УРОВЕНЬ ТЕХНИКИ
1. Область изобретения
Настоящее изобретение относится к тканям для бумажного производства и, в частности к тканям, сшиваемым в форме бесконечной ленты после установки на оборудование для бумажного производства.
2. Описание известного уровня техники
При изготовлении бумаги волокнистое целлюлозное полотно формируют осаждением волокнистой пульпы, т.е. водно-дисперсионного раствора целлюлозных волокон, на движущуюся формующую сетку в формовочной части бумагоделательной машины. Через эту сетку из пульпы отводят большое количество воды, оставляя на поверхности сетки волокнистое целлюлозное полотно.
Сформованное таким образом указанное полотно поступает из формовочной части в прессовую, в которой рядами расположены прессовые валы. Волокнистое целлюлозное полотно, поддерживаемое прессовой тканью или, как это часто имеет место, расположенное между двумя такими прессовыми тканями, проходит через прессовые валы. В этих валах указанное полотно подвергают сжатию, которое приводит к удалению из него воды и вызывает слипание целлюлозных волокон, в результате которого волокнистое целлюлозное полотно превращается в бумажный лист. Прессовая ткань или ткани принимают в себя воду, которая в идеальном случае не поступает обратно в бумажный лист.
На последнем этапе бумажный лист направляют в сушильную часть, которая содержит, по меньшей мере, один ряд вращаемых сушильных барабанов или цилиндров, нагреваемых изнутри паром. Сформованный бумажный лист, плотно прижимаемый сушильной тканью к поверхности барабанов, последовательно направляют по волнообразной траектории вокруг каждого барабана в ряду. Нагревание барабанов обуславливает уменьшение содержания воды в бумажном листе в результате испарения.
Следует иметь в виду, что используемые в бумагоделательной машине формовочные, прессовые и сушильные ткани имеют форму бесконечных петель и работают по принципу конвейера. Следует также иметь в виду, что изготовление бумаги является непрерывным процессом, который протекает со значительной скоростью, т.е. в то время как в формовочной части волокнистую пульпу непрерывно осаждают на формующую сетку, только что изготовленный бумажный лист непрерывно скручивают в рулоны на выходе из сушильной части.
Ранее используемые в бумажной промышленности ткани изготавливали и поставляли только в виде бесконечной ленты по причине того, что вновь сформированное волокнистое целлюлозное полотно на прессовом вале очень легко может получить нежелательные оттиски, обусловленные неоднородностью соответствующей ткани или тканей. Бесконечная бесшовная ткань, производимая по технологии бесконечного ткачества, обладает однородной структурой как в продольном (машинном), так и в поперечном (поперек движения ткани) направлении.
Современные ткани различных типов для производства бумаги, такие как прессовая ткань, удовлетворяют требованиям, предъявляемым к машинам для производства бумаги различных сортов, на которые такие ткани устанавливают. Обычно они содержат тканую основу, в которую иглой помещают прокладочное волокнистое полотно, состоящее из мелких нетканых волокнистых материалов. Исходные основы могут быть вытканы из мононитей, крученых мононитей, комплексных или крученых комплексных нитей и могут быть однослойными, многослойными или слоистыми. Нити обычно изготавливают методом экструзии из каких-либо синтетических полимерных смол, таких как полиамидные и полиэфирные смолы, которые специалисты используют для изготовления одежды бумагоделательных машин.
Исходные тканые основы могут иметь различную форму. Например, они могут быть вытканными в виде бесконечного замкнутого полотна или в виде плоского полотна с последующим соединением в бесконечное полотно текстильным швом. Известен другой способ изготовления тканых основ, называемый «модифицированным бесконечным ткачеством», при котором на ее поперечных краях формируют шовные петли, используя основные нити, идущие в машинном направлении. При этом основные нити непрерывно переплетаются возвратно-поступательными движениями между поперечными краями ткани с разворотом в обратную сторону на каждом крае ткани и формированием шовной петли. Изготовленной таким образом основе придают бесконечную форму при размещении ее в бумагоделательной машине, и по этой причине такую основу называют «тканью для сшивания на машине». Чтобы придать такой ткани бесконечную форму, ее поперечные края совмещают, шовные петли с обоих краев переплетают встречно-гребенчатым способом и через размещенные таким образом петли обоих краев пропускают сшивной штырь или шпильку.
Кроме того, тканые основы могут иметь слоистую структуру, получаемую размещением одной основы внутри бесконечной петли, сформированной другой основой, и сшиванием их друг с другом штапельным волокнистым материалом. Одна или более таких тканых основ могут быть сшиты после установки на машину.
Однако любой шов, например, используемый для соединения ткани в бесконечную петлю при установке на бумагоделательную машину, деформирует однородную структуру этой ткани. Такой шов значительно повышает вероятность образования нежелательных отметин на волокнистом целлюлозном полотне при прохождении прессового вала. Поэтому ткань для бумагоделательной машины с таким швом использовать нежелательно.
В любом случае тканые основы сшивают или выполняют в виде бесконечной петли, имеющей определенную длину, измеряемую в продольном направлении по ее периметру, и определенную ширину, измеряемую поперек тканой основы. Разнообразие существующих типов и конфигураций бумагоделательных машин обуславливает необходимость изготовления тканей и лент таких типоразмеров, которые отвечают конкретным требованиям заказчиков оборудования. Понятно, что это усложняет оптимизацию производственного процесса, поскольку каждую ткань обычно изготавливают по заказу.
Ввиду того что использование ткани со швом не всегда желательно, а также несмотря на использование ткани, выполненной методом плоского ткачества с последующим соединением в бесконечную петлю, или ткани, сразу изготовленной в виде бесконечной петли, и наличия большого количества типов тканей для бумагоделательных машин разнообразных типоразмеров, существует потребность в альтернативном способе формирования ткани для бумагоделательных машин.
Для повышения скорости и эффективности изготовления тканей самых разнообразных типоразмеров в последнее время их производят спиральным способом, описанным в патенте США №5360656 (Рексфелт), основные положения которого включены в описание настоящей заявки в виде ссылок
Фиг.1 показывает прессовую ткань в соответствии с патентом США №5360656 ткань, содержащую основу, к которой пришит один или более слоев штапельного волокнистого материала. Указанная основа содержит по меньшей мере один слой, образованный скрученной в спираль полосой текстильной ткани, ширина которой меньше ширины основы. Основа является бесконечной в продольном, или машинном, направлении. Продольные витки скрученной в спираль полосы проходят под некоторым углом к продольной оси прессовой ткани. Данная полоса ткани может быть выполнена способом плоского ткачества на ткацком станке, ширина которого меньше обычно используемых в производстве одежды бумагоделательных машин.
Основа содержит множество скрученных в спираль и соединенных друг с другом витков относительно узкой полосы текстильной ткани. Указанная полоса состоит из продольных (основных) и поперечных (уточных) нитей. Соседние витки скрученной в спираль тканевой полосы могут примыкать друг к другу с получением спирального непрерывного шва, который может быть замкнут сшиванием, стачиванием, оплавлением или свариванием (фиг.4). В другом варианте осуществления настоящего изобретения соседние продольные края прилегающих друг к другу спиральных витков могут быть расположены внахлест, при условии уменьшения толщины краев для того, чтобы не увеличить толщину зоны нахлеста (фиг.5). Также по краям полосы может быть увеличено расстояние между продольными нитями, так что при расположении соседних витков спирали внахлест расстояние между продольными витками в области нахлеста остается неизменным.
В любом случае в результате получают тканую основу в виде бесконечной петли с внутренней поверхностью, характеризуемой продольным (машинным) направлением и поперечным (поперек движения ткани в машине) направлением. Боковые кромки тканой основы подрезают для обеспечения их параллельности в продольном (машинном) направлении (фиг.2). Угол между машинным направлением тканой основы и спиральным швом может быть относительно небольшим, обычно менее 10°. Продольные (основные) нити тканой полосы также расположены под тем же относительно небольшим углом к продольному (машинному) направлению тканой основы. Поперечные (уточные) нити тканой полосы, перпендикулярные продольным (основным) нитям, также расположены под тем же относительно небольшим углом к поперечному (поперек движения ткани в машине) направлению основы. Другими словами, ни продольные (основные), ни поперечные (уточные) нити тканой полосы не совпадают с продольным (машинным) или поперечным (поперек движения ткани в машине) направлениями тканой основы.
В способе, описанном в патенте США №5360656, для получения основы тканую полосу навивают вокруг двух параллельных валов (фиг.1). Поэтому бесконечные основы разнообразных типоразмеров можно получить спиральной намоткой относительно узкой части тканой полосы вокруг двух параллельных валов, причем длина конкретной бесконечной основы определена длиной каждого спирального витка тканой полосы, а ширина - их количеством. Тем самым снята необходимость изготовления полностью тканых основ заданной длины и ширины. Вместо этого нужную тканую полосу можно получить при помощи ткацкого станка шириной 20 дюймов (0,5 м), хотя из соображений практичности предпочтительно использовать традиционные ткацкие станки шириной 40-60 дюймов (1,0-1,5 м).
В патенте США №5360656 также описана прессовая ткань, содержащая основу с двумя слоями, каждый из которых состоит из скрученной в спираль полосы текстильной ткани (фиг.3). Оба слоя выполнены в форме бесконечной петли с расположением одной внутри другой. В предпочтительном варианте осуществления изобретения скрученная в спираль полоса ткани одного слоя навита в направлении, противоположенном направлению навивки другого слоя. То есть, точнее говоря, скрученная в спираль полоса одного слоя представляет собой правую спираль, а полоса второго слоя левую спираль.
В такой двухслойной, слоистой тканой основе продольные (основные) нити тканой полосы в каждом из двух слоев расположены под относительно небольшими углами к продольному (машинному) направлению основы, а продольные (основные) нити полосы одного слоя расположены под углом к продольным (основным) нитям полосы другого слоя. Аналогично этому поперечные (уточные) нити полосы в каждом из двух слоев расположены под относительно небольшими углами к поперечному (поперек движения ткани в машине) направлению тканой основы, причем поперечные (уточные) нити тканой полосы одного слоя расположены под углом к поперечным (уточным) нитям тканой полосы другого слоя.
Другими словами, ни продольные (основные), ни поперечные (уточные) нити тканой полосы любого из двух слоев не совпадают с продольным (машинным) или поперечным (поперек движения ткани в машине) направлениями тканой основы. А также, ни продольные (основные), ни поперечные (уточные) нити тканой полосы любого из двух слоев ни совпадают по направлению с таковыми нитями другого слоя.
Следовательно, нити описанных в патенте США №5360656 тканых основ не расположены точно вдоль машинного направления или поперек движения ткани в машине, а проходят под косыми углами к указанным направлениям. Прессовую ткань с такой основой можно назвать многоосевой прессовой тканью. В отличие от применяемых в настоящее время стандартных прессовых тканей, которые имеют три оси: машинное направление, направление поперек движения ткани в машине и ось аппликат, характеризующую толщину ткани, многоосевая прессовая ткань имеет еще по меньшей мере две дополнительные оси, определяемые направлениями нитей ее скрученного в спираль слоя или слоев. Кроме того, по аппликате многоосевой прессовой ткани проходит множество протоков. В итоге указанная ткань имеет по меньшей мере пять осей. Благодаря своей многоосевой структуре такая ткань с более чем одним слоем обладает повышенной стойкостью к механическому воздействию и/или разрушению при сжатии прессовыми валами во время изготовления бумаги по сравнению с тканью с соответственно параллельными нитяными системами основных слоев.
Также было установлено, что способ, указанный в патенте США №5360656, может быть применен при изготовлении любой ткани для бумагоделательной машины, если такой ткани требуется придать бесконечную форму.
Способы соединения закрученных в спираль относительно узких тканых полос описаны в патенте США №5360656 и включают в себя сшивание (например, водорастворимой нитью), сплавление и сварку (например, ультразвуком) нетканых материалов или нетканых материалов с плавкими волокнами. Соединение двух продольных краев полосы ткани из ниточного материала может быть также выполнено шовными петлями известных типов, проходящими по краям полосы и соединенными одной или несколькими шовными нитями.
Однако каждый из вышеописанных способов имеет свои преимущества и недостатки, известные специалистам.
Таким образом, существует потребность в изготовлении промышленной текстильной ткани, имеющей простое и эффективное средство формирования шва и обладающей требуемой прочностью и гладкостью и, кроме того, преодолевающей ограничения, налагаемые известными способами.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Задача данного изобретения заключается в предложении ткани для бумагоделательной машины, обладающей усовершенствованным швом.
Другая задача изобретения состоит в предложении ткани, сшитой способом, включающим все достоинства спирального соединения, при минимальном влиянии шва на качество бумаги.
Еще одна задача изобретения состоит в предложении устройства для соединения нитей ткани для бумагоделательной машины при помощи термоусадочной трубки.
Другая задача настоящего изобретения состоит в предложении способа сшивания ткани для бумагоделательной машины, соответствующей вышеупомянутым требованиям.
Настоящее изобретение представляет собой применяемую в бумагоделательной машине ткань, на которую уменьшено влияние швов, имеющее место на протяжении всего срока службы ткани.
По первому варианту реализации настоящего изобретения предложена бесконечная ткань для установки на бумагоделательную машину, состоящая из множества тканых полос, образованных нитями, проходящими в машинном направлении и поперек движения ткани в машине, и множества термоусадочных соединений, соединяющих по меньшей мере часть нитей, проходящих поперек движения ткани в машине и образующих непрерывную петлю из ткани с формированием в указанной бесконечной ткани для бумагоделательной машины шва в машинном направлении.
По еще одному варианту реализации настоящего изобретения предложена ткань для бумагоделательной машины, которая предназначена для установки на такой машине и содержит множество нитей, проходящих поперек движения ткани в машине, а также множество нитей, проходящих в машинном направлении, и множество термоусадочных соединений, соединяющих концы нитей, проходящих в машинном направлении, с образованием ткани в форме непрерывной петли.
По еще одному варианту реализации настоящего изобретения предложен способ формирования ткани для бумагоделательной машины с использованием зажимного приспособления, служащего для крепления множества отрезков термоусадочной трубки, в каждую из которых вставляют две соответствующие нити ткани для бумагоделательной машины. Термоусадочную трубку подвергают воздействию тепла, которое уменьшает ее размеры с образованием тесного соединения между двумя вставленными в нее нитями.
По еще одному варианту реализации настоящего изобретения предложено устройство для формирования шва на ткани, сшиваемой после установки на машину, которое содержит зажимное приспособление с желобками, обеспечивающими поддержку множества отрезков термоусадочной трубки. Это устройство также содержит нагревательные средства для нагревания термоусадочных трубок, которые под действием тепла уменьшают свои размеры с формированием плотного соединения между двумя нитями, вставленными в трубки.
В прилагаемой формуле изобретения, образующей часть настоящего раскрытия его предмета, указаны различные признаки новизны, характеризующие настоящее изобретение. Для лучшего понимания изобретения, преимуществ его использования, а также конкретных задач, решаемых при его применении, приведены ссылки на сопутствующий описательный материал, в котором отражена предпочтительная реализация изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение описано, а его задачи и преимущества раскрыты в связи с чертежами, из которых:
фиг.1 изображает вид сверху на полученную закручиванием в спираль ткань для бумагоделательной машины и устройство для формирования такой ткани;
фиг.2 изображает увеличенную часть текстильной основы, изготовленную согласно фиг.1, и схематически проиллюстрирует угловое расположение продольных нитей основы;
фиг.3 изображает вид сверху на полученную закручиванием в спираль ткань для бумагоделательной машины, содержащую два слоя спирально закрученного материала;
фиг.4 изображает поперечное сечение стыкового шва, полученного закручиванием в спираль ткани для бумагоделательной машины;
фиг.5 изображает поперечное сечение нахлестного шва в полученной закручиванием в спираль ткани для бумагоделательной машины;
фиг.6а и 6b изображают вид в перспективе стыкового соединения в соответствии с одним вариантом реализации настоящего изобретения;
фиг.7а и 7b изображают вид в перспективе нахлестных соединений в соответствии с другим аспектом настоящего изобретения;
фиг.8 изображает вид в перспективе на ряд нитей, соединенных встык, и термоусадочные трубки в зажимном приспособлении согласно настоящему изобретению;
фиг.9 изображает вид в перспективе на ряд нитей, соединенных внахлест, и термоусадочные трубки в зажимном приспособлении согласно настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на усовершенствование методов сшивания, которое обеспечивает достаточную прочность шва при незначительном воздействии на структуру полотна или отсутствии такого воздействия в точках сшивания по сравнению с основной частью ткани для бумагоделательных машин. Нижеуказанные примеры описывают способы соединения концов нитей с использованием термоусадочных трубок. Нумерация одинаковых позиция одинакова на всех чертежах.
На фиг.6а показан первый вариант реализации настоящего изобретения. При этом две мононити 10 и 12 вставлены в термоусадочную трубку 14 и соединены встык друг с другом. Как показано на фиг.6а, трубка 14 имеет достаточную длину для того, чтобы придать необходимую прочность шву, полученному ее наложением поверх двух концов нитей 10 и 12. Обычно трубка 14 имеет длину, равную примерно 5-50 мм, зависящую от диаметра нитей 10, 12 и назначения ткани.
Начальный диаметр трубки 14 не превышает 0,90 мм, но данное значение не является критическим, так как начальный диаметр трубки намного больше диаметра нитей 10 и 12, вокруг которых эта трубка должна сжаться. Важно выбрать начальный диаметр термоусадочной трубки достаточно малым, для того чтобы, сжатие было достаточным для плотного соединения двух нитей 10 и 12 трубкой 14.
Для получения одинарного стыкового шва мононитей (фиг.6а) нагреванием трубки 14 формируют одинарный сшивной конец. Температура, применяемая при использовании промышленных термоусадочных материалов, не превышает 175°С. Для данного случая температура 175°С является верхним пределом, по причине того, что термическая усадка при большей температуре может нарушить размеры ткани. По окончании нагревания оба соединенные встык конца нитей 10 и 12 прочно скреплены друг с другом за счет плотного обжатия трубкой 14 (фиг.6b).
На фиг.7 изображен другой способ использования термоусадочной трубки. Как показано на фиг.7а, рукав трубки 14 имеет достаточную длину для того, чтобы придать желаемую общую прочность конечному шву, наложенному поверх двух концов, предназначенных для соединения нитей 10 и 12. Указанные нити 10 и 12 располагают внахлест параллельно друг другу, причем длина нахлеста превышает длину трубки 14, а их концы выходят за края трубки 14.
Начальный диаметр трубки 14 не превышает 0,90 мм, но данное значение не является критическим, так как начальный диаметр трубки намного больше диаметра нитей 10 и 12, вокруг которых эта трубка должна сжаться. Важно выбрать начальный диаметр достаточно малым, для того чтобы сжатие было достаточным для плотного соединения двух нитей 10 и 12 трубкой 14. Такое соединение внахлест скрепляет нити вместе с приданием шву необходимой прочности на растяжение. Как показано на фиг.7b, одинарный сшивной конец получен нагреванием трубки 14. Температура, применяемая при использовании промышленных термоусадочных материалов, не превышает 75°С. Для данного случая температура 175°С является верхним пределом, по причине того, что термическая усадка при большей температуре может нарушить размеры ткани.
По окончании нагревания оба соединенные внахлест конца нитей 10 и 12 в месте соединении внахлест прочно скреплены друг с другом за счет плотного обжатия трубкой 14 (фиг.7b). При необходимости части нитей 10 и 12, выступающие за края трубки 14, могут быть подрезаны.
На фиг.8 и 9 показана совокупность трубок 14, удерживаемых в нужном положении зажимным приспособлением 22 на расстоянии друг от друга, приблизительно равном расстоянию между подлежащими соединению нитями пряжи 20, которые могут проходить как в машинном направлении, так и поперек движения ткани в машине. В приспособлении 22 может быть сформировано множество желобков 24, каждый из которых удерживает один отрезок 14 термоусадочной трубки. После введения нитей в трубки 14 и последующего нагревания нити входят в прочное соединение друг с другом за счет плотного обжатия термоусадочной трубкой.
На практике шов по всей своей длине может быть выполнен в приспособлении 24 вводом нитей в трубку 14 до нагревания, после которого происходит сжатие трубок и формирование конечного шва. Таким образом, зажимное приспособление должно иметь по меньшей мере один желобок 24 для каждой пары предназначенных для соединения нитей 10, 12.
После чего концы нитей могут быть загнуты или не загнуты, соединены встык или внахлест с загибом или без загиба, а также соединены внахлест с перекручиванием или без перекручивания. Каждый из вышеуказанных способов влияет на прочность полученного шва, водонепроницаемость и внешний вид ткани и может быть выбран в зависимости от области применения ткани.
По одному из вариантов осуществления настоящего изобретения нити 10 и 12 могут проходить поперек движения ткани в машине с формированием полосы ткани, произведенной по способу, указанному в патенте США №5360656. Такие нити, принадлежащие двум тканым полосам, которые предназначены для соединения, могут быть вставлены в трубки 14 как встык, так и внахлест. После нагревания обе полосы будут соединены друг с другом с образованием по существу машинно-ориентированного шва. При необходимости получения термоусадочного соединения с характеристиками, соответствующими характеристикам нитей, трубка 14 может быть изготовлена из пористого материала с тем, чтобы соответствовать водопроницаемости ткани и характеру распространения в ней текучей среды.
Ввиду того, что ленты ткани могут быть в дальнейшем быть подшиты прокладочным материалом и/или на них могут быть нанесены дополнительные слои ткани для образования сложной ткани, в некоторых случаях не обязательно соединять каждую нить, ориентированную поперек движения ткани в машине, с другой такой же нитью примыкающей полосы. Таким образом можно соединить только некоторое количество нитей, достаточное для последующей обработки ткани.
Кроме того, для оптимизации такого процесса, осуществляемого после изготовления полос ткани с последующим их соединением, нити, проходящие поперек движения ткани в машине, желательно размещать так, чтобы они выступали за тканую часть полосы в виде короткой бахромы.
Благодаря своим свойствам нити такой короткой бахромы будут выступать горизонтально за край полосы ткани, обеспечивая простоту их введения в термоусадочные трубки.
Другой аспект реализации данного изобретения состоит в том, что ввиду ограниченной природы шва сама термоусадочная трубка может быть изготовлена из растворимого материала, который может быть разрушен со временем или на одной из стадий своего изготовления. Термоусадочная трубка может быть выполнена водорастворимой или химически растворимой, а также может быть удалена из ткани другими способами, которые известны специалистам. Такая термоусадочная трубка и образуемый ею шов могут найти применение не только при производстве ткани для бумагоделательной машины, которое включает последовательно прошивку, ламинирование или соединение с другими тканями. В вышеуказанных случаях шов, образуемый термоусадочной трубкой, служит только для формирования достаточно прочной основы, подлежащей дальнейшей обработке, во время которой полосы ткани в конечном итоге соединяют вместе в последовательные слои.
В еще одном варианте реализации изобретения тканой полосе, полученной способом плоского ткачества, придают форму бесконечной петли, используя трубки 14. При этом нити, ориентированные поперек движения ткани в машине, могут быть соединены друг с другом с образованием шва, проходящего в машинном направлении. В этом случае устранена необходимость вплетения концов указанных нитей обратно в ткань или применения любых других известных способов сшивания. При таком применении либо каждая нить, идущая в машинном направлении, может быть соединена термоусадочной трубкой либо, как вариант, в месте соединения бесконечной ткани с другой тканью с последующей обработкой выполняют соединение только такого количества нитей, идущих в машинном направлении, которое необходимо для последующих производственных операций. Еще раз следует отметить, что иногда желательно использовать растворимые трубки или какие-либо другие временные материалы. Так как трубки по предпочтительному варианту осуществления изобретения выполняют из пористого материала, то свойства получаемого шва, характеризующие его поведение в жидком потоке, совпадают со свойствами самой ткани.
По еще одному варианту осуществления изобретения две или более нити, направленные поперек движения ткани в машине, могут быть связаны вместе. Каждая из таких связок затем может быть соединена термоусадочной трубкой с соответствующей связкой нитей, как описано выше. При этом термоусадочная трубка, используемая для соединения связок нитей, должна иметь размеры, позволяющие произвести как соединение встык, так и внахлест, по желанию оператора.
Таким образом, в настоящем изобретении реализованы его задачи и преимущества и, хотя в данном документе детально раскрыты и описаны предпочтительные варианты осуществления изобретения, его задачи и объем не ограничены ими, при этом его объем определен прилагаемой формулой изобретения.
Ткань для бумагоделательной машины имеет множество нитей, проходящих поперек движения ткани в машине, множество нитей, проходящих в машинном направлении и множество термоусадочных соединений. Ткань сформирована при помощи зажимного приспособления, предназначенного для крепления множества отрезков термоусадочной трубки. Две или более соответствующих нитей ткани для бумагоделательной машины вводят в каждый отрезок термоусадочной трубки с последующим их нагреванием. При нагревании термоусадочная трубка уменьшает свои размеры с формированием плотного соединения между двумя вставленными в нее нитями. Таким образом осуществляется простое и эффективное формирование шва, обладающего требуемой прочностью и гладкостью. 4 н. и 18 з.п. ф-лы, 11 ил.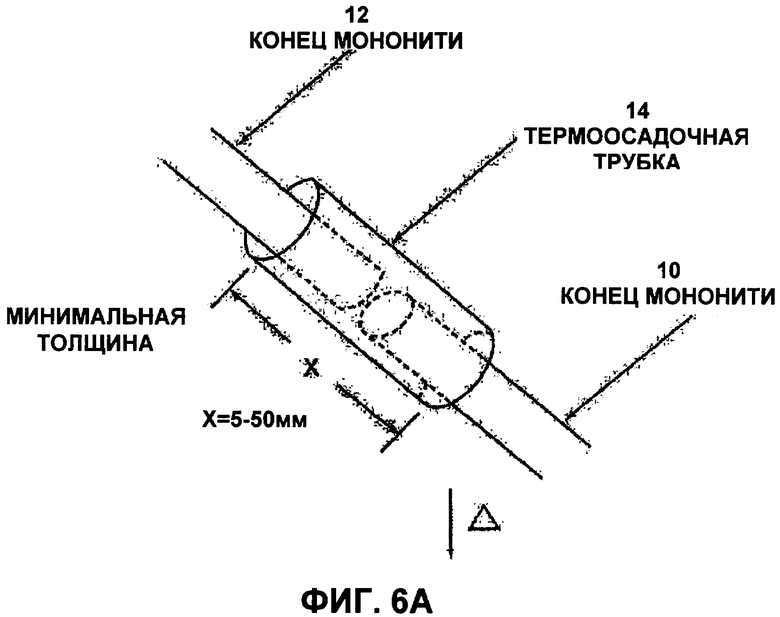
1. Бесконечная ткань для бумагоделательной машины, предназначенная для установки на бумагоделательную машину, содержащая:
множество полос ткани, сформированных нитями, проходящими в машинном направлении, и нитями, проходящими поперек движения ткани в машине; и
множество термоусадочных соединений, соединяющих, по меньшей мере, часть указанных нитей, проходящих поперек движения ткани в машине, для формирования непрерывной петли ткани, причем термоусадочные соединения формируют в указанной бесконечной ткани для бумагоделательной машины шов, проходящий в машинном направлении.
2. Бесконечная ткань для бумагоделательной машины по п.1, в которой указанные термоусадочные соединения выполнены из растворимого термоусадочного материала.
3. Бесконечная ткань для бумагоделательной машины по п.1, содержащая один пришитый прокладочный слой.
4. Бесконечная ткань для бумагоделательной машины по п.1, соединенная с другим тканевым слоем.
5. Бесконечная ткань для бумагоделательной машины по п.4, в которой тканевые слои ламинированы.
6. Бесконечная ткань для бумагоделательной машины по п.1, в которой соединение, сформированное между соответствующими нитями, является соединением встык.
7. Бесконечная ткань для бумагоделательной машины по п.1, в которой соединение, сформированное между соответствующими нитями, является соединением внахлест.
8. Бесконечная ткань для бумагоделательной машины по п.1, в которой термоусадочными соединениями соединены связки двух или более нитей.
9. Ткань для бумагоделательной машины, предназначенная для установки на бумагоделательную машину, содержащая:
множество нитей, проходящих поперек движения ткани в машине;
множество нитей, проходящих в машинном направлении; и
множество термоусадочных соединений, соединяющих концы нитей, проходящих поперек движения ткани в машине, для формирования ткани в виде бесконечной петли.
10. Ткань для бумагоделательной машины по п.9, в которой нити, проходящие в машинном направлении, представляют собой мононити.
11. Ткань для бумагоделательной машины по п.9 или 10, в которой соединение, сформированное между соответствующими нитями, представляет собой соединение встык.
12. Ткань для бумагоделательной машины по п.11, в которой нити стыкового соединения загнуты.
13. Ткань для бумагоделательной машины по п.9, в которой соединение, сформированное между соответствующими нитями, представляет собой соединение внахлест.
14. Ткань для бумагоделательной машины по п.13, в которой нити в указанных нахлестных термоусадочных соединениях скручены.
15. Ткань для бумагоделательной машины по п.13, в которой нити в указанных нахлестных термоусадочных соединениях загнуты.
16. Ткань для бумагоделательной машины по п.9, в которой указанное множество термоусадочных соединений соединяет связки двух или более нитей.
17. Устройство для формирования ткани для бумагоделательной машины, содержащее:
зажимное приспособление с желобками, обеспечивающее поддержку множества отрезков термоусадочной трубки и выполненное с возможностью ввода в них нитей указанной ткани для бумагоделательной машины; и
нагревательное средство для нагревания термоусадочных трубок, причем под действием тепла термоусадочная трубка уменьшает свои размеры с формированием плотного соединения между двумя нитями, вставленными в каждый отрезок термоусадочной трубки.
18. Способ сшивания ткани для бумагоделательной машины, согласно которому
зажимным приспособлением крепят множество отрезков термоусадочной трубки;
вводят, по меньшей мере, две соответствующие нити ткани для бумагоделательной машины в каждый отрезок термоусадочной трубки;
нагревают термоусадочные трубки, которые под действием тепла уменьшают свои размеры с формированием плотного соединения между двумя нитями, вставленными в трубку.
19. Способ по п.18, в котором соединение, сформированное между соответствующими нитями, представляет собой соединение встык и в котором нити стыкового соединении загнуты.
20. Способ по п.18, в котором соединение, сформированное между соответствующими нитями, представляет собой соединение внахлест и в котором нити в указанных нахлестных термоусадочных соединениях скручены или загнуты.
21. Способ по п.18, в котором соответствующие нити проходят в машинном направлении или поперек движения ткани в машине.
22. Способ по п.18, в котором, по меньшей мере, две соответствующих нити включены в связки, по меньшей мере, из двух нитей.
| US 5713399 A, 03.02.1998 | |||
| US 4501782 A, 26.02.1985 | |||
| US 6162518 A, 19.12.2000 | |||
| СТРУКТУРА-ОСНОВА ДЛЯ СШИВАЕМЫХ ТКАНЕЙ ДЛЯ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН | 2002 |
|
RU2217540C1 |
| Сукно машины и способ его изготовления | 1987 |
|
SU1834941A3 |

