Изобретение относится к области прецизионного машиностроения и может применяться для создания особо точных станков, измерительного и прочего оборудования, требующего высокоточного вращения и прецизионной юстировки оси или позиционирования ротора в осевом и радиальном направлении с наноразмерной точностью.
При использовании газостатических опор исключается контакт и связанные с ним проблемы: сухое трение, фрикционные колебания, потеря точности из-за износа. Опорные реакции создаются большими поверхностями, за счет чего достигается эффект усреднения, заключающийся в том, что при вращении биения оси ротора на газостатических подшипниках меньше величины дефектов опор в 10…20 раз.
Известны компоновки роторов с самоустанавливающимися опорами:
- двумя сферическими опорами
- со сферической и плоской опорами.
Роторы таких схем имеют качественное преимущества:
- угловые погрешности относительного расположения опорных поверхностей корпуса и ротора не приводят к биениям при вращении;
- при сборке необходимо контролировать только расстояние между центрами опор ротора. Упрощение при сборке позволяет обеспечить малый газостатический зазор, существенно повысить жесткость, вязкое сопротивление опор и снизить потребляемый расход газа.
Рассмотрим известные конструкции роторов со сферической и плоской аэростатическими опорами (СПАО).
Известен ротор со СПАО (см. патент US 2868593А, опуб., 1959). В конструкции использована разомкнутая схема ротора, где и плоская опора, и сферическая опора создают силы, поднимающие ротор. Недостатком известной разомкнутой схемы является невозможность существенно повысить несущую способность аэростатических опор, а также жесткость и вязкое сопротивление за счет увеличения давления подачи из-за сильного всплытия ротора.
Известны конструкции роторов с двумя сферическими аэростатическими опорами с возможностью прецизионной юстировки угла наклона оси вращения Уральского оптико-механического завода SU 1810643 A1 и SU 1732039 А1.
В изобретении SU 1810643 A1 аэростатическая опора вращения описана как конструкция ротора с двумя сферическими аэростатическими опорами, предусматривающая механическую угловую юстировку оси вращения за счет винто-клиновых устройств. Недостатками этого устройства является малая угловая жесткость из-за того, что центры сфер опор расположены близко друг к другу, невозможность механического регулировки радиального положения ротора, невозможность пневматического регулирования положения оси.
В конструкции SU 1732039 А1 аэростатическая опора скольжения используется юстировка оси наклоном корпуса по пологому сферическому основанию с еще одной аэростатической опорой за счет электромагнитной системы. Недостатки данной системы:
- малая радиальная жесткость из-за того, что неподвижная часть верхней аэростатической сферической опоры закреплена на длинной податливой консоли, а нижняя сферическая аэростатическая опора ротора передает нагрузку последовательно через сферический и дополнительный скользящий цилиндрический подшипник, что также снижает ее жесткость;
- применение электромагнитной системы требуюет постоянной работы электромагнитных индукторов, приводящих к нагреву и температурным деформациям;
- сложность изготовления и настройки узла с четырьмя различными парами аэростатических опор.
Наиболее близким техническим решением к заявленному изобретению является поворотный стол, содержащий поворотную плиту с наружной рабочей поверхностью, установленную на основании посредством газостатического подшипника, выполненного в виде шипа со сферической опорной поверхностью и втулки с ответной внутренней сферической поверхностью, при этом втулка контактирует с внутренней поверхностью поворотной плиты с возможностью совместного перемещения с ней, втулка имеет дополнительную плоскую опорную поверхность, а в зазоре между взаимодействующими сферическими и плоскими поверхностями образованы газостатические полости, которые сообщены с источником сжатого газа (US4076339A, опуб., 28.02.1978).
Известный поворотный стол с газостатическими опорами обладает свойством самоустановки, которое исключает биения вращающегося тела при вращении от перекоса опорных поверхностей. Известная конструкция имеет недостатки:
- отсутствует механическая компенсация биений рабочей поверхности при вращении;
- невозможна фиксация ротора за счет отключения давления подачи в нескольких группах дросселей, поскольку это бы приводило к значительным контактным давлениям в точке контакта сферических опор.
Технической проблемой является устранение указанных недостатков.
Техническим результатом изобретения является повышение точности обработки за счет юстировки оси вращения в широком диапазоне с высокой точностью, а также устранение биений оси вращения.
Проблема решается, а технический результат достигается тем, что поворотный стол содержит поворотную плиту с наружной рабочей поверхностью, установленную на основании посредством газостатического подшипника, выполненного в виде шипа со сферической опорной поверхностью и втулки с ответной внутренней сферической поверхностью, при этом втулка контактирует с внутренней поверхностью поворотной плиты с возможностью совместного перемещения с ней, втулка имеет дополнительную плоскую опорную поверхность плоского газостатического подшипника, а в зазоре между взаимодействующими сферическими и плоскими поверхностями газостатических подшипников образованы полости, которые сообщены с источником сжатого газа, при этом, согласно изобретению, контактирующие поверхности сопряжения поворотной плиты и втулки выполнены сферическими, а поворотная плита и втулка контактируют с возможностью относительного перемещения по сферическим поверхностям сопряжения с помощью устройств регулирования положения поворотной плиты относительно втулки и их взаимной фиксации после регулирования, при этом полости газостатических подшипников выполнены в виде отдельных углублений с установленными в них дросселями и объединены, по меньшей мере, в две отдельные группы с независимой подачей сжатого газа через отдельные регулирующие элементы в каждую группу полостей.
Технический результат достигается также тем, что устройство регулирования может быть выполнено в виде кронштейна, соединяемого с втулкой или поворотной плитой, а также регулировочного резьбового элемента, ввернутого в кронштейн и контактирующего с перемещаемым элементом.
Технический результат достигается также тем, что шип может быть связан с основанием посредством подпятника, жестко соединенного с шипом, при этом подпятник взаимодействует с основанием, а взаимодействующие поверхности подпятника и основания выполнены сферическими, подпятник установлен своей сферической поверхностью с возможностью перемещения по ответной сферической поверхности основания и последующей его фиксации на сферической поверхности основания а плоская поверхность газостатического подшипника, взаимодействующая с ответной плоской поверхностью втулки, расположена на поверхности подпятника.
Изобретение поясняется при помощи чертежей.
На фиг. 1 показан изометрический вид сборки примера реализации поворотного стола с выборками деталей, показывающими внутренние каналы и отверстия, и отмечены места подключения двух пневматических пневмолиний С1 и П2;
На фиг. 2 показан вид сверху сборки с вырезами, открывающими внутренние каналы и отверстия; отмечены места подключения пневматических линий питания газостатических опор С1…С4, П1…П4.
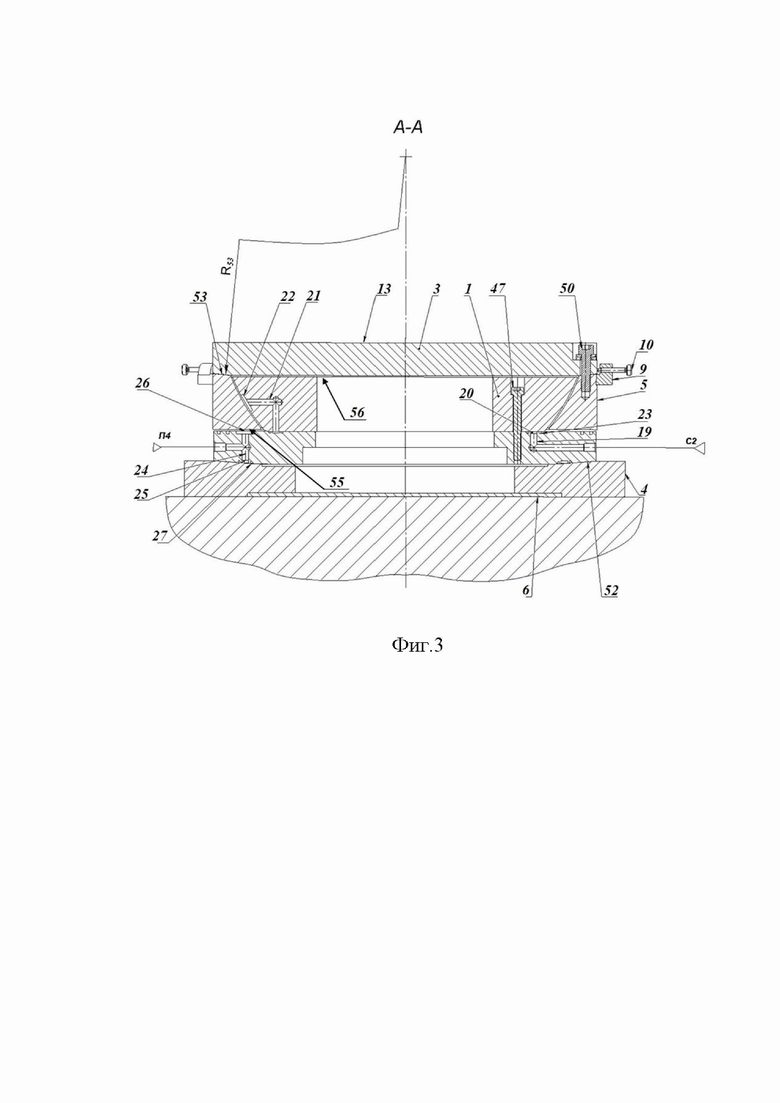
На фиг. 3 показано осевое ломанное сечение А-А на фиг. 2.
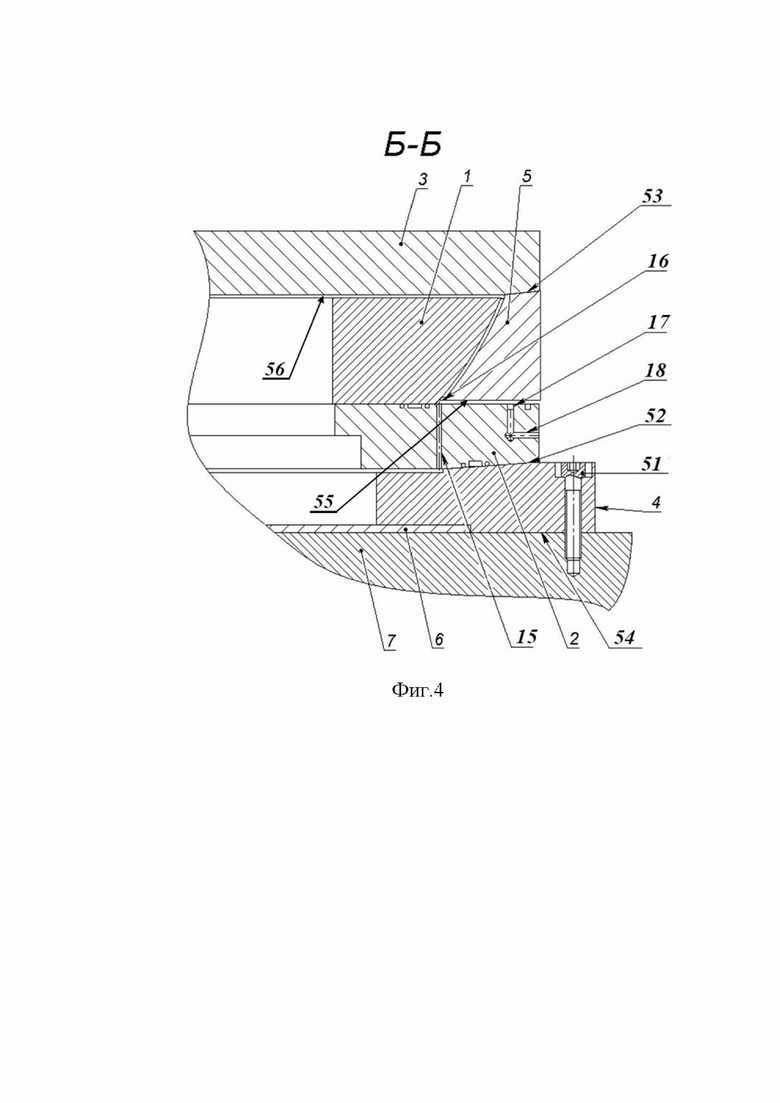
На фиг. 4 показана половина сечения Б-Б на фиг. 2.
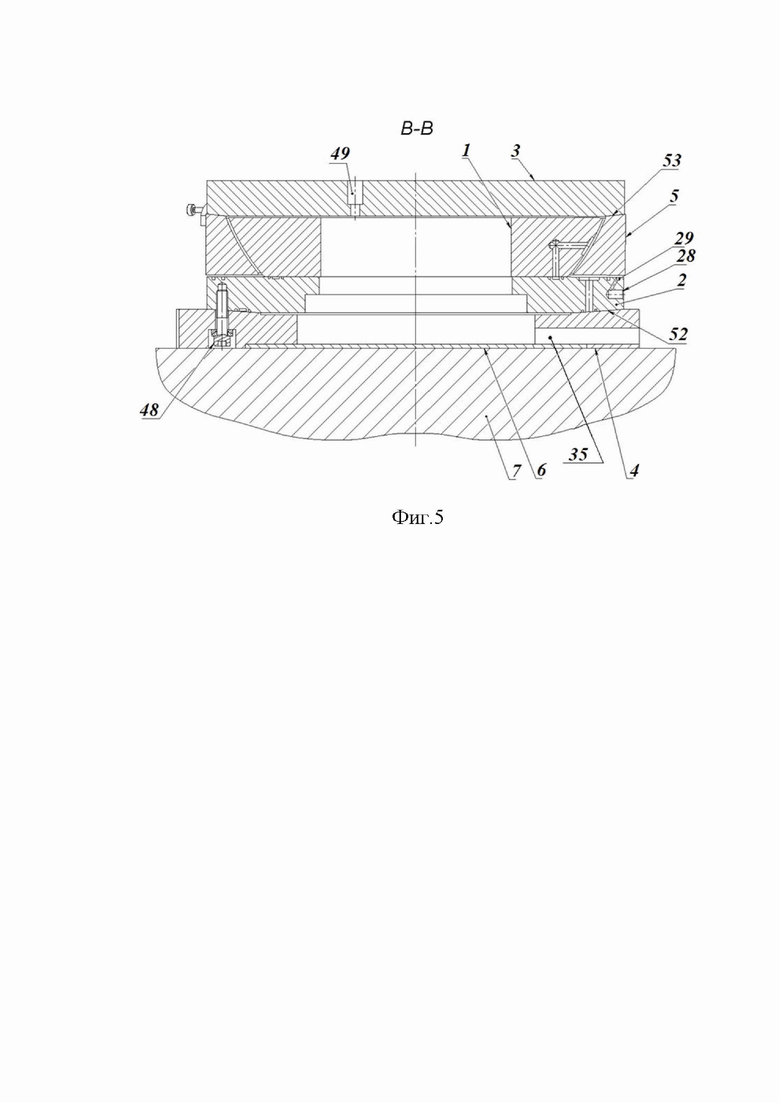
На фиг. 5 представлено ломанное сечение В-В на фиг. 2.
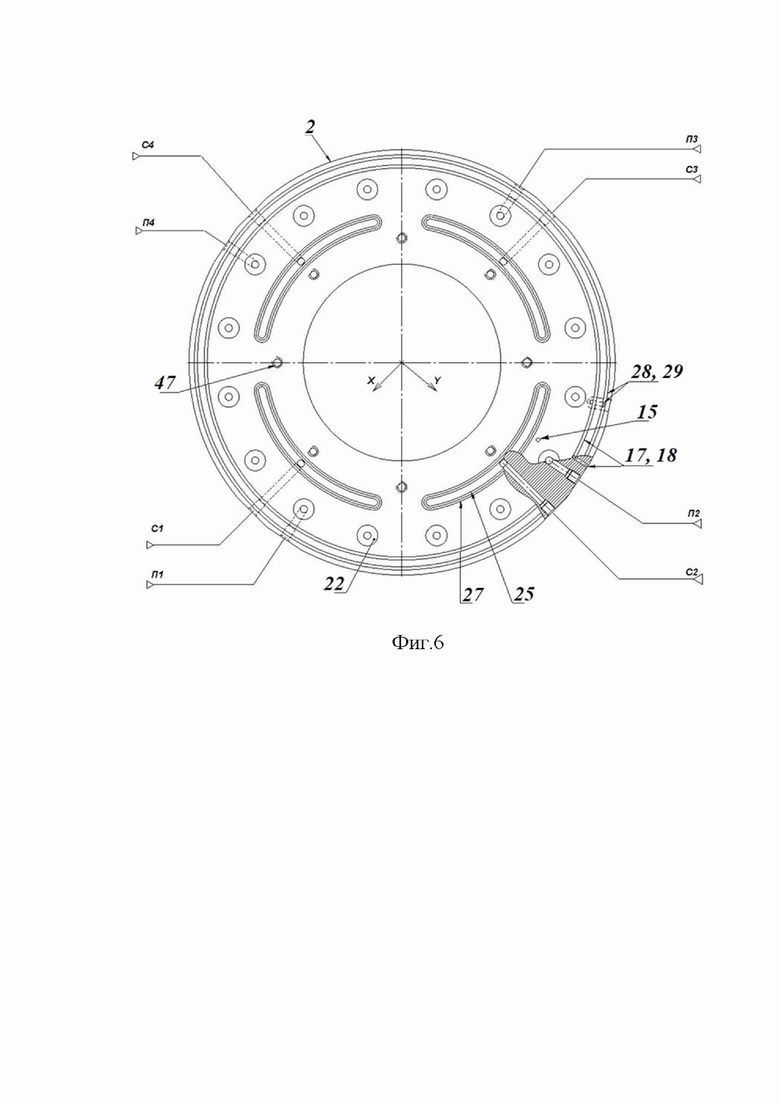
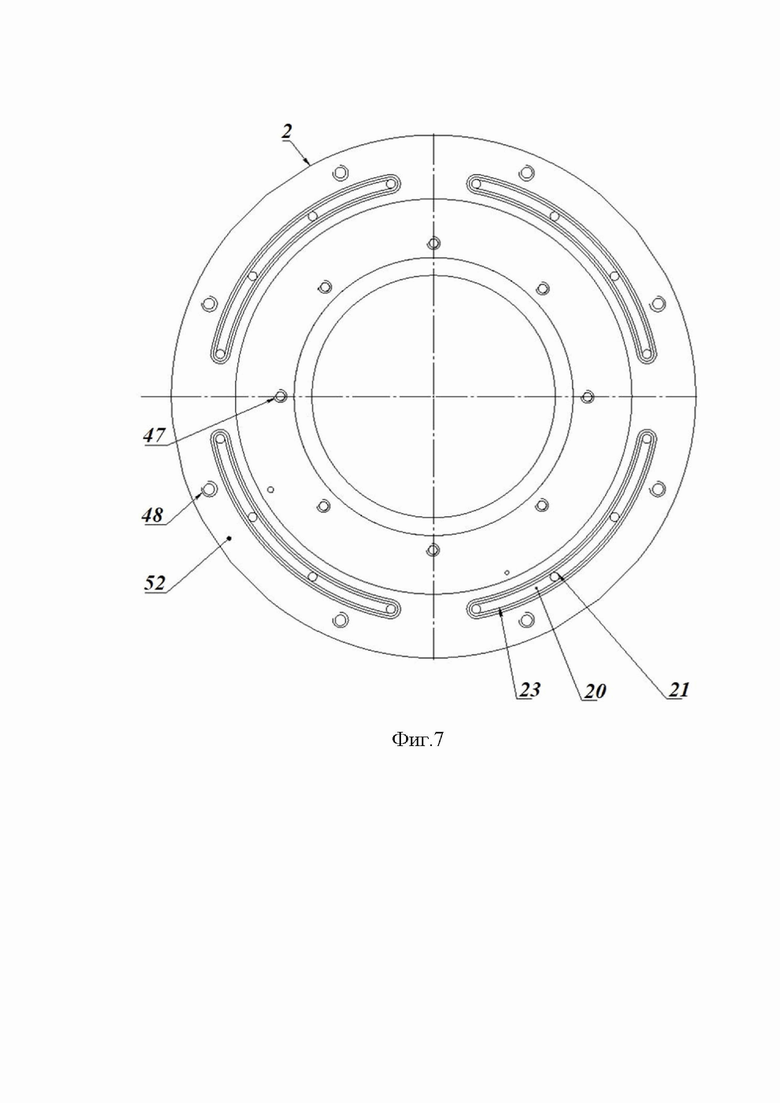
На фиг. 6 показан вид на поверхность основания.
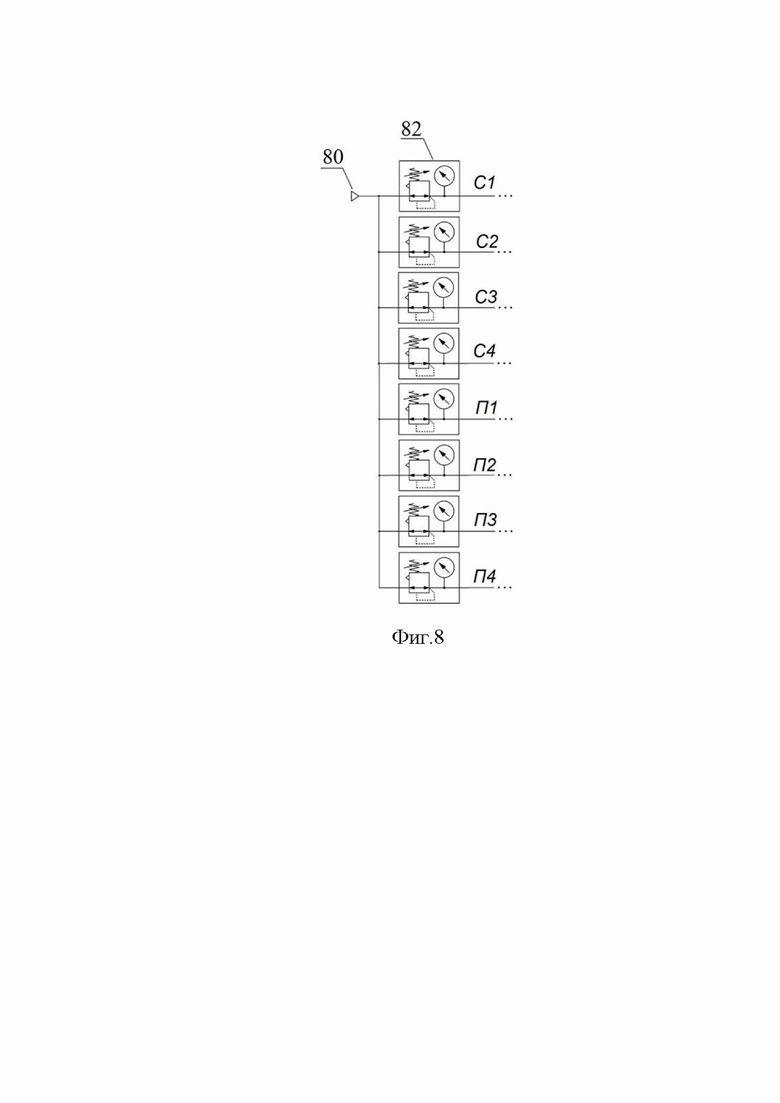
На фиг. 8 показана пневматическая схема подачи газа к поворотному столу.
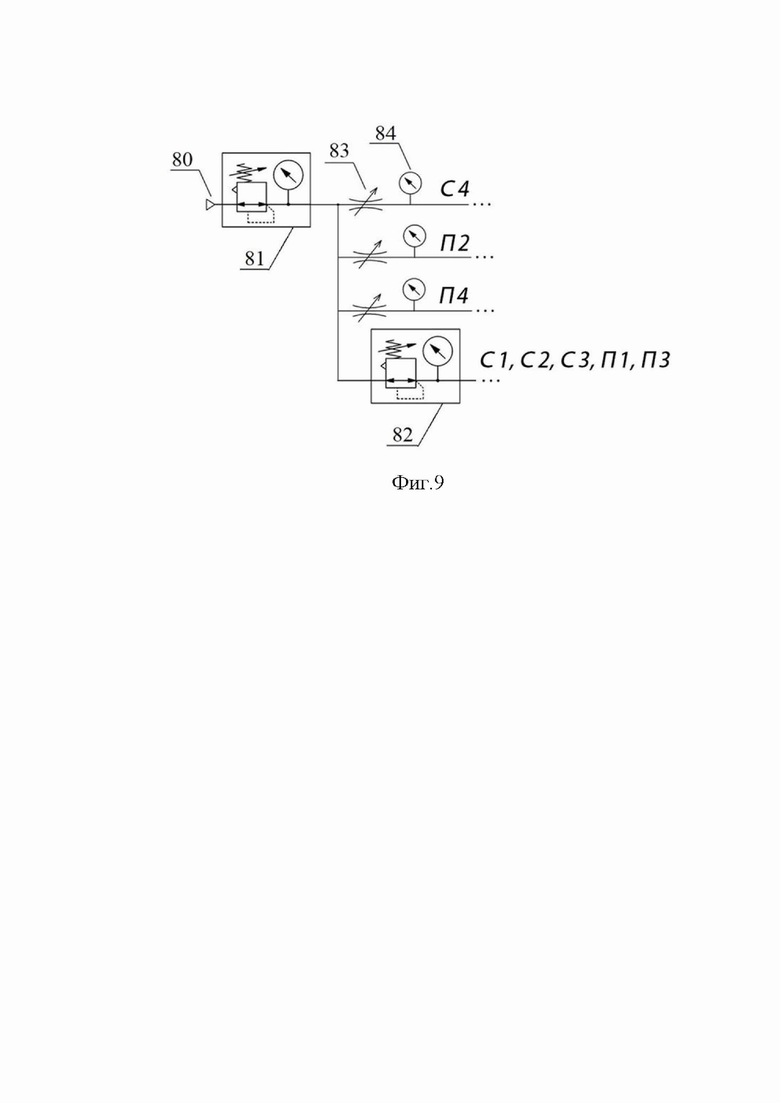
На фиг. 9 приведена упрощенная схема пневматического регулирования.
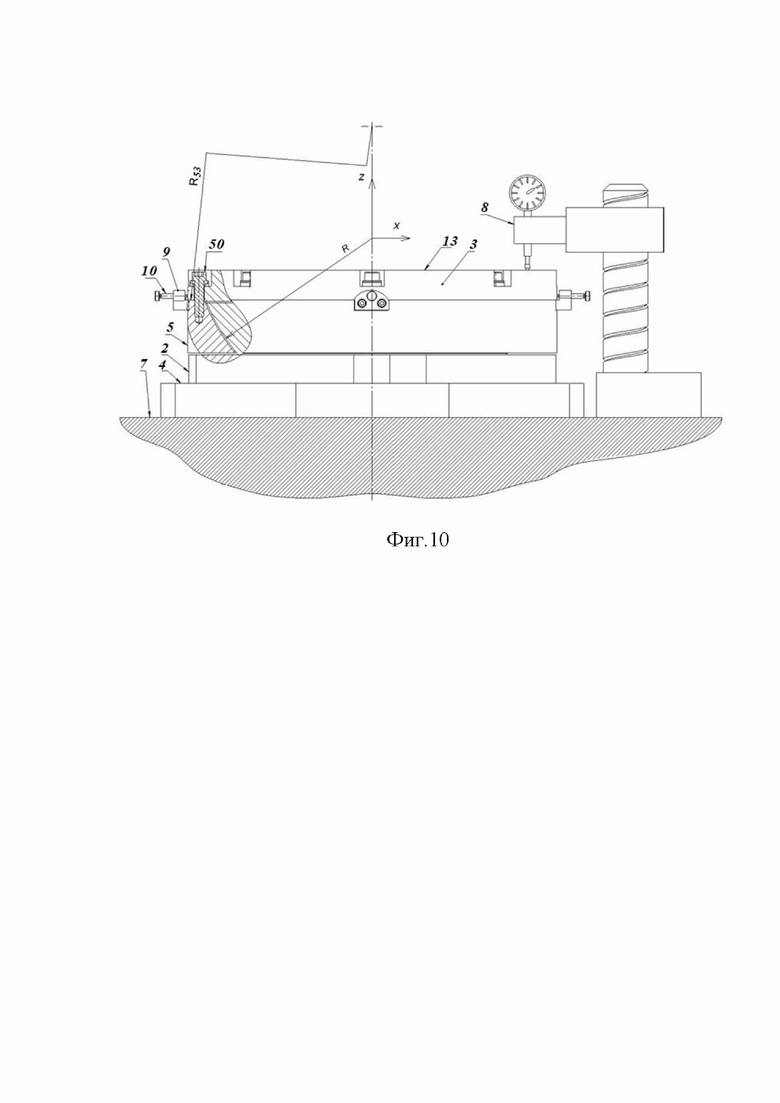
На фиг. 10 приведена схема компенсации биений рабочей поверхности при вращении.
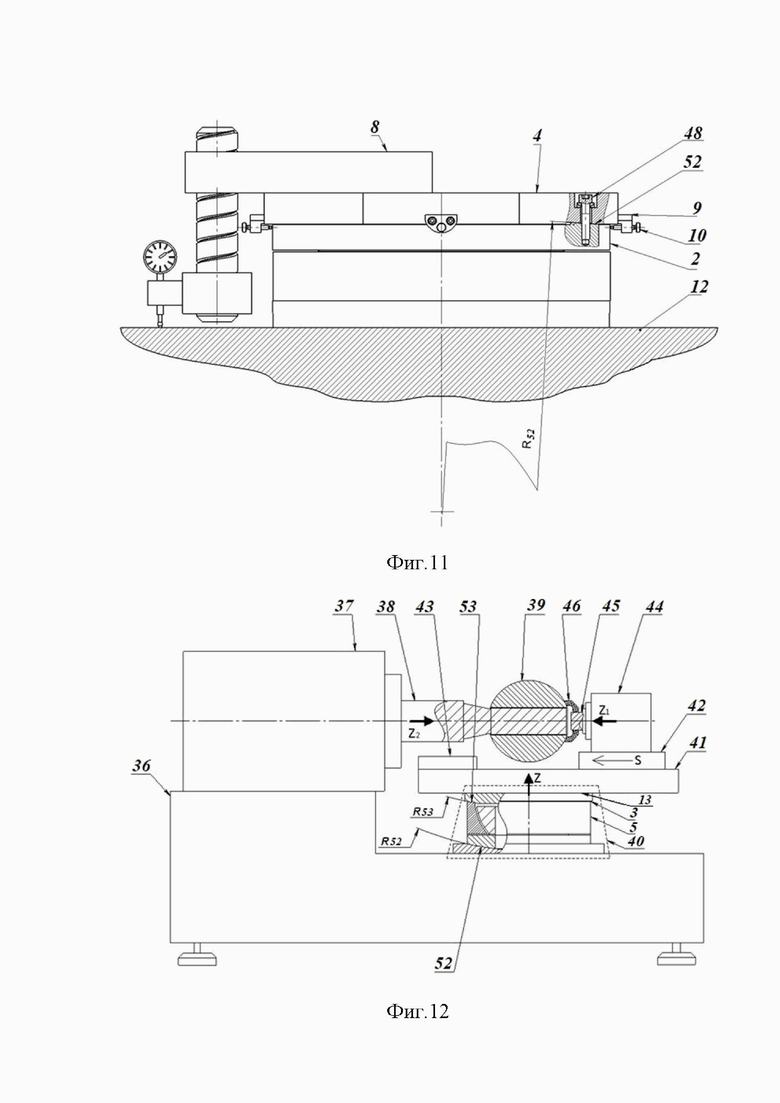
На фиг. 11 приведена схема механической юстировки оси вращения.
На фиг. 12 приведен пример применения поворотного стола в станке, предназначенном для ультрапрецизионного шлифования сферических деталей.
При описании конструкции заявленного изобретения используются следующие позиции и обозначения:
1 - газостатический шип;
2 - газостатический подпятник;
3 - поворотная плита;
4 - основание;
5 - сферическая втулка;
6 - крышка нижняя;
7 - станина;
8 - индикаторная стойка с датчиком;
9 - кронштейны регулировочных винтов ;
10 - регулировочные винты;
11 - противовес;
12 - поверочная плита;
13 - рабочая поверхность поворотного стола;
14 - сквозное радиальное дренажное отверстие в основании ;
15 - сквозное вертикальное дренажное отверстие в аэростатическом подпятнике 2 для отвода воздуха от дренажной фаски;
16 - дренажная фаска в газостатическом шипе;
17 - дренажная проточка в газостатической подпятнике;
18 - дренажный канал в газостатическом подпятнике для отвода воздуха от дренажной проточки;
19 - 4 канала для подачи газа к распределительным карманам;
20 - распределительные карманы сферической опоры;
21 - каналы для подвода газа к дросселям сферической опоры;
22 - углубления (полости) для установки дросселей сферической опоры;
23 - канавки для резиновых уплотнений распределительных полостей;
24 - 4 канала для подачи газа к распределительным карманам;
25 - распределительные карманы плоской опоры;
26- углубления (полости) для установки дросселей плоской опоры;
27 - канавки для резиновых уплотнений распределительных полостей;
28 - отверстие для подачи воздуха в отсечную канавку;
29 - отсечная канавка;
30 - источник сжатого газа;
31 - входной регулятор давления;
32 - регулятор давления в одну из групп дросселей;
33 - регулируемый дроссель;
34 - манометр;
35 - сквозной паз для вывода кабелей электродвигателя;
36 - станина;
37 - шпиндельный узел изделия;
38 - оправка детали;
39 - деталь с выпуклой сферической поверхностью;
40 - поворотный стол;
41 - направляющая линейной подачи на врезание;
42 - каретка линейных перемещений для подачи на врезание;
43 - противовес;
44 - шлифовальный шпиндельный узел;
45 - оправка шлифовального круга;
46 - шлифовальный круг;
47 - винты крепления газостатического шипа и газостатического подпятника и отверстия для их установки;
48 - комплект крепежа для соединения газостатического подпятника и основания: винты, шайбы сферические, шайбы конические;
49 - отверстия для винтов крепления вала привода к плите;
50 - комплект крепежа для соединения поворотной плиты и втулки: винты, шайбы сферические, шайбы конические;
51 - отверстия для винтов крепления основания к станине;
52 - сферический стык газостатического подпятника и основания для юстировки оси вращении;
53 - сферический стык поворотной плиты и втулки для регулировки биения рабочей поверхности при вращении;
54 - опорный фланец основания;
55 - плоская опорная поверхность газостатического подшипника втулки 5;
56 - внутренняя поверхность поворотной плиты;
R - номинальный радиус сферических газостатических опор;
R52 - радиус сопрягаемых сферических поверхностей, предназначенный для компенсации биений оси вращения;
R53 - радиус сопрягаемых сферических поверхностей, предназначенный для выставления оси вращения;
X, Y, Z - система координат поворотного стола, начало координат -центр сферической опорной поверхности втулки, Z - ось вращения ротора, перпендикулярная плоской опорной поверхности втулки.
Z1 - ось вращения шлифовального шпинделя (фиг. 12);
Z2 - ось вращения инструментального шпинделя (фиг. 12);
S - подача на врезание, обеспечиваемая кареткой на линейных направляющих (фиг. 12);
С1…С4 - подводы сжатого газа к группам дросселей сферической газостатической опоры
П1…П4 - подводы сжатого газа к группам дросселей плоской газостатической опоры
Ось ротора - ось, проходящая через центр сферической опорной поверхности ротора перпендикулярно плоской опорной поверхности ротора.
Перекос оси ротора - поворот оси вокруг осей X,Y.
Радиальное перемещение оси шпинделя - поступательные смещения оси шпинделя вдоль осей X, Y (Фиг. 6).
Осевое смещение оси шпинделя - поступательные смещения шпинделя вдоль оси Z.
Центр жесткости твердого тела на упругих опорах - точка, при приложении усилия в которой, тело смещается поступательно [см. раздел 6. Вибрации в технике. Т. 1. Справочник под ред. В.В. Болотина М. Машиностроение 1978 г. 353 с.]
Описываемый поворотный стол содержит поворотную плиту 3 с наружной рабочей поверхностью 13, установленную на основании 4 посредством газостатического подшипника, выполненного в виде газостатического шипа 1 со сферической опорной поверхностью и втулки 5 с ответной внутренней сферической поверхностью. Втулка 5 контактирует с внутренней поверхностью 56 поворотной плиты 3 с возможностью совместного перемещения с ней. Втулка 5 имеет дополнительную плоскую опорную поверхность 55 плоского газостатического подшипника, а в зазоре между взаимодействующими сферическими и плоскими газостатическими поверхностями образованы полости (карманы, углубления) 22 и 26 газостатических подшипников, которые сообщены с источником сжатого газа от источников газа С2 и П4. К углублениям (карманам) 22 сферической опорной поверхности газ подается от источника С2 посредством газовых каналов 19 и 21, а к карманам 26 плоской опорной газостатической поверхности газ подается от источника П4. При этом углубления 22 и 26 выполнены отдельными с установленными в них дросселями 33 и объединены, по меньшей мере, в две отдельные группы с независимой подачей сжатого газа через отдельные регулирующие элементы в каждую группу полостей. В качестве газа может быть использован воздух.
Контактирующие поверхности сопряжения поворотной плиты 3 и втулки 5 выполнены сферическими с радиусом R53, а поворотная плита 3 и втулка 5 контактируют с возможностью относительного перемещения по сферическим поверхностям 53 сопряжения (стыка) с помощью устройств регулирования положения поворотной плиты 3 относительно втулки 5 и их взаимной фиксации после регулирования.
Устройство регулирования может быть выполнено в виде кронштейна 9, соединяемого с втулкой 5 или поворотной плитой 3, а также регулировочного резьбового элемента (винта) 10, ввернутого в кронштейн 9 и контактирующего с перемещаемым элементом: плитой 3 или втулки 5.
Шип 1 может быть связан с основанием 4 посредством газостатического подпятника 2, жестко соединенного с шипом 1. При этом взаимодействующие поверхности подпятника 2 и основания 4 выполнены сферическими с радиусом R52. Подпятник 2 установлен своей сферической поверхностью 52 с возможностью перемещения по ответной сферической поверхности основания 4 и последующей его фиксации на указанной сферической поверхности основания 4. Причем плоская опорная поверхность 55 втулки 5 взаимодействует с ответной плоской газостатической поверхностью подпятника 2, а газостатические карманы 26 с дросселями выполнены в подпятнике 2.
Пример реализации поворотного стола поясняют фиг. 1-12, на которых толщина смазочного газового слоя между опорными поверхностями и мелкие отверстия показаны утрированно большими.
Поворотный стол имеет вращающуюся часть (ротор) и неподвижную часть (корпус). Вращающаяся часть состоит из поворотной плиты 3 и втулки 5. Детали вращающейся части сопрягаются по сферическому стыку 52 для устранения биения рабочей поверхности поворотной плиты 3 и стягиваются винтами 50 со сферическими и коническими шайбами. Сферические шайбы уменьшают изгибающий момент от взаимного перекоса поворотной плиты 3 и втулки 5. В качестве рабочей поверхности поворотного стола обычно используется верхняя плоскость поворотной плиты 3, к которой крепятся вращаемые детали или приспособления с помощью не показанных на фигурах резьбовых отверстий, Т-образных пазов или другим способом.
Неподвижная часть образована газостатическим шипом 1, газостатическим подпятником 2, основанием 4 и нижней крышкой 6. Газостатический шип 1 стянут с газостатическим подпятником 2 винтами 47 по плоскому стыку, в пределах которого имеются 4 круговых распределительных кармана 20 и 4 канавки 23 для герметизирующих резиновых кольцевых уплотнений. Газостатический подпятник 2 соединен с основанием 4 по сферическому стыку 52 с помощью винтов 48 со сферическими и коническим шайбами (фиг. 5), что позволяет выровнять угол положения оси вращения поворотной плиты 3. Нижняя крышка 6 может крепиться за счет посадки с натягом, не показанных винтов или другим способом. Поворотный стол фиксируется на станине 7 за счет крепления к ней основания 4 винтами 51.
Вращающиеся части 3 и 5 поворотного стола имеют плоскую и сферическую опорные поверхности, отделенные тонким зазором h от плоской и сферической опорных поверхностей неподвижной части. В зазор подается сжатый газ через дроссели того или иного типа, установленных в полости 22 и 26 через каналы от распределительных карманов 20 и 25, к которым газ подводится через отверстия каналов 19 и 24 и штуцеры от источников С1…С4 и П1…П4. Для повышения несущей способности и жесткости на опорных поверхностях в окрестности дросселей могут быть выполнены распределительные канавки или микроуглубления, не показанные на схемах. Предпочтительным способом изоляции распределительных карманов является установка резиновых кольцевых уплотнений в проточки 23 и 27.
От опорных поверхностей газ отводится через большие зазоры и отверстия при незначительном избыточном давлении по дренажным фаскам 16 и отверстиям 15, а также кольцевой проточки 17 и канал 18. Из внутренней полости поворотного стола сжатый газ может отводиться через имеющиеся щели или через специальное отверстие 14.
Предпочтительным является исполнение поворотного стола с газовым замком за счет канавки 29 и канала с отверстием 28. Газовый замок может быть использован для следующих целей:
- подача вакуума при использовании поворотного стола в вакуумной среде (в этом случае может быть установлено несколько последовательных газовых замков с подачей вакуума различной глубины);
- подача избыточного давления со значительным расходом для выдувания из зазора стружки и СОЖ при использовании в станке;
- подача воздуха с избыточным давлением для предотвращения утечки отличного от воздуха газа, подаваемого в газостатические опоры.
Предпочтительным путем осуществления вращения поворотного стола является установка электродвигателя внутрь поворотного стола, но могут быть использованы и другие способы: турбины, ременные передачи т.п. Для контроля положения и скорости поворотный стол обычно использует встроенный датчик угла поворота и/или скорости. Встроенный электродвигатель и датчик вращения могут быть установлены на непоказанном валу, прикреплённом к поворотной плите 3 за счет отверстий 49.
Описанные конструктивные решения приведены для примера и не сужают общности патентной заявки. В защищаемой конструкции может быть изменено:
- количество рядов отверстий для установки дросселей;
- форма отверстий для установки дросселей;
- количество и расположение отверстий для установки дросселей в каждом ряду,
- количество независимо питаемых групп дросселей (но не менее 2),
- количество, расположение и способ герметизации распределительных карманов 20 и 25 (например, они могут быть сформированы внутри деталей за счет 3-D печати);
- количество и расположение регулирующих винтов,
- количество и расположение крепежных винтов (в т.ч. замена их на крепежные элементы другого типа);
- расположение каналов для отвода сжатого газа,
- наличие и конструкция газового замка.
- форма и расположение исполнительной рабочей поверхности 13 поворотной плиты 3, предназначенной для базирования вращаемых деталей или конструкций.
Принципиальным отличием ротора с плоской и сферической газостатической опорами является то, что центр жесткости ротора, лежащий в центре сферической опоры (фиг. 10) может быть вынесен максимально близко к зоне обработки, что позволяет минимизировать влияние упругого перекашивания оси ротора при действии технологических усилий. За счет этого снижаются упругие отжимы и повышается точность обработки.
Также может быть конструкция обращена, когда прикрепляются к неподвижной станине 7 охватывающие детали (поворотная плита 3 и втулка 5), а вращаются охватываемые детали (газостатический шип 1 и газостатический подпятник 2). В этом случае желательно перенести каналы для подачи сжатого воздуха в неподвижные части.
Механическое регулирование биений оси осуществляется следующим образом.
При подаче сжатого газа ротор (плита 3 и втулка 5) всплывает и поддерживается газостатическим смазочным слоем и, теоретически, должен вращаться вокруг оси Z, проходящей через центр сферической опорной поверхности корпуса перпендикулярно плоской поверхности аэростатической опоры корпуса. Однако рабочая поверхность 13 при вращении будет совершать биения. Причинами тому могут быть: неравномерности наддува через отдельные дроссели при наличии отклонений формы опор, а также погрешности расположения рабочей поверхности 13 относительно оси вращения ротора.
Величина биений рабочей поверхности 13 может быть проконтролирована с помощью датчика перемещений и индикаторной стойки 8 (фиг. 10) или на основании стандартных методик измерения биений узлов вращения (например, ASME B89.3.4), или другим способом. При этом точность измерения определяется, прежде всего, точностью средств измерения и может быть от ~1 мкм с механическими микрометрами до ~1 нм c лазерными интерферометрами.
Для уменьшения биений рабочей поверхности 13 при вращении в разработанной конструкции выполняют следующие действия:
- к газостатической втулке 5 прикрепляют кронштейны 9 с регулировочными винтами 10 (предпочтительно с мелким шагом резьбы),
- ослабляют затяжку винтов 50,
- вращением регулировочных винтов 10 смещают поворотную плиту 3 по сферическому стыку 53 относительно втулки 5, что сопровождается дополнительным поворотом рабочей поверхности 13, компенсирующим ее биения.
Регулирование положения оси осуществляют следующим образом.
Для прецизионных поворотных столов важно не только минимизация уровня биений рабочей поверхности 13 при вращении, но и возможность прецизионной юстировки оси вращения. В патентуемой конструкции поворотного стола для этого предусмотрено два уровня юстировки, механическая и пневматическая.
Механическая юстировка оси вращения осуществляется следующим образом.
Механическая юстировки оси вращения, требует ослабления винтов 48, соединяющих части корпуса по сферическому стыку 52. Доступ к винтам 48 возможен снизу через сквозные отверстия в станине 7 или при перевороте поворотного стола и установке его рабочей поверхностью 13 на плоскую поверхность, например, на поверочную плиту 12 (фиг. 11).
При конфигурации стола, приведенной в качестве примера и при отсутствии доступа к винтам 48 снизу через отверстия в станине 7, механическая юстировка оси вращения может быть осуществлена следующим образом:
- вывинчиваются винты 51;
- поворотный стол отсоединяется от станины 7;
- поворотный стол переворачивается и устанавливается на плоскую поверхность станины 7 или поверочной плиты 12 (фиг. 11);
- ослабляются винты 48 (фиг. 5);
- на опорный фланец 54 основания 4 устанавливается индикаторная стойка 8 с датчиком;
- при значительном весе стойки с датчиком 8 с противоположенной стороны может быть установлен противовес 11;
- устанавливают кронштейны 9 с регулировочными винтами 10;
- включается подача сжатого газа к опорам;
- осуществляется вращение корпуса и измерение биений датчиком перемещений 8 относительно базовой поверхности станины 7 или поверочной плиты;
- компенсация неперпендикулярности осуществляется регулировочными винтами 10, установленными в кронштейны 9;
- затягиваются винты 48
- проверяются уровень изменения показаний датчика при вращении корпуса;
- поворотный стол устанавливается на место;
- поворотный стол фиксируется на месте винтами 51.
В результате механического регулирования оси вращения достигается перпендикулярность оси вращения и нижнего установочного (опорного) фланца 54 поворотного стола.
При возможности доступа к винтам 48 снизу, например, через отверстия в станине 7, механическая юстировка оси возможна в рабочем состоянии без переворота.
Пневматическая юстировка оси вращения осуществляется следующим образом.
Пневматическая юстировка оси вращения ротора осуществляется за счет изменения условий подачи в каналах питания отдельных групп дросселей газостатических опор. Изменение условия подачи может осуществлять за счет изменения давления подачи или изменения дополнительных сопротивлений.
Уменьшение давления или увеличение дополнительного сопротивления в канале, питающем один из распределительных карманов (20, 25) будет уменьшать силу, отталкивающую ротор от сегмента опоры, прилегающего к дросселям питающихся через этот карман. Увеличение давления или уменьшение дополнительного сопротивления будет приводить к обратному эффекту. Поскольку в первом приближении отдельные сегменты газостатических опор ведут себя подобно пружинам, то изменение отжимающих сил в отдельных сегментах будет приводить к смещению оси ротора (плиты 3 и втулки 5). Изменение давления (или сопротивления) в каналах питания может осуществляться вручную или с помощью автоматизированных систем, например, с помощью системы ЧПУ станка. Автоматизированное изменение возможно в процессе обработки, между технологическими операциями или после обработки, например, для отвода инструмента после обработки или компенсации погрешности изготовления.
Два варианта пневматических схем для подключения групп дросселей плоской и сферической газостатических опор изображены на фиг. 8 и 9.
Пневматическая схема, изображенная на рисунке 8, позволяет реализовать произвольную комбинацию смещений оси ротора и осуществить фиксацию ротора от поворота за счет независимого изменения давления в восьми независимых группах дросселей.
Для смещения ротора вверх можно увеличить давление подачи по линиям П1…П4 или уменьшить давление подачи по линиям С1…С4, (см. фиг. 2).
Для смещения ротора вдоль оси Х достаточно увеличить давления, подаваемые по линиям П3, С3, или снизить давления, подаваемые по линиям П1, С1.
Для смещения ротора вдоль оси Y достаточно увеличить давления, подаваемые по линиям П4, С4, или снизить давления, подаваемые по линиям П2, С2.
Для поворота ротора вокруг оси Х достаточно увеличить давление, подаваемое по линии П2, и снизить давление, подаваемое по линии П4.
Для поворота ротора вокруг оси Y достаточно увеличить давление, подаваемое по линии П3, и снизить давление, подаваемое по линии П1.
Для фиксации ротора от поворота сбрасывают до нуля давление подачи в группы П1…П4, в результате ротор прижимается к плоской опорной поверхности корпуса и фиксируется силами трения.
На фиг. 9 приведена упрощенная схема пневматического регулирования, позволяющая смещать ротор в плоскости YZ (см. фиг. 2) за счет регулирования дополнительных регулиреемых дросселей 33.
Для смещения ротора вдоль оси Z достаточно уменьшить сопротивление регулирующих дросселей 33 для повышения давлений, подаваемых по линиям П1 и П3.
Для смещения ротора вдоль оси Y достаточно уменьшить сопротивление регулирующих дросселей 33 для повышения давлений, подаваемых по линиям П4, С4.
Для поворота ротора вокруг оси Х достаточно снизить сопротивление дросселя 33 в линии П2, и повысить сопротивление дросселя 33 в линии П4.
Взаимосвязь смещений ротора и давлений подачи в отдельные группы может быть определена экспериментально или на основании расчетов.
Необходимо отметить принципиальные отличия пневматического регулирования положением ротора от активных и адаптивных газостатических опор со специально изготавливаемыми встроенными дросселями расходные характеристики меняются автоматически за счет деформации упругих элементов или меняются за счет использования систем управления:
- пневматическое регулирование может быть реализовано за счет типовых промышленных регуляторов давления или типовых регулируемых дросселей;
- при использовании встраиваемых активных или адаптивных дросселей требуется изготовления и настройки большого количества дросселей и равными расходными характеристиками;
- использование встраиваемых активных или адаптивных дросселей, существенно увеличивает габариты газостатических опор;
- пневматическое регулирование может осуществляться вручную (например, при юстировке оси), в этом случае не требуется встраивание датчиков положения и системы регулирования или системы управления, как в патентном документе SU 552140A, опуб., 1977.
Вместе с тем необходимо отметить, что быстродействие пневматического регулирования оси ограничено заметным внутренним объемом сжатого газа во внутренних полостях, который не может мгновенно изменить свое давление. Из-за этого пневматическое регулирование не позволяет реализовать быстрые перемещения ротора. В то же время, пневматическое регулирование может осуществляться автоматически, например, с помощью системы ЧПУ станка для отвода инструмента после обработки на несколько мкм или для осуществления холостого хода инструмента.
Таким образом, пневматическое регулирование положением оси ротора, позволит реализовать медленные угловые, радиальные и осевые смещение ротора от с точностью не менее ~5…10 нм в диапазоне ± 2…6 мкм. Пневматическое регулирование положения оси шпинделя может проводится как вручную, так и автоматизировано, например, с помощью системы ЧПУ станка в процессе обработки, между технологическими операциями, или после обработки.
Фиксация ротора осуществляется следующим образом.
Ротор может быть зафиксирован от поворота, за счет выключения давления подачи в группы П1…П4. В этом случае давление газа на сферическую опорную поверхность сжимает плоские опорные поверхности статора и ротора с большим усилием и обеспечит фиксацию от сдвига и поворота за счет трения. При этом контактное усилие сжатия распределяется по большой поверхности плоского стыка и не приводит к локальному смятию или износу опор. При фиксации ротор смещается вниз примерно на величину зазора.
Контроль положения оси осуществляют следующим образом.
При механической и пневматической юстировке оси вращения требуется определять смещения оси. Это можно сделать косвенно по углу поворота регулирующих винтов 10 или по величине давления, подаваемого в управляющие группы дросселей, а также непосредственным измерением смещений ротора.
При использовании косвенных измерений зависимость смещений ротора от изменения давления или от угла поворота регулирующих винтов может быть определена эмпирически за счет предварительных испытаний или на основании расчетов, а точность реализуемых смещений определяется, прежде всего, точностью задаваемых величин управляющих воздействий.
Измерения радиальных, осевых и угловых биений оси ротора при вращении может быть проведено по стандартным методикам ASME B89.3.4 или другим способом.
Точность непосредственного измерения зависит от используемого оборудования и может составлять от 1 мкм для механических микрометров до 1 нм и менее при использовании лазерных интерферометров и подобного оборудования.
Пример применения регулировки положения оси для устранения погрешности формы деталей:
На фиг. 12 приведен пример применения поворотного стола в ультрапрецизионном сферошлифовальном станке, предназначенном для обработки вогнутых и выпуклых сферических поверхностей:
- пробок и сопрягаемых с ними уплотнительных седел из нержавеющей стали или никелевых сплавов для шаровых кранов, работающих при особо низких или особо высоких температурах:
- сферических линз из оптических стекол или кристаллов;
- отражающих сферических элементов;
- сферических резонаторов волновых гироскопов;
- сферических подшипников и т.п.
На станине 36 установлен шпиндель 37 изделия для вращения с медленной угловой скоростью вокруг оси Z2 заготовки 39, закрепленной на оправке 38.
Инструментальный шпиндельный узел 44 обеспечивает быстрое вращение вокруг оси Z1чашечного шлифовального круга 46 на оправке 45. Инструментальный шпиндельный узел 44 установлен на каретке 42, двигающейся по линейным направляющим 41 для обеспечения врезания S и изменения радиуса обрабатываемой детали. Линейные направляющие 41 установлены на рабочей плоскости 13 поворотной плиты 3 поворотного стола, установленного на станине 36, и обеспечивающего подачу инструмента с медленной скоростью вращения вокруг оси Z. Для статической балансировки ротора поворотного стола с установленными на нем компонентами рекомендуется использовать противовес 43, переустанавливаемый после значительных смещений каретки 42 с инструментальным шпинделем 44.
Такая кинематическая схема станка позволяет получить наиболее точную форму деталей, поскольку используется единственное формообразующее движение (вращение поворотного стола). Кроме того, такая схема допускает обработку с выхаживанием, когда, повторяются многократные проходы обрабатывающего инструмента без дополнительного врезания.
Для получения идеальной сферической формы детали требуется обеспечить:
-перпендикулярность осей вращения Z и Z2,
- перпендикулярность осей вращения Z и Z1,
- все три оси Z, Z1 и Z2 должны пересекаться в центре обрабатываемой поверхности заготовки.
Смещения каретки 42 со шпинделем 44 вдоль направления S позволяет обрабатывать вогнутые сферические поверхностей.
В данном случае должна быть выполнена предварительная регулировка положения осей станка традиционными способами, а после нее механическая и пневматическая юстировки оси с субмикронной точностью, позволяющие выставить перпендикулярность осей Z и Z2. Вертикальное смещение ротора поворотного стола с субмикронной точностью за счет пневматического регулирования положения оси вращения Z обеспечивает точность совпадения горизонтальных плоскостей, содержащих оси Z1 и Z2.
Поясним типовую схему шлифованием сферической детали выхаживанием. Осуществляется прямой ход (с шлифованием на глубину резания порядка 1 мкм) за счет вращения поворотного стола вокруг оси Z. Если при обратном ходе (вращении в противоположенную сторону) не желательно касание детали инструментом, то обратный ход можно осуществлять при отведении инструмента от детали за счет смещения ротора в горизонтальной плоскости пневматическим регулированием на величину около 2 мкм. Многократное повторение прямых и обратных проходов с зафиксированным смещением S позволяет реализовать выхаживание обрабатываемой детали и повысить точность обработки.
В результате повышается точность обработки детали до некруглости менее 1 мкм, точности формы менее 1 мкм, шероховатости Ra менее 0,01 мкм.
Таким образом, использование предлагаемого поворотного стола позволяет значительно повысить точность обработки за счет юстировки положения оси вращения в широком диапазоне с высокой точностью, а также устранения биения оси вращения поворотной плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прецизионный газостатический шпиндельный узел | 2021 |
|
RU2771708C1 |
| Стенд для статической балансировки гребных винтов | 1973 |
|
SU540181A1 |
| Аэростатический подшипниковый узел | 1991 |
|
SU1795176A1 |
| Аэростатическая опора вращения | 1990 |
|
SU1810643A1 |
| Стенд для статической балансировки гребных винтов | 1980 |
|
SU920416A1 |
| Электродинамический вибратор | 1990 |
|
SU1837996A3 |
| Двойная центрифуга | 1981 |
|
SU1007027A1 |
| Устройство для измерения угла наклона | 1986 |
|
SU1448203A1 |
| УСТРОЙСТВО ДЛЯ РЕГИСТРАЦИИ ОТКЛОНЕНИЙ ОСИ ВРАЩЕНИЯ ОБЪЕКТА | 1991 |
|
RU2068990C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОРИСТЫХ ОГРАНИЧИТЕЛЕЙ НАДДУВА В ГАЗОСТАТИЧЕСКИХ ПОДШИПНИКАХ | 2013 |
|
RU2541465C1 |


Изобретение относится к области прецизионного станкостроения и может быть использовано при обработке деталей с наноразмерной точностью. Поворотный стол содержит поворотную плиту с наружной рабочей поверхностью, установленную на основании посредством газостатических подшипников, образованных соответствующими поверхностями газостатического подпятника, расположенного на основании и жестко соединенного с шипом, расположенным под поворотной плитой, и газостатической втулки, установленной своей плоской опорной поверхностью на плоской опорной поверхности упомянутого подпятника и сопряженной с шипом. При этом упомянутая втулка расположена в контакте с внутренней поверхностью поворотной плиты с возможностью совместного с ней ограниченного юстировочного перемещения. Стол снабжен устройствами для регулирования взаимного положения поворотной плиты и упомянутой втулки с возможностью их взаимной фиксации после регулирования, при этом полости газостатических подшипников выполнены в виде отдельных углублений с установленными в них дросселями и объединены по меньшей мере в две отдельные группы с независимой подачей сжатого газа через отдельные регулирующие элементы в каждую группу полостей. Использование изобретения позволяет повысить точность обработки. 2 з.п. ф-лы, 12 ил.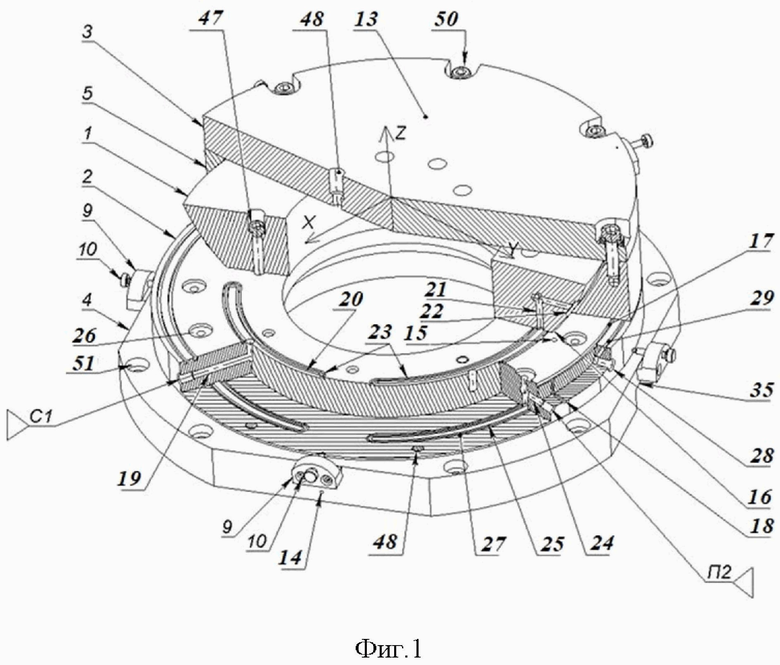
1. Поворотный стол, содержащий поворотную плиту с наружной рабочей поверхностью, установленную на основании посредством газостатических подшипников, образованных соответствующими поверхностями газостатического подпятника, расположенного на основании и жестко соединенного с шипом, расположенным под поворотной плитой, и газостатической втулки, установленной своей плоской опорной поверхностью на плоской опорной поверхности упомянутого подпятника и сопряженной с шипом, при этом упомянутая втулка расположена в контакте с внутренней поверхностью поворотной плиты с возможностью совместного с ней ограниченного юстировочного перемещения, а поверхности, по которым шип и упомянутая втулка сопряжены между собой, выполнены сферическими, причем в зазорах между сферическими поверхностями шипа и втулки и плоскими поверхностями втулки и подпятника образованы полости, которые сообщены с источником сжатого газа с образованием соответственно сферического и плоского газостатических подшипников, отличающийся тем, что он снабжен устройствами для регулирования взаимного положения поворотной плиты и упомянутой втулки с возможностью их взаимной фиксации после регулирования, а контактирующие поверхности сопряжения поворотной плиты и упомянутой втулки выполнены сферическими, при этом упомянутые полости газостатических подшипников выполнены в виде отдельных углублений с установленными в них дросселями и объединены по меньшей мере в две отдельные группы с независимой подачей сжатого газа через отдельные регулирующие элементы в каждую группу полостей.
2. Поворотный стол по п. 1, отличающийся тем, что поверхности сопряжения между собой газостатического подпятника и основания выполнены сферическими, причем подпятник установлен на основании с возможностью ограниченного юстировочного перемещения и последующей его фиксации на сферической поверхности основания.
3. Поворотный стол по п. 1 или 2, отличающийся тем, что устройство для регулирования взаимного положения поворотной плиты и упомянутой втулки выполнено в виде кронштейна, соединенного с втулкой или поворотной плитой, и регулировочного резьбового элемента, ввернутого в кронштейн с возможностью контактирования соответственно с поворотной плитой или втулкой.
| US 4076339 A, 28.02.1978 | |||
| ПОВОРОТНЫЙ СТОЛ | 2008 |
|
RU2376123C2 |
| Электростатическое запоминающее устройство на электронно-лучевой трубке | 1962 |
|
SU152125A1 |
| Устройство для определения угла сдвига между ЭДС синхронной машины и напряжением на ее зажимах | 1946 |
|
SU74847A1 |
| SU 1192945 A1, 23.11.1985 | |||
| WO 2015043228 A1, 02.04.2015. | |||

