Область техники
Настоящее изобретение относится к промышленным лентам, выполненным с возможностью сшивания при установке, и к способу их изготовления. В частности, настоящее изобретение относится к сшиваемым слоистым лентам для промышленного применения.
Уровень техники
К числу промышленных лент, о которых идет речь в тексте настоящего описания, могут быть отнесены конвейеры и конвейерные ленты, используемые в пищевой промышленности, в производстве древесно-волокнистых плит (ДВП) средней плотности, в производстве нетканых материалов, то есть в процессах кардования, лаппингования, а также ленты для использования в других промышленных областях. Эти ленты, как правило, водонепроницаемы, что позволяет, например, в пищевой промышленности, предотвратить налипание бактерий и облегчить промывку ленты.
Как правило, используемые в указанных областях ленты сразу изготавливают бесконечными, например, по технологии бесконечного ткачества, или сшивают противоположные края ленты, ориентированные поперек машинного направления, с созданием шва, например зажимного шва и с образованием бесконечной ленты. Согласно еще одному способу для того, чтобы сделать ленту бесконечной, противоположные ее края, ориентированные поперек машинного направления, спаивают или сваривают. Очевидно, что для спаивания лента должна содержать металлические части, которые могут быть соединены друг с другом. Согласно еще одному способу для того, чтобы сделать ленту бесконечной, на краях плоского полотна, ориентированных поперек движения ткани в машине, формируют петли, используя нити, ориентированные в машинном направлении, затем петли обоих краев переплетают с образованием встречно-гребенчатой структуры и пропускают сквозь них шпильку для удержания переплетенных петель вместе.
Упомянутый выше зажимной шов часто используют для того, чтобы сделать ленту бесконечной. Эта разновидность швов содержит зажимные крюки, которые в целом имеют U-образную форму и установлены в чередующемся порядке вдоль краев ленты, как правило, ленты гофромашины, ориентированных поперек машинного направления, так что при совмещении указанных краев ленты крюки оказываются переплетены с образованием встречно-гребенчатой структуры и с образованием канала, в который может быть вставлен соединительный трос или вставлена шпилька для соединения краев друг с другом. Каждый крюк изготовлен из жесткой металлической проволоки и имеет два параллельных элемента, расстояние между которыми по существу равно толщине ленты или немного меньше, и которые имеют взаимно направленные шипы, так что при установке на край ленты их трудно снять. Указанные параллельные элементы, которые после установки зажимного крюка находятся на противоположных сторонах одного и того же края ленты, ориентированного поперек машинного направления, и которые плотно прилегают к указанным противоположным сторонам этого края, могут иметь одинаковую или разную длину и, соответственно, могут отходить от указанного края на одинаковое или разное расстояние в продольном направлении.
Иногда используют другие механические соединительные средства. Существуют клиновидные накладки или соединения для крепления или сшивания, которые используют в своих лентах компании Siegling GmbH, Ганновер, Германия (www.siegling.com), и HabasitAG, Базель, Швейцария (www.habasit.com).
Могут быть получены другие швы, в которых соединительные петли образованы тканым полотном или спиральным шнуром, пришитым к обоим краям ленты, ориентированным поперек машинного направления. Кроме того, тканая основа ленты может содержать соединительные петли. В обоих случаях шов получают путем переплетения петель с образованием встречно-гребенчатой структуры с последующим пропусканием сквозь них шпильки.
Однако в некоторых случаях известные способы сшивания не могут быть успешно использованы. Важным требованием к некоторым лентам является гладкость и однородность поверхности, находящейся в контакте с транспортируемыми изделиями. Одним из способов получения такой поверхности является создание слоистой ленты, в которой слои нанесены друг на друга или, например, на тканую либо вязаную основу. Однако описанные выше способы сшивания не всегда позволяют получить гладкую поверхность. Для специалиста очевидно, что при сшивании слоистой структуры возникают сложности с обеспечением однородности, непроницаемости, износоустойчивости и усталостной прочности.
Одним из недостатков слоистых лент является то, что материал слоя, такой как полиуретановая или силиконовая пленка, может отслаиваться от основы. Причиной отслаивания нередко являются способ или средства соединения двух краев ткани.
Указанная проблема особенно актуальна при нанесении слоев или покрытий лент, используемых для транспортировки пищевых продуктов. Эти покрытия нередко обладают такими полезными свойствами, как антибактериальное действие или устойчивость к прилипанию размещенного на них вещества. Отслаивание антибактериального покрытия от конвейера для транспортировки пищевых продуктов создает две проблемы: загрязнение пищевых продуктов отслаивающимся материалом и ухудшение антибактериального эффекта. Следовательно, в пищевой и упаковочной промышленности предотвращение такого отслаивания имеет большое значение.
Еще одной проблемой является то, что при сшивании в ленте образуются отверстия, из-за чего внутрь шва могут попадать пищевые продукты или загрязняющие вещества, что сводит к нулю антибактериальные свойства ленты и усложняет ее промывку. Иными словами, нарушается непроницаемость ленты.
Очевидно, имеется возможность создания сшиваемых тканей, пригодных для промышленного применения, а описанные выше случаи являются лишь примерами. Однако в этой области, как и во всех других областях, всегда имеется потребность в усовершенствовании или в альтернативном варианте. Сшиваемые ткани не являются исключением. Настоящее изобретение направлено на устранение недостатков известных способов сшивания.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящим изобретением предлагается сшиваемая промышленная лента и способ ее изготовления.
Одной задачей настоящего изобретения является создание слоистой сшиваемой ленты, которая по существу устойчива к расслаиванию.
Еще одной задачей настоящего изобретения является создание средств соединения слоистой ленты с помощью вставного шва.
Еще одной задачей настоящего изобретения является создание слоистой ленты, содержащей экструдированную шовную спираль.
Один аспект настоящего изобретения направлен на создание ленты, выполненной с возможностью сшивания при установке и содержащей основу, имеющей первый и второй края, по меньшей мере один слой материала, ламинированный на основу, и шов для сшивания первого и второго краев с образованием бесконечной ленты, причем ламинированный слой материала прикреплен к основе таким образом, что находится над швом и закрывает его. На другую сторону основы может быть ламинирован второй слой, проходящий под швом. Лента также содержит по меньшей мере один клапан, который вырезан в слое материала и который обеспечивает доступ к шву и защищает его от внешних воздействий. Термин «основа» может означать как часть ленты, так и всю ленту перед ламинированием на нее слоев материала.
Еще один аспект настоящего изобретения направлен на создание ленты, выполненной с возможностью сшивания при установке и содержащей основу, имеющую первый и второй края, слой, который ламинирован на основу над швом и предпочтительно под ним и который образован вставным швом, прикрепленным к первому краю основы, и шовными петлями, сформированными на втором крае основы, причем ламинированные на основу слои защищают вставной шов и предотвращают прохождение через него материала, размещенного поверх него. Еще один аспект настоящего изобретения направлен на создание ленты, выполненной с возможностью сшивания при установке и содержащей основу, имеющую первый и второй края, слой, ламинированный на верхнюю и нижнюю поверхности основы, и экструдированную спираль, прикрепленную к первому и второму краям основы, причем ламинированный слой короче основы, а ламинированные слои соединяются встык при переплетении экструдированных спиралей с образованием встречно-гребенчатой структуры.
Все варианты реализации ленты, выполненной с возможностью сшивания при установке, изготавливают способом, согласно которому берут основу, имеющую первый и второй края, создают шов, соединяющий первый и второй края, ламинируют слой на основу над швом, а в большинстве вариантов по меньшей мере над швом и предпочтительно под швом.
Далее приведено более подробное описание настоящего изобретения со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
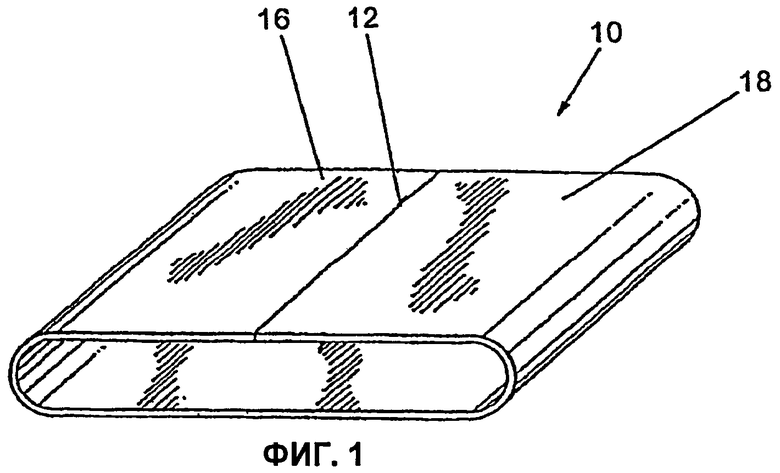
Фиг.1 изображает сшитую ленту согласно одному варианту настоящего изобретения;
Фиг.2 изображает вид в поперечном сечении ленты, показанной на фиг.1, после сшивания;
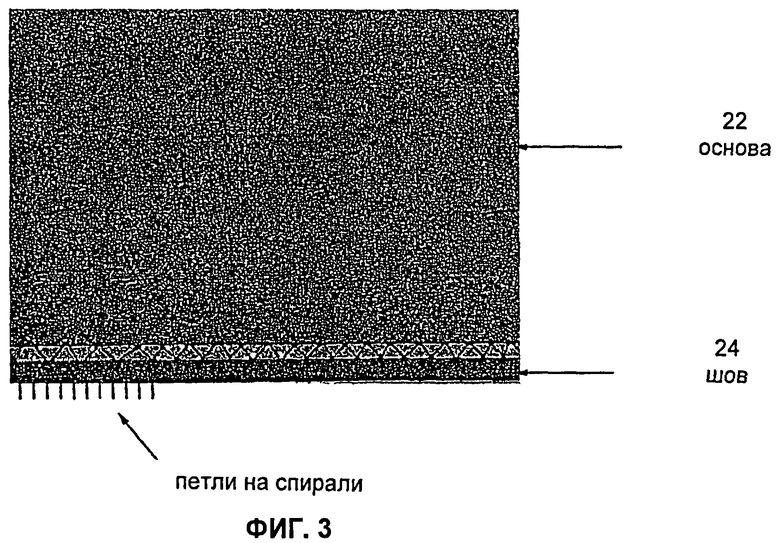
Фиг.3 изображает вид сверху сшитой ленты согласно еще одному варианту настоящего изобретения;
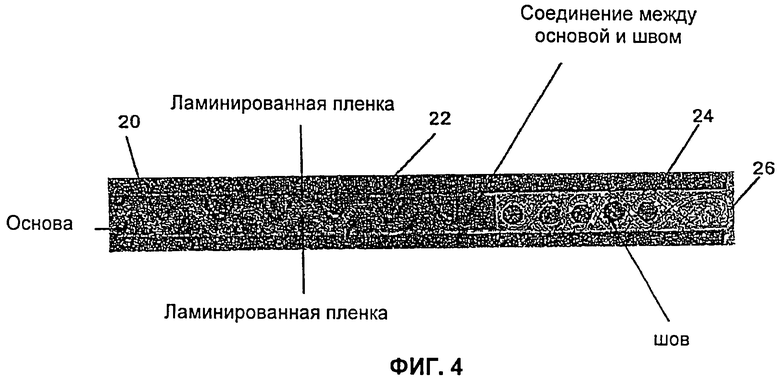
Фиг.4 изображает вид в поперечном сечении ленты, показанной на фиг.3;
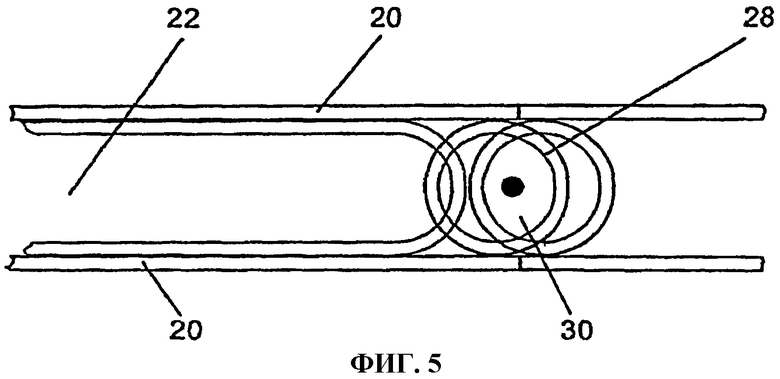
Фиг.5 изображает вид в поперечном сечении сшитой ленты согласно еще одному варианту настоящего изобретения;
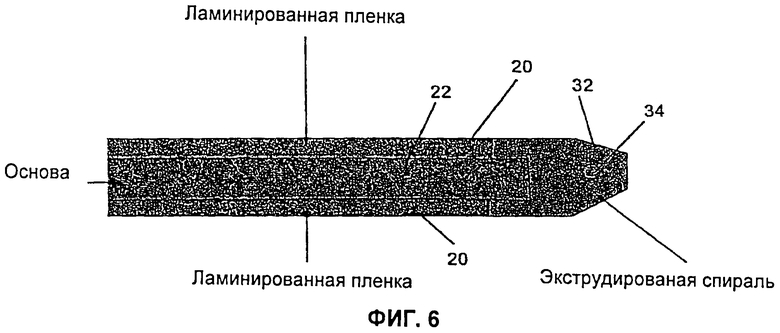
Фиг.6 изображает вид в поперечном сечении сшитой ленты согласно еще одному варианту настоящего изобретения;
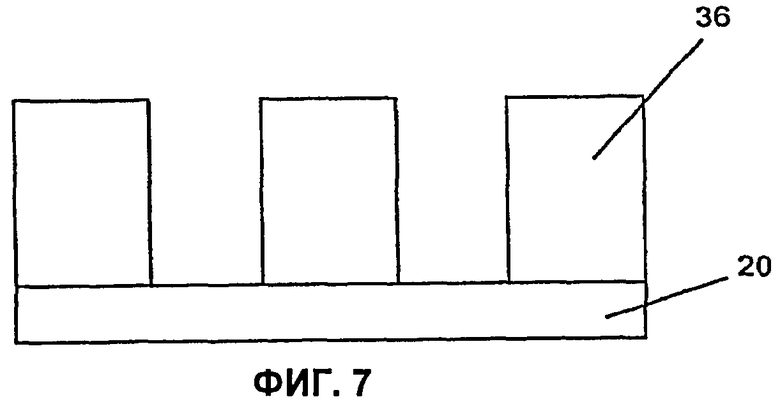
Фиг.7 изображает вид сверху ленты, показанной на фиг.6; и
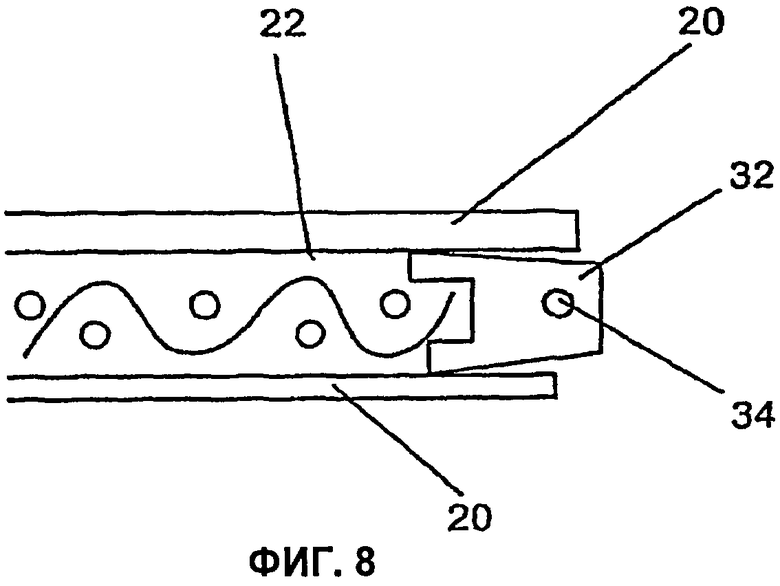
Фиг.8 изображает вид в поперечном сечении сшитой ленты согласно еще одному аспекту настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
Как указано выше, ткань или лента могут функционировать в качестве конвейера во многих областях. Выше описаны такие области применения, как, например, транспортировка пищевых продуктов, производство древесно-волокнистых плит средней плотности и нетканых материалов. Однако применение сшитой слоистой ленты не ограничено этими примерами, и она может быть применена в любой другой области.
Один вариант реализации настоящего изобретения представлен на фиг.1 и 2, где показана лента 10, имеющая интегрированный шов 12. Шов соединен с образованием бесконечной ленты. Интегрированный шов может быть образован стандартным петлевым швом, в котором нити основы, ориентированные в машинном направлении, образуют петли. Кроме того, может быть использован спиральный шов, образованный прикреплением спиралей, например прямолинейный спиральный шов, известный специалистам, либо любой другой подходящий шов. На фиг.2 показан петлевой шов 14, соединяющий вместе края 16 и 18 ленты 10 в направлении, поперечном к машинному, с помощью шпильки 15. По меньшей мере над швом 12, а предпочтительно и под ним, расположен слой 20, закрывающий основу 12. В слое 20 имеется разрез 17, обеспечивающий доступ по меньшей мере к части шва 14 и шпильки 15.
Согласно одному варианту реализации настоящего изобретения, для получения бесконечной ленты 10, показанной на фиг.1, изготавливают основу 22, которая содержит шовные петли шва 14, а затем соединяют, например, с помощью шпильки 15. Чтобы не допустить прилипания покрытия или слоя к шву, поверх последнего ламинируют защитное покрытие (не показано). После этого на ленту 10 ламинируют пленку 20 с получением бесконечной ленты. В качестве материала покрытия или слоя могут быть использованы полимерные пленки из сополимера полиэтилентерефталата (соРЕТ) или из полиэтилентерефталата(РЕТ), сочетание пленок из соРЕТ и PET, полиуретан или другой подходящий материал, известный специалистам. Затем на бесконечной ленте выполняют разрез 17, проходящий вдоль шва 12 над ним (и под ним, если слои ламинированы на обе стороны), для получения клапана или клапанов из слоистого материала для обеспечения возможности удаления шпильки 15. При этом также удаляют и защитное покрытие шва. После удаления шпильки 15 лента может быть установлена на оборудование. Шов 12 и шпилька 15 позволяют сшивать ленту 10 при установке. Клапан из слоистого материала, образованный разрезом или разрезами 17, защищает шов 12, и полученная лента имеет по существу однородное поперечное сечение. После установки ленты и соединения ее краев с помощью шовных средств область шва подвергают локализированному нагреву, а в некоторых случаях действию давления для приваривания или "ламинирования" пленки к основе в области шва.
Еще один вариант настоящего изобретения представлен на фиг.3 и 4. Согласно этому варианту, основа 22 может быть выполнена, например, тканой. На одном крае тканой основы 22 или обоих ее краях, ориентированных поперек машинного направления, могут быть сформированы шовные петли путем вплетения нитей, ориентированных в машинном направлении, обратно в основу 22 с образованием шовных петель вдоль края основы 22, расположенного поперек машинного направления. Кроме того, в один край или в оба края основы может быть вставлена шовная спираль. Возможно также прикрепление к краю основы 22 вставного шва 24. Шов 24 может быть, например, приварен, пришит или приклеен к основе 22. На крае шва 24, который не соединен с основой 22, имеются ряды петель 26, которые могут быть переплетены с петлями, сформированными на крае основы 22, с образованием встречно-гребенчатой структуры. Затем эти петли могут быть соединены с помощью шпильки с получением бесконечной ткани.
Основа 22, шовные петли, шовная спираль и вставной шов 24, а также любые их сочетания могут быть ламинированы слоем сверху и предпочтительно снизу. Как описано выше, перед ламинированием слоя шовные петли и другие шовные средства должны быть защищены для предотвращения прилипания нанесенного на них покрытия или слоя ламинирующей пленки. Нанесение покрытия или ламинирование обеспечат сцепление и однородность между лентой и областью шва. Как описано выше, после нанесения покрытия или ламинирования слоистая структура может быть разрезана для обеспечения возможности сшивания ленты после ее установки на оборудование. Однако ламинирование слоя не обязательно осуществляют на бесконечную ленту. В этом случае когда ленту устанавливают и делают бесконечной, петли переплетают с образованием встречно-гребенчатой структуры и пропускают сквозь них шпильку, при этом края слоистой структуры оказываются соединены встык, так что образуется непрерывная поверхность.
Еще один вариант настоящего изобретения представлен на фиг.5, где изображена основа 22, имеющая ламинированный слой 20, расположенный над основой 22 и под ней. К краю основы 22 прикреплена шовная спираль 28. Спираль 28 прикрепляют к основе 22 предпочтительно после ламинирования слоя, однако она может быть прикреплена к основе 22 и перед ламинированием слоя. Каждый край основы 22 может содержать спираль 28, и эти спирали при их совмещении и переплетении с образованием встречно-гребенчатой структуры могут быть соединены путем размещения шпильки в отверстии 30.
Еще один вариант настоящего изобретения представлен на фиг.6, где изображена основа 22, имеющая ламинированный слой 20, расположенный над основой 22 и под ней. На конце основы прикреплен краевой элемент 32. Как показано на фиг.7, краевые элементы содержат ряд петель 36, в каждой из которых имеется отверстие 34. При использовании элементы 32, которые расположены на обоих краях конвейера, ориентированных поперек машинного направления, переплетают с образованием встречно-гребенчатой структуры и пропускают через отверстия 34 петель 36 шпильку с получением бесконечной конвейерной ленты. Петли 36, переплетенные с образованием встречно-гребенчатой структуры, образуют по существу однородную поверхность, которая препятствует проникновению пищевых продуктов и других подобных изделий сквозь ленту конвейера. Элементы 32 устанавливают на основе предпочтительно после ламинирования слоев 20, однако они могут быть установлены и перед ламинированием этих слоев. В варианте реализации, показанном на фиг.6, ламинированный слой оканчивается в нескольких миллиметрах от края основы 22, чтобы оставалось место для размещения элемента 32.
Еще в одном варианте реализации, который показан на фиг.8, высота элемента 32 не превышает толщины основы 22. Элемент 32 прикреплен к основе 22 таким образом, что ламинированный слой 20 находится над ним. При такой структуре слои 20 еще лучше способствуют получению непрерывной и гладкой поверхности конвейерной ленты.
Следовательно, используя по меньшей мере один из описанных выше аспектов настоящего изобретения, можно получить ленту, которая лишена недостатков, присущих известным лентам. Настоящим изобретением предлагается слоистая структура, которая позволяет без труда сшивать ленту и при этом предотвращает загрязнение ленты, в частности ее шовной области, препятствует размножению бактерий и снижает риск отслаивания, который имеет место при использовании, например, зажимных швов.
Изобретение относится к вариантам выполнения промышленной ленты, выполненной с возможностью сшивания при установке, и способу изготовления промышленной ленты. Промышленная лента состоит из основы, имеющей первый и второй края, ориентированные поперек машинного направления, и первого слоя, ламинированного на первую сторону основы. Согласно первому варианту промышленная лента содержит шовные средства для сшивания первого и второго краев с образованием бесконечной ленты, а первый слой прикреплен к основе шовных средств. Промышленная лента дополнительно содержит клапан, вырезанный в первом слое, ламинированном на основу. Клапан обеспечивает доступ к шовным средствам, защищает их от внешнего воздействия и обеспечивает непрерывность и непроницаемость поверхности. Согласно второму варианту промышленная лента содержит шов, образованный вставным швом, прикрепленным к первому краю основы, и шовными петлями, сформированными на втором крае основы. Первый слой, ламинированный на основу, защищает вставной шов и шовные петли и образует непрерывную и непроницаемую поверхность. Согласно третьему варианту промышленная лента содержит шовную спираль, прикрепленную к первому и второму краям, при этом ламинированный первый слой короче основы. Согласно четвертому варианту промышленная лента содержит краевой элемент, прикрепленный к первому и второму краям и содержащий петли, которые могут быть переплетены с образованием встречно-гребенчатой структуры и соединены с образованием бесконечной ленты. Способ изготовления промышленной ленты заключается в ламинировании первого слоя на первую основу. Достигается создание слоистой ленты, устойчивой к расслаиванию. 5 н. и 21 з.п. ф-лы, 8 ил.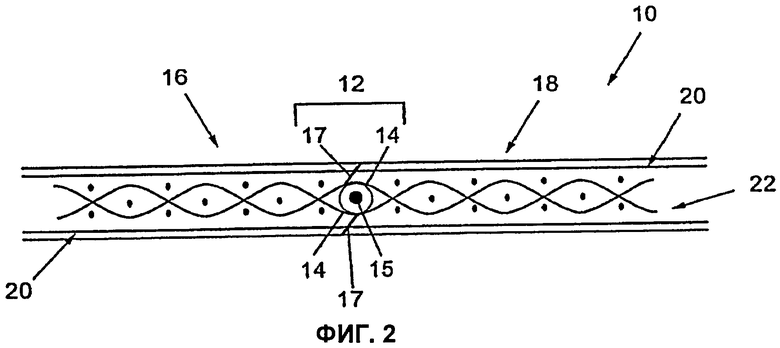
1. Промышленная лента, выполненная с возможностью сшивания при установке и содержащая: основу, имеющую первый и второй края, ориентированные поперек машинного направления; первый слой, ламинированный на первую сторону основы; и шовные средства для сшивания первого и второго краев с образованием бесконечной ленты, причем указанный первый слой прикреплен к основе шовных средств; а промышленная лента дополнительно содержит клапан, вырезанный в указанном первом слое, ламинированном на основу, обеспечивающий доступ к указанным шовным средствам, защищающий их от внешнего воздействия и обеспечивающий непрерывность и непроницаемость поверхности.
2. Лента по п.1, которая дополнительно содержит второй слой, ламинированный на вторую сторону основы и имеющий вырезанный в нем клапан.
3. Лента по п.1, в которой шовные средства содержат нити, ориентированные в машинном направлении и вплетенные обратно в края основы с образованием шовных петель.
4. Лента по п.1, в которой шовные средства содержат по меньшей мере одну шовную спираль или по меньшей мере один краевой элемент, прикрепленную или прикрепленный к краю основы.
5. Промышленная лента, выполненная с возможностью сшивания при установке и содержащая: основу, имеющую первый и второй края, ориентированные поперек машинного направления; слой, ламинированный на первую сторону основы; и шов, образованный вставным швом, прикрепленным к первому краю основы, и шовными петлями, сформированными на втором крае основы, причем указанный первый слой, ламинированный на основу, защищает вставной шов и шовные петли и образует, по существу, непрерывную и непроницаемую поверхность.
6. Лента по п.5, в которой слой, ламинированный на основу, разрезан с образованием клапана с обеспечением доступа к указанному вставному шву для сшивания.
7. Лента по п.5, которая дополнительно содержит второй слой, ламинированный на вторую сторону основы, в котором вырезан клапан.
8. Лента по п.7, в которой слои, ламинированные на основу и сформированные на ней, соединяются встык, когда ленту делают бесконечной.
9. Лента по п.5, в которой вставной шов и шовные петли переплетены с образованием встречно-гребенчатой структуры и соединены шпилькой.
10. Лента по п.5, в которой шовные петли представляют собой шовную спираль, прикрепленную к основе.
11. Промышленная лента, выполненная с возможностью сшивания при установке и содержащая: основу, имеющую первый и второй края, ориентированные поперек машинного направления; первый слой, ламинированный на первую сторону основы; и шовную спираль, прикрепленную к указанным первому и второму краям, причем указанный ламинированный слой короче основы.
12. Лента по п.11, в которой шовные спирали, прикрепленные к указанным первому и второму краям, переплетены с образованием встречно-гребенчатой структуры и соединены шпилькой для получения бесконечной ткани.
13. Лента по п.11, которая дополнительно содержит второй слой, ламинированный на вторую сторону основы.
14. Способ изготовления промышленной ленты, выполненной с возможностью сшивания при установке, согласно которому: берут основу с первым и вторым краями, ориентированными поперек машинного направления; создают шовные средства, соединяющие указанные первый и второй края; и ламинируют первый слой на первую сторону основы.
15. Способ по п.14, в котором шовные средства содержат шовные петли, сформированные из нитей, образующих основу, вставной шов или шовные спирали.
16. Способ по п.15, согласно которому дополнительно переплетают указанные шовные средства с образованием встречно-гребенчатой структуры; вставляют в указанные шовные средства шпильку для того, чтобы сделать ленту, выполненную с возможностью сшивания при установке, бесконечной; и устанавливают поверх указанных шовных средств защитные средства для отделения указанных шовных средств от ламинированного первого слоя, причем ламинирование слоя выполняют после вставления шпильки и установки защитных средств.
17. Способ по п.16, согласно которому дополнительно вырезают в первом слое клапан для обеспечения доступа к указанным шовным средствам.
18. Способ по п.17, согласно которому дополнительно ламинируют второй слой на вторую сторону основы, в которой вырезан клапан.
19. Способ по п.16, согласно которому края первого ламинированного слоя, закрывающего основу, и шов соединены встык с получением, по существу, непрерывной и непроницаемой поверхности, когда шовные средства соединены с образованием бесконечной ленты.
20. Способ по п.14, согласно которому дополнительно прикрепляют к каждому краю основы экструдированную спираль, являющуюся шовным средством, или краевой элемент.
21. Способ по п.20, согласно которому при ламинировании слоев первый слой, который ламинируют, короче основы, а края указанного первого слоя соединяют встык при переплетении экструдированных спиралей с образованием встречно-гребенчатой структуры.
22. Способ по п.21, согласно которому на вторую сторону указанной основы дополнительно ламинируют второй слой, который короче основы.
23. Промышленная лента, выполненная с возможностью сшивания при установке и содержащая: основу, имеющую первый и второй края, ориентированные поперек машинного направления; первый слой, ламинированный на первую сторону основы; и краевой элемент, прикрепленный к первому и второму краям и содержащий петли, которые могут быть переплетены с образованием встречно-гребенчатой структуры и соединены с образованием бесконечной ленты.
24. Лента по п.23, в которой ламинированный слой оканчивается у края краевого элемента.
25. Лента по п.23, в которой ламинированный слой расположен поверх краевого элемента.
26. Лента по п.23, которая дополнительно содержит второй ламинированный слой, нанесенный на вторую сторону указанной основы.
| US 4842925 А, 27.06.1989 | |||
| PR 1575375 А, 18.07.1969 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ увеличения перекрытия диапазона поискового приемного устройства | 1956 |
|
SU108733A1 |
| Конвейерная лента | 1976 |
|
SU642546A1 |

