Изобретение относится к области изготовления изделия из смесевого твердого топлива (СТТ), а конкретно к технологии изготовления изделия СТТ методом литья под давлением на установке непрерывного действия со шнековой выгрузкой.
Известно устройство для формования изделия из взрывчатого состава (патент РФ № 2132837), содержащее дозаторы, смесители, шнековые транспортные устройства (шнеки) и фильтрующие элементы на линии подачи компонентов, в котором для обеспечения безопасности величины зазоров между вращающимися рабочими органами смесителей и транспортных устройств и их корпусами с учетом деформации при работе должна превышать величину размеров отверстий фильтрующих элементов.
Существенным недостатком способа изготовления изделия с использованием данного устройства является то, что при работе с труднофильтруемыми компонентами (например, с порошкообразными компонентами с повышенной слипаемостью частиц) приходится использовать фильтрующие элементы с максимально крупными размерами отверстий и соответственно зазор между шнеком и его корпусом выдерживать также на верхнем предельном значении, что приводит к потере производительности (напорности) шнека при работе установки по известным режимам.
Таким образом, задачей данного технического решения являлось повышение безопасности изготовления изделия из взрывчатых составов.
Наиболее близким по технической сути и достигаемому техническому результату к заявляемому способу является способ изготовления изделия смесевого ракетного твердого топлива по патенту РФ 2179543 (МПК С06В 21/00), принятый авторами за прототип.
Указанный способ включает формование изделия методом литья топливной массы под давлением на установке непрерывного действия со шнековой выгрузкой через массопровод установки формования, формование изделия при температуре топливной массы на 10-20°С ниже температуры отверждения, поддержание температуры топливной массы в шнеке при формовании путем подачи теплоносителя в кожух шнека, выдержку отформованного изделия при работающем шнеке в течение 120-420 с с одновременным охлаждением топливной массы в шнеке путем подачи теплоносителя в кожух шнека с температурой 5-20°С, отсечку топливной массы в корпусе изделия отсекателем при давлении 0,5-2,0 МПа и отверждение изделия при температуре 65-85°С и давлении в корпусе 1,5-6,0 МПа.
Изготовление изделия СТТ по указанному способу значительно повышает его качество по монолитности (отсутствию воздушных включений) за счет сохранения разности температур отверждения и формования изделия на 10-20°С, создания давления в корпусе изделия перед отсечкой в нем топливной массы путем выдержки отформованного изделия при работающем шнеке с одновременной подачей теплоносителя в кожух шнека с температурой 5-20°С.
К причинам, препятствующим достижению желаемого технического результата при использовании известного способа изготовления изделия СТТ, принятого за прототип, для получения изделия из топливной массы, содержащей поверхностно-активное вещество и высокодисперсный наполнитель, относится то, что из-за повышенной адгезии (прилипаемости) таких топливных масс к поверхности смесительного оборудования при частоте вращения шнека, превышающей определенную величину, начинается прокручивание («срыв») топливной массы, прогрессирующий разогрев ее в зазорах между шнеком и его корпусом, теряется напорность шнека, снижается скорость подачи топливной массы в корпус изделия, приводящее к нарушению монолитности, отсечка топливной массы в корпусе при работающем шнеке приводит к резкому подъему давления в массопроводе и повышению опасности процесса из-за прогрессирующего разогрева топливной массы в зазорах между шнеком и его корпусом.
В отличие от прототипа в предлагаемом авторами способе изготовления изделия смесевого твердого топлива изделия формуют при частоте вращения шнека вакуумного смесителя установки непрерывного действия, соответствующей линейной скорости наружной части реборды шнека не более 57 м/мин (что соответствует частоте вращения шнека 15 об/мин реальных установок непрерывного действия), при поддержании температуры теплоносителя в полости шнека 40-60°С, а в кожухе шнека не более 30°С.
При нарастании давления в массопроводе снижают частоту вращения шнека до линейной скорости наружной части реборды шнека не более 8-24 м/мин (что соответствует частоте вращения шнека 2-6 об/мин). После создания давления в массопроводе 0,8-1,0 МПа сначала отключают установку непрерывного действия, затем включают отсекатель на закрытие.
Технической задачей изобретения является создание безопасного способа изготовления изделия из смесевого твердого топлива, обеспечивающего высокое его качество по монолитности (отсутствие воздушных включений), из топливной массы с повышенной адгезией к поверхности смесительного оборудования.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе изготовления изделия СТТ, включающем формование изделия методом литья топливной массы под давлением на установке непрерывного действия со шнековой выгрузкой через массопровод установки формования, поддержание температуры в шнеке при формовании путем подачи теплоносителя в кожух шнека, отсечку топливной массы в корпусе изделия после создания в нем давления и отверждение под давлением, особенность заключается в том, что изделие формуют при частоте вращения шнека, соответствующей линейной скорости наружной части реборды шнека установки непрерывного действия не более 57 м/мин, при поддержании температуры теплоносителя в полости шнека 40-60°С, а в кожухе шнека не более 30°С, при нарастании давления в массопроводе снижают частоту вращения шнека до линейной скорости наружной поверхности его реборд 8-24 м/мин, после создания давления в массопроводе 0,8-1,0 МПа сначала отключают установку непрерывного действия, затем включают отсекатель на закрытие.
Наличие в описываемом способе изготовления изделия СТТ совокупности действий, порядка их выполнения во времени и условиями, обеспечивающими возможность выполнения этих действий, позволяет, в частности, за счет:
- формования изделия при частоте вращения шнека установки непрерывного действия, соответствующей линейной скорости наружной части реборды шнека не более 57 м/мин, исключить прокручивание («срыв») топливной массы и разогрев ее в шнеке, сохранить напорность и производительность работы шнека, предотвратить нарушение монолитности изделия;
- поддержания температуры теплоносителя в полости шнека в процессе формования 40-60°С снизить адгезию (прилипаемость) топливной массы к поверхности шнека за счет температурного воздействия на контактную поверхность и исключить прокручивание топливной массы при линейной скорости наружной части реборды шнека не более 57 м/мин;
- поддержания температуры теплоносителя в кожухе в процессе формования не более 30°С повысить вязкость топливной массы в зазоре между шнеком и кожухом, повысить сопротивляемость ее к прокручиванию в шнеке, обеспечить качество изделия по монолитности;
- снижения частоты вращения шнека линейной скорости наружной части реборды шнека до 8-24 м/мин при нарастании давления в массопроводе исключить прокручивание топливной массы и разогрев ее в шнеке, предотвратить нарушение монолитности изделия, так как прокручивание топливной массы и разогрев ее в шнеке смещается в область более низких значений числа оборотов шнека;
- отключения после создания в массопроводе давления 0,8-1,0 МПа сначала установки непрерывного действия, затем включения отсекателя на закрытие - исключить резкий подъем давления в массопроводе и в шнеке установки непрерывного действия при закрытии отсекателя за счет создания условий для обратного перетока топливной массы из массопровода в установку непрерывного действия.
На чертеже изображена схема изготовления изделия СТТ по предлагаемому способу.
Изготовление изделия СТТ по предлагаемому способу осуществляют методом литья под давлением на установке непрерывного действия, содержащей дозаторы 1, 2, смеситель-приставку 3, предварительный 4 и вакуумный 5 смесители, снабженные шнеками 6, 7.
Для формования корпус 8 изделия, снабженный отсекателем 9, присоединен через массопровод 10 к вакуумному смесителю 5. После набора топливной массы в смесители 3, 4, 5 включают шнеки 6, 7 предварительного и вакуумного смесителей и формуют изделие при частоте вращения шнеков 6, 7 с линейной скоростью наружной реборды не более 57 м/мин. При этом температуру теплоносителя в полости Б шнека 7 поддерживают 40-60°С, а в кожухе А шнека 7 не более 30°С. При нарастании давления в массопроводе 10 снижают частоту вращения шнека 7 до линейной скорости наружной поверхности его реборд 8-24 м/мин, а после создания давления в массопроводе 10 установки формования 0,8-1,0 МПа, сначала отключают установку непрерывного действия, затем включают отсекатель 9 на закрытие.
Применение описанного способа изготовления изделия СТТ позволяет исключить разогрев топливной массы и резкое повышение давления в шнеке в процессе формования изделия и отсечки топливной массы в корпусе, тем самым обеспечить безопасность процесса и отсутствие воздушных включений в изделии СТТ, содержащего поверхностно-активное вещество и высокодисперсный наполнитель.
Указанные преимущества подтверждены изготовлением по описанному способу опытной партии изделий СТТ на заводе им. С.М.Кирова на установке СНД-1000А.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2444503C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2316526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2009 |
|
RU2394011C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2006 |
|
RU2318788C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ТЕРМОРЕАКТИВНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2314280C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2441861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2006 |
|
RU2310637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ВЗРЫВЧАТОГО СОСТАВА | 2008 |
|
RU2367642C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ СМЕСЕВОГО ТВЕРДОГО ТОПЛИВА | 2010 |
|
RU2441858C1 |
| СПОСОБ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТОГО СОСТАВА И ФОРМОВАНИЯ ИЗ НЕГО ИЗДЕЛИЯ | 2010 |
|
RU2451649C1 |
Изобретение относится к области изготовления изделий из смесевого твердого топлива. Предложенный способ изготовления изделия из смесевого твердого топлива включает в себя формование изделия методом литья топливной массы под давлением на установке непрерывного действия со шнековой выгрузкой через массопровод установки формования, поддержание температуры топливной массы в шнеке при формовании путем подачи теплоносителя в кожух шнека, отсечку топливной массы в корпусе изделия отсекателем после создания в нем давления и отверждение под давлением. Изделие формуют при частоте вращения шнека установки непрерывного действия с линейной скоростью наружной поверхности его реборд не более 57 м/мин, при поддержании температуры теплоносителя в полости шнека 40-60°С, а в кожухе шнека не более 30°С, при нарастании давления в массопроводе снижают частоту вращения шнека до линейной скорости наружной поверхности его реборд 8-24 м/мин, после создания давления в массопроводе 0,8-1,0 МПа сначала отключают установку непрерывного действия, затем включают отсекатель на закрытие. Изобретение направлено на создание безопасного способа изготовления качественного по монолитности изделия из смесевого твердого топлива. 1 ил.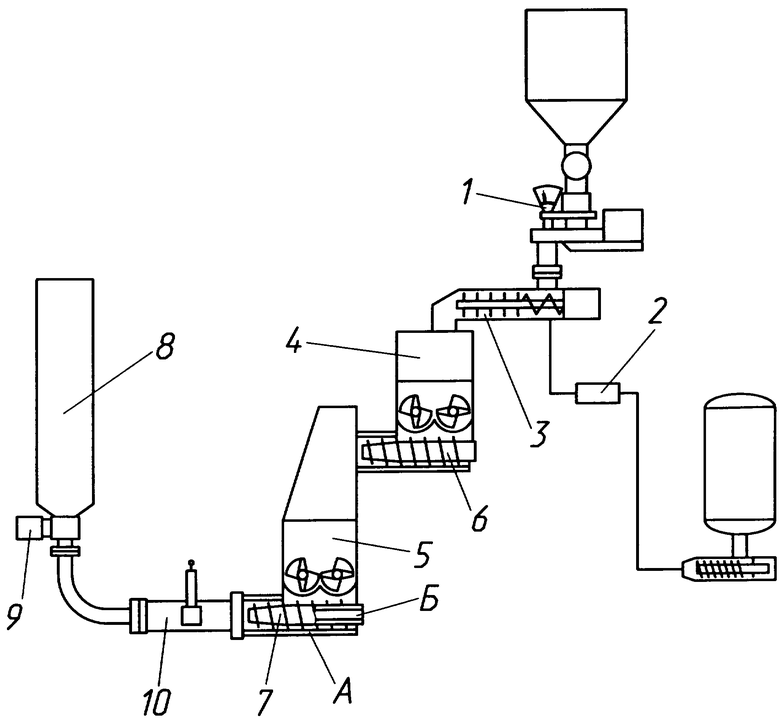
Способ изготовления изделия из смесевого твердого топлива, включающий формование изделия методом литья топливной массы под давлением на установке непрерывного действия со шнековой выгрузкой через массопровод установки формования, поддержание температуры топливной массы в шнеке при формовании путем подачи теплоносителя в кожух шнека, отсечку топливной массы в корпусе изделия отсекателем после создания в нем давления и отверждение под давлением, отличающийся тем, что изделие формуют при частоте вращения шнека установки непрерывного действия, соответствующей линейной скорости наружной поверхности его реборд не более 57 м/мин при поддержании температуры теплоносителя в полости шнека 40-60°С, а в кожухе шнека не более 30°С, при нарастании давления в массопроводе снижают частоту вращения шнека до достижения наружной поверхностью его реборд линейной скорости 8-24 м/мин, после создания давления в массопроводе 0,8-1,0 МПа сначала отключают установку непрерывного действия, а затем включают отсекатель на закрытие.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА | 2000 |
|
RU2179543C2 |
| СПОСОБ СМЕШЕНИЯ КОМПОНЕНТОВ ВЗРЫВЧАТЫХ СОСТАВОВ И ФОРМОВАНИЯ ИЗ НИХ ИЗДЕЛИЙ | 2003 |
|
RU2247100C2 |
| US 4776993 A, 11.10.1988 | |||
| ВОЛНОВОДНЫЙ МАЛОГАБАРИТНЫЙ DPDT ПЕРЕКЛЮЧАТЕЛЬ | 2024 |
|
RU2825567C1 |

