Группа изобретений относится к области двигателестроения и может быть использована в конструкциях газотурбинных двигателей для уплотнения кольцевых щелей между статором и ротором, а также при их производстве.
Известно реверсивное пальчиковое уплотнение, содержащее, по меньшей мере, две пары сложенных в стопку тонких кольцевых деталей, каждая из которых содержит кольцевой массив радиально и тангенциально вступающих пальчиков, между которыми имеются пазы. Кольцевые детали каждой из пар расположены таким образом, что пальчики одной кольцевой детали перекрывают пазы в другой. Причем пальчики кольцевых деталей одной из пар расположены под углом в направлении по часовой стрелке, а пальчики кольцевых деталей другой пары - в направлении против часовой стрелки [US 5031922, F16J 15/447, 16.07.1991].
Недостатком указанного уплотнения являются значительные габаритные размеры в радиальной плоскости. Также данная конструкция уплотнения не в достаточной мере технологична в отношении импульсной электрохимической обработки (ЭХО), так как для прошивания пазов во входящих в него кольцевых деталях необходимо иметь специальный дисковый электрод-инструмент с кольцевым массивом криволинейных выступов, который изготавливают методом импульсной ЭХО при помощи электрода-инструмента в виде тонкой кольцевой пластины с кольцевым массивом щелевых отверстий. Данный технологический процесс сложен в реализации и вносит большую накопленную погрешность в процесс получения пазов между пальчиками.
Наиболее близким по технической сущности к предлагаемому является пальчиковое уплотнение, содержащее две примыкающие друг к другу кольцевые детали, каждая из которых содержит равномерно расположенные по окружности пальчики, образованные путем выполнения пазов в кольцевых деталях, по меньшей мере, одна из которых имеет выступающие площадки, выполненные за одно целое с соответствующими пальчиками, причем кольцевые детали установлены таким образом, чтобы пальчики каждой кольцевой детали перекрывали пазы примыкающей к ней другой кольцевой детали. Все пальчики имеют одинаковую форму и отделены друг от друга одинаковыми пазами [US 5755445, F16J 15/447, 26.05.1998].
Недостатком этого изобретения, как и предыдущего, являются значительные габаритные размеры пальчикового уплотнения в радиальной плоскости, а также недостаточная технологичность конструкции в отношении импульсной ЭХО.
Технический результат заявленного устройства - уменьшение радиальных габаритных размеров пальчикового уплотнения, упрощение технологии и повышение точности его изготовления.
Указанный технический результат достигается тем, что в пальчиковом уплотнении, содержащем, по меньшей мере, две примыкающие друг к другу кольцевые детали, которые имеют кольцевой массив пальчиков, образованных путем выполнения пазов в каждой из них таким образом, что пальчики имеют свободные концы, предназначенные для охвата поверхности уплотняемого вала, причем кольцевые детали установлены друг относительно друга с угловым смещением так, что пальчики каждой кольцевой детали перекрывают пазы примыкающей к ней другой кольцевой детали, каждая кольцевая деталь имеет обод, выполненный с ней за одно целое, при этом пазы в каждой кольцевой детали выполнены таким образом, что заходят на часть ее обода.
Кроме того, по меньшей мере, одна из кольцевых деталей имеет на свободном конце каждого из своих пальчиков свою выступающую площадку, выполненную за одно целое с ним и предназначенную для охвата поверхности уплотняемого вала.
Кроме того, размер обода в осевом направлении превышает размер выступающих площадок в осевом направлении.
Кроме того, пальчиковое уплотнение дополнительно содержит две сплошные кольцевые крышки, которые примыкают к крайним кольцевым деталям.
Заявленная конструкция пальчикового уплотнения имеет меньшие габаритные размеры по сравнению с известными аналогами, позволяет упростить технологию и повысить точность его изготовления благодаря тому, что для изготовления предложенного пальчикового уплотнения не требуется специального дискового электрода-инструмента с кольцевым массивом криволинейных выступов, изготавливаемого на отдельной операции методом импульсной ЭХО при помощи электрода-инструмента в виде тонкой кольцевой пластины с кольцевым массивом щелевых отверстий.
Известен способ изготовления пальчикового уплотнения, включающий одновременное прошивание всех пазов в каждой заготовке кольцевой детали методом импульсной электрохимической обработки, при котором устанавливают на электрохимическом станке специальный дисковый электрод-инструмент с кольцевым массивом криволинейных выступов, коаксиально к нему устанавливают заготовку кольцевой детали и закрепляют ее в приспособлении, установленном на столе станка, подают под давлением электролит во внутреннюю часть электрода-инструмента, сообщают электроду-инструменту движение подачи в направлении заготовки кольцевой детали и соосное с ним возвратно-поступательное колебательное движение, подают импульсы тока или напряжения на электрод-инструмент и заготовку кольцевой детали в каждый период колебательного движения электрода-инструмента до момента его нижнего положения и заканчивают после достижения этого момента [Маннапов А.Р. / Разработка технологии изготовления перспективных уплотнений газовоздушного тракта ГТД методом импульсной электрохимической обработки // Диссертация... канд. техн. наук. - Уфа: УГАТУ, 2009 г, 206 с, С.178-182]. Данный способ выбран в качестве прототипа.
Недостатком данного способа является то, что для его реализации необходим сложный специальный дисковый электрод-инструмент с круговым массивом криволинейных выступов. Изготовление специального дискового электрода-инструмента осуществляется на отдельной операции методом импульсной ЭХО, что усложняет технологию изготовления пальчикового уплотнения и снижает точность получения пазов между пальчиками кольцевых деталей, так как погрешность изготовления специального дискового электрода-инструмента становится составляющей погрешности размеров и формы пазов, получаемых на операции их прошивания.
Технический результат заявленного способа - уменьшение радиальных габаритных размеров пальчикового уплотнения, упрощение технологии и повышение точности его изготовления.
Указанный технический результат достигается тем, что в способе изготовления пальчикового уплотнения, включающем одновременное прошивание с помощью электрода-инструмента всех пазов в каждой заготовке кольцевой детали методом импульсной электрохимической обработки, при которой электроду-инструменту или заготовке кольцевой детали сообщают движение подачи и одновременно сообщают возвратно-поступательное колебательное движение электроду-инструменту, подают электролит в межэлектродный промежуток, подают импульсы или группы импульсов тока или напряжения на электрод-инструмент и заготовку кольцевой детали в каждый период колебательного движения электрода-инструмента до момента его нижнего положения и заканчивают после достижения этого момента, в качестве электрода-инструмента используют тонкую кольцевую пластину с кольцевым массивом щелевых отверстий, соответствующих по форме пальчикам в радиальной плоскости с учетом величины бокового межэлектродного зазора, при этом тонкую кольцевую пластину закрепляют по ее внешнему и внутреннему контуру в корпусе электрододержателя.
Предложенный способ позволяет изготавливать пальчиковые уплотнения с меньшими радиальными габаритными размерами. Кроме того данный способ позволяет сразу использовать электрод-инструмент в виде тонкой кольцевой пластины с кольцевым массивом щелевых отверстий для одновременного прошивания всех пазов в каждой кольцевой детали пальчикового уплотнения, что приводит к упрощению технологии и повышению точности изготовления пальчикового уплотнения.
Предлагаемая конструкция пальчикового уплотнения и технология обработки межпальчиковых пазов при его изготовлении объясняются приведенными схематичными чертежами и фотографиями.
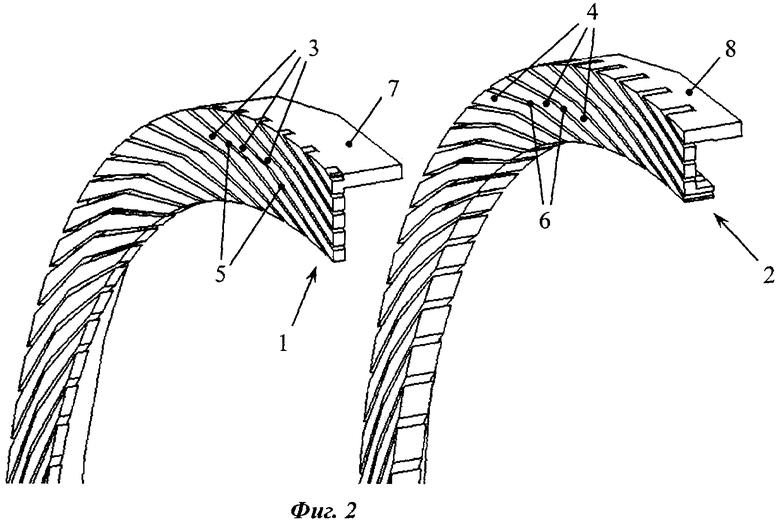
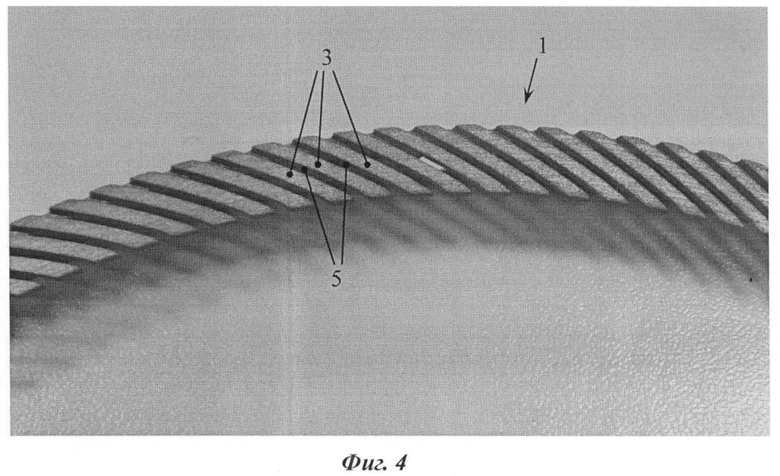
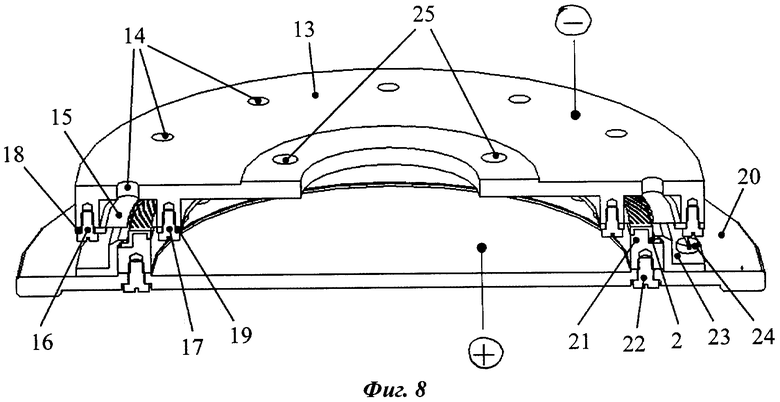
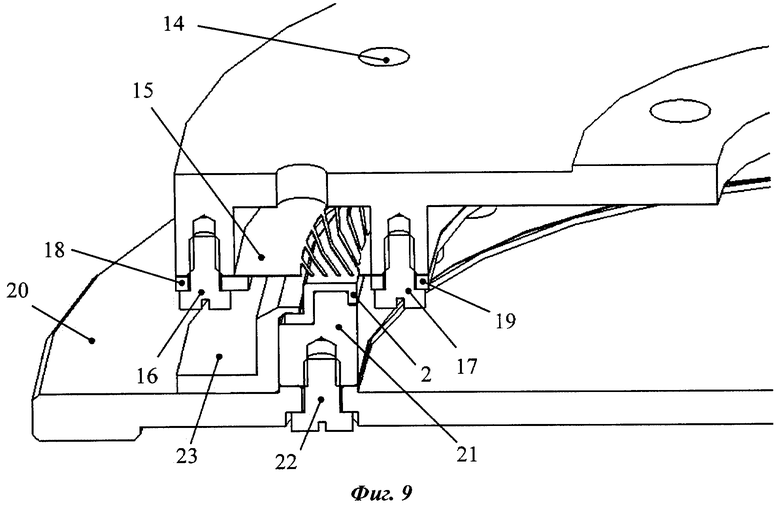
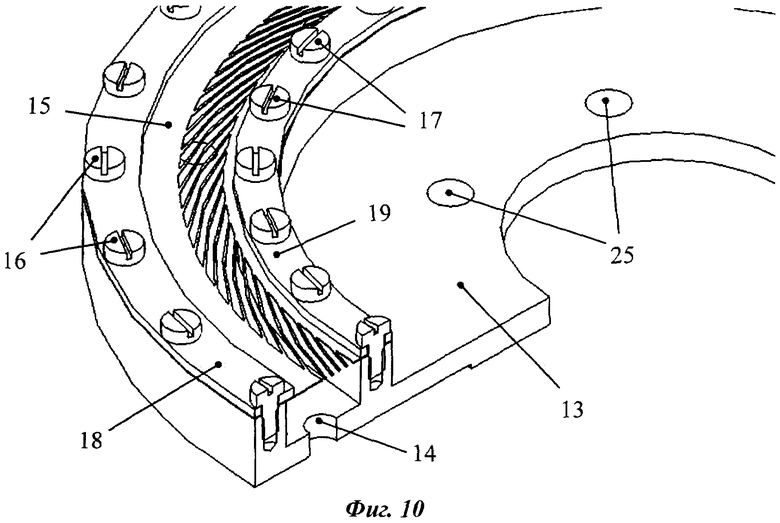
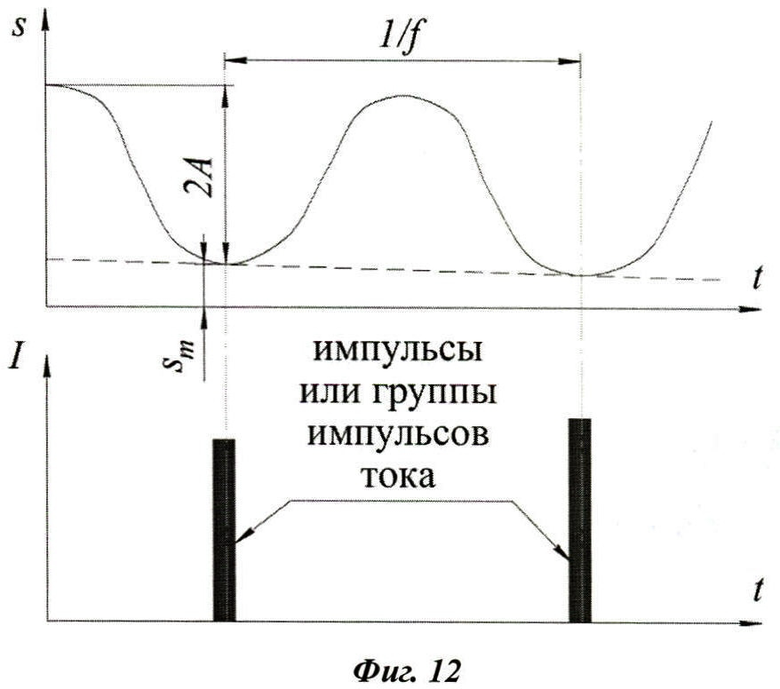
На фиг.1 показано предлагаемое пальчиковое уплотнение с сечением в осевой плоскости; на фиг.2 и 3 - разные ракурсы разъединенных кольцевых деталей пальчикового уплотнения, показанного на фиг.1; на фиг.4 - фотография изготовленной кольцевой детали высокого давления пальчикового уплотнения по фиг.1; на фиг.5 - фотография изготовленной кольцевой детали низкого давления пальчикового уплотнения по фиг.1; на фиг.6 и 7 - расширенный вариант конструкции пальчикового уплотнения с разных ракурсов; на фиг.8 - разрез технологической оснастки для реализации импульсной ЭХО пазов в кольцевых деталях пальчикового уплотнения; на фиг.9 - увеличенный вид с фиг.8; на фиг.10 проиллюстрировано крепление в корпусе электрододержателя электрода-инструмента в виде тонкой кольцевой пластины с кольцевым массивом щелевых отверстий; на фиг.11 - фотография, показывающая соответствие формы пальчиков в кольцевых деталях пальчикового уплотнения и щелевых отверстий в тонкой кольцевой пластине; на фиг.12 - схема подачи импульсов тока, синхронизированных с законом колебательного движения электрода-инструмента.
Компактное пальчиковое уплотнение заявляемой конструкции состоит из двух примыкающих друг к другу кольцевых деталей 1 и 2 (фиг.1, 2), каждая из которых содержит равномерно расположенные по окружности криволинейные пальчики 3, 4, между которыми имеются ответные им по форме криволинейные пазы 5, 6. Кольцевые детали 1, 2 имеют соответствующие ободы 7, 8, выполненные с ними за одно целое, при этом соответствующие пазы 5, 6 в каждой кольцевой детали выполнены таким образом, что заходят на часть обода 7, 8 соответствующей кольцевой детали. Данное техническое решение позволяет существенно уменьшить габаритные размеры предлагаемого пальчикового уплотнения по сравнению с традиционными конструкциями без ободов, в которых внешний диаметр каждой кольцевой детали превышает диаметр окружности, проходящей через начало пазов соответствующей кольцевой детали, на 15…40 мм, что необходимо для размещения кругового массива отверстий под заклепки.
На кольцевой детали 2, расположенной со стороны полости низкого давления, имеются выступающие площадки 9 (фиг.3), выполненные за одно целое с соответствующими пальчиками. Кольцевые детали 1 и 2 ориентированы и спозиционированы (установлены) друг относительно друга таким образом, что пальчики каждой кольцевой детали перекрывают пазы между пальчиками в другой кольцевой детали, причем ширина пальчиков больше ширины перекрываемых ими пазов.
Фотографии кольцевых деталей пальчикового уплотнения на фиг.4 и 5 иллюстрируют возможность реализации предложенного технического решения.
В расширенном варианте конструкции пальчикового уплотнения (фиг.6, 7) кольцевые детали 1, 2 могут иметь более сложную конструкцию и быть прижаты со стороны полостей высокого и низкого давления кольцевыми крышками 10, 11 для повышения жесткости конструкции в осевом направлении и улучшения расходной характеристики пальчикового уплотнения.
Соединение кольцевых деталей 1, 2 и кольцевых крышек 10, 11 между собой может быть осуществлено, например, методом электронно-лучевой сварки, шов которой обозначен позицией 12 на фиг.6 и 7.
Приведенное описание пальчикового уплотнения составлено для случая использования двух кольцевых деталей с пальчиками, но не исключает применение и большего числа кольцевых деталей.
Для изготовления предложенного пальчикового уплотнения может быть использован способ, приведенный в прототипе. Однако он сложен в реализации, так как требует изготовления сложного специального дискового электрода-инструмента с кольцевым массивом криволинейных выступов, который изготавливается на отдельной операции методом импульсной ЭХО при помощи электрода-инструмента в виде тонкой кольцевой пластины с кольцевым массивом щелевых отверстий.
В связи с этим предлагается новый способ изготовления пальчикового уплотнения, который позволяет исключить дополнительную операцию изготовления специального дискового электрода-инструмента с кольцевым массивом криволинейных выступов. В предлагаемом способе пазы прошивают методом импульсной ЭХО непосредственно при помощи электрода-инструмента в виде тонкой кольцевой пластины с кольцевым массивом щелевых отверстий, что упрощает технологию и повышает точность изготовления пальчикового уплотнения, поскольку уменьшается погрешность изготовления электрода-инструмента, являющаяся составляющей погрешности размеров и формы межпальчиковых пазов, получаемых на операции их прошивания.
Один из возможных конструктивных вариантов технологической оснастки для реализации предложенного способа изображен на фиг.8-10. Технологическая оснастка состоит из узла электрододержателя и приспособления.
Узел электрододержателя состоит из корпуса 13 электрододержателя, имеющего отверстия 14 для подачи электролита во внутреннюю полость корпуса 13 электрододержателя, на котором по внешнему и внутреннему контуру закреплена тонкая кольцевая пластина 15, выполненная с кольцевым массивом щелевых отверстий. Крепление тонкой кольцевой пластины 15 к корпусу 13 электрододержателя может осуществляться, например, при помощи винтов 16, 17, равномерно расположенных по краям внешнего и внутреннего контура тонкой кольцевой пластины 15. Для улучшения равномерности прижатия тонкой кольцевой пластины 15 к корпусу 13 электрододержателя могут быть дополнительно использованы прижимные кольца 18, 19.
Фотография тонкой кольцевой неизолированной пластины 15 с кольцевым массивом щелевых отверстий показана на фиг.11.
Приспособление, входящее в состав описываемой технологической оснастки, предназначено для крепления заготовок кольцевых деталей или 2 пальчикового уплотнения. Один из возможных конструктивных вариантов приспособления показан на фиг.8, 9. Приспособление имеет основание 20, на котором крепится надставка 21 (конструкция которой будет отличаться для разных кольцевых деталей 1 и 2 пальчикового уплотнения) при помощи винтов 22. Кольцевая деталь, например кольцевая деталь 2 пальчикового уплотнения, закрепляется на надставке 21 при помощи кольцевого прижима 23, усилие прижатия которого регулируется винтами 24.
Крепление узла электрододержателя к пиноли копировально-прошивочного электрохимического станка может осуществляться, например, посредством винтов (не показаны) через отверстия 25 в корпусе 13 электрододержателя. Приспособление может крепиться на столе электрохимического станка, например, при помощи стандартных прижимов (не показаны).
Способ изготовления пальчикового уплотнения, который включает прошивание пазов в кольцевых деталях пальчикового уплотнения, осуществляется следующим образом.
Заготовка кольцевой детали 1 (или 2) пальчикового уплотнения устанавливается на надставке 21 и фиксируется при помощи кольцевого прижима 23 и винтов 24. Во время ЭХО через отверстия 14 в корпусе 13 электрододержателя подается электролит в его внутреннюю полость, который проходя через щелевые отверстия в тонкой кольцевой пластине 15, попадает в межэлектродный промежуток. Электроду-инструменту (тонкой кольцевой пластине 15) или заготовке кольцевой детали 1 (или 2) сообщается движение подачи (в зависимости от компоновки станка). Электроду-инструменту одновременно сообщается соосное с движением подачи возвратно-поступательное колебательное движение. Импульсы или группы импульсов тока или напряжения подаются на электроды в каждый период колебательного движения в момент, предшествующий моменту нижнего положения электрода-инструмента, и заканчивают после достижения этого момента.
На фиг.12 проиллюстрирован случай подачи импульсов (групп импульсов) тока, которые синхронизированы с законом колебательного движения электрода-инструмента в соответствии с приведенным выше описанным. На фиг.12 использованы следующие обозначения осей: s - торцевой межэлектродный зазор, I - ток в импульсе, t - время; также использованы следующие обозначения величин: sm - торцевой межэлектродный зазор, соответствующий моменту нижнего положения электрода-инструмента, А - амплитуда колебательного движения электрода-инструмента, f - частота колебательного движения электрода-инструмента.
В результате прохождения тока высокой плотности через электрохимическую ячейку происходит высокоскоростное анодное растворение материала заготовки кольцевой детали 1 (или 2), которое наиболее интенсивно происходит напротив перемычек в тонкой кольцевой пластине 15, что приводит к образованию кольцевого массива пазов в кольцевой детали 1 (или 2) пальчикового уплотнения, которые заходят на часть ее обода.
Подобность формы щелевых отверстий в тонкой кольцевой пластине 15 и формы пальчиков в кольцевых деталях 1, 2 пальчикового уплотнения проиллюстрирована на фиг.11.
Таким образом, предложенная конструкция пальчикового уплотнения и способ его изготовления позволяют уменьшить радиальные габаритные размеры пальчикового уплотнения, упростить технологию и повысить точность его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПАКТНОЕ ПАЛЬЧИКОВОЕ УПЛОТНЕНИЕ | 2010 |
|
RU2442050C1 |
| ПАЛЬЧИКОВОЕ УПЛОТНЕНИЕ С СОТОВОЙ СТРУКТУРОЙ | 2009 |
|
RU2416752C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ КОЛЬЦЕВОЙ ЩЕЛИ | 2010 |
|
RU2442048C1 |
| ПАЛЬЧИКОВОЕ УПЛОТНЕНИЕ | 2019 |
|
RU2698170C1 |
| УПЛОТНЕНИЕ С ЗИГЗАГООБРАЗНЫМИ ПАЛЬЧИКАМИ | 2009 |
|
RU2425271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНОГО УПЛОТНЕНИЯ | 2008 |
|
RU2389927C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| РАДИАЛЬНО-ТОРЦЕВОЕ УПЛОТНЕНИЕ РОТОРА ТУРБОМАШИНЫ | 2015 |
|
RU2578933C1 |






Группа изобретений относится к области двигателестроения и может быть использована в конструкциях газотурбинных двигателей для уплотнения кольцевых щелей между статором и ротором, а также при их производстве. Пальчиковое уплотнение содержит, по меньшей мере, две примыкающие друг к другу кольцевые детали. Кольцевые детали имеют кольцевой массив пальчиков, образованных путем выполнения пазов в каждой из них. Пальчики имеют свободные концы, предназначенные для охвата поверхности уплотняемого вала. Кольцевые детали установлены друг относительно друга с угловым смещением так, что пальчики каждой кольцевой детали перекрывают пазы примыкающей к ней другой кольцевой детали. Каждая кольцевая деталь имеет обод, выполненный с ней за одно целое. Пазы в каждой кольцевой детали выполнены таким образом, что заходят на часть ее обода. Описан способ изготовления пальчикового уплотнения. Изобретение позволяеет уменьшить радиальные габаритные размеры пальчикового уплотнения, упростить технологию и повысить точность его изготовления. 2 н. и 3 з.п. ф-лы, 12 ил.
1. Пальчиковое уплотнение, содержащее, по меньшей мере, две примыкающие друг к другу кольцевые детали, которые имеют кольцевой массив пальчиков, образованных путем выполнения пазов в каждой из них таким образом, что пальчики имеют свободные концы, предназначенные для охвата поверхности уплотняемого вала, причем кольцевые детали установлены относительно друг друга с угловым смещением так, что пальчики каждой кольцевой детали перекрывают пазы примыкающей к ней другой кольцевой детали, отличающееся тем, что каждая кольцевая деталь имеет обод, выполненный с ней за одно целое, при этом пазы в каждой кольцевой детали выполнены таким образом, что заходят на часть ее обода.
2. Пальчиковое уплотнение по п.1, отличающееся тем, что, по меньшей мере, одна из кольцевых деталей имеет на свободном конце каждого из своих пальчиков свою выступающую площадку, выполненную за одно целое с ним и предназначенную для охвата поверхности уплотняемого вала.
3. Пальчиковое уплотнение по п.2, отличающееся тем, что размер обода в осевом направлении превышает размер выступающих площадок в осевом направлении.
4. Пальчиковое уплотнение по п.1, отличающееся тем, что дополнительно содержит две сплошные кольцевые крышки, которые примыкают к крайним кольцевым деталям.
5. Способ изготовления пальчикового уплотнения по п.1, включающий одновременное прошивание с помощью электрода-инструмента всех пазов в каждой заготовке кольцевой детали методом импульсной электрохимической обработки, при которой электроду-инструменту или заготовке кольцевой детали сообщают движение подачи и одновременно сообщают возвратно-поступательное колебательное движение электроду-инструменту, подают электролит в межэлектродный промежуток, подают импульсы или группы импульсов тока или напряжения на электрод-инструмент и заготовку кольцевой детали в каждый период колебательного движения электрода-инструмента до момента его нижнего положения и заканчивают после достижения этого момента, отличающийся тем, что в качестве электрода-инструмента используют тонкую кольцевую пластину с кольцевым массивом щелевых отверстий, соответствующих по форме пальчикам в радиальной плоскости с учетом величины бокового межэлектродного зазора, при этом тонкую кольцевую пластину закрепляют по ее внешнему и внутреннему контуру в корпусе электрододержателя.
| US 5755445 А, 26.05.1998 | |||
| СОТОВОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ПРИМЕНЕНИЯ ПРИ ЗАМЕНЕ УПЛОТНЕНИЙ С ГРЕБНЯМИ ПО ВАЛУ ТУРБОУСТАНОВОК | 2007 |
|
RU2355892C2 |
| СОТОВОЕ УПЛОТНЕНИЕ РАДИАЛЬНОГО ЗАЗОРА ТУРБОМАШИНЫ | 1998 |
|
RU2153112C2 |
| US 5096376 A, 17.03.1992 | |||
| US 5558341 A, 24.09.1996. | |||

