Объектом изобретения являются устройство и способ обработки стержнеобразных изделий табачной промышленности.
Продукты и полуфабрикаты табачной промышленности, такие как готовые сигареты, сигариллы, табачные стержни, фильтрующие стержни, подвергаются различным операциям в производственном процессе. Продукты и полуфабрикаты наполнены табаком, фильтрующими материалами и различными материалами, выполняющими вспомогательные функции, и продукты и полуфабрикаты нарезаются в процессе производства. Существует потребность в разработке технологических устройств и процессов, гарантирующих высокое качество всех компонентов продуктов и полуфабрикатов. Примером полуфабриката, который вызывает проблемы во время процесса резки, является стержень, содержащий табак или табачную фольгу, внутри которого расположена металлическая вставка в виде пластины, вырезанной из металлической полосы. Силы, возникающие при резке такой металлической вставки, а также любой другой вставки в других изделиях, зависят от углового положения, занимаемого изделием, обычно стержнеобразным изделием, относительно дискового ножа, обычно используемого для резки таких изделий. Во время процесса резки пластина может изменить свое положение в изделии и, кроме того, может деформироваться, в то время как деформация затрагивает всю длину пластины, а также точку резки. Визуальной оценке подлежат только концы изделия, тогда как стержень необходимо просвечивать рентгеновским излучением, чтобы оценить деформацию внутри изделия. Проблемой для производителя является износ дисковых ножей, который увеличивается при полностью произвольном положении вставки, в результате чего ножи могут быть загружены неравномерно и, кроме того, в большей степени, чем предусмотрено производителем ножей.
Из уровня техники известны устройства для разрезания стержнеобразного изделия на две или более частей. Документ DE 3334572 A1 раскрывает устройство для разрезания стержнеобразного изделия на две части с помощью дискового ножа, причем стержнеобразное изделие перемещается в направлении, перпендикулярном его оси, в канавке, в которой оно удерживается посредством вакуума.
Патент EP 2713784 B1 раскрывает устройство для разрезания стержнеобразных изделий на множество частей, причем стержнеобразные изделия транспортируются в канавках барабанного конвейера вдоль пути движения, расположенного параллельно периферийной поверхности барабанного конвейера, причем дисковые ножи прикреплены к нескольким валам, причем оси данных валов расположены параллельно осям транспортируемых и разрезаемых стержнеобразных изделий.
Объектом изобретения является устройство для обработки стержнеобразных изделий табачной промышленности, в котором обеспечена возможность транспортировки стержнеобразных изделий в канавках конвейера вдоль пути движения поперечно оси стержнеобразного изделия, причем устройство снабжено парой дисковых ножей, смежных друг с другом, при этом оси вращения дисковых ножей расположены на двух сторонах пути движения. Устройство отличается тем, что путь движения проходит через область перекрытия смежных дисковых ножей, тогда как в паре смежных дисковых ножей один дисковый нож расположен над несущей поверхностью конвейера, а другой дисковый нож расположен под несущей поверхностью конвейера.
В устройстве согласно изобретению в паре смежных дисковых ножей режущая кромка дискового ножа образована боковой поверхностью дискового ножа и периферийной конической поверхностью.
В устройстве согласно изобретению в паре смежных дисковых ножей режущая кромка одного дискового ножа расположена смежно с боковой поверхностью другого дискового ножа.
Устройство согласно изобретению дополнительно снабжено по меньшей мере одним дисковым ножом, не смежным с другим дисковым ножом, для разрезания стержнеобразного изделия, причем ось вращения дискового ножа параллельна оси разрезаемого стержнеобразного изделия, и режущая кромка дискового ножа, не смежная с другим дисковым ножом, образована двумя коническими поверхностями.
В устройстве согласно изобретению на пути движения стержнеобразных изделий вначале в направлении движения стержнеобразных изделий расположена пара дисковых ножей, смежных друг с другом, а затем расположены дисковые ножи, не смежные с другими дисковыми ножами.
Согласно изобретению в направлении движения стержнеобразных изделий может быть расположена пара дисковых ножей, смежных друг с другом, а затем по направлению движения расположена по меньшей мере одна другая пара дисковых ножей, смежных друг с другом, или блок, содержащий множество пар дисковых ножей, смежных друг с другом.
В устройстве согласно изобретению конвейер может представлять собой барабанный конвейер.
В устройстве согласно изобретению барабанный конвейер может содержать два соосно установленных барабана, при этом барабан имеет форму кольца и прикреплен по меньшей мере к трем роликам. В устройстве согласно изобретению барабан может приводиться в движение посредством зубчатого колеса, работающего с зубчатым венцом, расположенным внутри барабана.
В устройстве согласно изобретению конвейер может представлять собой ленточный конвейер.
В устройстве согласно изобретению по меньшей мере частично в области перекрытия смежных дисковых ножей вакуум, подаваемый к канавкам конвейера, может уменьшаться или отключаться.
В устройстве согласно изобретению по меньшей мере частично в области перекрытия смежных дисковых ножей и перед данной областью вакуум, подаваемый к канавкам конвейера, может уменьшаться или отключаться.
Объектом изобретения также является способ обработки стержнеобразных изделий табачной промышленности, в котором стержнеобразное изделие перемещают в канавке конвейера по пути движения, поперечно оси стержнеобразного изделия, стержнеобразное изделие разрезают на две части посредством двух дисковых ножей, смежных друг с другом, при этом оси дисковых ножей расположены на двух сторонах пути движения, при это путь движения проходит через область перекрытия смежных дисковых ножей, причем ось вращения дискового ножа расположена параллельно оси перекрытия стержнеобразного изделия.
В способе согласно изобретению стержнеобразное изделие может удерживаться посредством вакуума, подаваемого на канавку конвейера, и во время резки подаваемый на канавку вакуум отключают или уменьшают, а после окончания процесса резки подаваемый на канавку вакуум включают или увеличивают.
В способе согласно изобретению формованные части могут разрезаться посредством дисковых ножей, не смежных с другими дисковыми ножами, при этом ось вращения дискового ножа параллельна оси разрезаемого стержнеобразного изделия.
В устройстве обработки стержнеобразных изделий согласно изобретению можно разрезать любые стержнеобразные изделия табачной промышленности, в том числе такие изделия, в которых есть вставки, например металлические пластины, являющиеся частями металлической полосы, или изготовленные из пластмассы или других материалов, твердость которых превышает твердость материала, заполняющего стержнеобразное изделие. В момент начала резки изделия дисковые ножи прорезают оберточный материал и наполнитель, охватывающий вставку. Возникающие силы противостоят друг другу и никак не влияют на позицию изделия. Однако силы, создаваемые дисковыми ножами при разрезании плоской вставки, действующие на вставку, превышают силу, необходимую для разрезания наполняющего материала, за счет чего создается крутящий момент, вызывающий вращение вставки и в то же время всего изделия. Использование устройства для стержнеобразных изделий с плоской вставкой внутри приводит к тому, что изделия разрезаются в одинаковых условиях, то есть изделие поворачивается так, что вставка располагается параллельно пути движения стержнеобразного изделия или под небольшим углом к пути. В результате вариативность процесса резки двумя дисковыми ножами, смежными друг с другом, была ограничена, и резка ножами, не смежными с другими ножами, происходит при угловых положениях стержнеобразных изделий, очень похожих для соответствующих стержнеобразных изделий. Поворот изделий с вставкой в процессе резки существенно способствует повышению качества продукции, поскольку вставки после резки меньше деформируются.
Кроме того, неожиданный эффект равномерной угловой ориентации стержнеобразных изделий после резки посредством блока дисковых ножей в сдвинутой конфигурации приводит к тому, что дальнейшие операции производственного процесса происходят в более благоприятных условиях, например, проверка качества стержнеобразных изделий с последовательной ориентацией отличается большей точностью измерения.
Объект изобретения описан ниже с помощью вариантов его осуществления, показанных на чертежах, на которых
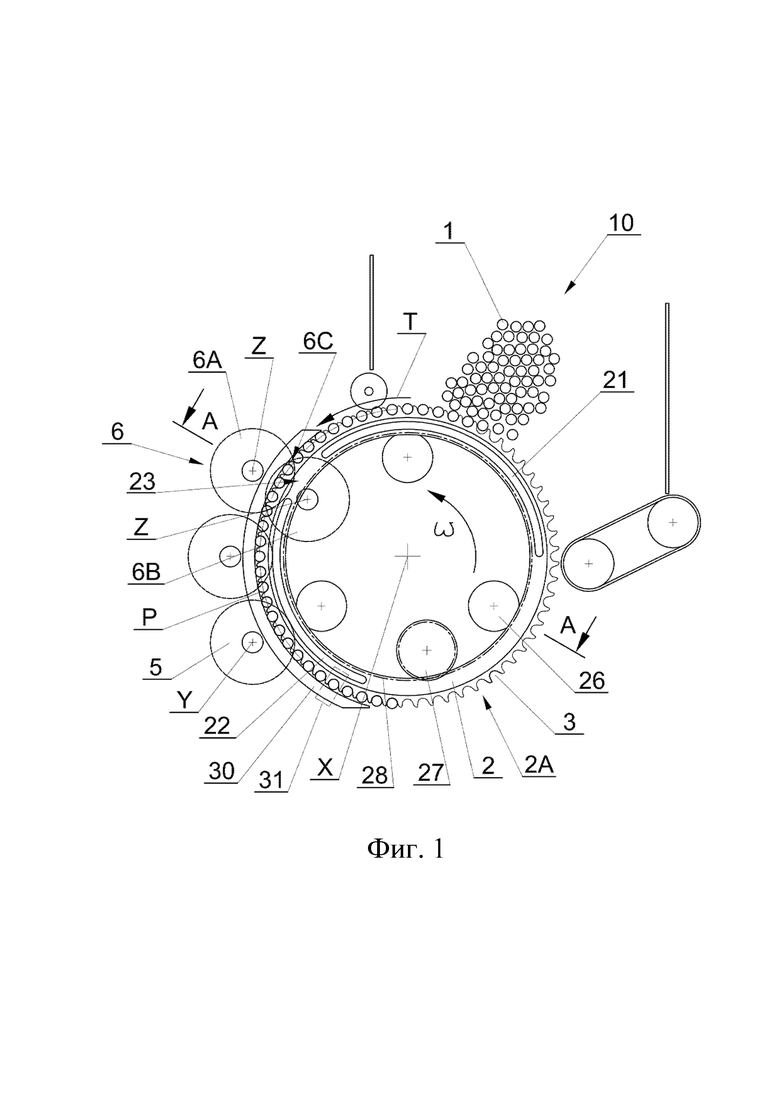
фиг. 1 - фрагмент подающего модуля устройства резки стержнеобразных изделий;
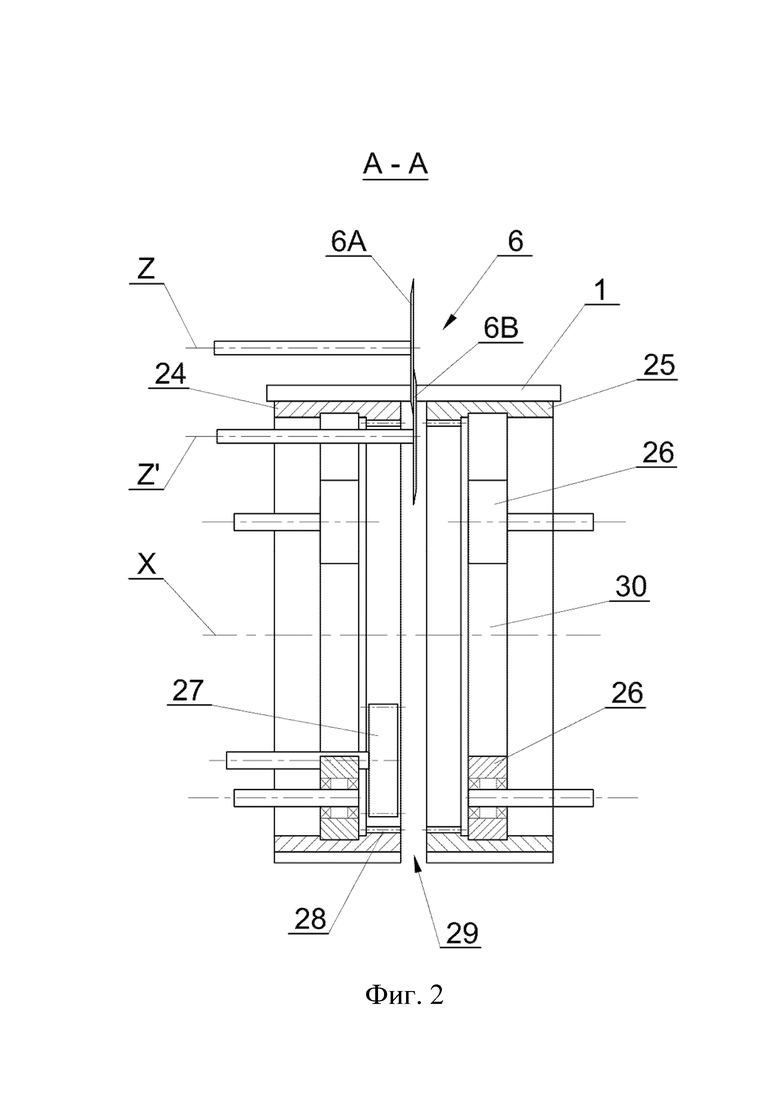
фиг. 2 - вариант осуществления барабанного конвейера с двумя соосными барабанами, установленными с возможностью вращения на оси X;
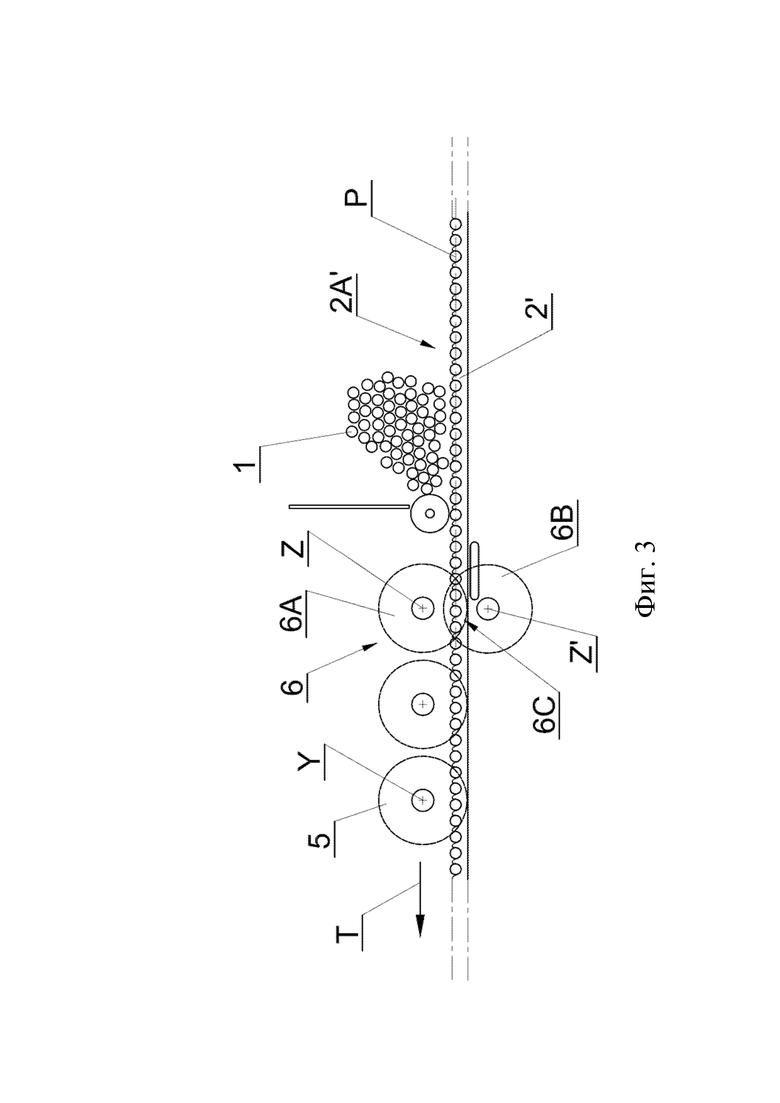
фиг. 3 - вариант осуществления ленточного конвейера;
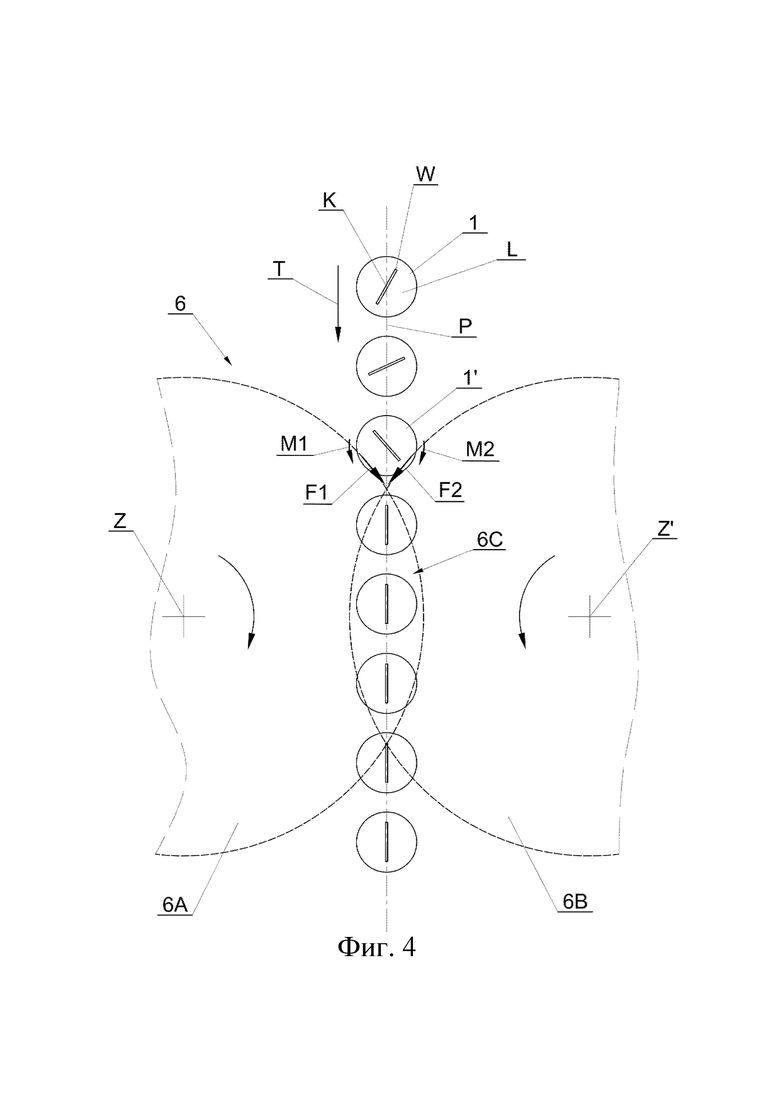
фиг. 4 - вариант осуществления пары дисковых ножей в момент разрезания наполнительного материала на виде в направлении, параллельном осям ножей;
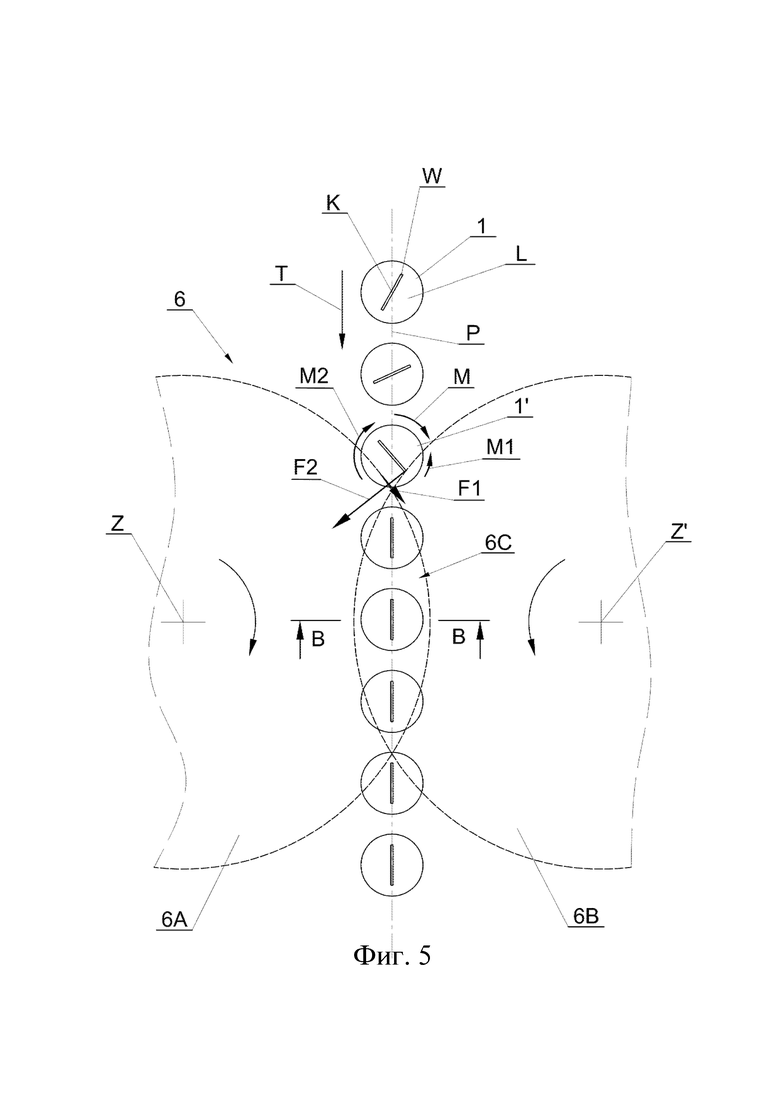
фиг. 5 - вариант осуществления пары дисковых ножей с фиг. 4 в момент начала резки вставки;
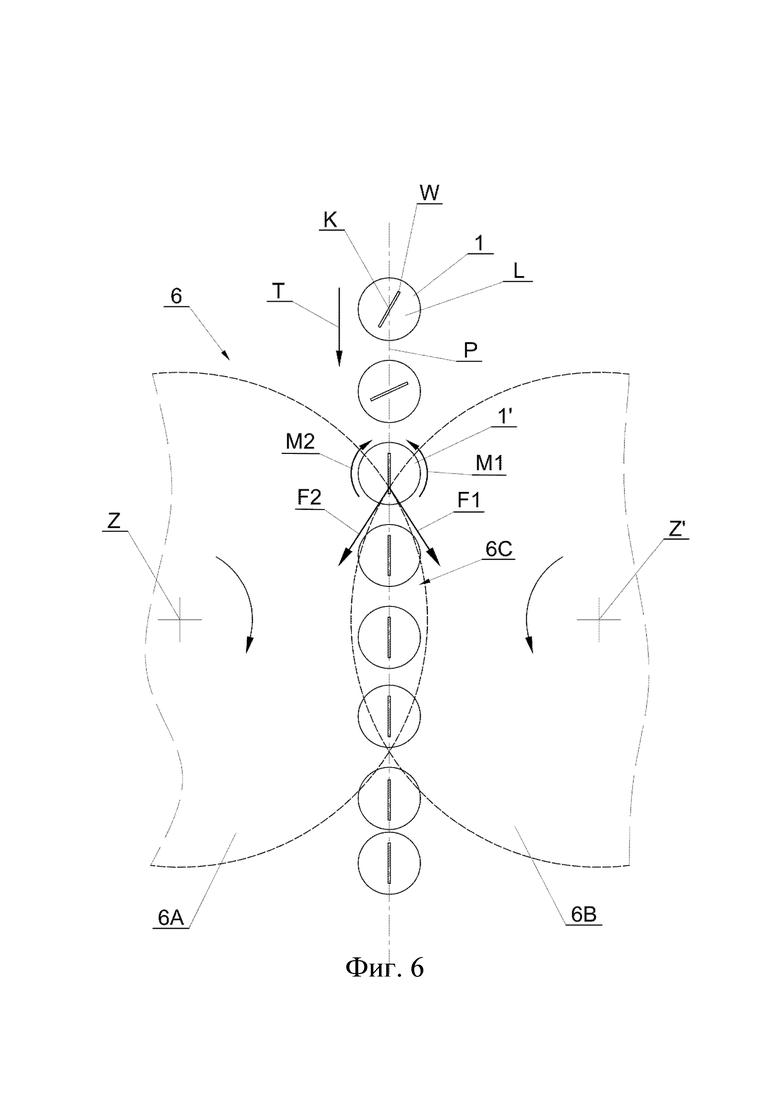
фиг. 6 - вариант осуществления пары дисковых ножей с фиг. 4 в момент остановки вращающегося стержнеобразного изделия;
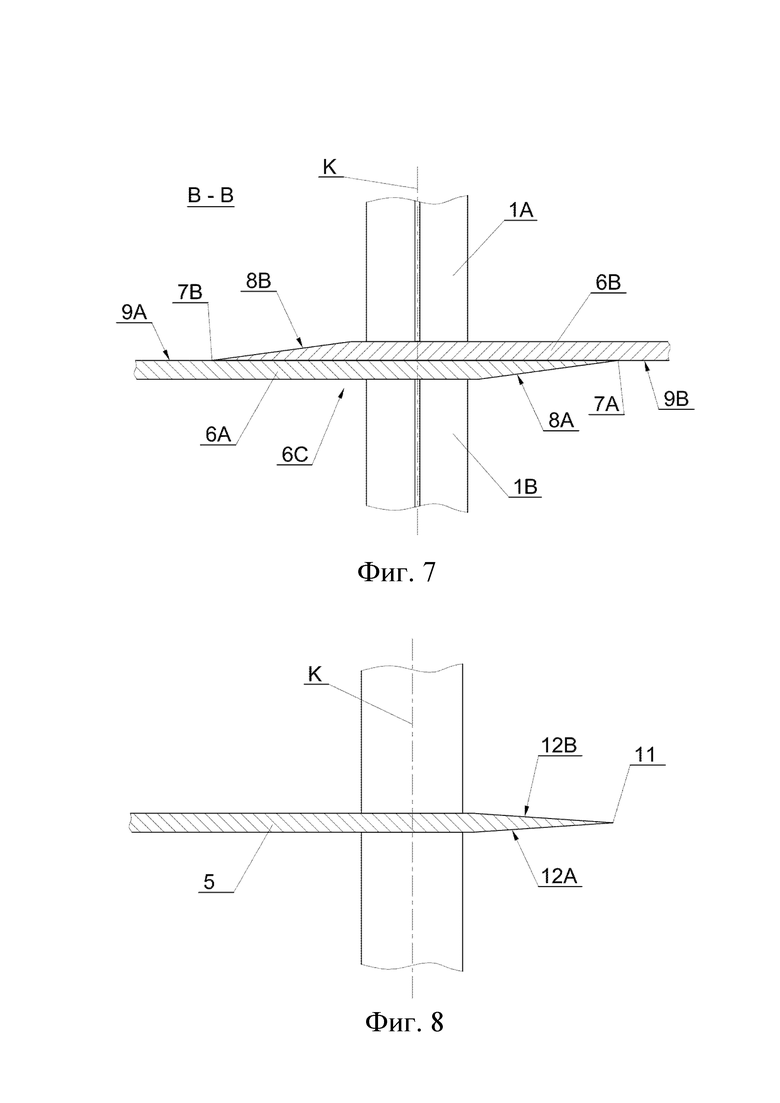
фиг. 7 - вариант осуществления пары дисковых ножей в разрезе В-В с фиг. 5;
фиг. 8 - вид в поперечном сечении одного дискового ножа;
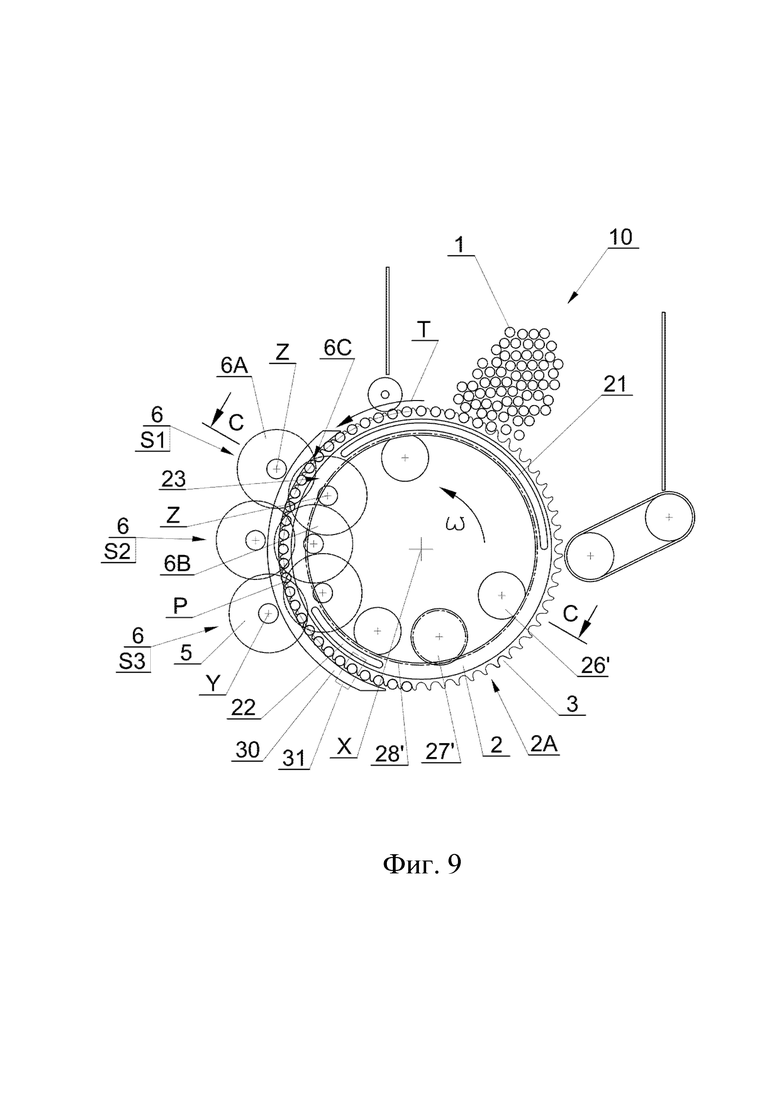
фиг. 9 - вариант осуществления изобретения с множеством пар дисковых ножей;
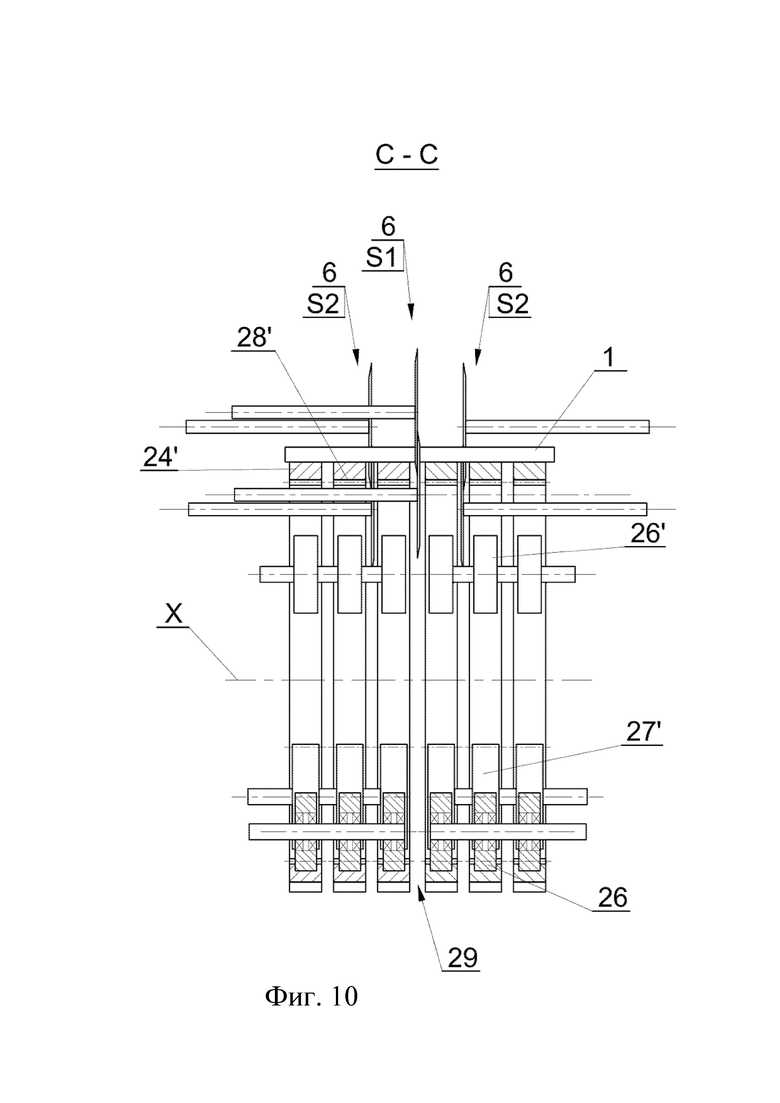
фиг. 10 - вид в поперечном сечении варианта осуществления с фиг. 9.
В табачной промышленности обычно используются машины для производства многосегментных фильтрующих стержней, в том числе для продуктов HnB (heat not burn). На фиг. 1 показан фрагмент подающего модуля устройства резки стержнеобразных издели.; Стержнеобразные изделия характеризуются неодинаковой (неоднородной) режущей способностью, тогда как предпочтительно стержнеобразные изделия подвергаются произвольной предварительной ориентации, которая приводит к тому, что неравномерная режущая способность является асимметричной по отношению к оси, определяемой как прямая линия, находящаяся на одинаковом расстоянии от кромок дисковых ножей. Стержни, содержащие фильтрующий материал и/или вспомогательные материалы для изготовления сегмента стержня, например материалы для изготовления каналов табачного дыма, подаются в подающий модуль. В HnB продуктах используются сегменты, заполненные табаком или табачной фольгой, имеющей центральную вставку в виде стальной пластины. В машине фильтрующие стержни подвергаются обработке, в том числе их разрезают на сегменты, которые становятся компонентами многосегментного стержня. Подающий модуль содержит бункер 10 для фильтрующих стержней, как правило, для стержнеобразных изделий 1, причем многосегментные стержни могут подаваться в бункер. Под бункером 10 расположен барабанный конвейер 2, снабженный канавками 3 на цилиндрической несущей поверхности 2А. Барабанный конвейер 2 установлен с возможностью вращения на оси X. Стержнеобразные изделия 1 перемещаются в канавках 3 по пути P движения, который поперечен оси K стержнеобразного изделия 1. Вдоль пути P движения расположены дисковые ножи для разрезания стержнеобразного изделия 1, так как вначале в направлении T движения расположена пара 6 дисковых ножей, состоящая из двух дисковых ножей 6A и 6B, смежных друг с другом, и затем расположен дисковый нож 5 для разрезания частей 1A, 1B, образованных после разрезания стержнеобразного изделия 1, при этом можно расположить два или более дисковых ножей 5 на одной оси Y вращения. Ось Y вращения дискового ножа 5 параллельна оси К частей 1А и 1В, образованных после разрезания стержнеобразного изделия 1. Затем по направлению Т движения могут быть размещены дополнительные дисковые ножи 5.
В паре 6 смежных дисковых ножей дисковый нож 6А расположен над несущей поверхностью 2А барабанного конвейера 2, тогда как дисковый нож 6В расположен под несущей поверхностью 2А. Дисковые ножи 6A, 6B расположены так, что их оси Z, Z' вращения расположены по обе стороны от пути P движения, показанного также на фиг. 4. Дисковые ножи 6А и 6В перекрывают друг друга и, вращаясь, выполняют резку со сдвигом. Путь P движения проходит через область 6C перекрытия смежных дисковых ножей 6A, 6B. При перемещении в канавках 3 стержнеобразные изделия 1 удерживаются в канавках посредством вакуума, подаваемого из камер 21 и 22, тогда как каналы, подающие вакуум к канавкам 3, не показаны на чертежах. В пределах всей или части области 6С перекрытия дисковых ножей 6А, 6В вакуум к канавкам 3 не подается. Между камерами 21 и 22 находится область 23 отсутствия вакуума, в канавки 3 вакуум не подается в момент начала резки или перед началом резки стержнеобразного изделия 1. Отсутствие вакуума приводит к тому, что стержнеобразное изделие 1 не удерживается в канавке во время процесса резки или удерживается с меньшей силой в течение времени, необходимого для полного исчезновения вакуума. В области 23 между камерами 21, 22 может быть использована камера, в которой вакуум имеет меньшее значение, что позволит получить эффект пониженной силы, необходимой для удержания стержнеобразного изделия 1 в канавке 3 по меньшей мере частично в области 6С перекрытия дисковых ножей 6А, 6В и/или перед данной областью.
Барабанный конвейер 2 может приводиться в движение любым способом. В варианте осуществления с фиг. 1 и 2 барабанный конвейер 2 содержит два соосных барабана 24 и 25, установленных с возможностью вращения на оси X. Барабан 24, 25 имеет форму кольца и прикреплен по меньшей мере к трем вращающимся роликам 26, причем ролик 26 работает с канавкой 30, тогда как один из роликов 26 может быть ведущим роликом. Если ролики 26 используются только в качестве подшипникового узла для барабана 24, 25, барабан может приводиться в движение зубчатым колесом 27, работающим с зубчатым венцом 28, видимым также в поперечном сечении A-A с фиг. 2. Пара 6 дисковых ножей 6А, 6В расположена в зазоре 29 между барабанами 24, 25.
На фиг. 3 показан вариант осуществления, в котором используется ленточный конвейер 2', в то время как дисковые ножи расположены на пути P движения аналогичным так же, как и в первом варианте осуществления. Оси Z, Z' вращения дисковых ножей 6А, 6В и оси Y вращения дисковых ножей 5 расположены горизонтально. Также возможен вариант выполнения устройства обработки стержнеобразных изделий, в котором оси Z, Z' и Y вращения расположены вертикально, и, кроме того, конвейер приспособлен для удержания стержнеобразных изделий также вертикально.
На фиг. 4 показана пара 6 дисковых ножей 6А, 6В на виде в направлении, параллельном оси Z, для упрощения путь P движения показан прямолинейным. В случае стержнеобразного изделия, содержащего один вид материала, силы, возникающие при резке ножами 6А, 6В, оказываемые ножами на разрезаемое изделие 1, будут иметь одинаковое значение. На фиг. 4 показано стержнеобразное изделие, содержащее плоскую вставку W, в то время как последующие подаваемые стержнеобразные изделия 1 ориентированы произвольно. На первом этапе резки силы, возникающие при разрезании наполнительного материала 1', имеют одинаковое значение. На чертеже сила, возникающая при разрезании наполнительного материала L, исходящая от ножа 6А, обозначена как F1, сила с тем же значением, обозначенная как F2, будет приложена ножом 6B к стержнеобразному изделию 1'. Сила F1 создает крутящий момент M1 относительно оси K стержнеобразного изделия 1' в направлении против часовой стрелки, а сила F2 создает крутящий момент M2 относительно оси K стержнеобразного изделия 1' в направлении по часовой стрелке, причем крутящие моменты M1 и M2 имеют одинаковое значение, поэтому результирующий крутящий момент, создаваемый силами резания, будет равен нулю. В момент, когда нож 6В начинает резать вставку W, как показано на фиг. 5, создается сила, обозначенная как F2, намного превышающая силу F1. Разница в величине сил F1 и F2 возникает из-за разницы в твердости (сопротивляемости резанию) материала W вставки и наполнительного материала L стержнеобразного изделия 1'. Для показанного разрезаемого стержнеобразного изделия 1', от силы F1 создается крутящий момент M1 относительно оси K стержнеобразного изделия 1' в направлении против часовой стрелки, а от силы F2 создается крутящий момент M2 по часовой стрелке. Результирующий крутящий момент M, действующий на стержнеобразное изделие 1' в направлении по часовой стрелке, вызовет вращение стержнеобразного изделия 1'. Стержнеобразное изделие 1' будет вращаться до момента, пока нож 6А не войдет в контакт со вставкой W, в конечном итоге стержнеобразное изделие 1' перестанет вращаться, когда вставка W в данном изделии расположится по существу параллельно или под небольшим углом к пути P движения (фиг. 6). Вставка W не будет продолжать вращать стержнеобразное изделие 1', поскольку силы F1 и F2 имеют одинаковое значение. Крутящие моменты M1 и M2, создаваемые силами, также будут иметь одинаковое значение, результирующий крутящий момент равен нулю, поэтому стержнеобразное изделие 1' не будет вращаться. В результате резки дисковыми ножами 6A, 6B стержнеобразные изделия 1, содержащие вставку W, будут разрезаться в однородных условиях, то есть с одинаковой угловой ориентацией, поскольку они будут располагаться повторяющимся образом.
Следует отметить, что разрезание стержнеобразных изделий с равномерной режущей способностью посредством пары дисковых ножей (6А, 6В) в окружном расположении не вызывает автоматического вращения стержнеобразного изделия. Стержнеобразные изделия могут быть снабжены вставками различного типа, при этом их режущая способность отличается от режущей способности наполнительного материала. Например, стержнеобразное изделие из табака может содержать металлическую вставку для нагревания табака, а стержнеобразное изделие, составляющее фильтрующую часть, может содержать идентификационную проволоку. Неравномерная режущая способность в плоскости резания приводит к возникновению ненулевого крутящего момента, в результате чего может быть получено вращение стержнеобразного изделия во время резки. Как упоминалось выше, неравномерная режущая способность может быть вызвана размещением вставки с физическими свойствами, отличающимися от свойств наполнителя, но это также может быть результатом использования различных наполнительных материалов, распределенных по длине внутри стержнеобразного изделия.
Необходимым условием для вышеупомянутого вращения стержнеобразного изделия во время резки является удерживание вставки таким образом, чтобы она могла вращаться, т.е., например, при горизонтальном расположении ленточных конвейеров достаточно удерживать стержнеобразное изделие в канавке с использованием силы гравитации, тогда как в барабанных конвейерах используется вакуум. В последнем случае необходимо уменьшить или отключить вакуум во время резки и поворота, что позволяет крутящему моменту преодолевать силы трения и поворачивать изделие до момента выравнивания сил, исходящих от ножей, и затухания крутящего момента.
Как показано в поперечном сечении B-B с фиг. 7 (отмечено на фиг. 5), в паре 6 смежных ножей 6A, 6B режущая кромка 7A, 7B дискового ножа 6A, 6B образована боковой поверхностью 9A, 9B дискового ножа 6A, 6B и окружной конической поверхностью 8A, 8B. Как можно видеть, в паре 6 смежных дисковых ножей 6A, 6B режущая кромка 7A, 7B одного дискового ножа 6A, 6B расположена смежно с другим дисковым ножом 6A, 6B. Части 1A, 1B, образованные в результате резки дисковыми ножами 6A, 6B, будут далее перемещаться в канавках 3 для резки дисковыми ножами 5. Такое расположение дисковых ножей называется ножничным расположением из-за характера процесса резания, который соответствует работе ножниц.
На фиг. 8 показано поперечное сечение дискового ножа 5, причем режущая кромка 11 дискового ножа 5, не смежная с другим дисковым ножом, образована двумя коническими поверхностями 12А, 12В.
Стержнеобразное изделие 1 перемещается по пути P движения в канавке 3 барабанного конвейера 2, в котором оно удерживается с помощью вакуума, в момент мгновенного падения давления в области 6C перекрытия смежных дисковых ножей 6А, 6В стержнеобразное изделие 1 разрезается на две части 1А, 1В. Можно удерживать стержнеобразное изделие 1 с помощью кожуха 30, расположенного над несущей поверхностью 2А. После разрезания стержнеобразного изделия 1 образованные части 1А, 1В удерживаются вакуумом во время дальнейших операций резки дисковыми ножами 5, причем разрезаемые части перемещаются далее по пути P, расположенному над несущей поверхностью 2А барабанного конвейера 2. Оси стержнеобразного изделия 1, частей 1А, 1В и сегментов, образованных дополнительными операциями резания, расположены перпендикулярно пути Р движения. Согласно настоящему изобретению стержнеобразное изделие 1 должно быть разрезано посредством смежных дисковых ножей 6A, 6B, а дальнейшие операции резки (т.е. дальнейшие этапы обработки) должны выполняться посредством отдельных ножей 5 (ножи, не смежные с другими ножами), причем можно использовать пары 6 смежных дисковых ножей во всех операциях резания, как описано ниже. Оси Y отдельных дисковых ножей 5, а также оси Z, Z' дисковых ножей 6А, 6В расположены параллельно оси вращения барабанного конвейера 2. Обычно во второй операции резания каждая из полученных частей 1A, 1B дополнительно разрезается на две более короткие части двумя дисковыми ножами 5 с перекрытием их осей. Перекрытие осей применяется в следующих операциях резания.
В одном из возможных вариантов осуществления изобретения, где стержнеобразные изделия 1 разрезаются на множество частей, причем при первой операции разрезания на пути P движения выполняется по меньшей мере один разрез, сделанный парой 6 дисковых ножей 6А, 6B. В варианте осуществления с фиг. 9 стержнеобразное изделие 1 разрезают в три этапа, то есть по меньшей мере три пары 8 дисковых ножей используются в последующих операциях резки S1, S2, S3. Аналогично дисковым ножам 5 при одной операции резания на одной оси могут быть расположены дисковые ножи 6А, 6В в парах 6 для последующих операций резания. Устройство, предназначенное для нескольких операций резки, снабжено несколькими барабанами, которые перемещают соответствующие части стержнеобразного изделия 1. В поперечном сечении C-C, показанном на фиг. 10, предусмотрено шесть барабанов 24' в форме колец, а между барабанами 24' есть промежутки 29. Показаны пары 6 дисковых ножей 6A, 6B для первой операции S1 резки и для второй операции S2 резки, для наглядности пары 6 дисковых ножей для операции S3 не показаны, поскольку они включают две или три пары 6 дисковых ножей 6А, 6B. Например, в случае разрезания стержнеобразного изделия 1 на двенадцать сегментов должен использоваться набор из одиннадцати пар 6 ножей и двенадцати барабанов 24'. Аналогично предыдущему варианту осуществления барабан 24' может быть установлен с возможностью вращения на роликах 26' и может приводиться в движение звездочкой или шестерней 27', взаимодействующими с зубчатым венцом 28'.
В другом варианте осуществления на пути P движения расположена станция проверки качества, предназначенная для проверки качества стержнеобразных изделий 1 или стержнеобразных изделий, разрезанных на части 1А и 1В. Станция проверки качества обозначена на фиг. 1 номером позиции 31. Такая станция работает в диапазоне видимого, инфракрасного, ультрафиолетового излучения или в диапазоне рентгеновских волн. Предпочтительно, проверка качества сочетается с функцией отслеживания положения дефектных стержнеобразных изделий с целью последующей отбраковки таких дефектных изделий. Предпочтительно, после разрезания стержнеобразных изделий согласно настоящему изобретению можно произвести дальнейшую резку посредством дисковых ножей с последующей проверкой качества нарезанных стержнеобразных изделий.
Объектом изобретения являются устройство и способ обработки стержнеобразных изделий табачной промышленности. Объектом изобретения является устройство обработки стержнеобразных изделий табачной промышленности, в котором обеспечена возможность транспортировки стержнеобразных изделий в канавках конвейера вдоль пути движения поперечно оси стержнеобразного изделия, причем устройство снабжено парой (6) дисковых ножей (6A, 6B), смежных друг с другом, при этом оси (Z, Z') вращения дисковых ножей расположены на двух сторонах пути (P) движения, отличающееся тем, что путь (P) движения проходит через область (6C) перекрытия смежных дисковых ножей (6A, 6B), причем в паре (6) смежных дисковых ножей (6A, 6B) один дисковый нож (6A) расположен над несущей поверхностью конвейера, тогда как другой дисковый нож (6B) расположен под несущей поверхностью конвейера. Объектом изобретения также является способ обработки стержнеобразных изделий (1) табачной промышленности. 2 н. и 12 з.п. ф-лы, 10 ил.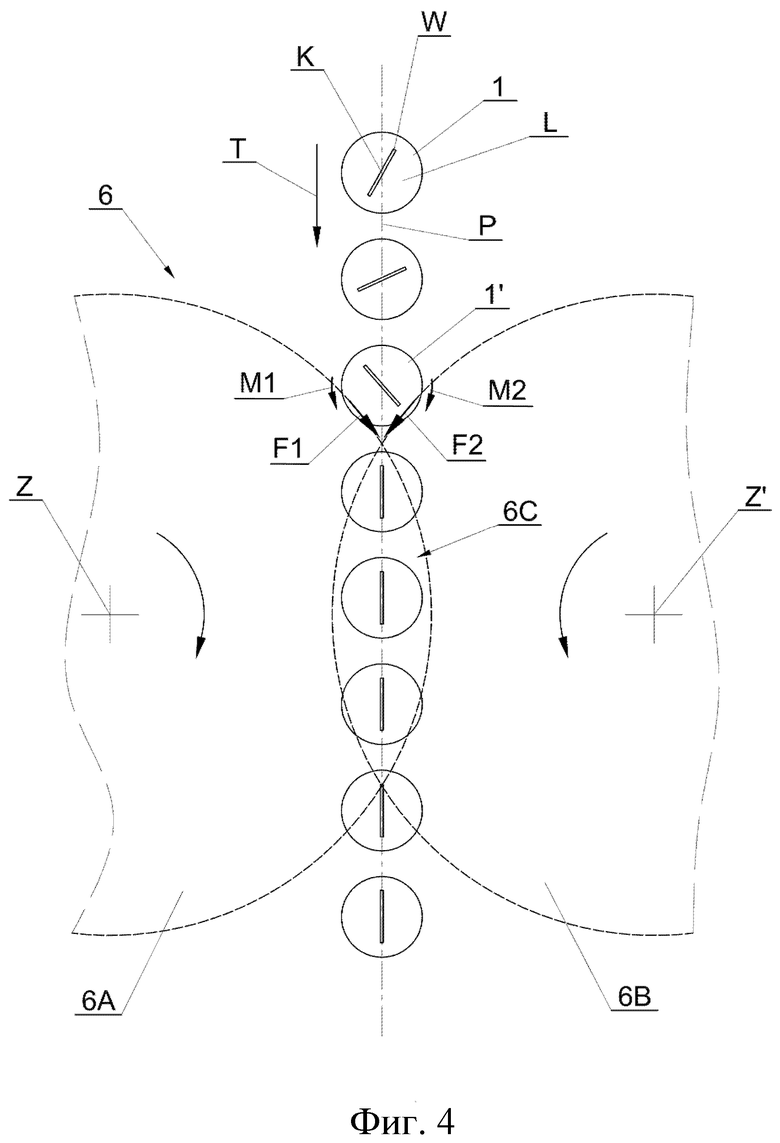
1. Устройство обработки стержнеобразных изделий табачной промышленности, в котором обеспечена возможность транспортировки стержнеобразных изделий в канавках конвейера вдоль пути движения поперечно оси стержнеобразного изделия, причем устройство снабжено парой (6) дисковых ножей (6A, 6B), смежных друг с другом, при этом оси (Z, Z') вращения дисковых ножей расположены на двух сторонах пути (P) движения, отличающееся тем, что путь (P) движения проходит через область (6C) перекрытия смежных дисковых ножей (6A, 6B), причем в паре (6) смежных дисковых ножей (6A, 6B) один дисковый нож (6A) расположен над несущей поверхностью (2A, 2A') конвейера (2, 2'), тогда как другой дисковый нож (6B) расположен под несущей поверхностью (2A, 2A') конвейера (2, 2').
2. Устройство по п. 1, отличающееся тем, что в паре (6) смежных ножей (6А, 6В) режущая кромка (7А, 7В) дискового ножа (6А, 6В) образована боковой поверхностью (9А, 9B) дискового ножа (6A, 6B) и окружной конической поверхностью (8A, 8B).
3. Устройство по п. 2, отличающееся тем, что в паре (6) смежных дисковых ножей (6A, 6B) режущая кромка (7A, 7B) одного дискового ножа (6A, 6B) расположена смежно с боковой поверхностью (9A, 9B) другого дискового ножа (6A, 6B).
4. Устройство по любому из пп. 1-3, отличающееся тем, что устройство снабжено по меньшей мере одним дисковым ножом (5), не смежным с другим дисковым ножом, для разрезания стержнеобразного изделия, причем ось (Y) вращения дискового ножа (5) параллельна оси (К) разрезаемого стержнеобразного изделия, и режущая кромка (11) дискового ножа (5), не смежная с другим дисковым ножом, образована двумя коническими поверхностями (12А, 12B).
5. Устройство по любому из пп. 1-4, отличающееся тем, что на пути (P) движения стержнеобразных изделий (1) вначале в направлении движения (T) стержнеобразных изделий (1) расположена пара (6) дисковых ножей (6А, 6В), смежных друг с другом, а затем расположены дисковые ножи (5), не смежные с другими дисковыми ножами.
6. Устройство по любому из пп. 1-4, отличающееся тем, что на пути (P) движения стержнеобразных изделий (1) вначале в направлении движения (T) стержнеобразных изделий (1) расположена пара (6) дисковых ножей (6A, 6B), смежных друг с другом, и затем на пути движения по меньшей мере еще одна пара (6) дисковых ножей (6A, 6B), смежных друг с другом, или блок, содержащий множество пар дисковых ножей (6A, 6B), смежных друг с другом.
7.Устройство по любому из пп. 1-6, отличающееся тем, что конвейер (2) представляет собой барабанный конвейер.
8. Устройство по п. 7, отличающееся тем, что барабанный конвейер (2) содержит два соосно установленных барабана (24, 25), причем барабан (24, 25) имеет форму кольца и установлен посредством по меньшей мере трех роликов (26).
9. Устройство по п. 8, отличающееся тем, что барабан (24, 25) приводится в движение посредством зубчатого колеса (27), работающего с зубчатым венцом (28), расположенным внутри барабана (24, 25).
10. Устройство по любому из пп. 1-6, отличающееся тем, что конвейер (2') представляет собой ленточный конвейер.
11. Устройство по любому из пп. 7-10, отличающееся тем, что по меньшей мере частично в области (6С) перекрытия смежных дисковых ножей (6А, 6В) вакуум, подаваемый на канавки (3) конвейера (2, 2'), уменьшается или отключается.
12. Способ обработки стержнеобразных изделий (1) табачной промышленности, в котором
стержнеобразное изделие (1) перемещают в канавке (3) конвейера (2, 2') по пути (P) движения поперечно оси (K) стержнеобразного изделия (1),
стержнеобразное изделие (1) разрезают на две части (1A, 1B) посредством двух дисковых ножей (6A, 6B), смежных друг с другом, причем оси (Z, Z') дисковых ножей расположены на двух сторонах пути (P) движения, при этом путь (P) движения проходит через область (6C) перекрытия смежных дисковых ножей (6A, 6B), причем ось (Z, Z') вращения дискового ножа (6А, 6В) расположена параллельно оси (К) разрезаемого стержнеобразного изделия (1).
13. Способ по п. 12, в котором стержнеобразное изделие (1) удерживают посредством вакуума, подаваемого на канавку (3) конвейера (2, 2'), и во время резки подаваемый к канавке (3) вакуум уменьшают или отключают, а после окончания процесса резки подаваемый на канавку (3) вакуум включают или увеличивают.
14. Способ по п. 12 или 13, в котором формованные части (1А, 1В) разрезают посредством дисковых ножей (5), не смежных с другими дисковыми ножами, причем ось (Y) вращения дискового ножа (5) параллельна оси (К) разрезаемого стержнеобразного изделия (1).
| US 2005217447 A1, 06.10.2005 | |||
| WO 2014123435 A2, 14.08.2014 | |||
| ВИНТОВОЙ КОМПРЕССОР (ВАРИАНТЫ) | 2016 |
|
RU2713784C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕОБРАЗНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2636364C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВСКРЫТИЯ ОБОЛОЧЕК СИГАРЕТ В МАШИНЕ ДЛЯ ИЗВЛЕЧЕНИЯ ТАБАКА ИЗ ПОВРЕЖДЕННЫХ И/ИЛИ БРАКОВАННЫХ СИГАРЕТ | 2010 |
|
RU2523221C2 |

