Изобретение относится к способу фрезерования плоской поверхности и к фрезеровочному инструменту, предназначенному для осуществления такого способа.
В частности, объектом изобретения является способ фрезерования плоской поверхности, согласно которому фрезу, ось вращения которой является перпендикулярной к обрабатываемой поверхности, перемещают в направлении, параллельном плоскости поверхности, таким образом, чтобы производить ее механическую обработку посредством единственной операции механической обработки по определенной толщине материала при помощи единственной фрезеровочной головки.
Изобретение находит свое предпочтительное, но неограничивающее применение для механической обработки верхней стороны картера двигателя внутреннего сгорания.
Как правило, механическую обработку верхней стороны картера осуществляют при помощи фрезы, которая перемещается по ней горизонтально. Механическая обработка делится на несколько операций, в том числе включает в себя первый этап черновой обработки, во время которого материал удаляют по первой толщине, и один или несколько этапов чистовой обработки, в ходе которых последовательно обрабатывают поверхность заготовки.
Известны так называемые «ступенчатые» фрезы, имеющие ось вращения, перпендикулярную к обрабатываемой поверхности, верхний ряд кромок, распределенных на первой окружности, и второй нижний ряд режущих кромок, распределенных на второй окружности, которая смещена относительно первой окружности. Оба ряда кромок являются коаксиальными и смещены одновременно в осевом и в радиальном направлениях. Фреза осуществляет этап черновой обработки и этап чистовой обработки, обрабатывая поверхность картера на двух разных высотах в ходе единственной операции механической обработки.
В другом типе фрезы, называемой «улиточной», кромки расположены по спирали вокруг корпуса фрезы с осевым и радиальным смещением между каждой кромкой. Во время механической обработки каждая режущая кромка обрабатывает участок детали на разной осевой высоте. Таким образом, общая глубина прохода инструмента распределена между разными кромками инструмента. Это расположение позволяет увеличить толщину материала, снимаемого за один проход инструмента. Однако оно сокращает срок службы инструмента и создает существенный риск появления царапин на обрабатываемой поверхности.
Настоящим изобретением предлагается другое расположение режущих кромок, позволяющее устранить вышеуказанные недостатки, благодаря новому способу фрезерования.
Изобретением предусмотрено, чтобы в одном осевом положении относительно обрабатываемой поверхности фреза одновременно осуществляла черновую обработку, по меньшей мере, одну промежуточную чистовую обработку и окончательную чистовую обработку по одной толщине материала.
Предложенный инструмент содержит, в частности, несколько наборов режущих кромок, смещенных в радиальном направлении, будучи расположенными в одном осевом секторе инструмента. Все лезвия обрабатывают одну толщину материала, когда фреза перемещается параллельно обрабатываемой поверхности.
Другие отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания неограничивающего варианта осуществления со ссылками на прилагаемые чертежи.
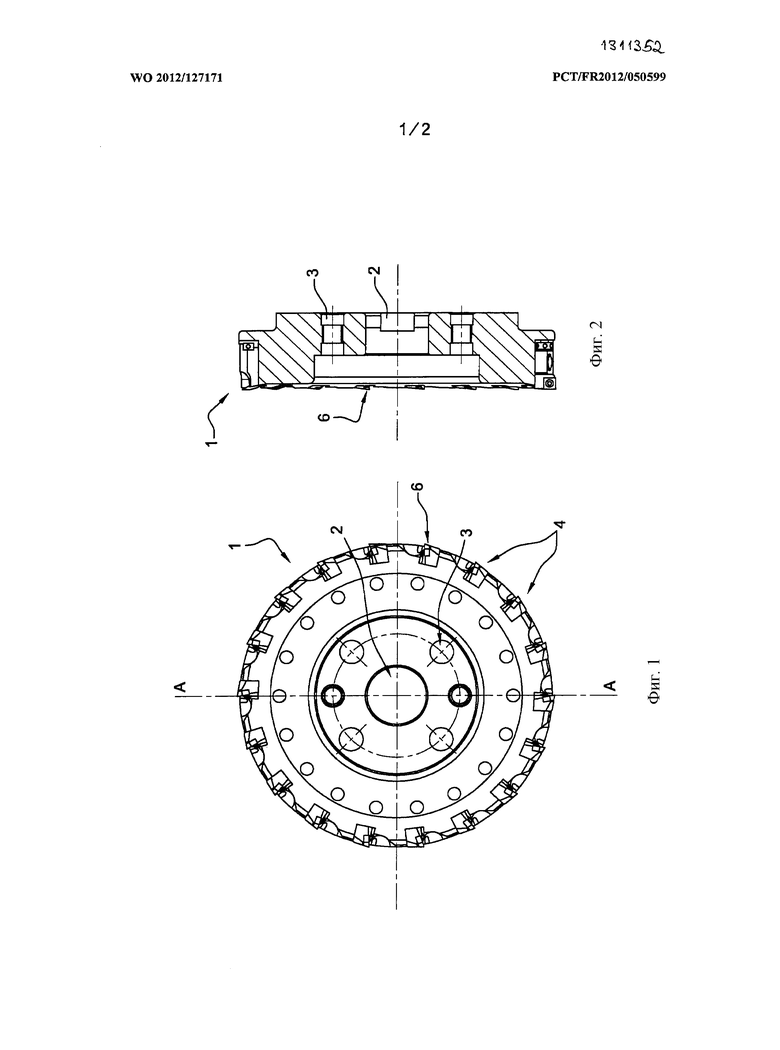
На фиг.1 показана заявленная фреза, вид снизу;
на фиг.2 показан вид в разрезе по А-А фиг.1;
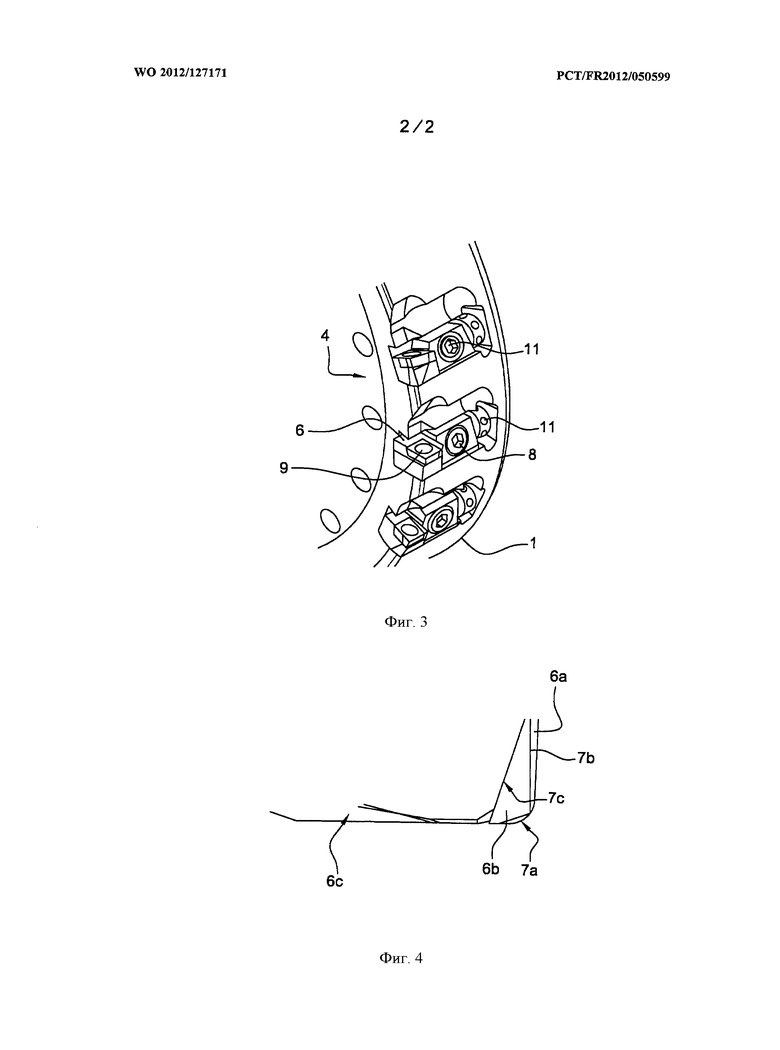
на фиг.3 представлено расположение режущих картриджей;
на фиг.4 показано ступенчатое расположение режущих кромок.
Показанный на чертежах фрезеровочный инструмент имеет корпус 1 фрезы, ось вращения которого постоянно перпендикулярна к обрабатываемой поверхности во время операции фрезерования. Он содержит несколько наборов режущих кромок, смещенных в радиальном направлении. На фиг.1 показаны корпус инструмента 1, отверстие 2 для оси (не показана) центровки фрезы, отверстия 3 для винтов крепления корпуса 1 фрезы на держателе (не показан) и режущие картриджи 4, распределенные на окружности корпуса инструмента 1.
Эти же элементы показаны в разрезе на фиг.2, где видно расположение лезвий или режущих пластинок 6 в одном уровне на основании корпуса инструмента 1.
На фиг.3 более детально показаны расположение и крепление пластинок 6 на картриджах 4. Картриджи 4 закреплены при помощи стяжных винтов 8 на корпусе инструмента 1. Пластинки 6 затянуты при помощи стяжных винтов 9 на картридже 4, и их положение можно регулировать на нем при помощи стяжных винтов (не показаны), отверстия 11 для установки которых показаны на фигуре.
Режущие кромки 7 являются рабочими кромками съемных пластинок 6, положение которых можно регулировать в картридже-держателе 4, который, в свою очередь, можно регулировать по положению на корпусе инструмента 1.
На фиг.4 показаны три последовательные пластинки 6a, 6b, 6c в проекции в одной диаметральной плоскости инструмента. Их кромки 7a, 7b, 7c ступенчато перекрывают друг друга по всей высоте резания. Инструмент содержит несколько идентичных наборов режущих кромок, которые смещены в радиальном направлении относительно друг друга внутри одного набора. Тем не менее, как было указано выше, все кромки 7a, 7b, 7c расположены в одном осевом секторе инструмента, чтобы совместно обрабатывать одну толщину материала, когда фреза перемещается параллельно обрабатываемой поверхности. В наборе из трех пластинок 6a, 6b, 6c, показанных в проекции в одной диаметральной плоскости инструмента на фиг.4, пластинка 6а обрабатывает материал в первую очередь (если предположить, что вращение инструмента направляет их за плоскость проекции). Промежуточная пластинка 6b, слегка отступающая внутрь относительно первой, осуществляет промежуточную чистовую обработку. Третья пластинка 6c, отступающая относительно предыдущей, осуществляет собственно чистовую обработку.
Три пластинки 6a, 6b, 6c, показанные на фиг.4, образуют набор из трех пластинок. Можно также предусмотреть другое расположение трех пластинок в наборе: 6a, 6c, 6b. Один и тот же набор пластинок оказывается на окружности инструмента несколько раз. В описанном выше неограничивающем примере осуществления изобретения набор пластинок содержит три пластинки. Не выходя за рамки изобретения, можно предусмотреть меньшее число пластинок в наборе (но не менее двух) или большее число, например, четыре, чтобы не осуществлять никакой промежуточной чистовой обработки или осуществлять несколько промежуточных чистовых обработок между черновой обработкой и окончательной чистовой обработкой. Во всех случаях пластинки равномерно распределены на окружности инструмента в виде последовательных и идентичных наборов, в количестве не менее двух. Каждая первая кромка относительно направления вращения инструмента является кромкой черновой обработки, а следующие кромки последовательно смещены в радиальном направлении наружу, чтобы постепенно обрабатывать одну толщину материала.
Число картриджей, число пластинок в наборе и число наборов пластинок могут меняться. Во всех случаях инструмент содержит несколько наборов пластинок (и, следовательно, режущих кромок) на одном диаметре, то есть в одном осевом положении на корпусе инструмента. Наборы равномерно распределены на окружности: три идентичных набора кромок занимают, каждый, сектор 120° на окружности корпуса инструмента, и четыре набора занимают сектора по 90°.
Таким образом, предложенный фрезеровочный инструмент содержит несколько идентичных наборов режущих кромок, смещенных относительно друг друга в радиальном направлении внутри одного набора с одинаковым осевым положением на инструменте. В одном осевом положении относительно поверхности обработки фреза одновременно осуществляет черновую обработку, по меньшей мере, одну промежуточную чистовую обработку и окончательную чистовую обработку по одной толщине материала. Таким образом, этот инструмент значительно отличается от вышеупомянутых ступенчатых или улиточных систем фрез, в которых кромки смещены в осевом направлении на корпусе инструмента.
Способ фрезерования, осуществляемый при помощи этого инструмента, является исключительно эффективным, так как в одном осевом положении относительно обрабатываемой поверхности фреза одновременно осуществляет черновую обработку, по меньшей мере, одну промежуточную чистовую обработку и окончательную чистовую обработку по одной толщине материала. Как было указано выше, эти описанные инструмент и способ находят предпочтительное, но неограничивающее применение для механической обработки верхней стороны картера двигателя внутреннего сгорания. Вместе с тем, изобретение представляет такой же интерес для механической обработки любой плоской металлической поверхности из одного или двух материалов, принадлежащей к двигателю внутреннего сгорания или к любому другому механическому агрегату.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| ФРЕЗЕРНО-РАСТОЧНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2108208C1 |
| УГЛОВОЙ ПАТРУБОК, ВЫПОЛНЕННЫЙ ОБРАБОТКОЙ РЕЗАНИЕМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО УГЛОВОГО ПАТРУБКА | 2010 |
|
RU2533569C2 |
| Режущий инструмент для обработки и способ резки детали из армированного волокном полимерного материала | 2013 |
|
RU2669965C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОКАЛИНЫ С МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2481907C2 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| Торцевая фреза для обработки армированных волокном материалов, таких как углепластик | 2013 |
|
RU2669963C2 |
| КОМБИНИРОВАННАЯ ДИСКОВАЯ МОДУЛЬНАЯ ФРЕЗА | 2011 |
|
RU2467839C2 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
Группа изобретений относится к машиностроению и может быть использована при фрезеровании плоских поверхностей, в частности деталей двигателя внутреннего сгорания. Способ фрезерования включает использование цилиндрического фрезеровочного инструмента, ось вращения которого устанавливают перпендикулярно обрабатываемой поверхности. Инструмент перемещают в направлении, параллельном обрабатываемой плоской поверхности из условия механической обработки этой поверхности посредством одной операции по заданной толщине материала. Инструмент располагают в одном осевом положении относительно обрабатываемой поверхности. Одновременно осуществляют черновую обработку, по меньшей мере одну промежуточную чистовую обработку и окончательную чистовую обработку по одной толщине материала. Обеспечивается обработка поверхности всеми режущими кромками инструмента. Увеличивается срок службы инструмента, повышается качество обработанной поверхности. 2 н. и 7 з.п. ф-лы, 4 ил.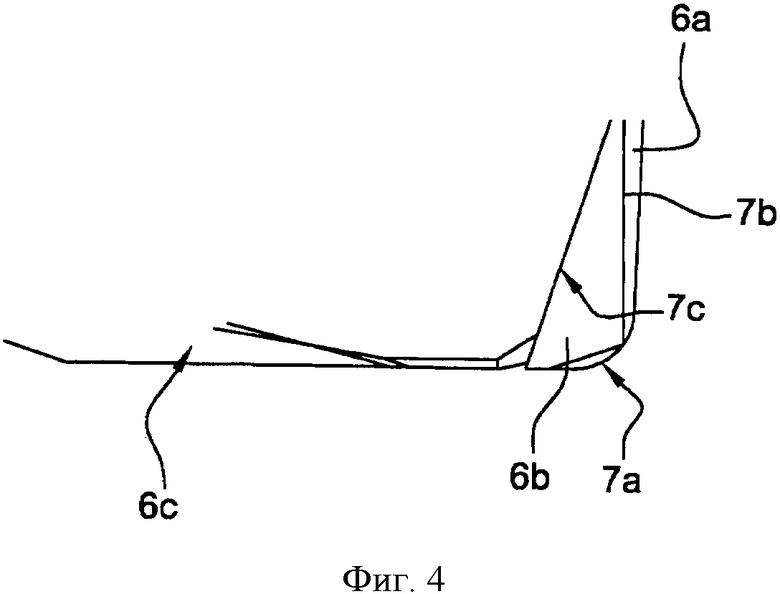
1. Способ фрезерования плоской поверхности, включающий использование цилиндрического фрезеровочного инструмента, при этом ось вращения указанного инструмента располагают перпендикулярно к обрабатываемой поверхности и осуществляют его перемещение в направлении, параллельном обрабатываемой плоской поверхности, из условия механической обработки плоской поверхности посредством одной операции по заданной толщине материала, отличающийся тем, что осуществляют одновременно черновую обработку, по меньшей мере одну промежуточную чистовую обработку и окончательную чистовую обработку по одной заданной толщине материала, при этом цилиндрический фрезеровочный инструмент располагают в одном осевом положении относительно обрабатываемой поверхности.
2. Цилиндрический фрезеровочный инструмент для фрезерования плоской поверхности способом по п.1, содержащий наборы режущих кромок (7, 7a, 7b, 7c), смещенные в радиальном направлении и расположенные в одном осевом секторе инструмента с возможностью совместной обработки ими одной толщины материала при перемещении инструмента параллельно обрабатываемой поверхности.
3. Инструмент по п.2, отличающийся тем, что режущие кромки (7a, 7b, 7c) ступенчато перекрывают друг друга в диаметральной плоскости инструмента в проекции по всей высоте резания.
4. Инструмент по п.3, отличающийся тем, что режущие кромки (7a, 7b, 7c) равномерно распределены по окружности инструмента в виде последовательных наборов с образованием по меньшей мере двух идентичных наборов режущих кромок, из которых каждая первая кромка (7a), если смотреть в направлении вращения инструмента, предназначена для черновой обработки, а следующие кромки (7b, 7c) последовательно смещены в радиальном направлении наружу для постепенной обработки одной толщины материала.
5. Инструмент по п.4, отличающийся тем, что он содержит три идентичных набора режущих кромок (7a, 7b, 7c), занимающих сектора по 120° на его окружности.
6. Инструмент по п.4, отличающийся тем, что он содержит четыре идентичных набора режущих кромок (7a, 7b, 7c), занимающих сектора по 90° на его окружности.
7. Инструмент по п.2, отличающийся тем, что каждый набор режущих кромок (7a, 7b, 7c) содержит по меньшей мере три типа кромок, обеспечивающих соответственно черновую обработку, промежуточную чистовую обработку и окончательную чистовую обработку.
8. Инструмент по п.2, отличающийся тем, что режущие кромки (7, 7a, 7b, 7c) образованы на съемных пластинках (6), установленных в картриджах-держателях (4) корпуса инструмента (1).
9. Инструмент по п.8, отличающийся тем, что съемные пластинки (6) выполнены с возможностью регулирования их положения на картриджах (4).
| FR 2894497 A3, 15.06.2007 | |||
| Торцовая фреза | 1988 |
|
SU1634394A1 |
| Ременной шкив переменного диаметра | 1926 |
|
SU5750A1 |
| Центробежный насос переменной производительности | 1951 |
|
SU95945A1 |

