Изобретение относится к устройству в соответствии с ограничительной частью пункта 1 и к способу по пункту 17 формулы изобретения.
Устройства для обработки и предварительной обработки полимерного материала известны, например, из ЕР 390873. Такие устройства работают, в целом, удовлетворительно, однако оказалось, что в некоторых случаях степени гомогенизации выгружаемого шнеком полимерного материала недостаточно, в частности, в отношении достигаемой степени сушки таких материалов, как, например, полиэстер, которые во избежание процессов разложения должны быть совершенно сухими уже перед пластификацией. К тому же пленки большой толщины требуют возрастающих с толщиной затрат на сушку, в результате чего для такого материала необходимы особые процессы сушки в специальных сушилках, например, дегидрированным воздухом. Эти сушилки работают в температурном диапазоне, для которого допустим только кристаллизованный материал, а аморфный материал стал бы клейким и спекся бы. Это значит, что процессу сушки должен предшествовать процесс кристаллизации. Однако если материал обрабатывается инструментом в контейнере долго, то при непрерывной работе устройства возникает опасность того, что отдельные полимерные частицы будут захватываться разгрузочным шнеком очень рано, а другие - очень поздно. При этом захватываемые раньше полимерные частицы могут быть еще относительно холодными и поэтому недостаточно предварительно обработаны, высушены, кристаллизованы или размягчены, в результате чего могут возникнуть неоднородности в материале, подаваемом шнеком к присоединенному к нему инструменту, например экструдеру.
Для решения этой проблемы были созданы устройства, известные, например, из AT 369900 В. За счет таких устройств можно повысить однородность материала. В них последовательно расположены два или более контейнера, через которые последовательно проходит обрабатываемый полимерный материал. В первом контейнере получают уже предварительно измельченный, подогретый, предварительно высушенный, предварительно уплотненный и, тем самым, предварительно гомогенизированный материал, подаваемый к следующему контейнеру. Этим гарантируется, что непосредственно к разгрузочному шнеку или к экструдеру не попадет необработанный, т.е. холодный, неуплотненный, неизмельченный или неоднородный материал. Однако такие устройства с несколькими контейнерами являются громоздкими и требуют много места. Значительными являются также конструктивные затраты, в частности, для соединения контейнеров.
Во всех способах обработки следует постоянно учитывать тот факт, что необработанные или недостаточно обработанные полимерные частицы образуют в шнеке неоднородные полимерные скопления, которые ухудшают качество конечного продукта. Поэтому если желательно получать конечные продукты, будь то гранулят или экструдированные изделия, нужного постоянного качества, то шнек, удаляющий недостаточно обработанный материал из приемного контейнера, должен довести весь транспортируемый им материал на выходе до нужных качества и температуры, чтобы можно было экструдировать материал нужной однородности. Эта температура на выходе должна поддерживаться относительно высокой, чтобы гарантировать достаточную пластификацию всех полимерных частиц. Это, в свою очередь, обуславливает повышение энергозатрат и, кроме того, вызывает опасность термических повреждений полимерного материала, например уменьшения длины молекулярных цепей, за счет относительно высокой температуры на выходе.
Далее из AT 407970 В известно устройство, в котором обрабатываемый материал непрерывно обрабатывается двумя последовательными ступенями в одном и том же приемном контейнере посредством двух расположенных друг над другом комплектов инструментов. На первой, осуществляемой посредством верхнего комплекта инструментов ступени материал предварительно измельчается и/или подогревается, и/или предварительно высушивается, и/или предварительно смешивается. На второй, осуществляемой посредством нижнего комплекта инструментов ступени происходит обработка материала, однако менее интенсивная. Замена материала между первой и второй ступенями происходит через постоянно открытый кольцевой зазор, образованный между стенкой контейнера и несущим диском. Однако из-за возникающего трения материала между стенкой контейнера и несущим диском кольцевой зазор невыгоден и не может быть произвольно уменьшен. Кроме того, нельзя изменить его величину. Поэтому в случае крупных контейнеров такого рода вся открытая поверхность между ступенями больше, чем нужно, что приводит к расширению диапазона времени пребывания материала.
Таким образом, задачей изобретения является усовершенствование устройства описанного выше рода и создание энергоэффективного устройства, которое, занимая немного места, давало бы однородный материал высокого качества. Кроме того, задачей изобретения является создание способа, с помощью которого можно было бы при экономии места эффективно обрабатывать кусковой полимерный материал.
Эти задачи решаются посредством отличительных признаков пункта 1 и пункта 17 формулы изобретения соответственно.
В пункте 1 предпочтительным образом удается избежать того, чтобы в разгрузочный шнек без достаточной обработки попадал свежезагруженный, недостаточно обработанный или подготовленный материал, что существенно упрощает устройство и его эксплуатацию. Это обеспечивается за счет вставленных в контейнер и разделяющих его на камеры промежуточных днищ, причем предусмотрены средства, которые вызывают или обеспечивают замену размягченного кускового, нерасплавленного материала между непосредственно соседними ступенями или плоскостями или камерами. Зона, где главным образом происходит измельчение, или сушка, или подогрев материала, отделена, следовательно, от зоны, где материал вдавливается в корпус шнека. При этом после короткого времени работы устанавливается равновесие между зонами. Это способствует достаточному времени нахождения материала в приемном контейнере, в частности в его зоне над промежуточным днищем. Это обеспечивает равномерность температуры загруженного в разгрузочное отверстие приемного контейнера материала, поскольку, в основном, все находящиеся в контейнере полимерные частицы подвергаются достаточной предварительной обработке. Приблизительно постоянная температура поступающего в корпус шнека материала в значительной степени устраняет неоднородные полимерные скопления в шнеке экструдера, благодаря чему длину шнека можно сделать меньше, чем в известных конструкциях, поскольку шнек должен совершать меньше работы, чтобы надежно довести полимерный материал до такой же температуры пластификации. Постоянная температура полимерного материала на входе в корпус шнека вызывает далее равномерное предварительное уплотнение материала в корпусе шнека, что благоприятно сказывается на условиях в отверстии экструдера, в частности в виде равномерной производительности экструдера и равномерного качества материала на выходе экструдера. Укороченная длина шнека обеспечивает экономию энергии и пониженную по сравнению с известными конструкциями температуру обработки в экструдере, поскольку средняя температура на входном конце шнека более равномерная, чем в известных конструкциях. Согласно изобретению полимерный материал, если рассматривать в течение всего процесса обработки, приходится обрабатывать при менее высокой по сравнению с известными конструкциями температуре, чтобы гарантировать достаточную пластификацию. Это снижение пиковых температур вызывает упомянутую экономию энергии и позволяет избежать термического повреждения обработанного материала.
Кроме того, благодаря такому устройству можно управлять обработкой материала и согласовывать ее с устройством в зависимости от вида полимера. Так, в случае полиэтилентерефталата предпочтительно повышение вязкости (iV). В случае других полимеров, например полиэтилена высокого давления или поликарбоната, также предпочтительно освободить полимерный материал от токсичных или летучих компонентов и удалить их из потока материала. Благодаря предложенному устройству также можно обеспечить это предпочтительным образом. Благодаря тому, что отдельные ступени или плоскости, в основном, отделены друг от друга, минимизирован перенос летучих компонентов с одной плоскости на другую, более чистую плоскость. Если летучие компоненты удаляются или отсасываются в каждой плоскости, то таким образом можно быстро и просто достичь повышенной чистоты материала.
Кроме того, за счет используемых промежуточных днищ уменьшается высота столба материала над подвижными инструментами или смешивающими органами. С одной стороны, благодаря этому уменьшается нагрузка на инструменты, а периодичность техобслуживания смешивающих инструментов и их срок службы возрастают. Кроме того, это приводит к улучшению контроля при вводе энергии в материал, в результате чего легче может быть достигнута максимально допустимая температура обрабатываемого материала. При этом максимально допустимой температурой является температура, при которой материал находится в размягченном, тестообразном состоянии, однако еще не расплавлен. Эта температура должна устанавливаться очень точно, поскольку слишком высокая температура привела бы к расплавлению и спеканию. Ввод температуры происходит посредством смешивающих и перемешивающих инструментов, которые, в частности, также управляют им. Кроме того, благодаря смешивающим и перемешивающим инструментам происходит препятствующее склеиванию перемешивание. Следовательно, предпочтительно как можно быстрее и точнее установить температуру, что может быть обеспечено за счет разделения всего контейнера на отдельные, легко контролируемые смесительные камеры. Благодаря установлению максимально допустимой температуры и гарантии того, что эту температуру можно будет также поддерживать и быстро согласовывать, происходят повышение скоростей диффузии удаляемых летучих компонентов и дальнейшее повышение чистоты.
Если резюмировать вышесказанное, то это означает, что за счет использования промежуточных днищ происходит уменьшение замены материала в направлении течения от одной плоскости к следующей, в результате чего прохождение кускового материала замедляется, а диапазон времени пребывания сужается.
Зависимые пункты формулы относятся к предпочтительным вариантам осуществления изобретения.
Предпочтительно, если камеры расположены друг над другом, а поток материала, будучи обусловлен силой тяжести, направляется сверху вниз. Таким образом, можно обойтись конструктивно простыми средствами замены или даже простыми отверстиями без дополнительных транспортирующих органов.
Далее предпочтительно, камеры имеют разный диаметр и/или разную высоту. Согласно одному предпочтительному варианту, верхняя в направлении течения кускового материала камера, в которую он загружается, имеет наибольший диаметр и, при необходимости, также наименьшую высоту по сравнению с нижележащими в направлении течения камерами. Таким образом, можно оказать эффективное влияние на обработку неполностью расплавленного материала. Кроме того, увеличена вместимость верхней камеры. Выполнение верхней камеры большого диаметра дает также то преимущество, что благодаря этому можно осуществлять эффективную и согласованную с данными обстоятельствами обработку полимерного материала, в частности измельчение и предварительную гомогенизацию.
Другой предпочтительный вариант касается выполнения смешивающих и измельчающих инструментов. В этом отношении предпочтительно, что они выполнены так, что за счет этого материал движется, приводится во вращение, смешивается, нагревается, измельчается и/или приводится в размягченное состояние, не расплавляясь. Смешивающие и измельчающие инструменты должны, тем самым, получать материал в виде кусков или частиц и, при необходимости, также высушивать и/или предварительно кристаллизовать его.
Смешивающие и измельчающие инструменты могут быть выполнены в соответствующих камерах по-разному и/или с возможностью управления или приведения в действие независимо друг от друга посредством одного или нескольких приводов, в частности, с разной частотой вращения. Таким образом, за счет выбора правильной частоты вращения и правильного инструмента можно, например, быстро ввести в свежий материал много энергии. В результате материал быстро нагревается, а возможная содержащаяся влага может быть быстро удалена с помощью вакуума или сухого инертного газа. В нижележащей камере в материал приходится вводить, следовательно, заметно меньше энергии, благодаря чему в этой камере можно использовать инструменты в другом выполнении, вращающиеся, при необходимости, с другой частотой вращения. Следовательно, можно обеспечить максимально возможное разнообразие и оптимальный процесс в зависимости от обрабатываемого материала, который можно наилучшим образом поддерживать в размягченном, кусковом, нерасплавленном состоянии.
В этой связи, с одной стороны, предпочтительно установить смешивающие и измельчающие инструменты на одной общей роторной штанге, поскольку это в некоторых ситуациях является эффективным и гарантирует достаточную обработку. С другой стороны, может быть предпочтительным, в частности ввиду упомянутой разнообразной обработки, движение смешивающих и измельчающих инструментов посредством отдельных приводов.
Средства, обеспечивающие замену материала между камерами, согласно одному предпочтительному варианту осуществления изобретения, полностью проходят через соответствующее промежуточное днище. Таким образом, материал может отводиться из камеры, лежащей вверх по потоку в направлении течения, и загружаться в следующую, лежащую вниз по потоку камеру. В частности, по конструктивным причинами предпочтительно пропускать выходящий из верхней камеры материал непосредственно через промежуточное днище. С одной стороны, это вызывает уменьшение потребности в пространстве, а, с другой стороны, такие отверстия в промежуточных днищах полностью окружены приемным контейнером, что обеспечивает стабильную температуру. Если материалы передаются в другой контейнер или другую камеру, например, по внешним трубам, то при определенных обстоятельствах может потребоваться обогрев этих труб или транспортирующих средств, чтобы не ухудшить обработку материала.
В этой связи предпочтительно, если, например, при наличии камер одинакового диаметра материал загружается из верхней камеры через промежуточное днище непосредственно в нижнюю камеру и, так сказать, проваливается сверху вниз в нее. Промежуточное днище представляет собой в этом варианте горизонтальную перегородку между обеими камерами, через которую полностью проходят средства замены. Такая связь между камерами конструктивно очень проста, компактна и эффективна.
В частности, при наличии камер разного диаметра, когда, например, верхняя камера имеет больший диаметр, чем лежащие вниз по потоку камеры, может быть также предпочтительным, если выходящий из верхней камеры материал загружается не сверху, а сбоку, проходя через боковую стенку нижележащей камеры. Следовательно, можно предпочтительным образом варьировать загрузку выше или ниже уровня материала.
Средства замены могут быть выполнены предпочтительным образом вокруг центральных роторных штанг и/или в зоне вблизи боковой стенки приемного контейнера или в радиальной концевой зоне смешивающих и измельчающих инструментов. Расположение средств зависит от частоты вращения и интенсивности обработки и может предпочтительным образом варьироваться. Чтобы максимально увеличить длину пути и время пребывания, предпочтительно, если средства расположены в отдельных промежуточных днищах не непосредственно друг над другом, а максимально удаленными друг от друга на противоположных сторонах.
Согласно одному предпочтительному варианту, средства выполнены либо в виде отверстий, обеспечивающих свободное прохождение материала по всей своей ширине в свету, что реализуется конструктивно очень просто и не требует обслуживания. Также средства могут быть выполнены в виде лабиринтов, которые дополнительно увеличивают время пребывания материала. Для управления временем пребывания предпочтительно снабдить средства заслонками или задвижками. Таким образом, можно осуществлять управление тем, когда и в каком объеме материал будет переходить из одной камеры в следующую. Также возможно выполнение средств в виде фактических транспортирующих и дозирующих средств, например транспортирующих шнеков, которые, разумеется, также подходят для дозирования. Следовательно, можно быстро и просто реагировать на разный исходный материал. Если, например, в верхнюю камеру внезапно загружаются толстые хлопья после того, как до этого обрабатывались, главным образом, тонкие пленки, то для достаточной обработки может быть целесообразным увеличить время пребывания более грубого теперь материала в верхней камере за счет уменьшения разгрузочного отверстия в промежуточном днище. Такие устройства обеспечивают, тем самым, регулируемое управление способом.
В качестве альтернативы этому возможно также выполнение средств замены таким образом, чтобы они не проходили через промежуточное днище, а обеспечивали поток материала к нижележащей камере из лежащей выше по потоку камеры без прерывания промежуточного днища, однако с прерыванием ее боковой стенки. Обработанный материал течет, тем самым, из верхней камеры через боковую стенку и поступает в лежащую вниз по потоку камеру либо сбоку, либо сверху. Средства замены могут быть выполнены так же, как это описано выше.
Далее предпочтительным образом может быть предусмотрено, что преимущественно в каждой камере расположено отсасывающее устройство для удаления летучих компонентов и/или устройство для продувки инертным газом или реактивными газами. Также может быть предпочтительным выполнить все устройство с возможностью центрального вакуумирования. Так, например, при обработке предпочтительно установить давление в верхней камере при самой высокой температуре как можно более низким, чтобы за счет этого обеспечить оптимальное повышение вязкости за счет поликонденсации. При этом верхняя камера загружается, как правило, самым влажным материалом, в результате чего происходит большее падение давления за счет больших количеств влаги, возникающих при повышении температуры. При использовании единственного вакуумного насоса для всего контейнера давление в самом нижнем промежуточном днище также упало бы, в результате чего там не произошло бы никакой поликонденсации или поликонденсация произошла бы лишь в меньшем объеме. В этом смысле предпочтительно, чтобы каждая зона или каждая камера вакуумировалась посредством собственного вакуумного насоса. В принципе, вместо вакуумного отсоса может осуществляться также продувка азотом или диоксидом углерода, в результате чего отсасывается не только влага, но и другие летучие компоненты, например пахучие вещества.
Кроме того, предпочтительно предусмотреть в каждой камере устройство для измерения уровня, благодаря чему можно лучше контролировать прохождение материала и управлять им. В зависимости от уровня в соответствующей камере можно управлять частотой вращения или настройкой заслонок средств замены.
Предпочтительное устройство по пункту 15 с верхней камерой большего диаметра дает то преимущество, что таким образом можно эффективно влиять на обработку неполностью расплавленного материала. Кроме того, за счет этого можно с помощью простой меры увеличить вместимость верхней камеры. Выполнение верхней камеры большого или большего диаметра дает также то преимущество, что таким образом можно лучше обеспечить эффективную и соответствующую данным условиям обработку полимерного материала, в частности измельчение и предварительную гомогенизацию.
Признаки пункта 16 дополнительно усиливают эти эффекты.
Предложенный способ обеспечивает, в основном, приведенные выше преимущества, в частности эффективную обработку или подготовку полимерного материала.
Другие преимущества и варианты осуществления изобретения следуют из описания и прилагаемых чертежей.
Изобретение на примерах его осуществления схематично изображено на чертежах и описано ниже со ссылкой на них.
На чертежах представляют:
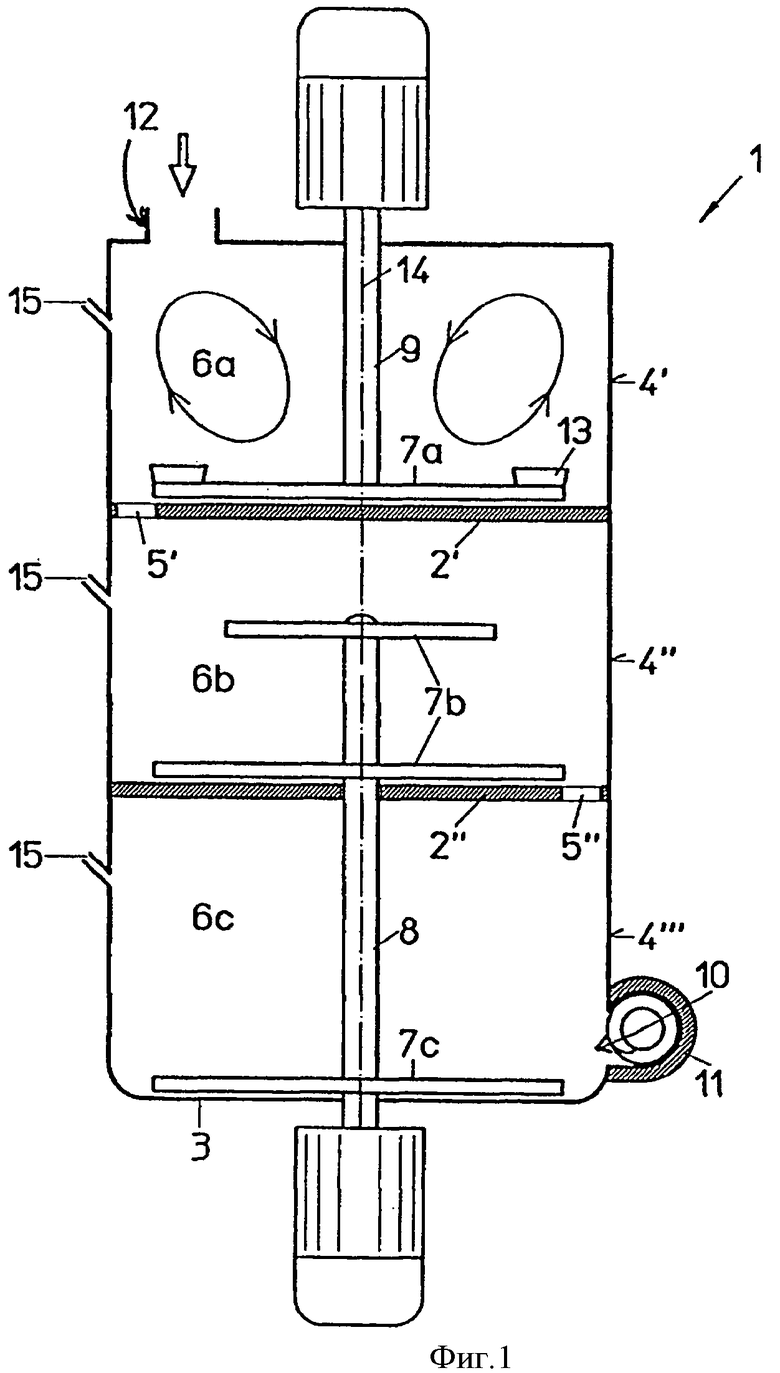
- фиг.1 - первый вариант устройства с тремя расположенными друг над другом камерами одинакового диаметра;
- фиг.2 - второй вариант с двумя расположенными друг над другом камерами разного диаметра;
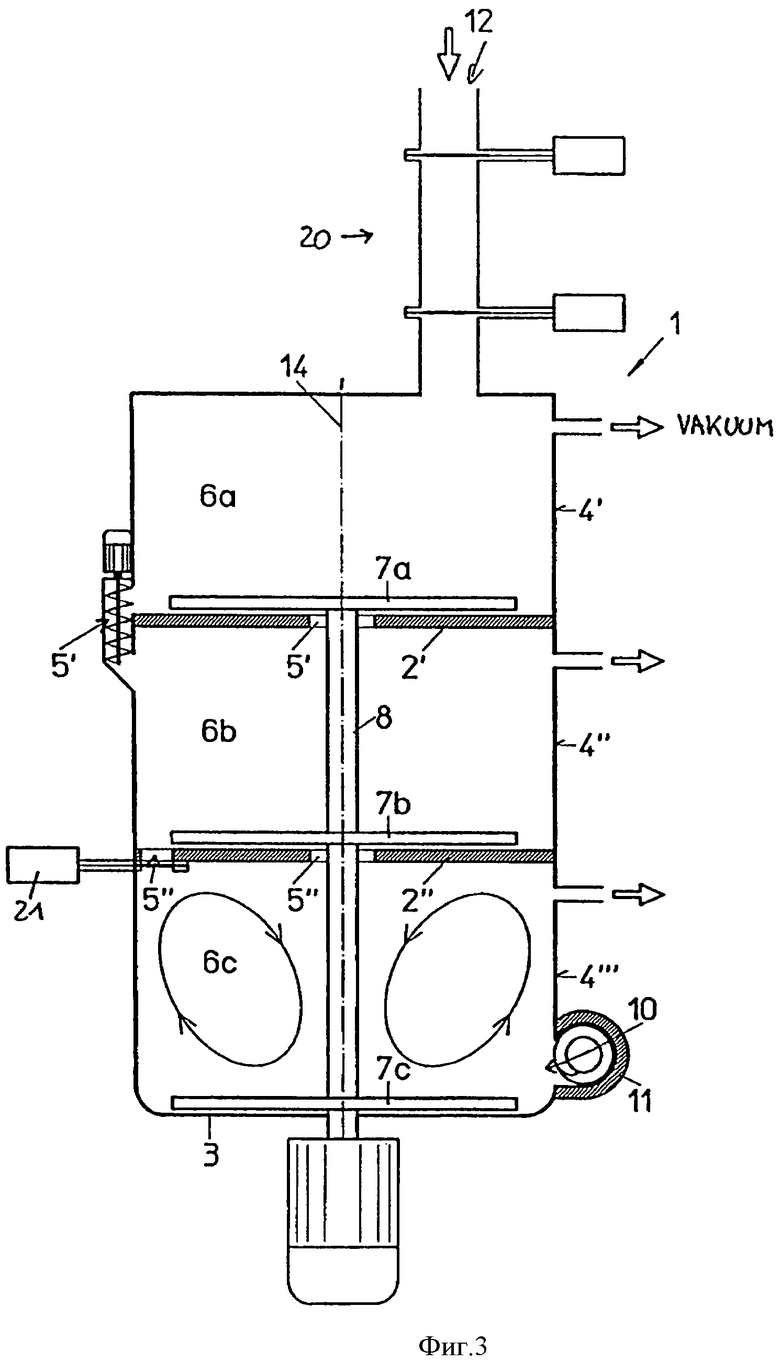
- фиг.3 - альтернативный вариант из фиг.1.
На фиг.1 изображен вариант предложенного устройства для обработки термопластичного полимерного материала, в частности повторно используемого материала или упаковочных отходов, содержащее приемный контейнер или режущий уплотнитель 1. Материал загружается в приемный контейнер 1 сверху через загрузочное отверстие 12 и попадает в верхнюю камеру 6a. Она выполнена в форме цилиндра и оборудована смешивающим или измельчающим инструментом 7a. Последний через роторную штангу 9 соединен с приводным блоком с возможностью вращения. Смешивающий или измельчающий инструмент 7a расположен в зоне пола верхней камеры 6a и выполнен с возможностью управления таким образом, что он оказывает на полимерный материал смешивающее, нагревающее или, при необходимости, измельчающее действие. Материал приводится во вращение, в результате чего образуется вихрь. При этом могут быть выполнены две ориентированные перпендикулярно продольной оси 14 всего устройства или роторной штанги 9 консоли, снабженные воздействующими на полимерный материал рабочими кромками 13. Они проходят так, что, с одной стороны, оказывают на находящийся в краевой зоне приемного контейнера 1 материал, тянущий рез, а, с другой стороны, максимально транспортируют измельченный материал в разгрузочное отверстие 5'.
В верхнюю камеру 6а могут добавляться также другие, жидкие или твердые дополнительные вещества или наполнители. Эта добавка может осуществляться либо через загрузочное отверстие 12, либо в зоне ниже уровня материала в камере 6а.
Непосредственно под верхней камерой 6a расположена средняя камера 6b. Она имеет тот же диаметр, что и верхняя камера 6a. Обе камеры 6a, 6b пространственно отделены друг от друга промежуточным днищем 2', причем оно образует в равной степени пол верхней камеры 6а и потолок средней камеры 6b. Между камерами 6а, 6b предусмотрено средство 5', которое обеспечивает перевод или транспортировку размягченного, кускового, нерасплавленного материала из верхней камеры 6a в нижележащую камеру 6b. Предварительно обработанный в камере 6a материал может, тем самым, под действием силы тяжести, проваливаться из верхней камеры 6a в среднюю камеру 6b.
В верхней камере 6a предусмотрено отсасывающее устройство 15, с помощью которого могут удаляться летучие компоненты, например водяной пар или плохо пахнущие соединения, испаряющиеся из материала. Также можно с помощью отсасывающего устройства 15 направлять через камеру 6а поток инертного газа.
В нижележащей или лежащей вниз по потоку средней камере 6b также расположены смешивающие инструменты 7b. В данном случае это два лежащих друг над другом смешивающих органа, которые установлены на общей роторной штанге 8, приводят материал в камере 6b во вращение и обрабатывают его так же, как и в камере 6a. Однако роторная штанга 8 соединена не с тем же приводным блоком, что и роторная штанга 9 верхней камеры 6a, а с приводным блоком, расположенным на противоположном конце устройства. Таким образом, частоту вращения смешивающих инструментов 7b можно регулировать независимо от частоты вращения смешивающих инструментов 7a.
Под камерой 6b или ниже по потоку за ней расположена нижняя камера 6c. Она имеет те же величину и диаметр, что и обе камеры 6а, 6b. Также в нижней камере 6с расположен смешивающий инструмент 7c, работающий описанным выше образом. Камера 6c пространственно отделена от камеры 6b промежуточным днищем 2''. В нем выполнено средство 5'', которое обеспечивает поток выходящего из средней камеры 6b, размягченного, кускового материала в нижнюю камеру 6c.
Все три камеры 6a, 6b, 6c, тем самым, одинаковы по величине, лежат непосредственно друг над другом и образуют цилиндрический приемный контейнер 1. Боковые стенки 4', 4'', 4''' камер образуют боковую стенку 4 приемного контейнера 1. За счет обоих промежуточных днищ 2', 2'' он разделен на три камеры 6a, 6b, 6c, однако, тем не менее, имеет место единый компактный приемный контейнер 1, а не несколько соединенных между собой отдельных контейнеров.
За счет промежуточных днищ 2', 2'' к экструдеру может, тем самым, беспрепятственно течь неопределенный поток исходного материала. Оба средства 5', 5'' выполнены не соосно друг над другом, а радиально на противоположных концах промежуточных днищ 2', 2''. Таким образом, можно расширить диапазон времени пребывания материала и увеличить его путь. Оба средства 5', 5'' лежат соответственно в концевой зоне охватываемых смешивающими и перемешивающими инструментами 7a, 7b радиусов или участков.
Также в камерах 6b, 6c предусмотрены отсасывающие устройства 15 для удаления еще не высвободившихся в верхней камере 6a летучих компонентов. Таким образом, можно эффективно очищать материал.
В стенке 4''' нижней камеры 6c выполнено разгрузочное отверстие 10. За счет смешивающих инструментов 7c полимерный материал подается в это разгрузочное отверстие 10, находящееся, в основном, на одной высоте со смешивающим инструментом 7c. К разгрузочному отверстию 10 присоединен экструдер 11, в котором материал компактируется и расплавляется.
Дальнейшее движение обрабатываемого материала происходит следующим образом.
Материал загружается через загрузочное отверстие 12 в верхнюю камеру 6a и обрабатывается там смешивающими инструментами 7a. При этом происходят, в частности, измельчение материала и его нагрев за счет введенной через смешивающие инструменты 7a энергии. Также в верхней камере 6a может происходить сушка материала, что весьма существенно, в частности, в случае полиэтилентерефталата. Также материал может быть предварительно кристаллизован. При этом важно, что материал в верхней камере 6а ни в какой момент времени не расплавляется, а находится в размягченном состоянии, в частности близко к температуре размягчения по Vikat обрабатываемого полимера. Необходимая температура может устанавливаться и регулироваться предпочтительным образом за счет смешивающих инструментов 7a, в частности скорости их вращения и/или выполнения их режущих кромок 13. Благодаря относительно небольшим камерам достигается также быстрое регулирование или быстрое изменение температуры. Кроме того, смешивающие инструменты 7a препятствуют склеиванию полимерных частиц и обеспечивают за счет этого текучесть и сыпучесть материала.
После этого материал переводится за счет средства 5' через промежуточное днище 2' из камеры 6а в камеру 6b. При этом средство 5' выполнено в виде закрываемого отверстия или заслонки. Таким образом, можно регулировать поток материала и устанавливать время пребывания материала в верхней камере 6a. В качестве альтернативы может быть предусмотрен также транспортирующий или дозирующий шнек. В камере 6b материал также подвергается обработке смешивающими инструментами 7b, причем и в этом случае не происходит его расплавления.
Затем материал переводится за счет средства 5'' через промежуточное днище 2'' вниз по потоку в камеру 6c и обрабатывается там смешивающими инструментами 7c.
В заключение материал выгружается из контейнера 1 через разгрузочное отверстие 10, пройдя трехступенчатую обработку и предварительную гомогенизацию, которые оптимальным и предпочтительным образом подготовили материал к предстоящему процессу расплавления в экструдере.
На фиг.2 изображен другой альтернативный вариант. Устройство содержит приемный контейнер или режущий уплотнитель 1, в который материал загружается через загрузочное отверстие 12 и который также имеет разгрузочное отверстие, через которое материал после обработки выгружается в направлении экструдера 11. В отличие от устройства, представленного на фиг.1, устройство на фиг.2 имеет только две расположенные друг над другом камеры 6а, 6b. В обоих расположены смешивающие и измельчающие инструменты 7a, 7b. Однако диаметр верхней камеры 6а больше диаметра лежащей вниз по потоку камеры 6b. Боковая стенка 4' верхней камеры 6a и боковая стенка 4'' нижней камеры 6b образуют, тем самым, не цилиндрический приемный контейнер 1, а приемный контейнер 1 соответственно другой формы. Тем не менее, образован единый приемный контейнер 1, а не два пространственно отделенных друг от друга контейнера. На это не влияет тот факт, что камеры 6a, 6b имеют разный диаметр.
Верхняя камера 6a отделена от нижней камеры 6b промежуточным днищем 2', причем на его внешнем радиусе предусмотрена зона в форме кругового кольца, которая выдается за площадь круга диаметра нижней камеры 6b. В этой внешней зоне промежуточного днища 2' предусмотрено средство 5' или отверстие, которое полностью проходит через промежуточное днище 2', в результате чего, однако, не возникает непосредственной вертикальной связи между камерами 6a, 6b, как на фиг.1, при которой материал проваливается сверху в нижнюю камеру 6b. Иначе, чем в устройстве на фиг.1, средство 5' на фиг.2 выполнено таким образом, что материал вертикально проваливается или загружается сверху сначала в средство 5', а затем по, в основном, горизонтальному передающему тракту в виде трубы или транспортирующего шнека - в нижнюю камеру 6b через ее боковую стенку 4''. Таким образом, можно варьировать загрузку материала выше или ниже его уровня в камере 6b в зависимости от того, на какой высоте средство 5' впадает в камеру 6b. Можно регулировать также расход.
Средство 5' расположено на фиг.2 вне радиуса верхнего смешивающего и измельчающего инструмента 7a, в результате чего в средство 5' просто и эффективно загружается или проваливается размягченный, кусковой, нерасплавленный материал.
Разумеется, могут быть предусмотрены также дополнительные средства 5', выполненные радиально дальше внутрь и, как в устройстве на фиг.1, полностью проходящие через промежуточное днище 2', в результате чего материал, как и на фиг.1, загружается вертикально сверху из верхней камеры 6a непосредственно в нижележащую камеру 6b.
Поток материала течет аналогично фиг.1 из верхней камеры 6а, в которой происходит его предварительная обработка, однако не происходит расплавление, через средство 5' в нижнюю камеру 6b, причем в последней происходит дальнейшая обработка материала. Таким образом, невозможно непосредственное поступление необработанного исходного материала в шнек экструдера 11.
Также на фиг.2 оба смешивающих инструмента 7a, 7b камер 6a, 6b выполнены с возможностью управления отдельно друг от друга посредством разных приводных блоков или трубчатых штанг 8, 9, причем приводные блоки также в этом случае расположены противоположно относительно устройства.
На фиг.3 изображен другой вариант осуществления изобретения. Как и на фиг.1, приемный контейнер или режущий уплотнитель 1 разделен на три расположенные друг над другом камеры 6a, 6b, 6c, причем диаметры отдельных камер одинаковые, а боковые стенки 4', 4'', 4''' образуют единый цилиндрический приемный контейнер 1. В отличие от фиг.1 смесительные устройства 7a, 7b, 7c в камерах 6a, 6b, 6c установлены на общей роторной штанге 8 и могут вращаться, тем самым, только с общей или одной и той же частотой вращения.
Камеры 6a, 6b, 6c отделены обычным образом промежуточными днищами 2', 2'' и соединены между собой для обеспечения потока материала средствами 5', 5''. Однако в отличие от фиг.1 эти средства выполнены по-разному. Между верхней 6a и средней 6b камерами предусмотрено средство 5', расположенное по центру вокруг роторной штанги 8. Кроме того, предусмотрено дополнительное средство 5', которое в отличие от прежних средств проходит не через промежуточное днище, а только через боковые стенки 4', 4'' двух лежащих друг над другом камер 6a, 6b. Таким образом, материал отводится из верхней камеры 6a через ее боковую стенку 4' и загружается с помощью средства 5', в данном случае транспортирующего или дозирующего шнека, в нижележащую камеру 6b через ее боковую стенку 4''. Это средство 5' находится, тем самым, за пределами камер 6a, 6b или за пределами боковых стенок 4', 4''. В данном случае следует обратить внимание на температуру в этом средстве 5', или могут быть целесообразны изолирующие и/или нагревательные устройства для этого средства 5'.
Промежуточное днище 2'' между средней 6b и нижней 6c камерами также имеет средство 5'', расположенное по центру вокруг оси 8 ротора. Кроме того, предусмотрено дополнительное средство 5'', которое выполнено в виде регулируемого задвижкой 21 отверстия в промежуточном днище 2''. Это средство 5'' расположено во внешней радиальной зоне смешивающих инструментов 7b.
В остальном устройство выполнено аналогично фиг.1.
Подача материала через загрузочное устройство 12 происходит предпочтительным образом посредством регулирующего или управляющего устройства 20, например шлюзового затвора, системы задвижек или шнековой транспортирующей системы.
Далее может быть предусмотрено, что преимущественно в каждой камере 6a, 6b, 6c расположено устройство 16 для измерения уровня, чтобы можно было определять соответствующую высоту материала в соответствующей камере и в любое время управлять процессом за счет согласования частоты вращения смешивающих инструментов 7 или за счет настройки ширины открывания или сквозных отверстий средств 5.
Корпус контейнера 1 может быть выполнен дополнительно с возможностью нагрева или охлаждения, например за счет нагревательных или охлаждающих змеевиков или за счет двойного корпуса. Так, каждый участок или каждая боковая стенка 4', 4'', 4''' каждой камеры 6a, 6b, 6c может нагреваться или охлаждаться отдельно от других. Также смешивающие инструменты 7a, 7b, 7c могут быть выполнены с возможностью нагрева или охлаждения.
Далее можно предусмотреть также в каждой камере 6a, 6b, 6c собственное разгрузочное отверстие 10, через которое материал подается в экструдер 11.
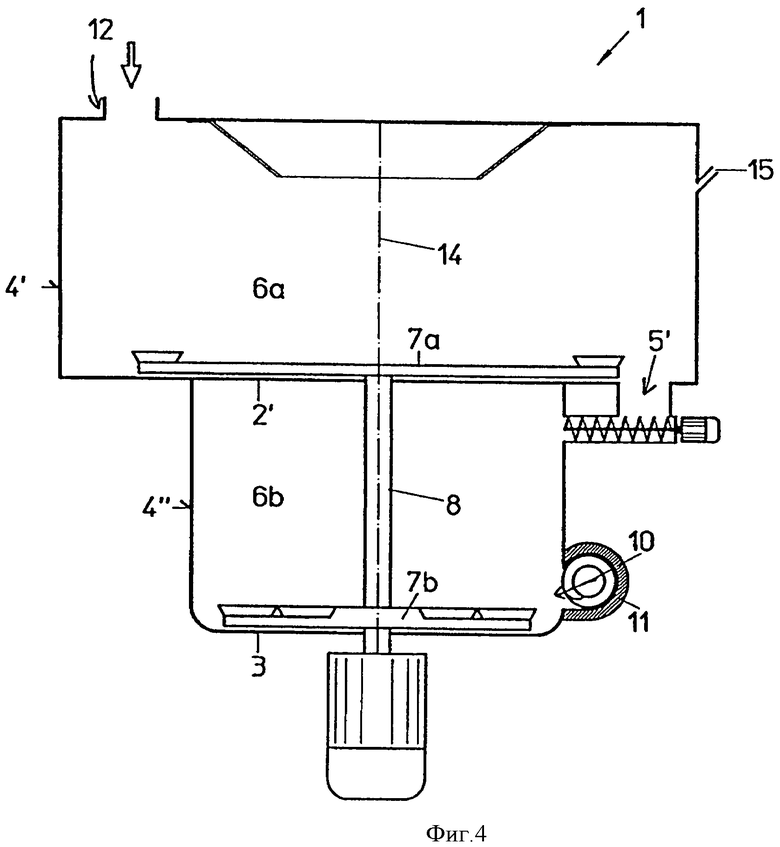
На фиг.4 изображен вариант устройства, в основном, соответствующего варианту, представленному на фиг.2. Однако смешивающие и измельчающие инструменты 7a, 7b установлены на общей роторной штанге 8 или приводятся во вращение одним приводным двигателем и, тем самым, связаны или синхронизированы в своем вращении.
Изобретение относится к способу и устройству для обработки полимерного материала. Устройство содержит приемный контейнер или режущий уплотнитель, в который загружается обрабатываемый материал. В нижней приемной части контейнера предусмотрено разгрузочное отверстие. Приемный контейнер разделен, по меньшей мере, на две отделенные друг от друга соответствующим промежуточным днищем (2', 2”,…), в частности, цилиндрические камеры (6а, 6b, 6с,…). В каждой камере (6а, 6b, 6с,…) расположен, по меньшей мере, один, в частности, с возможностью вращения вокруг вертикальной оси (8, 14), воздействующий на материал смешивающий или измельчающий инструмент (7а, 7b, 7с,…). Предусмотрены средства (5', 5”,…), которые вызывают или обеспечивают замену или перевод размягченного, кускового, нерасплавленного материала между соответственно соседними камерами (6а, 6b, 6с,…). Верхняя камера или лежащая относительно дальше вверху камера имеет больший диаметр, чем нижележащие в направлении потока материала камеры (6b, 6с,…). Техническим результатом заявленной группы изобретений является повышение однородности обрабатываемого полимерного материала. 2 н. и 14 з.п. ф-лы, 4 ил.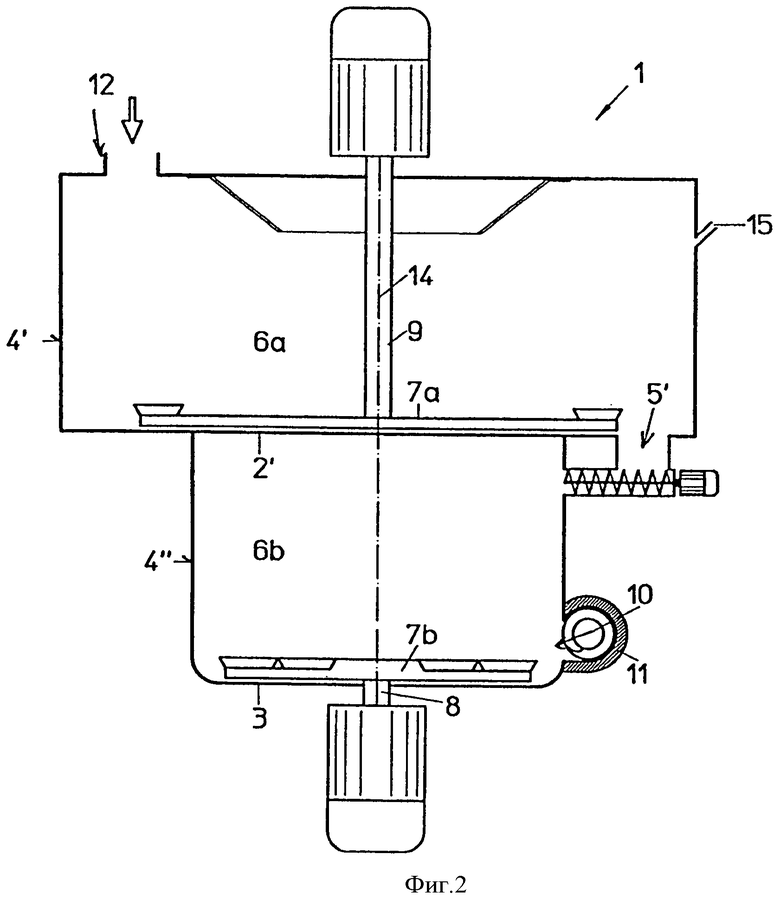
1. Устройство для обработки, в частности, термопластичного, полимерного материала, например полиэстера или полиэтилена, содержащее приемный контейнер или режущий уплотнитель (1), в который загружается обрабатываемый материал, и в нижней части которого предусмотрено разгрузочное отверстие (10), через которое обработанный материал выгружается из приемного контейнера (1), например, в экструдер (11), причем приемный контейнер (1) разделен, по меньшей мере, на две отделенные друг от друга соответствующим промежуточным днищем (2', 2'',…), в частности, цилиндрические камеры (6а, 6b, 6с,…), причем в каждой камере (6а, 6b, 6с,…) расположен, по меньшей мере, один, в частности, с возможностью вращения вокруг вертикальной оси (8, 14), воздействующий на материал смешивающий или измельчающий инструмент (7а, 7b, 7с,…), с помощью которого материал приводится в размягченное, однако постоянно кусковое или в виде частиц и нерасплавленное состояние, и причем предусмотрены средства (5', 5”,…), которые вызывают или обеспечивают замену или перевод размягченного, кускового, нерасплавленного материала между соответственно непосредственно соседними камерами (6а, 6b, 6с,…), отличающееся тем, что верхняя камера (6а) или лежащая относительно дальше вверху камера имеет больший диаметр, чем нижележащие в направлении потока материала камеры (6b, 6с,…).
2. Устройство по п.1, отличающееся тем, что камеры (6а, 6b, 6с,…) расположены друг над другом, а поток материала из верхней камеры (6а), в которую загружается обрабатываемый материал, в частности, под действием силы тяжести, направлен вниз в следующие камеры (6b, 6с,…).
3. Устройство по п.2, отличающееся тем, что камеры (6а, 6b, 6с,…) имеют разный диаметр и/или разную высоту, причем верхняя камера (6а) или лежащая относительно дальше вверху камера имеет меньшую высоту, чем нижележащие в направлении потока материала камеры (6b, 6с,…).
4. Устройство по п.1, отличающееся тем, что смешивающие или измельчающие инструменты (7а, 7b, 7с,…) выполнены с возможностью управления таким образом, что обрабатываемый материал движется, приводится во вращение или образует вихрь, смешивается, нагревается или, при необходимости, измельчается и при этом приводится в размягченное состояние, однако постоянно остается в виде кусков или частиц и не плавится, и/или что, по меньшей мере, в верхней камере (6а) материал при этом высушивается и/или кристаллизуется.
5. Устройство по п.1, отличающееся тем, что смешивающие или измельчающие инструменты (7а, 7b, 7с,…) выполнены в соответствующих камерах (6а, 6b, 6с,…) по-разному и/или, при необходимости, установлены на разных роторных штангах (8, 9) и/или выполнены с возможностью управления независимо друг от друга посредством одного или нескольких приводов, и вращаются, в частности, с разной частотой вращения.
6. Устройство по п.1, отличающееся тем, что все смешивающие или измельчающие инструменты (7а, 7b, 7с,…) установлены на одной общей сплошной роторной штанге (8) или распределены на двух или более независимых друг от друга и приводимых во вращение соответственно по отдельности роторных штангах (8, 9), которые входят в приемный контейнер (1), при необходимости, с противоположных сторон.
7. Устройство по п.1, отличающееся тем, что обеспечивающие замену или перевод материала между соседними камерами (6а, 6b, 6с,…) средства (5', 5''…) выполнены в полу или в промежуточном днище (2', 2'',…) верхней камеры (6а) или каждой лежащей относительно дальше вверху камеры или от камеры относительно большего диаметра или отходят от этой камеры и, проходя через соответствующее промежуточное днище (2', 2'',…) этой камеры, обеспечивают поток материала в непосредственно соседнюю или следующую, лежащую дальше внизу в направлении потока материала камеру (6b, 6с,…).
8. Устройство по п.1, отличающееся тем, что, в частности, для камер (6а, 6b, 6с,…), в основном, одинакового диаметра средства (5', 5'',…) выполнены в соответствующем промежуточном днище (2', 2'',…) между двумя камерами (6а, 6b, 6с,…) и полностью проходят через это промежуточное днище (2', 2'',…).
9. Устройство по п.1, отличающееся тем, что, в частности, для камер (6а, 6b, 6с,…) разных диаметров идущие от верхней камеры (6а) или лежащей относительно дальше вверху камеры или камеры большего диаметра средства (5', 5'',…), проходя через боковую стенку (4'', 4''',…) следующей в направлении потока материала или лежащей дальше внизу камеры (6b, 6с,…) или камеры меньшего диаметра, впадают в соседнюю или следующую, нижележащую камеру (6b, 6с,…).
10. Устройство по одному из предыдущих пунктов, отличающееся тем, что средства (5', 5'',…) выполнены вокруг роторной штанги/роторных штанг (8, 9) или охватывают ее/их и/или в зоне близко от боковой стенки (4', 4'', 4''',…) приемного контейнера (1) или в радиальной концевой зоне смешивающих или измельчающих инструментов (7а, 7b, 7с,…) и/или что средства (5', 5'',…) расположены в отдельных промежуточных днищах (2', 2'',…) не соосно друг над другом, а соответственно максимально удалены друг от друга.
11. Устройство по одному из пп.1-9,, отличающееся тем, что средства (5', 5'',…) выполнены в виде обеспечивающих свободное прохождение в их ширине в свету, при необходимости, в виде лабиринта, при необходимости, в виде, по меньшей мере, частично закрываемых или регулирующих расход материала отверстий или заслонок или в виде транспортирующих или дозирующих средств, в частности в виде транспортирующих шнеков и т.п.
12. Устройство по одному из пп.1-6, отличающееся тем, что обеспечивающие замену или перевод материала между соседними камерами (6а, 6b, 6с,…) средства (5', 5'',…) отходят от верхней камеры (6а) или от каждой лежащей относительно дальше вверху камеры или от камеры относительно большего диаметра и, полностью проходя через соответствующую боковую стенку (4'), в частности в нижней или близкой к основанию зоне вблизи промежуточного днища (2', 2'',…) этой камеры, а также обходя или не проходя через промежуточные днища (2', 2'',…), обеспечивают поток материала в непосредственно соседнюю, лежащую дальше вниз в направлении потока материала камеру (6b, 6с,…), причем средства (5', 5'',…) выполнены, в частности, в виде передающих шнеков, причем передающие шнеки выполнены в виде обеспечивающих свободное прохождение в их ширине в свету, при необходимости, по меньшей мере, частично закрываемых труб или в виде транспортирующих или дозирующих средств, в частности в виде транспортирующих шнеков и т.п.
13. Устройство по п.1, отличающееся тем, что, по меньшей мере, в одной, преимущественно в каждой камере (6а, 6b, 6с,…) предусмотрено отсасывающее устройство (15) для удаления летучих компонентов и/или устройство для продувки инертным газом или реактивными газами и т.п., причем отсасывающее устройство (15) выполнено, при необходимости, в смешивающих или измельчающих инструментах (7а, 7b, 7с,…).
14. Устройство по п.11, отличающееся тем, что, по меньшей мере, в одной, преимущественно в каждой камере (6а, 6b, 6с,…) предусмотрено устройство (16) для измерения уровня.
15. Способ обработки, в частности термопластичного, полимерного материала, например полиэстера или полиэтилена, с использованием устройства по одному из пп.1-14, при котором обрабатываемый материал последовательно направляют через несколько следующих друг за другом в направлении потока материала, расположенных в одном общем приемном контейнере (1) камер (6а, 6b, 6с,…), причем материал в каждой камере (6а, 6b, 6с,…) с помощью, при необходимости, управляемых независимо друг от друга смешивающих или измельчающих инструментов (7а, 7b, 7с,…) обрабатывают, перемещают, смешивают, нагревают и/или измельчают и, при необходимости, сушат и/или кристаллизуют и при этом приводят в размягченное нерасплавленное состояние, в котором материал постоянно остается в виде кусков или частиц, и это состояние поддерживают, причем материал после последней камеры подвергают процессу уплотнения или выгружают в экструдер (11).
16. Способ по п.15, отличающийся тем, что материал от камеры (6а, 6b, 6с,…) к камере транспортируют, или он течет через промежуточные днища, разделяющие приемный контейнер (1) на отдельные камеры.
| Аналого-цифровой преобразователь | 1979 |
|
SU834892A1 |
| Помольно-смесительное устройство В.С.Софронова | 1990 |
|
SU1731644A1 |
| Смеситель | 1972 |
|
SU447157A1 |
| Аппарат для выделения полимеров из растворов | 1983 |
|
SU1140970A1 |
| СПОСОБЫ, КОМПОЗИЦИИ И ОТНОСЯЩИЕСЯ К НИМ ПРИМЕНЕНИЯ | 2017 |
|
RU2762572C2 |

