Изобретение относится к области изготовления изделия смесевого твердого топлива (СТТ) с заранее прогнозируемыми механическими характеристиками.
Известен способ получения зарядов смесевого твердого топлива с прогнозируемыми характеристиками по патенту RU №2203871 С1, 10.05.2003 г. МПК С06В 21/00, С06D 5/00. По этому способу производят дозирование компонентов и их смешение без отвердителя в основном смесителе, затем отбирают от этой смеси небольшие порции в малые смесители, добавляют в них разное количество отвердителя, смешивают, изготавливают образцы заряда, по полученным результатам испытания в основной смеситель добавляют отвердитель, смешивают топливную смесь и формуют изделие.
Известен также способ изготовления изделия из смесевого ракетного твердого топлива по патенту RU 2303587, 27.07.2007 г. МПК С06В 21/00, согласно которому до изготовления изделия готовят топливную массу с составом компонентов, на котором изготавливают изделие, формуют из нее несколько образцов в изложнице с системой замера модуля сдвига топлива, термостатируют образцы при разных температурах, определяют время завершения процесса отверждения топлива в образцах и определяют время отверждения топлива в изделии по установленной зависимости.
Наиболее близким по технической сути и достигаемому техническому результату к заявляемому способу относится способ получения заряда смесевого твердого топлива по патенту RU №2280631 МПК С06В 21/00, С06D 5/00, принятый авторами за прототип. Заявлено 11.01.2005 г., опубл. 24.07.2006 г.
Указанный способ включает дозирование компонентов, приготовление топливной смеси с разным количеством отвердителя и регулятора, формование образца заряда в пресс-форму и отверждение, по результатам испытаний образцов заряда приготовление топливной смеси в основном смесителе, формование заряда в пресс-форму и отверждение под давлением.
К основному недостатку известных способов получения заряда смесевого твердого топлива относится то, что они предусматривают проведение трудоемких операций, формование образцов заряда в пресс-форму, комплекс механических испытаний этих образцов после прохождения ими полного технологического цикла отверждения. Это приводит к снижению технико-экономических показателей процесса, коэффициента использования материалов и оборудования.
Технической задачей данного изобретения является разработка способа получения изделия смесевого твердого топлива высокого качества с прогнозируемыми механическими характеристиками при сокращении технологического цикла и затрат на изготовление образцов.
Технический результат достигается за счет того, что в способе получения изделия СТТ, включающем дозирование компонентов, приготовление топливной смеси с разным количеством отверждающей добавки, формование образцов изделия в изложнице с измерительным стержнем, термостатирование и отверждение образцов изделия с замером модуля сдвига и изготовление изделия по результатам испытания образцов изделия с выбранным содержанием отверждающей добавки, особенность заключается в том, что образцы изделия термостатируют при температуре 70-90°С, проводят отверждение в течение 40-50 часов, содержание отверждающей добавки для изделия выбирают по образцу, модуль сдвига М у которого находится в пределах Mmin≤М≤Mmax, где Mmin, Mmax - минимально и максимально допустимые величины по модулю сдвига испытуемого образца соответственно, обеспечивающие получение качественного изделия.
Механические характеристики смесевого твердого топлива зависят от свойств исходных компонентов. Для компенсирования влияния этих факторов в составе СТТ используется отверждающая добавка, количество которой назначается по результатам испытания образцов изделия, отформованных в пресс-форме из топливной смеси с разным количеством этой добавки.
В предлагаемом способе решение этой задачи достигается формованием образцов изделия с разным количеством отверждающей добавки в изложнице с измерительным стержнем, термостатированием образца при температуре 70-90°С и отверждением в течение 40-50 часов. В процессе термостатирования происходит отверждение образца и формирование его механических характеристик, что фиксируется по изменению модуля упругости образца. Для чего периодически, в фиксированные моменты времени, например через 2-5 часов, проворачивают измерительный стержень на угол в пределах упругости образца. Угол поворота стержня выбирают с таким расчетом, чтобы деформация образца проходила в области, не превышающей предел упругости отверждаемого образца, что исключает нарушение его целостности и искажение результатов испытания. Экспериментально установлено оптимальным является угол поворота стержня 1-2°.
Термостатирование образца ведут при температуре 70-90°С. Это обусловлено тем, что от температуры термостатирования образца зависит продолжительность процесса формирования механических характеристик. Поэтому при температуре термостатирования менее 70°С, в установленные в предлагаемом способе пределах времени термостатирования 40-50 часов, в образце не успевают сформироваться механические характеристики, что приводит к искажению результатов испытания и к ошибке в прогнозировании свойств топлива. При температуре более 90°С происходит изменение механизма реакции отверждения образца, что также приводит к искажению результатов испытания.
Продолжительность термостатирования образца 40-50 часов выбрана из условий получения достоверной информации о модуле сдвига образца с разным количеством отверждающей добавки при температуре термостатирования 70-90°С. При термостатировании менее 40 часов в образце не успевают сформироваться механические характеристики, что приводит к искажению результатов испытания и к ошибочному выбору количества отверждающей добавки для изделия. Время термостатирования образца более 50 часов удлиняет технологический цикл.
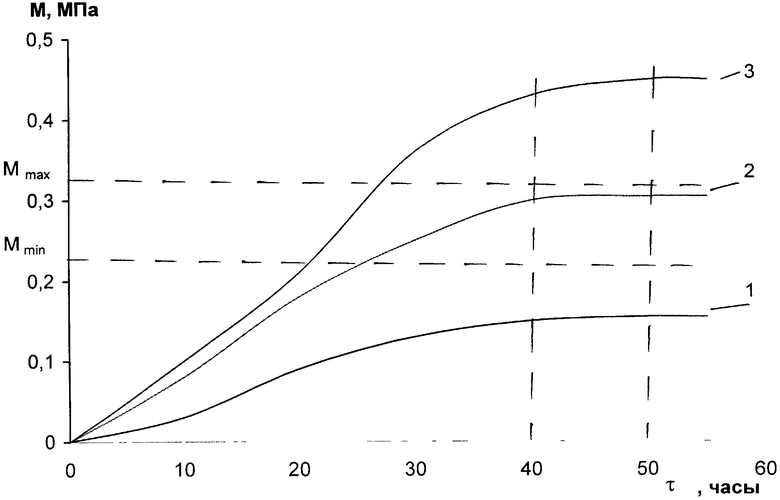
Характер изменения модуля упругости М образцов в процессе термостатирования при температуре 80°С, содержащих отверждающую добавку в количестве 0,09, 0,12, 0,15% (кривые №№1, 2, 3 соответственно), приведен на чертеже. Для получения изделия смесевого твердого топлива с прогнозируемыми механическими характеристиками модуль сдвига М испытуемого образца должен находиться в пределах Mmin≤М≤Mmax, где Mmin, Mmax - минимальное и максимальное допустимые значения модуля сдвига испытуемого образца соответственно. Из чертежа видно, что этим условиям удовлетворяет образец изделия под номером 2 с содержанием отверждающей добавки 0,12%. Следовательно, выбор количества отверждающей добавки для изделия 0,12% обеспечивает изготовление изделия с требуемыми механическими характеристиками.
Предлагаемый способ получения изделия смесевого твердого топлива проверен при изготовлении изделий в опытных условиях с положительным результатом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2005 |
|
RU2303587C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДА СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2002 |
|
RU2220935C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2008 |
|
RU2382017C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2441858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2434830C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2316526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2318788C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАРЯДА СМЕСЕВОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2005 |
|
RU2280631C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2318787C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2000 |
|
RU2179543C2 |
Изобретение относится к области изготовления изделия смесевого твердого топлива методом литья под давлением с заранее прогнозируемыми механическими характеристиками. Способ включает дозирование компонентов, приготовление топливной смеси с разным количеством отверждающей добавки, формование образцов изделия в изложнице с измерительным стержнем, термостатирование и отверждение образцов изделия с замером модуля сдвига и изготовление изделия с выбранным содержанием отверждающей добавки. При этом образцы изделия термостатируют при температуре 70-90°С, проводят отверждение в течение 40-50 часов, содержание отверждающей добавки для изделия выбирают по образцу, модуль сдвига М у которого находится в пределах Mmin≤М≤Mmax, где Mmin, Mmax - минимально и максимально-допустимые величины по модулю сдвига испытуемого образца соответственно, обеспечивающие получение качественного изделия. Изобретение обеспечивает способ получения изделия смесевого твердого топлива высокого качества с прогнозируемыми механическими характеристиками при сокращении технологического цикла и затрат на изготовление образцов. 1 ил.
Способ получения изделия смесевого твердого топлива, включающий дозирование компонентов, приготовление топливной смеси с разным количеством отверждающей добавки, формование образцов изделия в изложнице с измерительным стержнем, термостатирование и отверждение образцов изделия с замером модуля сдвига и изготовление изделия по результатам испытания образцов изделия с выбранным содержанием отверждающей добавки, отличающийся тем, что образцы изделия термостатируют при температуре 70-90°С, проводят отверждение в течение 40-50 ч, содержание отверждающей добавки для изделия выбирают по образцу, модуль сдвига М у которого находится в пределах Mmin≤M≤Mmax, где Mmin, Mmax - минимально и максимально допустимые величины по модулю сдвига испытуемого образца соответственно, обеспечивающие получение качественного изделия.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2005 |
|
RU2303587C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАРЯДА СМЕСЕВОГО ТВЕРДОГО РАКЕТНОГО ТОПЛИВА | 2005 |
|
RU2280631C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА С ПРОГНОЗИРУЕМЫМИ ХАРАКТЕРИСТИКАМИ | 2001 |
|
RU2203871C1 |
| US 4776993 A, 11.10.1988. | |||

