Изобретение относится к способу изготовления, по меньшей мере, одного окна в удлиненной бумажной подложке, виртуально разделенной поперек своей продольной оси на поля, а также к устройству для осуществления указанного способа. Бумажные подложки, по меньшей мере, с одним окном (или окошком) используются для изготовления защищенных от подделки или ценных документов, таких как банкноты, удостоверения, заграничные паспорта, чип-карты, водительские права и т.п. При этом, по меньшей мере, одно окно часто закрывается пленочным элементом, содержащим, например, отражающие и/или проницаемые защитные элементы, такие как дифракционные структуры, голограммы, кинеграммы®, отпечатки и т.п., а также оптически изменяющиеся вещества, такие как люминесцентные материалы, фото- и термохромные материалы, жидкие кристаллы, интерференционные пигменты, магнитные вещества и т.п.
В публикации WO 95/10420 описан способ изготовления, по меньшей мере, одного окна в удлиненной бумажной подложке. При этом окна выполняются в ней посредством высечки или лазера. Как высекальный инструмент или лазер позиционируются на бумажной подложке, не раскрывается.
Однако обычно бумажная подложка транспортируется в печатающее устройство и запечатывается позиционными метками, обеспечивающими позиционирование высекального инструмента.
В DE 10163381 А1 раскрыт способ, при котором уже в процессе производства бумаги в бумажной подложке выполняются окна. Однако сырое бумажное полотно склонно к короблению, так что точное позиционирование окошек невозможно или лишь ограниченно возможно.
Для изготовления удлиненных бумажных подложек с водяными знаками подходят круглосеточные цилиндровые или длинносеточные машины. В случае использования круглосеточной цилиндровой машины водяной знак выполняется закрытым участком сетки, тогда как при использовании длинносеточной машины для выполнения водяного знака в волокнистую суспензию посредством ровнительного валика (эгутера) вдавливается узор.
В круглосеточных машинах в зависимости от ее размера по окружности сетки расположены несколько одинаковых участков, так называемых приводок (т.е. точного заданного согласования), в пределах которых образуются соответственно, по меньшей мере, один водяной знак и, при необходимости, по меньшей мере, один дополнительный декоративный водяной знак. За счет этого после каждого оборота сетки, в основном, повторяются отклонения положения водяных знаков от заданного значения.
При использовании плоской сетки она также разделена на несколько одинаковых участков, так называемых приводок, причем в пределах каждой приводки образуются соответственно, по меньшей мере, один водяной знак и, при необходимости, по меньшей мере, один дополнительный декоративный водяной знак. За счет этого после каждого отпечатка также в этом случае, в основном, повторяются отклонения положения водяных знаков от заданного значения, однако сюда добавляются еще отклонения размещении каждой новой сетки.
Задачей изобретения является создание улучшенного способа изготовления окон в удлиненной бумажной подложке и устройства, подходящего для осуществления способа.
Эта задача решается посредством способа изготовления окошек в удлиненной бумажной подложке, виртуально разделенной поперек своей продольной оси на поля, включающего в себя следующие этапы:
а) бумажная подложка снабжается, по меньшей мере, одним водяным знаком в каждом поле;
б) положение, по меньшей мере, одного водяного знака на бумажной подложке определяется, по меньшей мере, одним сенсорным блоком;
с) бумажная подложка подается к секции изготовления отверстий в ней, управление которой происходит таким образом, что на основе определенного, по меньшей мере, одним сенсорным блоком положения, по меньшей мере, одного водяного знака в бумажной подложке выполняется, по меньшей мере, одно окно в каждом поле.
Предложенный способ позволяет использовать, по меньшей мере, одну уже образованную в процессе производства бумаги позиционную метку в виде, по меньшей мере, одного водяного знака в каждом поле для позиционирования на бумажной подложке, по меньшей мере, одного окна. Этим можно избежать обычного до сих пор надпечатывания позиционных меток. Поскольку выполнение, по меньшей мере, одного окна в бумажной подложке происходит в момент, когда она уже сухая и формостабильная, в значительной степени исключено смещение окон по отношению друг к другу.
В части устройства для осуществления способа задача решается за счет того, что оно содержит следующие компоненты:
- транспортную секцию для транспортировки удлиненной бумажной подложки;
- сенсорный блок для определения положения, по меньшей мере, одного водяного знака в виде позиционных данных;
- вычислительный блок для корректировки определенных позиционных данных посредством алгоритма;
- управляемая вычислительным блоком секция выполнения в каждом поле, по меньшей мере, одного окна и, при необходимости, одного управляющего отверстия.
Водяной знак, различаемый на бумажной подложке как более темное и более светлое места, вследствие ее волокнистой структуры обычно не имеет резкого краевого ограничения. Степень различимого более темного или более светлого окрашивания бумажной подложки в зоне водяного знака отличается к тому же у каждого водяного знака и, кроме того, на его поверхности, поскольку бумажные волокна располагаются по-разному. Также форму и размер отдельного водяного знака, а также промежутки между несколькими водяными знаками нельзя задать, поскольку при изготовлении бумаги часто возникает коробление еще влажной и формонестабильной бумажной подложки.
Поэтому, в частности, зарекомендовало себя то, что на этапе б) положение, по меньшей мере, одного, в частности, по меньшей мере, двух водяных знаков определяется, в частности, в виде позиционных меток посредством, по меньшей мере, одного сенсорного блока и, при необходимости, определенные позиционные данные пересчитываются посредством алгоритма в корректированные позиционные данные.
Далее зарекомендовало себя то, что на этапе с) секция изготовления отверстий в бумажной подложке на основе определенного, по меньшей мере, одним сенсорным блоком положения, по меньшей мере, одного водяного знака выполняет в каждом поле бумажной подложки, по меньшей мере, одно управляющее отверстие и в заданном согласовании к нему, по меньшей мере, одно окно.
По меньшей мере, одно управляющее отверстие обладает по сравнению с водяным знаком преимуществом точного позиционирования, высокой резкости краев и сохраняющим точную приводку расположением относительно, по меньшей мере, одного окна, так что управление последующими этапами способа, такими как запечатывание или апплицирование пленки, осуществляется предпочтительно на основе, по меньшей мере, одного управляющего отверстия.
Транспортная секция подает бумажное полотно к сенсорному блоку и преимущественно без перерыва к секции изготовления отверстий в бумажной подложке, причем происходит выверка и/или корректировка положения бумажного полотна по отношению к секции изготовления отверстий в бумажной подложке, так что, по меньшей мере, одно окно может быть высечено в бумажном полотне в правильном положении.
Для предложенного устройства предпочтительно, если на этапе а) в краевой зоне каждого поля предусматривается, по меньшей мере, один водяной знак, располагаемый по первой прямой параллельно продольной оси бумажной подложки, на этапе б) положение, по меньшей мере, одного водяного знака оптически определяется, по меньшей мере, одним сенсорным блоком, а на этапе с) секция изготовления отверстий в бумажной подложке на основе корректированных позиционных данных выполняет в каждом ее поле, по меньшей мере, одно управляющее отверстие, а в заданном согласовании к нему, по меньшей мере, одно окно, причем, по меньшей мере, одно управляющее отверстие располагается в краевой зоне бумажной подложки на второй прямой, ориентированной параллельно первой прямой.
Для предложенного способа далее предпочтительно, если на этапе а) в краевой зоне каждого поля предусматриваются, по меньшей мере, два водяных знака, которые располагаются вдоль первых прямых или соответственно на первой прямой, ориентированных/ориентированной параллельно продольной оси бумажной подложки.
Для этапа с) далее предпочтительно, если секция изготовления отверстий в бумажной подложке на основе корректированных позиционных данных выполняет в каждом ее поле, по меньшей мере, два управляющих отверстия, а в заданном согласовании к нему, по меньшей мере, одно окно, причем, по меньшей мере, два управляющих отверстия располагаются в краевой зоне соответствующего поля, по меньшей мере, на одной первой прямой, ориентированной параллельно первой прямой.
При корректировке позиционных данных позиционирование водяного знака на первой прямой осуществляется на определенном расстоянии от края бумажной подложки или водяных знаков в ряд на первой прямой и с максимально равными промежутками друг от друга. Корректированные таким образом позиционные данные используются для управления последующими этапами процесса или секциями устройства, такими как высекальная секция.
Зарекомендовало себя то, что секция изготовления отверстий содержит регулятор для выверки и/или корректировки положения удлиненной бумажной подложки относительно этой секции. При этом можно управлять положением и/или скоростью инструмента для изготовления отверстий. В качестве опции может осуществляться также корректировка положения и/или скорости транспортировки бумажной подложки. Кроме того, можно управлять как положением и/или скоростью инструмента, так и положением и/или скоростью транспортировки бумажной подложки.
При обработке бумажной подложки, полученной на круглоситовой машине, в качестве основы для управления используется преимущественно заданное значение приводки, основанное на среднем значении, которое вычисляется на основе числа приводок на окружность сита. За счет преимущественно оптического определения, по меньшей мере, одного водяного знака на окружность сита, преимущественно ровно одного водяного знака, происходит корректировка этого заданного значения, причем следует учесть допуск на регулирование секции изготовления отверстий.
Зарекомендовало себя то, что секция изготовления, по меньшей мере, одного окна и, при необходимости, по меньшей мере, одного управляющего отверстия образована высекальной секцией, в частности вращающимся высекальным цилиндром, лазерным режущим или водоструйным режущим устройством. При использовании высекального цилиндра, например, расстояния между выполненными управляющими отверстиями, управляющими отверстиями и, по меньшей мере, одним окном, а также между отдельными окнами заданы и непрерывно повторяются в соответствии с окружностью высекального цилиндра. При этом положением высекального цилиндра и скоростью его вращения можно управлять. Точно так же можно использовать невращающийся высекальный инструмент.
По меньшей мере, один сенсорный блок является преимущественно сенсорным блоком для оптического определения положения, по меньшей мере, одного водяного знака и образован преимущественно камерой. Транспортная секция для обработки бумажных полотен от рулона к рулону образована преимущественно тянущим механизмом, зазором между валиками и т.п. Устройство содержит далее преимущественно, по меньшей мере, один печатный аппарат для запечатывания бумажной подложки, который расположен до и/или после секции изготовления отверстий в ней. Кроме того, зарекомендовало себя то, что устройство содержит, по меньшей мере, одну секцию апплицирования пленки, которая расположена после секции изготовления отверстий в бумажной подложке.
Бумажная подложка разделена, в частности, по меньшей мере, на два поля, по меньшей мере, с одной заготовкой каждое, и в каждом поле расположен, по меньшей мере, один водяной знак. Следовательно, поля расположены друг за другом, если смотреть в продольном направлении бумажной подложки.
Далее предпочтительно, если, по меньшей мере, два поля разделены, по меньшей мере, на два сегмента или заготовки каждое, причем каждый сегмент снабжается, по меньшей мере, одним окном. Следовательно, сегменты расположены рядом друг с другом и/или друг за другом, если смотреть в продольном направлении бумажной подложки. Разделение бумажной подложки на заготовки является обычным в технике печати процессом, чтобы имеющуюся в распоряжении бумажную подложку использовать как можно более оптимально для изготовления большого числа однородных документов.
Зарекомендовало себя то, что бумажная подложка разделяется на поля или поля и сегменты расчетным путем, т.е. виртуально, причем после осуществления всех этапов способа на бумажной подложке или после оформления заготовок располагается резальная секция, которая разрезает ее на отдельные заготовки для оформления отдельных защищенных от подделки документов.
Удлиненная бумажная подложка имеет преимущественно вид рулонного материала. Преимущественно после выполнения отверстий и, при необходимости, осуществления дополнительных технологических операций, таких как запечатывание, апплицирование защитных элементов, в частности в зоне окна, или ламинирования одним или несколькими слоями пленки, бумажная подложка разрезается на заготовки, так что недорого может осуществляться изготовление большого числа однородных защищенных от подделки документов с окнами, таких как банкноты, удостоверения, водительские права и т.д.
В качестве альтернативы разделение на поля и сегменты может быть реализовано за счет перфорирования или надсекания бумажной подложки. Однако это может ухудшить обрабатываемость бумажной подложки от рулона к рулону.
Предпочтительно выполнить в бумажной подложке, по меньшей мере, два окна и расположить, по меньшей мере, два окна, по меньшей мере, на одной третьей прямой, ориентированной параллельно первой и второй прямым.
Преимущественно, по меньшей мере, один водяной знак выполняется длиной и шириной 0,5-10 мм, в частности 1-5 мм. Выбор подходящих размеров водяного знака зависит, в частности, от используемого сенсорного блока для определения положения водяного знака, господствующих условий освещения и контраста между ним и остальным бумажным материалом. При необходимости, с обратной стороны бумажной подложки следует расположить осветительное средство, чтобы повысить контраст между водяным знаком и остальным бумажным материалом и облегчить определение положения водяного знака сенсорным блоком.
Зарекомендовало себя то, что каждый водяной знак, по меньшей мере, касается первой прямой. Разумеется, в случае большого числа водяных знаков, принимаемых во внимание для определения корректированных позиционных данных, может произойти так, что один или несколько водяных знаков не будут касаться первой прямой. В отношении обычных способов производства бумаги на кругло- или длинносеточных машинах положение водяных знаков может отличаться от желаемого положения в миллиметровом диапазоне.
Оказалось предпочтительным, если, по меньшей мере, один водяной знак выполняется в виде точек или линий. Кроме того, оказалось благоприятным, если каждому водяному знаку придается управляющее отверстие, в частности если рядом с каждым водяным знаком выполняется управляющее отверстие. В зоне каждого водяного знака может быть выполнено управляющее отверстие, так что удаляются, по меньшей мере, части соответствующего водяного знака.
Зарекомендовало себя то, что дополнительно, по меньшей мере, к одному водяному знаку бумажная подложка снабжается, по меньшей мере, одним декоративным водяным знаком. Такие декоративные водяные знаки являются обычными, в частности, у банкнот или защищенных от подделки документов, таких как удостоверения, свидетельства и т.д., и изображают людей, гербы, узоры, подписи и т.п. Преимущественно на каждую заготовку предусматривается, по меньшей мере, один декоративный водяной знак.
Краевая зона бумажной подложки, содержащая, по меньшей мере, одно управляющее отверстие и, по меньшей мере, один водяной знак, отделяется преимущественно в режущей секции после выполнения, по меньшей мере, одного окна и, при необходимости, других технологических операций или после оформления.
В отношении быстрой и недорогой обработки бумажной подложки зарекомендовало себя то, что удлиненная бумажная подложка во время, в частности, оптического определения положения, по меньшей мере, одного водяного знака и выполнения, по меньшей мере, одного управляющего отверстия и, по меньшей мере, одного окна транспортируется в виде бумажного полотна от рулона к рулону. Бумажная подложка, содержащая, по меньшей мере, один водяной знак и, при необходимости, дополнительные декоративные водяные знаки, разматывается с рулона, посредством транспортной секции подается к сенсорному блоку для определения положения, по меньшей мере, одного водяного знака, секции изготовления отверстий и, при необходимости, к другим секциям для запечатывания, апплицирования пленочных элементов и т.п. и снова сматывается в рулон. В качестве альтернативы вместо сматывания в рулон происходит разделение бумажной подложки на заготовки, в частности защищенные от подделки или ценные документы.
На чертежах в качестве примера поясняются предложенные способ и устройство. При этом на чертежах изображают:
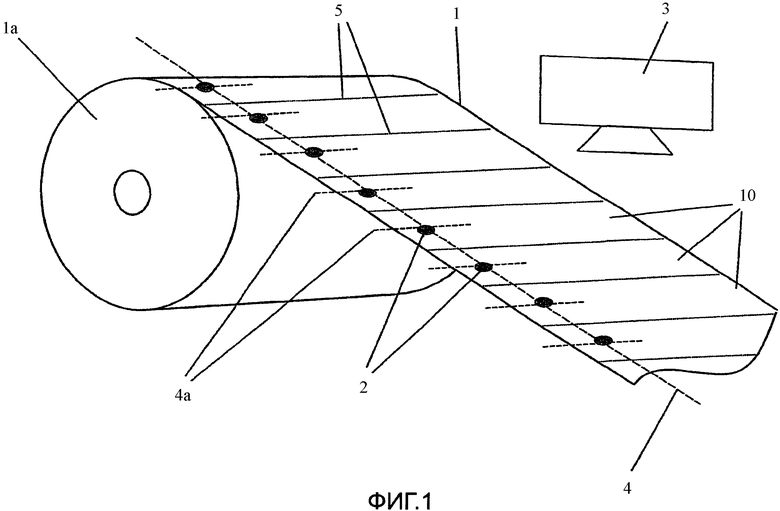
фиг.1 - схематично разделенную на поля бумажную подложку с одним водяным знаком в каждом ее поле;
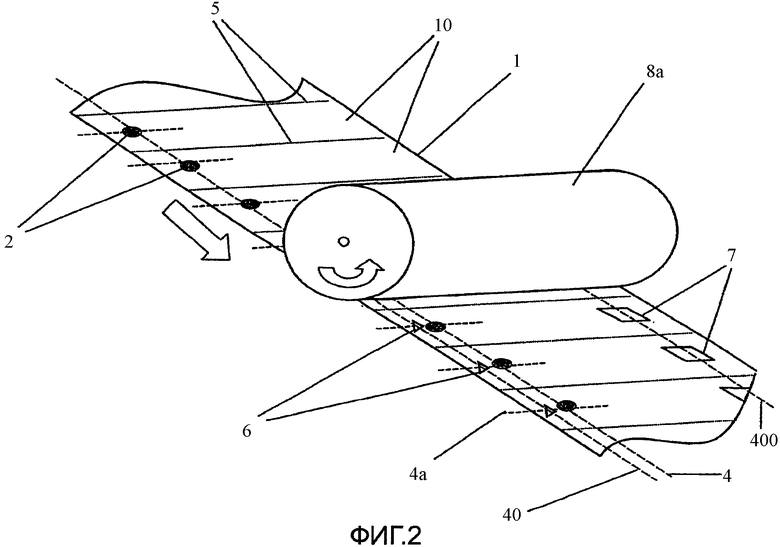
фиг.2 - схематично бумажную подложку из фиг.1 при обработке в высекальной секции;
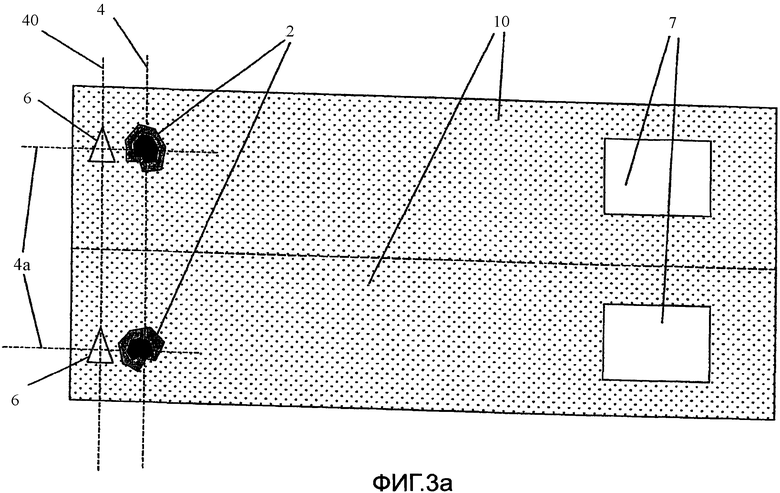
фиг.3а - два поля бумажной подложки при виде сверху, причем в каждом поле предусмотрены один водяной знак и одно управляющее отверстие;
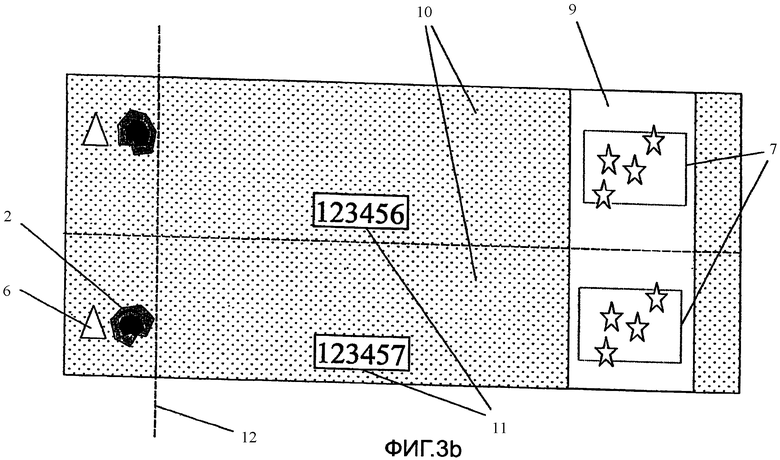
фиг.3b - поля из фиг.3а после апплицирования пленки и запечатывания;
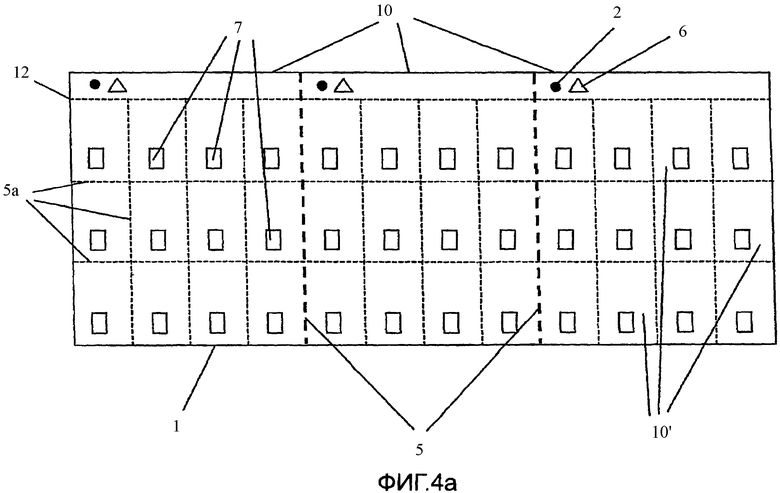
фиг.4а, b - виртуально разделенные на заготовки бумажные подложки при виде сверху;
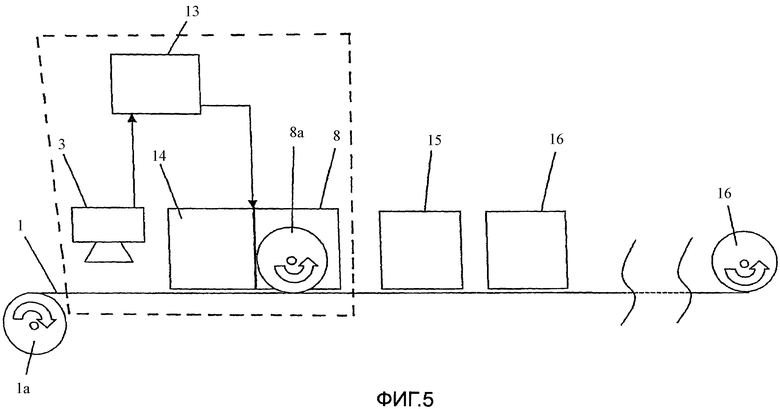
фиг.5 - схематично устройство для осуществления способа.
На фиг.1 схематично изображена разделенная на поля 10 удлиненная бумажная подложка 1 с одним водяным знаком 2 в каждом поле 10. Бумажная подложка 1 смотана в рулон 1а и для дальнейшей обработки разматывается с него. Разделение бумажной подложки 1 на поля 10 виртуально реализовано разделительными линиями 5, проходящими между двумя соседними полями 10. Сенсорный блок 3, например камера, оптически определяет положение водяных знаков 2 и их положение по отношению друг другу на бумажной подложке 1. Поскольку положение, форма, размер и контраст каждого водяного знака 2 незначительно отличаются, определенные сенсорным блоком 3 позиционные данные являются лишь ориентировочными значениями, которые необходимо соответственно корректировать, чтобы управляющие метки можно было использовать для дальнейших технологических операций. Так, в частности, осуществляется корректировка расстояний между водяными знаками 2, а в качестве опции - также корректировка расстояния от края.
Из-за относительно сильного растяжения бумажной подложки на практике зарекомендовало себя то, что определяется не каждый водяной знак, а только один водяной знак на окружность или длину сетки бумагоделательной машины. Если по окружности круглого сита расположены, например, восемь приводок с одним водяным знаком каждая, то определяется и используется для управления только каждый восьмой водяной знак.
Определенные сенсорным блоком 3 позиционные данные передаются для этого на вычислительный блок (не показан), который посредством алгоритма рассчитывает корректированные позиционные данные. Вычислительный блок учитывает, по меньшей мере, положение одного водяного знака 2 на окружность или длину сетки бумагоделательной машины. При этом расстояние водяного знака 2 в отношении длинной стороны бумажной подложки 1 корректируется расчетным путем за счет того, что расчетным путем через водяной знак 2 или с примыканием к нему параллельно продольной стороне проводится первая прямая 4 и положение всех последующих водяных знаков 2 на окружность или длину сетки бумагоделательной машины принимается на этой первой прямой 4. Положение водяных знаков 2 по отношению к их расстоянию друг от друга может корректироваться расчетным путем. При этом, по меньшей мере, на окружность или длину сетки бумагоделательной машины принимается расчет максимально постоянное расстояние. Корректированные позиционные данные для соответствующего водяного знака 2 возникают, по меньшей мере, для одного определенного поля бумажной подложки 1 в виде точки пересечения между первой и вспомогательной 4а прямыми, причем вспомогательные прямые 4а рассчитываются на максимально постоянном расстоянии друг от друга и перпендикулярно первой прямой 4 в плоскости бумажной подложки 1 в соответствии с определенными позиционными данными. Поля 10 могут быть разделены на сегменты или дополнительные заготовки посредством дополнительных виртуальных разделительных линий, которые могут проходить параллельно первой 4 и вспомогательной 4а прямым на бумажной подложке 1 (фиг.4а, 4b).
На фиг.2 бумажная подложка 1 из фиг.1 схематично изображена при обработке в выполненной в виде высекальной секции изготовления отверстий в ней, причем здесь из высекальной секции показан только высекальный инструмент в виде высекального цилиндра 8а. С помощью корректированных в вычислительном блоке позиционных данных бумажная подложка 1 выравнивается относительно положения высекального цилиндра 8а, так что в приводке по отношению друг к другу и к корректированным позиционным данным выполняются управляющие отверстия 6 и окна 7. Рядом с каждым водяным знаком 2 в бумажной подложке 1 высекается одно управляющее отверстие 6, причем управляющие отверстия 6 расположены на второй прямой 40 параллельно первой прямой 4 и на вспомогательной прямой 4а. Окна 7 расположены на третьей прямой 400 параллельно второй прямой 40.
На фиг.3а при виде сверху изображены два поля 10 бумажной подложки 1, причем в одном поле 10 предусмотрены по одному водяному знаку 2 и управляющему отверстию 6. По водяным знакам 2 хорошо видно, что их контраст относительно материала поля 10, форма, размер и положение разные. Первая прямая 4 пересекает оба водяных знака 2 и корректирует или нормирует расстояние каждого из них до параллельного края поля 10 на расстояние первой прямой 4 до параллельного края поля 10. Вспомогательные прямые 4а корректируют или нормируют расстояние между обоими водяными знаками 2. В корректированном положении каждый водяной знак 2 находится в точке пересечения первой 4 и вспомогательной 4а прямых. В соответствии с этими корректированными позиционными данными выполняются управляющие отверстия 6 и два окна 7. В отношении считываемости своего положения управляющие отверстия 6 благодаря своему точному позиционированию, форме и резкости краев превосходят водяные знаки 2, так что управление последующими технологическими операциями осуществляется предпочтительно на основе управляющих отверстий 6.
На фиг.3b изображены поля 10 из фиг.3а, на которые посредством ламинирования нанесена прозрачная пленочная полоска 9, имеющая звездообразный металлический декор с зависимым от угла зрения оптическим эффектом, и на которых выполнены отпечатки в виде серийных номеров. Окна 7 закрыты пленочной полоской 9. Позиционирование пленочной полоски 9 и отпечатков 11 в отношении полей 10 осуществляется при ламинировании или печати в соответствии с положением управляющих отверстий 6, которые расположены в приводке (заданном согласовании) к окнам 7 (здесь закрытым пленочной полоской 9 и обозначенным точечными линиями), причем происходит оптическое определение положения управляющих отверстий 6.
После осуществления всех технологических операций с бумажной подложкой она разделяется в зоне разделительных линий 5 (фиг.1 и 2), и краевая зона, содержащая водяные знаки 2 и управляющие отверстия 6, удаляется за счет выполнения разреза по разделительной линии 12 (фиг.3b).
На фиг.4а при виде сверху изображены три поля 10 бумажной подложки 1, которые посредством разделительных линий 5 виртуально отделены друг от друга, причем в каждом поле 10 в краевой зоне предусмотрены один водяной знак 2 и одно управляющее отверстие 6. Каждое поле 10, в свою очередь, разделено виртуальными разделительными линиями 5а на двенадцать сегментов 10' или заготовок. В приводке к управляющим отверстиям 6 в каждом сегменте 10' выполнены окна 7. Краевая зона бумажной подложки 1, содержащая водяные знаки 2 и управляющие отверстия 6, после оформления сегментов 10' отделяется по разделительной линии 12 и отбрасывается. Вдоль разделительных линий 5, 5а осуществляется также отделение сегментов 10' после их оформления.
На фиг.4b при виде сверху изображены также три поля 10 бумажной подложки 1, которые посредством разделительных линий 5 виртуально отделены друг от друга, причем в каждом поле 10 в краевой зоне предусмотрены два водяных знака 2 и одно управляющее отверстие 6. Каждое поле 10, в свою очередь, разделено виртуальными разделительными линиями 5а на двенадцать сегментов 10' или заготовок. В приводке к управляющим отверстиям 6 в каждом сегменте 10' выполнены окна 7. Краевая зона каждого поля 10, содержащая водяные знаки 2 и управляющие отверстия 6, после оформления сегментов 10' отделяется по разделительной линии 12 и отбрасывается. Вдоль разделительных линий 5, 5а осуществляется также отделение сегментов 10' после их оформления.
На фиг.5 схематично изображено устройство для осуществления способа. Предусмотрен рулон 1а, в который смотана удлиненная бумажная подложка 1. Она подается с рулона 1а к обозначенной штриховыми линиями секции для изготовления в ней отверстий, содержащей сенсорный блок 3 в виде камеры, которая определяет положение водяных знаков на бумажной подложке 1 и передает его на вычислительный блок 13. По полученным позиционным данным вычислительный блок 13 посредством алгоритма рассчитывает корректированные позиционные данные и с их помощью подает управляющий сигнал на высекальную секцию 8, содержащую регулятор 14 для управления скоростью вращения высекального цилиндра 8а и в качестве опции его положением или скоростью транспортировки и в качестве опции положением бумажной подложки 1. Регулятор 14 корректирует положение бумажной подложки 1 и, в частности, полей 10 в ее плоскости относительно положения высекального цилиндра 8а и расположенные на нем режущие органы (не показаны) для изготовления управляющих отверстий и окошек в бумажной подложке 1.
Бумажная подложка 1 транспортируется к секции изготовления отверстий, и после корректировки положения посредством высекального цилиндра 8а осуществляется высекание управляющих отверстий и окошек.
Наконец бумажная подложка 1 подается к печатному аппарату 15 и запечатывается цветными узорами и серийными номерами. Для управления печатным аппаратом 15 используются выполненные в высекальной секции 8 управляющие отверстия.
Запечатанная бумажная подложка 1 транспортируется в секцию 16 апплицирования пленки, и окна закрываются пленочным элементом. Для управления секцией 16 также используются выполненные в высекальной секции 8 управляющие отверстия.
К упомянутым секциям могут примыкать дополнительные обрабатывающие секции, например дополнительный печатный аппарат, секция вакуумного напыления, дополнительная секция апплицирования пленки и т.д., которые здесь, однако, не показаны. Наконец готовая бумажная подложка 1 сматывается в рулон 1а или в качестве альтернативы подается к режущей секции для разрезания бумажной подложки по виртуальным разделительным линиям на заготовки. Краевая зона, содержащая водяные знаки и управляющие отверстия, отделяется.
Зная предложенный способ и подходящее для его осуществления устройство, специалист вполне способен обрабатывать бумажные подложки с водяными знаками непосредственно в секциях изготовления отверстий в бумажной подложке и осуществлять инлайновую обработку, т.е. без промежуточного расположения бумажной подложки, исходя из этой секции в приводке с другими секциями, такими как секция апплицирования пленки, печатный аппарат, PVD-, CVD-секция, секция тиснения и т.д.

Изобретение относится к области полиграфии и может быть использовано для выполнения, по меньшей мере, одного окна в удлиненной бумажной подложке. Подложка виртуально разделена на поля поперек своей продольной оси. При реализации способа бумажную подложку снабжают, по меньшей мере, одним водяным знаком в каждом поле. Определяют положение, по меньшей мере, одного водяного знака посредством, по меньшей мере, одного сенсорного блока. Подают бумажную подложку к секции изготовления отверстий. Управляют секцией на основе определенного сенсорным блоком положения водяного знака. Выполняют в каждом поле подложки, по меньшей мере, одно окно. Устройство для осуществления способа содержит транспортную секцию, сенсорный блок, вычислительный блок и секцию изготовления отверстий. Обеспечивается отсутствие необходимости надпечатывания позиционных меток. Исключается смещение окон по отношению друг к другу. 2 н. и 26 з.п. ф-лы, 7 ил.
1. Способ изготовления, по меньшей мере, одного окна (7) в удлиненной бумажной подложке (1), виртуально разделенной поперек своей продольной оси на поля, включающий в себя следующие этапы:
а) бумажную подложку (1) снабжают, по меньшей мере, одним водяным знаком (2) в каждом поле;
б) положение, по меньшей мере, одного водяного знака (2) на бумажной подложке (1) определяют посредством, по меньшей мере, одного сенсорного блока (3), причем определяют положение, по меньшей мере, одного водяного знака (2) в каждом поле посредством, по меньшей мере, одного сенсорного блока (3) в виде позиционных данных и определенные позиционные данные преобразуют посредством алгоритма в корректированные позиционные данные;
с) бумажную подложку (1) подают к секции изготовления отверстий в ней, которой управляют таким образом, что на основе определенного, по меньшей мере, одним сенсорным блоком (3) положения, по меньшей мере, одного водяного знака (2) в каждом поле бумажной подложки (1) выполняют, по меньшей мере, одно окно (7).
2. Способ по п.1, отличающийся тем, что на этапе б) определяют положение, по меньшей мере, одного водяного знака (2) на бумажной подложке (1).
3. Способ по п.1, отличающийся тем, что на этапе с) с помощью секции изготовления отверстий в бумажной подложке (1) на основе определенного, по меньшей мере, одним сенсорным блоком (3) положения, по меньшей мере, одного водяного знака (2), или на основе корректированных позиционных данных выполняют, по меньшей мере, одно управляющее отверстие (6) и в заданном согласовании к нему, по меньшей мере, одно окно (7) в каждом поле бумажной подложки (1).
4. Способ по п.1, отличающийся тем, что на этапе а) удлиненную бумажную подложку (1) в краевой зоне каждого поля снабжают, по меньшей мере, одним водяным знаком (2), который располагают на первой прямой (4) параллельно продольной оси бумажной подложки (1), на этапе б) положение, по меньшей мере, одного водяного знака (2) оптически определяют посредством, по меньшей мере, одного сенсорного блока (3), при этом на этапе с) с помощью секции изготовления отверстий в бумажной подложке (1) на основе корректированных позиционных данных в каждом поле бумажной подложке (1) выполняют, по меньшей мере, одно управляющее отверстие (6) и в заданном согласовании к нему, по меньшей мере, одно окно (7), причем, по меньшей мере, одно управляющее отверстие (6) располагают в краевой зоне соответствующего поля на второй прямой (40), ориентированной параллельно первой прямой (4).
5. Способ по п.4, отличающийся тем, что на этапе а) удлиненную бумажную подложку (1) в краевой зоне каждого поля снабжают, по меньшей мере, двумя водяными знаками (2), которые располагают вдоль первой прямой (4) или каждый располагают на первой прямой (4), ориентированной параллельно продольной оси бумажной подложки (1).
6. Способ по одному из пп.4 или 5, отличающийся тем, что на этапе с) с помощью секции изготовления отверстий в бумажной подложке (1) в каждом поле на основе корректированных позиционных данных выполняют, по меньшей мере, два управляющих отверстия (6), а в заданном согласовании к ним, по меньшей мере, одно окно (7), причем, по меньшей мере, два управляющих отверстия (6) располагают в краевой зоне соответствующего поля, по меньшей мере, на одной второй прямой (40), ориентированной параллельно первой прямой (4).
7. Способ по одному из пп.1-5, отличающийся тем, что секцию для выполнения, по меньшей мере, одного управляющего отверстия (6) и/или, по меньшей мере, одного окна (7) образуют высекальной секцией (8), лазерным режущим или водоструйным режущим устройством.
8. Способ по одному из пп.1-5, отличающийся тем, что бумажную подложку (1) разделяют, по меньшей мере, на два поля (10).
9. Способ по п.8, отличающийся тем, что, по меньшей мере, два поля (10) разделяют соответственно, по меньшей мере, на два сегмента (10'), причем каждый сегмент (10') снабжают, по меньшей мере, одним окном (7).
10. Способ по одному из пп.4 и 5, отличающийся тем, что выполняют, по меньшей мере, два окна (7), при этом их располагают, по меньшей мере, на одной третьей прямой (400), ориентированной параллельно первой прямой (4) и второй прямой (40).
11. Способ по одному из пп.1-5, отличающийся тем, что выполняют, по меньшей мере, два водяных знака (2) длиной и шириной 0,5-10 мм каждый.
12. Способ по одному из пп.1-5, отличающийся тем, что каждый водяной знак (2), по меньшей мере, частично касается первой прямой (4).
13. Способ по одному из пп.1-5, отличающийся тем, что каждый водяной знак (2) выполняют в виде точек или линий.
14. Способ по одному из пп.1-5, отличающийся тем, что каждый водяной знак (2) ассоциирован с соответствующим управляющим отверстием (6).
15. Способ по п.14, отличающийся тем, что рядом с каждым водяным знаком (2) выполняют управляющее отверстие (6).
16. Способ по п.15, отличающийся тем, что в зоне каждого водяного знака (2) выполняют управляющее отверстие (6) так, что удаляют, по меньшей мере, части соответствующего водяного знака (2).
17. Способ по одному из пп.1-5, отличающийся тем, что дополнительно, по меньшей мере, к одному водяному знаку (2) бумажную подложку (1) снабжают, по меньшей мере, одним декоративным водяным знаком.
18. Способ по одному из пп.1-5, отличающийся тем, что содержащую, по меньшей мере, один водяной знак (2) удлиненную бумажную подложку (1) во время, в частности, оптического определения положения, по меньшей мере, одного водяного знака (2) и выполнения, по меньшей мере, одного управляющего отверстия (6) и, по меньшей мере, одного окна (7) транспортируют от рулона (1а) к рулону (1b).
19. Способ по одному из пп.1-5, отличающийся тем, что на этапе а) бумажную подложку в краевой зоне соответствующего поля снабжают, по меньшей мере, одним водяным знаком.
20. Устройство для осуществления способа по п.1, отличающееся тем, что содержит транспортную секцию для транспортировки удлиненной бумажной подложки (1), сенсорный блок (3) для определения положения, по меньшей мере, одного водяного знака (2) в виде позиционных данных, вычислительный блок (13) для корректировки определенных позиционных данных посредством алгоритма и выполненный с возможностью управления посредством вычислительного блока (13) блок для выполнения в каждом поле, по меньшей мере, одного окна (7) или, по меньшей мере, одного окна (7) и, по меньшей мере, одного управляющего отверстия (6).
21. Устройство по п.20, отличающееся тем, что блок для выполнения содержит регулятор (14) для выверки и/или корректировки положения удлиненной бумажной подложки (1) относительно указанного блока.
22. Устройство по п.20, отличающееся тем, что блок для выполнения выполнен в виде высекальной секции (8), в частности в виде высекального цилиндра (8а).
23. Устройство по одному из пп.20-22, отличающееся тем, что, по меньшей мере, один сенсорный блок (3) является сенсорным блоком для оптического определения положения, по меньшей мере, одного водяного знака (2).
24. Устройство по п.23, отличающееся тем, что, по меньшей мере, один сенсорный блок (3) образован камерой.
25. Устройство по одному из пп.20-22, отличающееся тем, что транспортная секция образована тянущим механизмом или зазором между валками вальцов.
26. Устройство по одному из пп.20-22, отличающееся тем, что дополнительно содержит, по меньшей мере, один печатный аппарат (15) для запечатывания бумажной подложки (1), расположенный до и/или после блока для выполнения.
27. Устройство по одному из пп.20-22, отличающееся тем, что дополнительно содержит, по меньшей мере, одну секцию (16) апплицирования пленки, расположенную за блоком выполнения.
28. Устройство по одному из пп.20-22, отличающееся тем, что содержит, по меньшей мере, одну резальную секцию, которая предназначена для разделения бумажной подложки (1) на отдельные заготовки и/или для отделения краевой зоны каждого поля, содержащей, по меньшей мере, один водяной знак (2) и, при необходимости, по меньшей мере, одно управляющее отверстие (6).
| US 4267752 А1, 19.05.1981 | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| WO 9709156 A1, 13.03.1997 | |||
| US 6765195 B1, 20.07.2004. | |||

