Устройство относится к оптическому приборостроению и может быть использовано для крепления и юстировки оптических деталей при технологическом или аттестационном контроле формы их оптических поверхностей. Устройство имеет повышенные эксплуатационные характеристики при контроле формы высокоточных оптических деталей с асферическими поверхностями.
В процессе изготовления оптических деталей с высокоточными оптическими поверхностями проводится контроль формы поверхности после каждого сеанса обработки. Процесс юстировки оптической детали в схеме контроля должен быть оперативным, повторная многократная установка оптической детали в юстировочное устройство должна быть однозначной и не требовать значительных юстировочных перемещений проверяемой поверхности, а сами юстировочные перемещения (два угловых и три линейных) должны быть максимально независимыми. При этом оси угловых юстировочных разворотов должны проходить через вершину проверяемой поверхности.
Известно юстировочное устройство для оптических элементов - центрировочный патрон (Центрировочный патрон с переменным центром качания. В.В.Колчин, В.А.Балабанович, И.Н.Власенко, А.В.Смоляк. ОМП, 1987, №12, с.38.). Недостатками данного устройства являются отсутствие механизма линейного перемещения оптической детали вдоль ее оси и то, что угловые перемещения держателя оптической детали осуществляются вокруг центра шарового шарнира, расположенного на произвольном расстоянии от вершины поверхности детали, что приводит к зависимости угловых и линейных юстировочных перемещений.
Известно устройство (патент на полезную модель RU №85003, G02B 7/02), которое при юстировке обеспечивает три линейных и два угловых перемещения оптической детали. В устройстве, в частности, механизм угловых перемещений выполнен в виде винтовых толкателей с шаровыми опорами, упирающимися в опорные элементы угловых перемещений держателя оптической детали, и пружин силового замыкания. При выполнении угловых юстировочных перемещений деталь разворачивается вокруг оси, проходящей через точки соприкосновения двух других толкателей с опорными элементами на держателе. Таким образом, в устройстве присутствуют три оси угловых разворотов и, как результат, возникает неоднозначность и повышенная сложность выполнения угловой юстировки. Кроме того, оси углового разворота не совмещены с вершиной поверхности детали, что приводит к смещению вершины детали как в продольном, так и в поперечном направлении, и возникает необходимость дополнительных линейных перемещений в общем случае в трех направлениях. В устройстве механизм линейного перемещения вдоль оси детали совмещен с механизмом углового разворота. Поэтому для смещения детали вдоль оси необходимо повернуть все винтовые толкатели углового разворота на одинаковый угол. Некоторая неточность поворота толкателей может привести к необходимости дополнительной угловой юстировки.
Все вышеперечисленное является существенными недостатками данного устройства.
Задачей предлагаемого изобретения является создание устройства для крепления и юстировочных перемещений оптической детали, позволяющего максимально устранить вышеперечисленные недостатки.
Технический результат, на достижение которого направлено изобретение, заключается в создании устройства, перемещающиеся узлы которого в процессе юстировки оптической детали обладают независимостью угловых и линейных перемещений детали.
Указанный результат достигается тем, что в устройстве для крепления и юстировочных перемещений оптической детали, состоящем из узла крепления оптической детали, механизмов линейного перемещения и механизмов угловых разворотов узла крепления оптической детали, механизмы угловых разворотов установлены так, что оси угловых разворотов перпендикулярны и пересекаются в одной точке, при этом узел крепления оптической детали установлен в устройстве с возможностью перемещения, обеспечивающего совмещение вершины оптической детали с точкой пересечения осей механизмов угловых разворотов.
Благодаря именно совокупности одного и другого отличительных признаков можно получить следующие технические результаты:
оперативность процесса юстировки оптической детали при установке ее в заявляемом устройстве в схему контроля;
незначительность дополнительных юстировочных перемещений при многократной установке и съеме оптической детали в процессе технологического контроля.
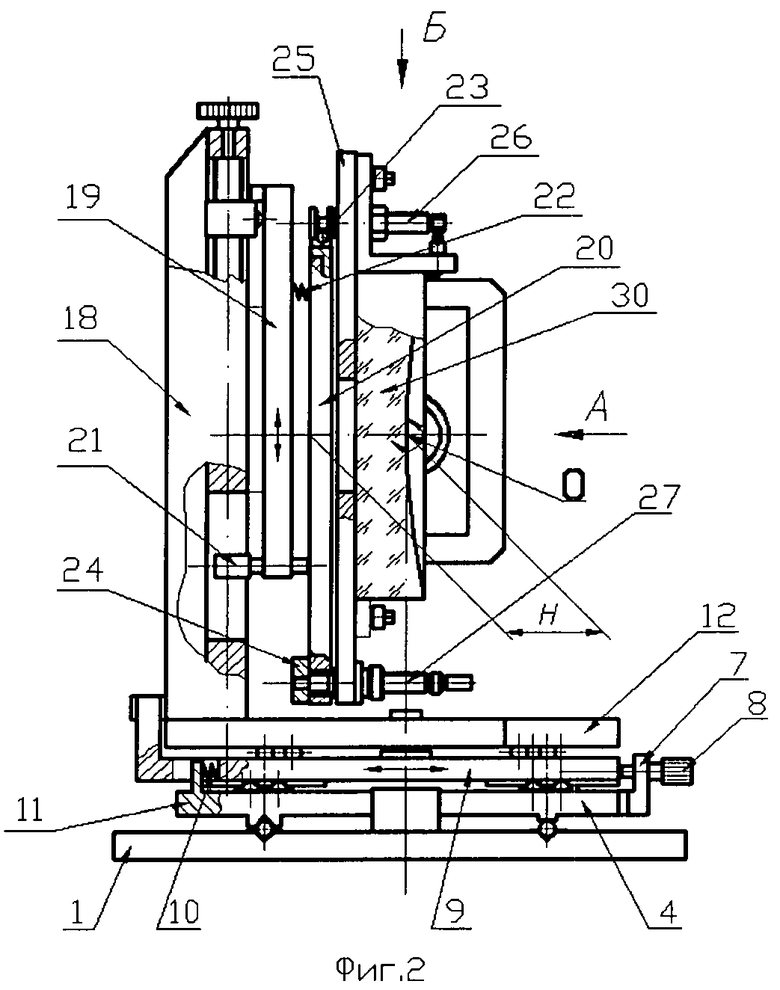
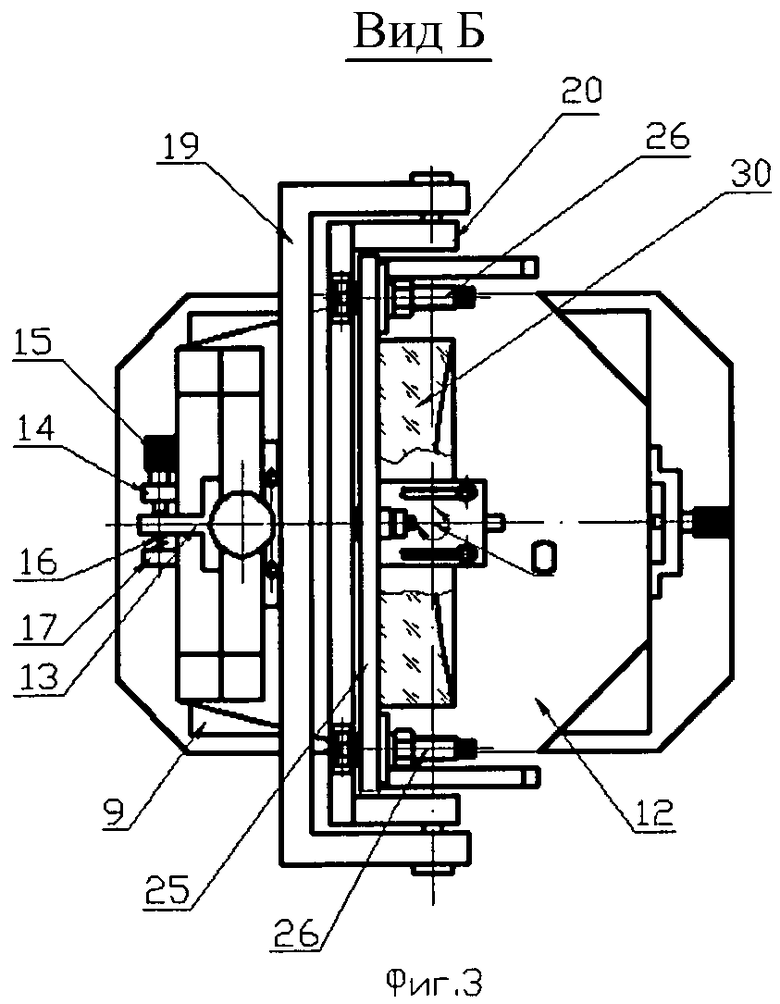
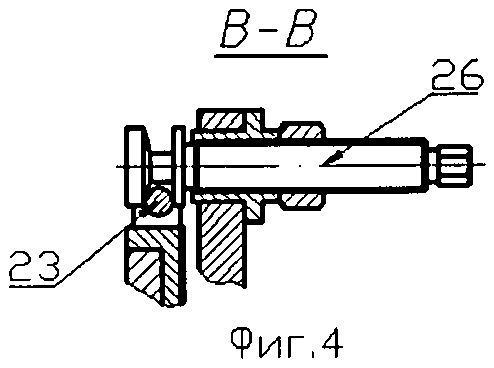
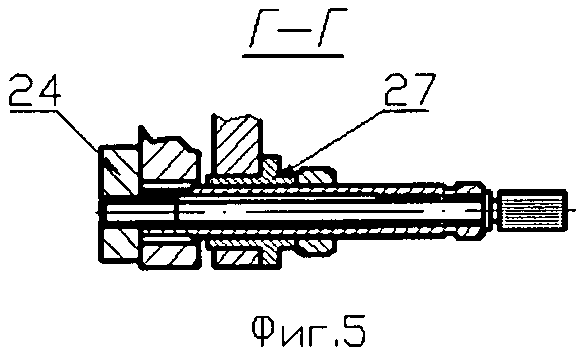
На фиг.1, 2 и 3 изображен общий вид устройства - сбоку, сверху и спереди соответственно, на фиг.4 и 5 показана схема установки и фиксации вертикальной плиты с оптической деталью в устройстве.
Предлагаемое устройство состоит из шести узлов: узла поперечного линейного перемещения, узла продольного линейного перемещения, узла вертикального линейного перемещения, узла углового разворота вокруг вертикальной оси, узла углового разворота вокруг горизонтальной оси и узла крепления оптической детали.
Узел поперечного линейного перемещения (фиг.1) состоит из основания 1 с прямолинейными направляющими. На основании 1 установлен кронштейн 2 с микрометрическим винтом 3, с помощью которого осуществляется линейное перемещение плиты 4 в горизонтальной плоскости. Силовое замыкание линейного перемещения осуществляется с помощью пружины 5, упирающейся в боковую поверхность плиты 4 и кронштейн 6, установленный на основании 1. Плита 4 является основанием узла продольного линейного перемещения (фиг.2). На верхней плоской поверхности плиты 4 расположены прямолинейные направляющие, лежащие в горизонтальной плоскости и перпендикулярные прямолинейным направляющим основания 1. На плите 4 установлен кронштейн 7 с микрометрическим винтом 8, с помощью которого осуществляется линейное перемещение плиты 9 в горизонтальной плоскости. Силовое замыкание линейного перемещения осуществляется с помощью пружины 10, упирающейся в боковую поверхность плиты 9 и кронштейн 11, установленный на плите 4. Плита 9 является основанием узла углового разворота вокруг вертикальной оси (фиг.2). На плите 9 установлен подшипник, ось разворота которого перпендикулярна горизонтальной плоскости. На разворачивающейся части подшипника установлена плита 12 с закрепленным на ней Т-образным упором 13 (фиг.3). На плите 9 установлен кронштейн 14 с микрометрическим винтом 15, ходовая часть которого упирается в упор 13 и обеспечивает разворот плиты 12 вокруг вертикальной оси. Силовое замыкание углового разворота плиты 12 осуществляется с помощью пружины 16, упирающейся в боковую поверхность упора 13 и кронштейн 17, установленный на плите 9. На плите 12 установлен узел линейного вертикального перемещения, в состав которого входят вертикальный кронштейн 18 (фиг.2) с винтовым механизмом и направляющими линейного перемещения вертикальной П-образной плиты 19. Кронштейн 18 с направляющими расположен перпендикулярно горизонтальной плоскости. Плита 19 перемещается с помощью винтового механизма, силовое замыкание осуществляется за счет веса узлов, установленных на ней. Плита 19 входит в узел углового разворота вокруг горизонтальной оси. В боковой части плиты 19 установлены подшипники углового разворота П-образной плиты 20 (фиг.1). Общая ось подшипников перпендикулярна вертикальной оси разворота, пересекается с ней в точке «О», отстоящей от вертикальной стенки плиты 20 на расстоянии «Н». Разворот плиты 20 вокруг горизонтальной оси осуществляется с помощью микрометрического винта 21, закрепленного в плите 19. Силовое замыкание осуществляется пружиной 22 и весом узлов, установленных на плите 20. В верхней части плиты 20 установлены упоры 23 для установки узла крепления детали, а в нижней части плиты 20 установлена гайка 24 для фиксации узла крепления детали (фиг.4 и фиг.5). Узел крепления детали содержит плиту 25, два регулируемых винтовых механизма 26, регулируемый винтовой механизм 27 с фиксатором узла крепления на плите 20 (фиг.1). Механизмы 26 и 27 позволяют смещать узел крепления детали относительно вертикальной плиты 20, а также снимать и фиксировать устройство крепления детали с плиты 20 (фиг.4 и фиг.5). На плите 25 установлены три перемещаемых упора 28 с фиксаторами 29, с помощью которых оптическая деталь 30 закрепляется в устройстве и поджимается к плите 25.
Установка оптической детали 30 в юстировочное устройство производится следующим образом. Исходя из габаритного диаметра детали 30 регулируемые упоры 28(1) и 28(2) фиксируются на плите 25 (фиг.1) в положении, обеспечивающем при касании цилиндрической поверхности детали 30 ее симметричное расположение относительно осей винтовых механизмов 26 и на расчетном расстоянии от них. Деталь 30 устанавливают на упоры 28(1) и 28(2) и смещают до касания ее тыльной поверхности с поверхностью плиты 25. Затем плавно подводят верхний упор 28(3) до касания с цилиндрической поверхностью детали 30 и производят его крепление на плите 25. Плавно опускают фиксаторы 29 до касания с краевой поверхностью детали и производят их крепление на упорах 28. С помощью винтовых механизмов 26 и 27 (фиг.1) осуществляют смещение плиты 25 с закрепленной на ней деталью 30 относительно вертикальной плиты 20, добиваясь выставления расчетного размера «Н», при котором вершина детали 30 совмещается с точкой «О» пересечения осей горизонтального и вертикального разворотов заявляемого устройства. Для съема оптической детали достаточно отвести фиксаторы 29 и отвести в крайнее верхнее положение верхний упор 28(3). Для удобства проведения операций установки и съема оптической детали весь узел крепления детали выполнен съемным с плиты 20, для чего следует вывернуть винт с фиксатором 27 и снять плиту 25 с деталью с упоров 23. При размещении детали 30 в предлагаемом устройстве в схеме контроля деталь можно перемещать линейно вдоль трех направлений и осуществлять ее угловой разворот вокруг вертикальной и горизонтальной осей. Оси угловых разворотов перпендикулярны, лежат в одной плоскости и пересекаются в точке «О» (фиг.1), что обеспечено расположением соответствующих подшипников в предлагаемом устройстве. Так как с точкой «О» совмещена вершина оптической поверхности детали 30, то деталь будет разворачиваться вокруг своей неподвижной вершины, что приводит к независимости угловых и линейных перемещений детали 30.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИССЛЕДОВАНИЯ ПРОЦЕССОВ ВЗРЫВА С ИСПОЛЬЗОВАНИЕМ СИНХРОТРОННОГО ИЗЛУЧЕНИЯ | 2020 |
|
RU2758967C1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| УСТРОЙСТВО ДЛЯ ЮСТИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2008 |
|
RU2394259C1 |
| УСТРОЙСТВО МОНТАЖНО-ЮСТИРОВОЧНОЕ КРУПНОГАБАРИТНЫХ ОПТИКО-МЕХАНИЧЕСКИХ СБОРОК | 2022 |
|
RU2784477C1 |
| УСТРОЙСТВО ДЛЯ ЮСТИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2336545C2 |
| Объектив | 1989 |
|
SU1721575A1 |
| Устройство для соединения волоконного световода и интегральной оптической схемы | 1990 |
|
SU1714556A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЙ ДЕФЕКТОВ НА АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ ОПТИЧЕСКОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2015 |
|
RU2612918C9 |
| Устройство для регулировки и фиксации положения радиолокационной антенны | 1981 |
|
SU1841241A1 |
| Устройство для контроля полостей | 1984 |
|
SU1283695A1 |
Устройство относится к оптическому приборостроению и может быть использовано для крепления и юстировки оптических деталей при технологическом или аттестационном контроле формы их оптических поверхностей. Изобретение направлено на повышение оперативности и точности юстировки, что обеспечивается за счет того, что перемещающиеся узлы в процессе юстировки оптической детали обладают независимостью угловых и линейных перемещений. Для этого в устройстве для крепления и юстировочных перемещений оптической детали, состоящем из узла крепления оптической детали, механизмов линейного перемещения и механизмов угловых разворотов узла крепления оптической детали, механизмы угловых разворотов установлены так, что оси угловых разворотов перпендикулярны и пересекаются в одной точке, при этом узел крепления оптической детали установлен в устройстве с возможностью перемещения, обеспечивающего совмещение вершины оптической детали с точкой пересечения осей механизмов угловых разворотов. 5 ил.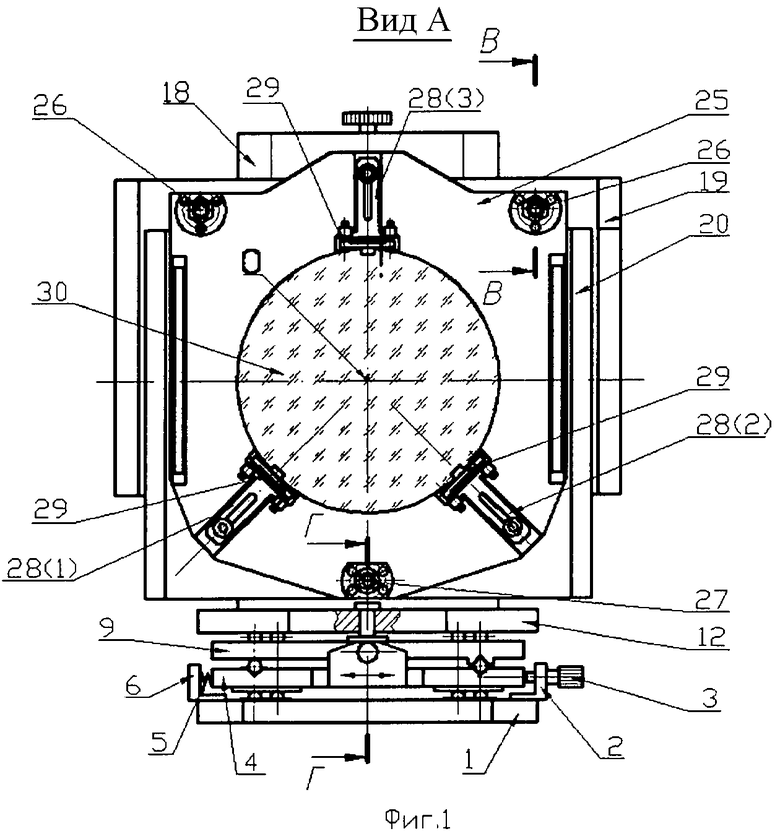
Устройство для крепления и юстировочных перемещений оптической детали, состоящее из узла крепления оптической детали, механизмов линейного перемещения и механизмов угловых разворотов узла крепления оптической детали, отличающееся тем, что механизмы угловых разворотов установлены так, что оси угловых разворотов перпендикулярны и пересекаются в одной точке, при этом узел крепления оптической детали установлен в устройстве с возможностью перемещения, обеспечивающего совмещение вершины оптической детали с точкой пересечения осей механизмов угловых разворотов.
| Индикатор малых перемещений | 1949 |
|
SU85003A1 |
| УСТРОЙСТВО ДЛЯ ЮСТИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2008 |
|
RU2394259C1 |
| Устройство для юстировки оптических элементов | 1987 |
|
SU1508184A1 |
| WO 03081337 A2, 02.10.2003 | |||
| JP 2001059928 A, 06.03.2001. | |||

