зоны первого слоя имеют пропуски, особо целесообразно, чтобы второй слой имел признаки защиты, находящиеся напротив этих пропусков.
Одно из преимуществ изобретения заключается в том, что в соответствии с одним из частных вариантов осуществления один из слоев может содержать широкую защитную нить, то есть такую, ширина которой больше 2 мм, в частности составляет от 2 до 10 мм, предпочтительнее равна приблизительно 3 мм, при этом зона внедрения этой нити будет перекрыта вторым слоем, который будет, таким образом, скрывать дефекты, возникшие из-за нити.
Выемки второго слоя могут иметь разные геометрические формы, например, круглую, прямоугольную, квадратную, яйцевидную, треугольную, шестиугольную и так далее. Можно также выполнить эти выемки в виде буквенно-цифровых знаков или каких-либо символов.
В соответствии с одним из частных вариантов осуществления во втором слое выполнено несколько выемок, расположенных таким образом, что они образуют некоторый код.
В зависимости от того, как будет использоваться впоследствии предлагаемый листовой материал, его общая толщина может меняться от 70 мкм до мм, предпочтительнее в пределах от 90 до 300 мкм.
В соответствии с одним из вариантов осуществления, первый и второй слои имеют одинаковую толщину.
В соответствии с другим вариантом осуществления первый и второй слои имеют разную толщину. В частности, второй слой, в котором имеются выемки, выполняют с толщиной больше 60 мкм, с тем чтобы предотвратить ослабление его прочности вследствие наличия выемок, так как этот слой должен иметь достаточную прочность, чтобы выдержать вес первого слоя в процессе изготовления листового материала. Первый же слой, который состоит из сплошных бумажных полосок, можно выполнять более тонким. Так, например, при суммарной толщине листового материала в 110 мкм толщина его первого слоя может составлять 25 мкм, а второго - 85 мкм.
В соответствии с одним из частных вариантов осуществления, во втором слое листового материала предусмотрен по меньшей мере один многоцветный водяной знак, располагающийся напротив по меньшей мере частично прозрачного элемента, расположенного в удлиненной зоне нулевой толщины первого слоя. Такой многоцветный водяной знак состоит из светлых зон, то есть зон с толщиной, меньшей, чем толщина остальной части листа, которые расположены таким образом, что они образуют растровый узор. Подобные растровые водяные знаки описаны в заявке ЕР 1122360.
Этот вариант осуществления имеет особые достоинства, которые состоят в том, что он позволяет увеличить срок службы многоцветного водяного знака. Дело в том, что такие признаки защиты, как многоцветные водяные знаки, очень трудно воспроизвести. Однако для их выполнения требуется предусмотреть очень значительное локальное уменьшение толщины бумажного листа, из-за чего они становятся чувствительными к износу и возникает опасность продырявливания бумажного листа. Эта опасность тем более велика, если учесть, что документы с защищенными листами, например банковские билеты, чрезвычайно часто находятся в обращении, когда их держат в руках. Если поместить многоцветный водяной знак напротив по меньшей мере частично прозрачного элемента, расположенного в удлиненной зоне нулевой толщины первого слоя, то будет обеспечена его защита с предотвращением при этом опасности формирования дыр.
В соответствии с одним из частных признаков изобретения указанную удлиненную зону нулевой толщины первого слоя выполняют путем устранения фильтрования суспензии по меньшей мере в одной зоне сетки указанного первого барабана или указанного фермера.
В соответствии с другим частным признаком изобретения устранение фильтрования на первом барабане или на фермере осуществляют путем нанесения маскировочных зон по периметру указанного первого барабана или указанного фермера. Такие маскировочные зоны можно выполнить, например, с помощью специальных масок из клейкой пленки, металла, клея или лака.
В соответствии с еще одним частным признаком изобретения сетка указанного первого барабана или фермера дополнительно снабжена деталями, препятствующими фильтрованию суспензии, с целью формирования полных пропусков в волокнистом материале первого слоя.
В соответствии со следующим частным признаком изобретения сетка указанного первого барабана или фермера выполнена с тиснениями с целью формирования частичных пропусков в волокнистом материале первого слоя.
В обоих этих частных случаях получают листовой материал со структурированным первым слоем, который чрезвычайно трудно воспроизвести.
В соответствии с другим вариантом осуществления указанную удлиненную зону нулевой толщины первого слоя выполняют путем снятия материала посредством набрызгивания струи текучей среды под давлением, в частности струи воды или воздуха, на еще влажный первый слой перед его скреплением со вторым слоем.
В соответствии с одним из вариантов осуществления выемку второго слоя выполняют рельефным тиснением сетки второго барабана, благодаря чему предотвращается нанесение волокнистого материала в месте расположения тиснений.
Можно также выполнить выемки путем крепления на сетке второго барабана деталей, препятствующих фильтрованию, например, металлической детали, в частности гальваностереотипа (то есть металлической пластины, обычно из бронзы), куска клея или куска смолы. Таким образом, форма детали будет определять форму выемки. Предусматривается использование деталей разных форм для получения выемок разных форм.
Наконец, можно предусмотреть возможность выполнения выемок путем снятия материала посредством набрызгивания струи текучей среды под давлением, в частности струи воды, на еще влажный второй слой перед его скреплением с первым слоем.
В соответствии с одним из предпочтительных вариантов осуществления работу первого барабана или фермера синхронизируют с работой второго барабана, с тем чтобы по меньшей мере одна выемка второго слоя установилась напротив удлиненной зоны нулевой толщины.
Изобретение охватывает также защищенный документ, получаемый с использованием описанного выше способа. Так, например, изобретение охватывает платежное средство типа банкноты или чека, удостоверение личности типа идентификационной карточки, водительские права, страницу паспорта или визы, либо ценную бумагу типа документа на право собственности или диплома, либо любой иной документ на бумажной основе, требующий защиты от подделок, либо, наконец, защищенную упаковку или этикетку.
В соответствии с одним из частных признаков изобретения защищенный документ выполнен таким образом, что указанный первый слой содержит по меньшей мере два признака защиты напротив по меньшей мере двух выемок второго слоя, причем оба признака защиты помещены так, чтобы они накладывались друг на друга при складывании защищенного документа с образованием защиты от подделок или дополнительной информации. Так, например, первый признак защиты может представлять собой растровую линзу, покрывающую второй признак защиты, образованный невидимым изображением, которое будет проявляться только при наложении двух признаков защиты. В соответствии с другим вариантом первый признак защиты может представлять собой поляризованный фильтр, а второй признак защиты - жидкие кристаллы, образующие, например, изображение, проявляемое с помощью фильтра.
Предметом изобретения является также листовой материал, содержащий:
- по меньшей мере два наложенных один на другой волокнистых слоя,
- первый бумажный слой, имеющий по меньшей мере одну удлиненную зону нулевой толщины,
- второй бумажный слой,
- по меньшей мере одну выемку во втором слое,
- по меньшей мере один, по меньшей мере частично прозрачный, элемент между двумя слоями, причем указанная по меньшей мере одна выемка второго слоя, указанный по меньшей мере один, по меньшей мере частично прозрачный, элемент и указанная по меньшей мере одна удлиненная зона нулевой толщины первого слоя располагаются напротив друг друга.
Листовой материал может характеризоваться по меньшей мере одним из описанных выше признаков.
Изобретение станет более понятным при чтении нижеследующего детального описания примеров его выполнения, не имеющих ограничительного характера, приводимых со ссылками на приложенные чертежи, где:
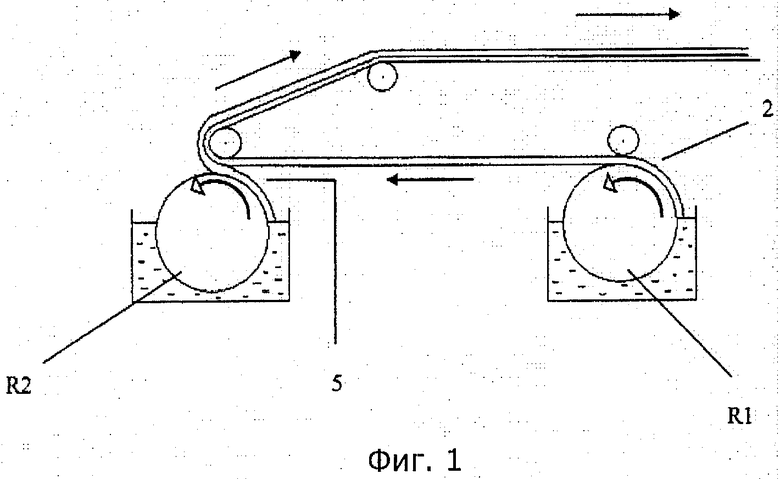
фиг.1 представляет собой схему, иллюстрирующую различные этапы способа согласно изобретению,
фиг.2 - схема, иллюстрирующая один отдельный этап способа согласно изобретению,
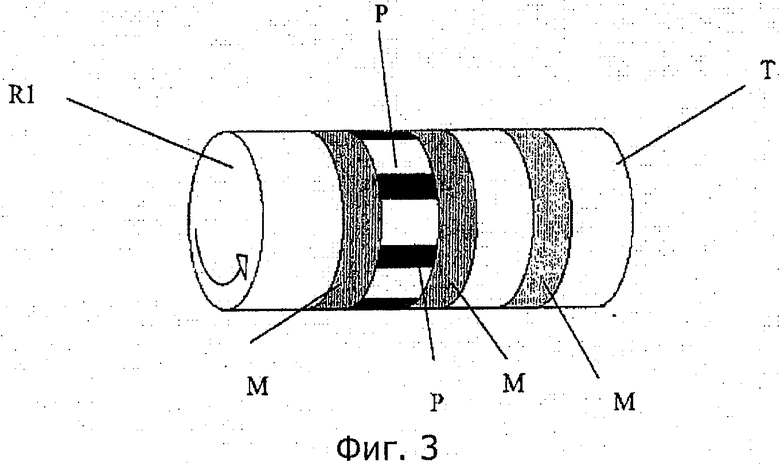
фиг.3 - схема, иллюстрирующая один из барабанов, используемых при изготовлении листового материала в соответствии с одним из вариантов осуществления изобретения,
Фиг.4 - поперечный разрез листового материала, полученного в соответствии с одним из вариантов осуществления изобретения,
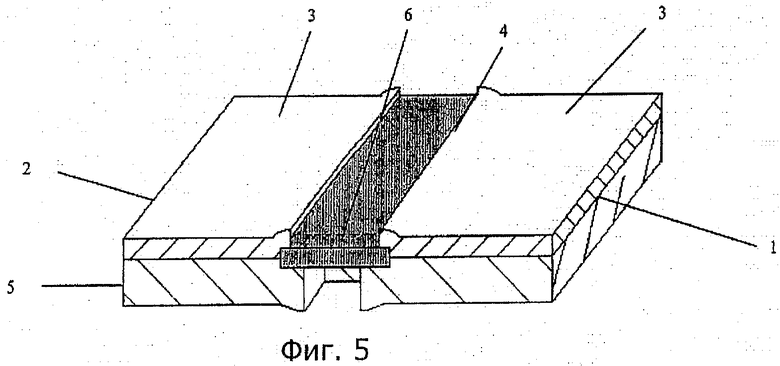
фиг.5 - вид сверху листового материала по фиг.4,
фиг.6 - вид сверху банкноты, полученной с использованием предлагаемого способа.
Для большей ясности мы не всегда соблюдаем относительные пропорции различных показанных компонентов, учитывая схематический характер чертежей, и, кроме того, на фиг.4-6 демонстрируется всего одна зона нулевой толщины первого слоя листового материала, охваченная двумя зонами из волокнистого материала.
На фиг.1 представлена схема, иллюстрирующая различные этапы в соответствии с одним из вариантов осуществления способа изготовления согласно изобретению.
Первый слой 2, имеющий удлиненные зоны 4 нулевой толщины, выполняют на основе водной суспензии целлюлозных волокон с использованием первого барабана R1, на сетку которого наносят маски М. В результате волокнистая суспензия осаждается только в зонах, где нет масок М. Одновременно с этим в первый слой на уровне масок М вводят сплошную полоску 10 из прозрачного пластика (не показана), ширина которой больше ширины масок. При этом получают влажный первый слой 2, образованный чередованием удлиненных зон 4 нулевой толщины, в которых расположены полоски из прозрачного пластика и зоны из волокнистого материала.
Полученный таким образом первый слой 2 подводят ко второму барабану R2, чтобы он смог быть нанесен на формирующийся второй волокнистый слой 6. Второй слой 5 формируют на сетке второго барабана, на которой закреплены специальные детали, препятствующие фильтрованию суспензии. Эти детали помещают в специально помеченных местах, так чтобы они образовали выемки 6, соответствующие положениям удлиненных зон 4 нулевой толщины первого слоя 2. В результате этого получают второй влажный слой 5, образованный волокнистым материалом с выемками 6.
На уровне выхода из второго барабана происходит нанесение первого слоя 2 на второй слой 5. При этом получают двухслойный лист, который можно затем подвергнуть поверхностной обработке или пропитке, например, для усиления поверхности с помощью ПВА, и/или для повышения стойкости к загрязнению, или для повышения пригодности к печати, в частности с использованием клеильного пресса или пропиточной машины. Затем этот лист высушивают и сматывают в бобины согласно традиционным технологическим процедурам. На фиг.2 приведена схема, иллюстрирующая одну из особенностей отдельного этапа предлагаемого способа в соответствии с одним из вариантов осуществления, где первый волокнистый слой 2 формируют на машине с барабаном R1.
Сплошную полоску из прозрачного пластика приводят в соприкосновение с формирующимся первым волокнистым слоем 2. Эту полоску помещают таким образом, чтобы ее середина оказалась на уровне маски М, а ее края соприкасались с волоками, осаждающимися на зонах, где нет барабана R1.
На фиг.3 приведена схема, иллюстрирующая первый барабан R1, используемый при использовании способа изготовления листового материала 1 согласно изобретению применительно к частному случаю, когда первый волокнистый слой 2 указанного листового материала имеет удлиненные зоны 4 нулевой толщины и волокнистые зоны, имеющие полные пропуски материала.
Не сетке Т первого барабана R1 имеются прямоугольные маски М из клейкой пленки, нанесенные таким образом, чтобы они шли с равномерными интервалами по всему периметру этого барабана. Таким образом, на уровне указанных масок М осаждения суспензии волокон не происходит, при этом первый волокнистый слой 2 будет иметь зоны 4 нулевой толщины. В рассматриваемом здесь примере первый барабан R1 дополнительно снабжен прямоугольными металлическими деталями Р, нанесенными на сетку Т между двумя смежными масками М. Эти детали Р препятствуют фильтрованию суспензии волокон, а следовательно, и любому осаждению волокон, вследствие чего в волокнистых зонах 3 первого слоя 2 будут наблюдаться полные пропуски материала.
На фиг.4 и 5 иллюстрируется листовой материал, полученный в соответствии с одним из вариантов осуществления изобретения, где утолщения, имеющиеся на уровне зон 4 нулевой толщины, произвольно показаны в увеличенном масштабе.
Листовой материал 1 состоит из двух слоев волокнистого материала. В первом слое волокнистого материала имеет место чередование удлиненных зон 3 из волокнистого материалам и удлиненных зон 4 нулевой толщины. Во втором слое 5 волокнистого материала выполнены несколько прямоугольных и/или круглых выемок 6, располагающихся напротив удлиненной зоны 4 нулевой толщины первого слоя 2. Между двумя слоями 2 и 5 помещены полоски 10 и прозрачного пластика, например сложного полиэфира, причем края этих полосок введены между удлиненными зонами волокнистого материала первого слоя 3 и второго слоя 5, а середины полосок появляются внутри удлиненных зон 4 нулевой толщины первого слоя.
В частном случае, представленном на фиг.4 и 5, первый и второй слои имеют разные толщины - первый 40 мкм, а второй 70 мкм. Во втором слое 5 волокнистого материала выполнены несколько круглых выемок 6, находящихся напротив удлиненной зоны 4 нулевой толщины первого слоя 2. Кроме того, толщина прозрачной полоски 10 такая же, как у удлиненной зоны 4 нулевой толщины, в которую она вставлена, в результате чего поверхность листа получается практически плоской.
На фиг.6 изображена банкнота 11 согласно изобретению, которая содержит листовой материал, показанный на фиг.4 и 5, и водяной знак 12, выполненный во втором слое 5.
Совершенно очевидно, что изобретение не ограничивается описанными выше примерами выполнения. В частности, можно предусмотреть комбинирование признаков, свойственных различным приведенным примерам, в рамках не представленных здесь вариантов.
Если не говорено иное, выражение «содержащий…» следует понимать как синоним выражения «содержащий по меньшей мере один…».



Изобретение относится к способу изготовления листового материала, имеющего по меньшей мере два наложенных один на другой волокнистых слоя, включающему в себя следующие этапы: выполняют первый бумажный слой, имеющий по меньшей мере одну удлиненную зону нулевой толщины, посредством фильтрования водной суспензии волокон на сетке первого барабана или фермера, выполняют второй бумажный слой на сетке второго барабана с формированием, по меньшей мере, одной выемки во втором слое, помещают по меньшей мере один, по меньшей мере частично прозрачный, элемент между двумя еще влажными слоями и соединяют оба слоя таким образом, чтобы указанная по меньшей мере одна выемка второго слоя, указанный по меньшей мере один, по меньшей мере частично прозрачный элемент и указанная по меньшей мере одна удлиненная зона нулевой толщины первого слоя были расположены напротив друг друга, высушивают полученную таким образом структуру. Изобретение позволяет получить листовой материал с защитным элементом без отслаивания структуры, а за счет того, что защитный элемент вводится между первым и вторым слоями в процессе формирования листового материала, снижаются производственные затраты и воспроизведение указанного материала становится чрезвычайно затруднительно. 3 н. и 40 з.п. ф-лы, 6 ил.
1. Способ изготовления листового материала, имеющего по меньшей мере два наложенных один на другой волокнистых слоя, включающий в себя следующие этапы:
- выполняют первый бумажный слой, имеющий по меньшей мере одну удлиненную зону нулевой толщины, посредством фильтрования водной суспензии волокон на сетке первого барабана или фермера,
- выполняют второй бумажный слой на сетке второго барабана с формированием, по меньшей мере, одной выемки во втором слое,
- помещают по меньшей мере один по меньшей мере частично прозрачный элемент между двумя еще влажными слоями и соединяют оба слоя таким образом, чтобы указанная по меньшей мере одна выемка второго слоя, указанный по меньшей мере один по меньшей мере частично прозрачный элемент и указанная по меньшей мере одна удлиненная зона нулевой толщины первого слоя были расположены напротив друг друга,
- высушивают полученную таким образом структуру, причем по меньшей мере один по меньшей мере частично прозрачный элемент представляет собой сплошную полоску и имеет такую же длину, как у указанной по меньшей мере одной удлиненной зоны нулевой толщины первого слоя.
2. Способ по п.1, в котором в качестве волокон используют целлюлозные волокна.
3. Способ по п.1, в котором ширина указанного по меньшей мере частично прозрачного элемента больше ширины указанной по меньшей мере одной удлиненной зоны нулевой толщины, в которую он помещен.
4. Способ по п.1, в котором ширина указанной по меньшей мере одной зоны нулевой толщины первого слоя составляет от 5 до 50 мм.
5. Способ по п.1, в котором ширина указанной по меньшей мере одной зоны нулевой толщины первого слоя составляет от 10 до 25 мм.
6. Способ по п.1, в котором ширина указанного по меньшей мере одного по меньшей мере частично прозрачного элемента составляет от 9 до 60 мм.
7. Способ по п.6, в котором ширина указанного по меньшей мере одного по меньшей мере частично прозрачного элемента составляет от 14 до 35 мм.
8. Способ по п.1, в котором толщина указанного по меньшей мере одного прозрачного элемента более 10 мкм.
9. Способ по п.8, в котором толщина указанного по меньшей мере одного прозрачного элемента составляет от 10 до 50 мкм.
10. Способ по п.1, в котором толщина указанного по меньшей мере одного по меньшей мере частично прозрачного элемента такая же, как у указанного первого слоя.
11. Способ по п.1, в котором указанный по меньшей мере один по меньшей мере частично прозрачный элемент снабжен по меньшей мере одним средством защиты от подделок.
12. Способ по п.11, в котором указанное средство защиты от подделок выбирают из группы, включающей в себя устройство с изменяемым интерференционным оптическим эффектом, в частности радужным и/или дифракционным, на жидких кристаллах, систему линз, голограмму, магнитное, металлическое или кристаллическое покрытие, магнитные волокна, индикаторы, обнаруживаемые с помощью магнитного резонанса, индикаторы, обнаруживаемые с помощью рентгеновской флюоресценции, биомаркеры, лак или чернила, люминесцентные, в частности флюоресцентные, индикаторы или фотохромные, термохромные, электролюминесцентные, и/или пьезохромные, и/или трибометрические соединения, и/или соединения, меняющие цвет при соприкосновении с одним или более заранее заданными веществами.
13. Способ по п.11, в котором указанное средство защиты от подделок представляет собой интегральную микросхему.
14. Способ по п.11, в котором указанное средство защиты от подделок располагают точно напротив по меньшей мере одной выемки во втором слое.
15. Способ по п.14, в котором на уровне указанной по меньшей мере одной выемки второго слоя указанный по меньшей мере один по меньшей мере частично прозрачный элемент, содержащий указанное средство защиты от подделок, имеет толщину, близкую к толщине остальной части листового материала.
16. Способ по п.1, в котором указанный по меньшей мере один по меньшей мере частично прозрачный элемент представляет собой сплошную полоску.
17. Способ по п.1, в котором указанный по меньшей мере один по меньшей мере частично прозрачный элемент представляет собой накладку.
18. Способ по п.1, в котором указанный по меньшей мере один по меньшей мере частично прозрачный элемент имеет подложку из пластика, конкретнее из сложного полиэфира.
19. Способ по п.1, в котором в указанном первом слое дополнительно предусмотрен по меньшей мере один по меньшей мере частичный пропуск материала, находящийся по меньшей мере в одной зоне ненулевой толщины.
20. Способ по п.19, в котором указанный по меньшей мере один пропуск идет по всей ширине зоны ненулевой толщины, в которой он предусмотрен.
21. Способ по п.1, в котором указанная по меньшей мере одна выемка второго слоя имеет ширину меньше или равную ширине указанной по меньшей мере одной удлиненной зоны нулевой толщины указанного первого слоя, находящейся напротив указанной по меньшей мере одной выемки.
22. Способ по п.21, в котором ширина указанной по меньшей мере одной выемки второго слоя меньше по меньшей мере на 5 мм, чем ширина указанной по меньшей мере одной удлиненной зоны нулевой толщины первого слоя, находящейся напротив указанной по меньшей мере одной выемки.
23. Способ по п.1, в котором указанный первый и/или указанный второй слой снабжен признаком защиты.
24. Способ по п.23, в котором указанный признак защиты представляет собой водяной знак или защитную нить.
25. Способ по п.23, в котором указанный признак защиты представляет собой широкую нить шириной больше 2 мм, которая внедрена в один из слоев и перекрыта материалом второго слоя.
26. Способ по п.1, в котором указанная по меньшей мере одна выемка второго слоя имеет геометрическую форму буквенно-цифрового знака, символа или рисунка.
27. Способ по п.1, в котором в указанном втором слое листового материала предусмотрен по меньшей мере один многоцветный водяной знак, располагающийся напротив по меньшей мере частично прозрачного элемента удлиненной зоны нулевой толщины первого слоя указанного листового материала.
28. Способ по п.1, в котором указанную по меньшей мере одну удлиненную зону нулевой толщины первого слоя выполняют путем устранения фильтрования по меньшей мере в одной зоне сетки первого барабана или фермера.
29. Способ по п.28, в котором устранение фильтрования на первом барабане или на фермере осуществляют путем нанесения маскировочных зон по периметру указанного первого барабана или указанного фермера.
30. Способ по п.29, в котором указанную маску выполняют из клейкой пленки, металла, клея или лака.
31. Способ по п.1, в котором указанную по меньшей мере одну удлиненную зону нулевой толщины первого слоя выполняют путем снятия материала посредством набрызгивания струи текучей среды под давлением перед его скреплением со вторым слоем.
32. Способ по п.31, в котором в качестве указанной струи текучей среды под давлением используют струю воды.
33. Способ по п.31, в котором в качестве указанной струи текучей среды под давлением используют струю воздуха.
34. Способ по п.1, в котором указанная сетка первого барабана или фермера снабжена деталями, препятствующими фильтрованию суспензии, с целью формирования полных пропусков материала в волокнистом материале указанного первого слоя.
35. Способ по п.1, в котором указанная сетка первого барабана или фермера выполнена с тиснениями, с целью формирования частичных пропусков материала в волокнистом материале указанного первого слоя.
36. Способ по п.1, в котором указанную по меньшей мере одну выемку во втором слое выполняют тиснением сетки второго барабана.
37. Способ по п.1, в котором указанную по меньшей мере одну выемку во втором слое выполняют путем крепления на сетке второго барабана деталей, препятствующих фильтрованию.
38. Способ по п.37, в котором в качестве указанной детали, препятствующей фильтрованию, используют металлическую деталь, в частности, гальваностереотип, клей или смолу.
39. Способ по п.1, в котором указанную по меньшей мере одну выемку во втором слое выполняют путем снятия материала посредством набрызгивания струи текучей среды под давлением, в частности, струи воды, на еще влажный второй слой перед его скреплением с первым слоем.
40. Способ по п.2, в котором работу первого барабана или фермера синхронизируют с работой второго барабана, с тем чтобы указанная по меньшей мере одна выемка второго слоя установилась напротив по меньшей мере одной удлиненной зоны нулевой толщины.
41. Защищенный документ, содержащий листовой материал, полученный по п.2.
42. Защищенный документ по п.41, в котором указанный первый слой содержит по меньшей мере два признака защиты, расположенные напротив по меньшей мере двух выемок второго слоя, причем указанные два признака защиты помещены так, чтобы они накладывались друг на друга при складывании защищенного документа с получением дополнительной защиты от подделок или информации.
43. Листовой материал, содержащий:
- по меньшей мере два наложенных один на другой волокнистых слоя,
- первый бумажный слой, имеющий по меньшей мере одну удлиненную зону нулевой толщины,
- второй бумажный слой,
- по меньшей мере одну выемку во втором слое,
- по меньшей мере один по меньшей мере частично прозрачный элемент между двумя слоями, причем указанную по меньшей мере одну выемку второго слоя, указанный по меньшей мере один по меньшей мере частично прозрачный элемент и указанную по меньшей мере одну удлиненную зону нулевой толщины первого слоя помещают таким образом, чтобы они располагались напротив друг друга, причем по меньшей мере один по меньшей мере частично прозрачный элемент представляет собой сплошную полоску и имеет такую же длину, как у указанной по меньшей мере одной удлиненной зоны нулевой толщины первого слоя.
| ЕР 0625431 А1, 25.04.1994 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |

