Изобретение относится к области технологии обработки сверхтвердых материалов, таких как твердые сплавы, кубический нитрид бора, алмаз, и может быть использовано в алмазообрабатывающей промышленности.
Известен способ обточки сверхтвердых материалов, в частности алмаза, заключающийся в обработке поверхности вращающейся заготовки алмазным резцом, который возвратно-поступательно перемещается вдоль обрабатываемой поверхности [В.И.Епифанов, А.Е.Песина, Л.В.Зыков. Технология обработки алмазов в бриллианты. - М.: Высшая школа, 1987, с.132-152].
Наиболее близким по совокупности признаков к предлагаемому является способ обточки сверхтвердых материалов, в частности алмаз, который заключается в том, что обработку поверхности вращающейся заготовки производят алмазным резцом, а затем шлифуют ее шлифовальным кругом [В.И.Епифанов, А.Е.Песина, Л.В.Зыков. Технология обработки алмазов в бриллианты. - М.: Высшая школа, 1987, с.165].
Недостатками известных способов являются низкие производительность и качество поверхности при шлифовании, сложность технологического процесса, высокие требования к точности оборудования, необходимость высокой квалификации рабочего и возможность получения простых поверхностей.
Задачей изобретения является повышение производительности, качества обработки и снижение трудоемкости получения шлифованных поверхностей сверхтвердых материалов за счет усовершенствования способа шлифования заготовок из сверхтвердых материалов. При обработке поверхности заготовки сверхпрочного материала, в том числе алмаза, формируется грубозернистый рельеф с микротрещинами, уходящими в глубину кристалла. Последующее шлифование заготовки снижает шероховатость поверхности, но устранить грубозернистый рельеф затруднено. Это обусловлено тем, что электромеханическая обработка известным способом приводит к неравномерному растворению связки. Изношенные (затупленные) вершины зерен скользят по обрабатываемой поверхности, а вершина зерна, быстро возникающая из связки в области с повышенной скоростью растворения, внедряясь в поверхность заготовки, формирует на ее поверхности расширяющуюся и углубляющуюся царапину. Это приводит к образованию углублений и формированию грубозернистого рельефа, ухудшающего свойство алмаза или другого сверхтвердого материала.
Поставленная задача достигается тем, что в предлагаемом способе шлифование ведут установленным на шпинделе станка вращающимся шлифовальным кругом для алмазно-абразивной обработки с алмазными головками, при этом частоту вращения шпинделя изменяют бесступенчато с обеспечением окружной скорости шлифовального круга 120-280 м/с, а заготовку перемещают в плоскости шлифования со скоростью продольной подачи стола станка 3-9 м/мин с одновременным ее поперечным перемещением, осуществляемым при поперечной подаче стола станка, составляющей 0,01-0,06 мм/дв.ход.
Предлагаемый способ осуществляют следующим образом.
Заготовку жестко закрепляют в приспособлении, установленном на станке. Шлифование поверхности ведут установленным на шпинделе станка шлифовальным кругом для алмазно-абразивной обработки с алмазными головками типа AW различных марок и зернистости. Частоту вращения шпинделя изменяют бесступенчато, обеспечивая окружную скорость шлифовального круга 120-280 м/с. Заготовку перемещают в плоскости шлифования со скоростью продольной подачи стола станка 3-9 м/мин, одновременно осуществляют поперечное перемещение поперечной подачей стола станка 0,01-0,06 мм/дв.ход.
При упомянутых скоростях 120-280 м/с изменяется характер износа зерен шлифовальных алмазных головок. Истирание вершин алмазных зерен прекращается, и начинают преобладать зерна с острыми кромками, что говорит о их микроскалывании. Это изменение механизма износа зерен алмазных головок позволяет обеспечивать высокую производительность процесса шлифования без больших тепловыделений.
Конкретный пример реализации данного способа.
Алмазную заготовку в оправке жестко закрепляют в приспособлении, установленном на станке. Осуществляют шлифование поверхности алмаза шлифовальным кругом при скорости 160 м/с. Заготовку возвратно-поступательно перемещают в плоскости шлифования со скоростью продольной подачи стола станка 3 м/мин, а также осуществляют поперечное перемещение поперечной подачей стола станка, составляющее 0,03 мм/дв.ход. Шлифование ведут шлифовальным кругом с алмазными головками типа AW 100/80 100% сухим способом, без охлаждения.
Таким образом, в известных способах плоские поверхности алмазов шлифуют на ограночных станках с применением горизонтально установленного вращающегося чугунного диска, изготовленного из мелкозернистого пористого чугуна. Шлифование осуществляют алмазной пастой со скоростью шлифования 25-45 м/с. Предложенный же способ шлифования осуществляют на станке с установленным на его шпинделе вращающимся шлифовальным кругом с алмазными головками типа AW с обеспечением окружной скорости шлифовального круга 120-280 м/с. Кроме того, предложенный способ позволяет шлифовать алмаз с большей производительностью и меньшей трудоемкостью, а также получать поверхность без микротрещин (см. представленный чертеж с изображенным участком шлифованной поверхности алмаза, увеличенной а) в 120 раз и б) в 150 раз), причем шероховатость обработанной поверхности заготовки находится в пределах 0,32-0,10 мкм, в то время как при обработке алмаза по известному способу (прототипу) шероховатость составляет 0,6 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБТОЧКИ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2002 |
|
RU2234415C2 |
| СПОСОБ ЗАТОЧКИ ЛЕЗВИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА ШЛИФОВАЛЬНЫМ КРУГОМ | 2013 |
|
RU2547980C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧЕЙ ПОВЕРХНОСТИ АЛМАЗНОГО КРУГА ФОРМЫ 6А2 | 2005 |
|
RU2313437C2 |
| СПОСОБ ОБРАБОТКИ АЛМАЗА | 2006 |
|
RU2373050C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ КОНЦЕНТРАЦИИ АБРАЗИВА В ШЛИФОВАЛЬНОМ КРУГЕ В ПРОЦЕССЕ ШЛИФОВАНИЯ | 2001 |
|
RU2185950C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2437751C2 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| Способ заточки шнекового сверла | 2019 |
|
RU2709553C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ ОБРАБОТКИ АЛМАЗОВ В БРИЛЛИАНТЫ | 2000 |
|
RU2179509C2 |
Изобретение относится к области технологии обработки сверхтвердых материалов, таких как твердые сплавы, кубический нитрид бора, алмаз, и может быть использовано в алмазообрабатывающей промышленности. Шлифование ведут установленным на шпинделе станке вращающимся шлифовальным кругом для алмазно-абразивной обработки с алмазными головками. Частоту вращения шпинделя изменяют бесступенчато с обеспечением окружной скорости шлифовального круга 120-280 м/с. Заготовку перемещают в плоскости шлифования со скоростью продольной подачи стола станка 3-9 м/мин с одновременным ее поперечным перемещением, осуществляемым при поперечной подаче стола станка, составляющей 0,01-0,06 мм/дв.ход. 2 ил.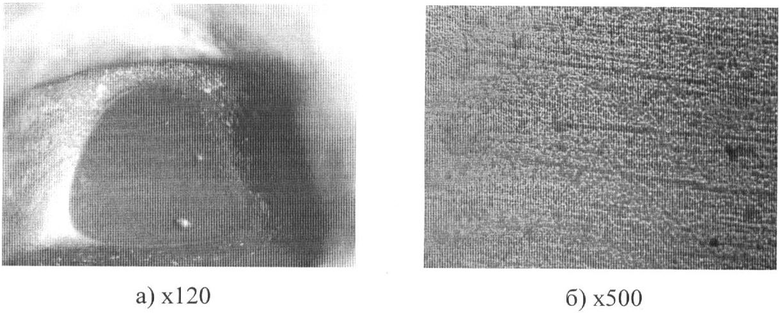
Способ обработки заготовок из сверхтвердых материалов шлифованием, отличающийся тем, что шлифование ведут установленным на шпинделе станке вращающимся шлифовальным кругом для алмазно-абразивной обработки с алмазными головками, а частоту вращения шпинделя изменяют бесступенчато с обеспечением окружной скорости шлифовального круга 120-280 м/с, причем заготовку перемещают в плоскости шлифования со скоростью продольной подачи стола станка 3-9 м/мин с одновременным ее поперечным перемещением, осуществляемым при поперечной подаче стола станка, составляющей 0,01-0,06 мм/дв.ход.
| ЕПИФАНОВ В.И | |||
| и др | |||
| Технология обработки алмазов в бриллианты | |||
| - М.: Высшая школа, 1987, с.165 | |||
| Способ шлифования | 1981 |
|
SU1006169A1 |
| СПОСОБ ОБТОЧКИ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2002 |
|
RU2234415C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИСТАЛЛОГРАФИЧЕСКИХ ОСЕЙ АЛМАЗОВ ПРИ ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 1992 |
|
RU2023576C1 |
| GB 1589523 А, 13.05.1981 | |||
| US 3916573 А, 04.11.1975. | |||

