Изобретение относится к производству шлифовальных кругов из сверхтвердых материалов и предназначено для проектирования оптимальной структуры кругов.
Известен способ определения оптимальной концентрации абразива в шлифовальных кругах на основе анализа зависимости удельного расхода абразива от концентрации, построенной по методике, регламентированной ГОСТ 16181-82. В качестве оптимальной величины концентрации абразива принимают величину, соответствующую минимальному удельному расходу этого абразива [1].
Недостаток известного способа определения оптимальной концентрации проявляется в значительной трудоемкости процесса, т.к. величину удельного расхода абразива можно определить лишь в ходе продолжительного процесса шлифования с последующим высушиванием и взвешиванием. Техническим результатом данного изобретения является значительное уменьшение трудоемкости по определению оптимальной концентрации абразива в шлифовальных кругах.
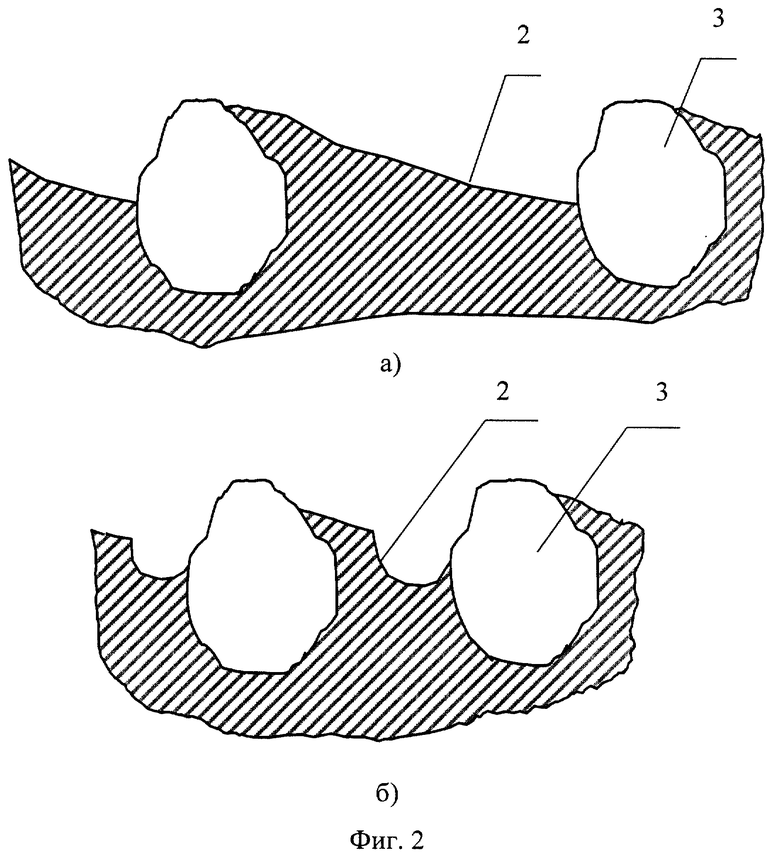
Существо способа определения оптимальной концентрации абразивных зерен в шлифовальных кругах состоит в том, что при шлифовании используют шлифовальные круги с абразивными зернами максимально возможной прочности и с разной их концентраций, в каждом из кругов определяют скорость износа связки, расположенной в зоне перед абразивными зернами, при этом за оптимальную концентрацию абразивных зерен принимают концентрацию в том шлифовальном круге, в котором скорость износа связки минимальна. Условие выбора абразивных зерен максимально возможной прочности продиктовано тем обстоятельством, что износ связки, расположенной перед абразивными зернами, должен определяться исключительно условиями шлифования, в ходе которого связка изнашивается от трения о стружку, сходящую с передней поверхности абразивного зерна. В случае использования абразивного зерна, не удовлетворяющего условию максимальной прочности, возможен излом зерна и вызванный этим опережающий износ связки, расположенной перед ним. Последнее может исказить определяемые показатели концентрации абразива в шлифовальных кругах. Изобретение поясняется чертежом, где на фиг.1 показана схема замера величины линейного износа связки на участке, расположенном перед абразивным зерном; на фиг.2 (а, б) показаны схемы износа связки кругов с меньшей (а) и большей (б) концентрацией абразивных зерен в них.
В кругах с меньшей концентрацией абразивных зерен связка изнашивается как при трении о шлифуемую заготовку, так и стружку, сходящую по передней поверхности абразивного зерна. Определение скорости износа связки может быть проведено по известной методике искусственных баз [2], в соответствии с которой на рабочей поверхности круга пирамидой с плоской вершиной выдавливают лунку, не изнашиваемое дно 1 которой служит базой для определения степени износа связки. По разнице показаний шкалы настройки микроскопа, последовательно ориентированного на дно лунки и на связку перед абразивным зерном 3, определяли величину А возвышения связки над дном лунки. По указанной схеме измерения повторяли после того, как шлифовальный круг проработал определенное время. По результатам нескольких замеров определяли среднюю величину скорости износа связки перед абразивным зерном. Указанные замеры проводились с несколькими кругами, каждый из которых отличается от других концентрацией алмазных зерен в нем. Существенным в данном случае является то, что время, необходимое для определения средней скорости износа связки, значительно меньше времени, затрачиваемого в прототипе на определение износа абразивных зерен.
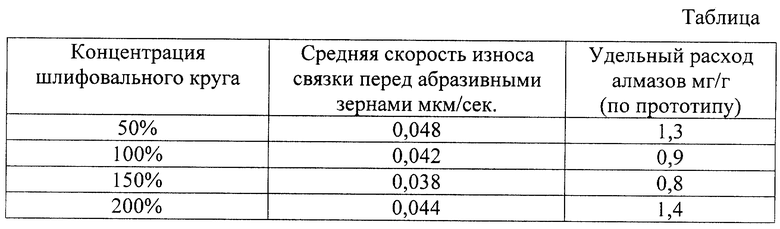
Пример. Определяли оптимальную концентрацию алмаза в шлифовальных кругах 12А 2-45o 125•5•5•32 с алмазным порошком АС20 зернистостью 180/150 мкм на связке В1-01 при шлифовании абразивов из твердого сплава марки ВК8 (δизг =1700 H/мм2) с поперечным сечением 18•6 мм на универсально-заточном станке. Параметры проведения испытаний: скорость круга Vкр=26 м/с, глубина шлифования t= 0,02 мм/дв.ход; подача S=500 мм/мин для шлифовальных кругов с концентрацией 50%, S=1000 мм/дв.ход для кругов с концентрацией 100%; S=1500 мм/дв. ход для кругов с концентрацией 150%; S=2000 мм/дв.ход для кругов с концентрацией 200%. Скорость износа связки рассчитывали как среднее из 20 измерений. Удельный расход алмазов по прототипу определяли в соответствии с ГОСТ-16181-82.
Установлено, что суммарное время, затраченное на определение оптимальной концентрации по прототипу, составило 20 часов, по предлагаемому способу - 4 часа. Результаты измерений приведены в таблице.
Как видно из таблицы, значения оптимальной концентрации 150% по предлагаемому способу и по прототипу совпадают, но трудоемкость исследований по предлагаемому способу меньше, чем по прототипу, т.к. шлифованный круг не требуется значительно изнашивать, высушивать и взвешивать.
Список литературы
1. Попов А.В. Влияние параметров шлифования на оптимальную концентрацию алмазов в кругах на органических связках. // Вестник машиностроения. 1999. 12. С. 48-50.
2. Мишнаевский Л.Л., Галков А.В. Особенности износа зерен алмазных кругов при шлифовании стали 1Х18Н9Т. // Синтетические алмазы. 1979. 2. С. 44-50.
Изобретение относится к производству шлифовальных кругов из сверхтвердых абразивных материалов и предназначено для проектирования оптимальной структуры кругов. В процессе шлифования используют шлифовальные круги с абразивными зернами максимально возможной прочности и в каждом из кругов определяют скорость износа связки в зоне, расположенной перед абразивными зернами, при этом за оптимальную концентрацию абразивных зерен принимают концентрацию их в том шлифовальном круге, в котором скорость износа связки минимальна. Технический результат выражается в уменьшении трудоемкости определения оптимальной концентрации абразива в кругах. 2 ил., 1 табл.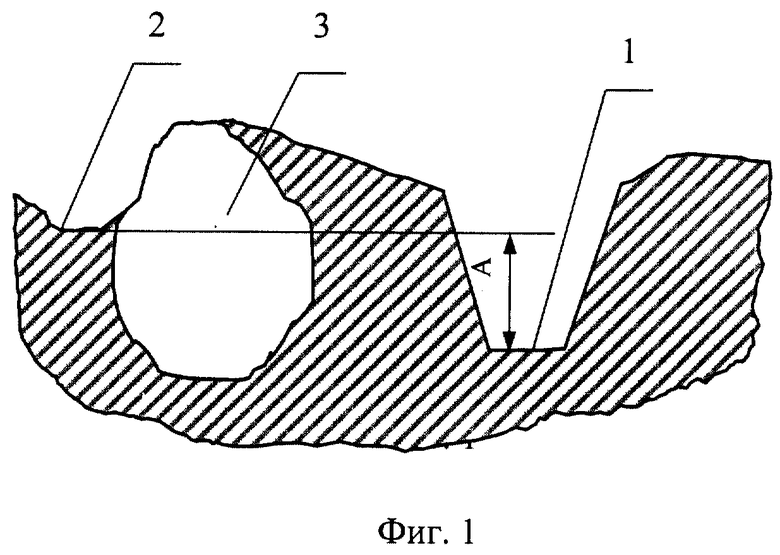
Способ определения оптимальной концентрации абразива в шлифовальном круге в процессе шлифования, отличающийся тем, что используют шлифовальные круги с абразивными зернами максимально возможной прочности и с разной их концентрацией, в каждом из кругов определяют среднюю скорость износа связки в зоне, расположенной перед абразивными зернами, а за оптимальную концентрацию абразивных зерен принимают концентрацию их в том шлифовальном круге, в котором средняя скорость износа связки минимальна.
| ПОПОВ А.В | |||
| Влияние параметров шлифования на оптимальную концентрацию алмазов в кругах на органических связках | |||
| -Вестник машиностроения, 1999, № 12, с.48-50 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ АБРАЗИВНЫХ ЗЕРЕН | 0 |
|
SU170730A1 |
| 0 |
|
SU159330A1 | |
| Устройство для включения нескольких приемников в одну антенну | 1939 |
|
SU60987A1 |
| ИППОЛИТОВ Г.М | |||
| Абразивные инструменты и их эксплуатация, М.: Машгиз, 1959, с.92, 93. | |||
