Изобретение относится к области турбостроения и может быть использовано в процессе создания, модернизации и ремонте уплотнений турбоустановок.
Известны сотовые уплотнения турбомашин, отличающиеся большим многообразием размеров и формы сотовых ячеек [1, 3, 4].
Сотовая конструкция обеспечивает наибольшую прочность уплотнения при минимальной массе материала. Это позволяет применять сотовые уплотнения при высоких перепадах давления, не увеличивая в этом случае их размер, кроме того, упрощается сборка при монтаже и ремонте турбоагрегата. Сотовая структура размещается или непосредственно на сегментах уплотнения, имеющих значительную массу, или на пластинах с фиксацией пластинчатыми пружинами, как правило, в одной точке. Применяемая сотовая структура имеет соотношение размеров ячеек hя/dя>1, где hя - глубина ячейки, dя - диаметр ячейки («глубокие» соты). В большинстве случаев это отношение превышает значение 3-х единиц. Для уменьшения жесткости касания сотовые уплотнения снабжаются упругими элементами, способствующими первоначальной приработке без разрушения структуры уплотнения.
Использование «глубоких» ячеек оправдано с точки зрения сохранения их надежности в случае касания вращающимися частями турбоустановок при значительных врезаниях, т.е. при значительном изменении зазора в процессе эксплуатации. Это присуще периферийным уплотнениям ступеней большого диаметра, особенно в газовых турбинах, вследствие температурных расширений корпусов. Кроме того, расположение сотоблоков непосредственно на массивных сегментах может привести к значительному износу ячеек уплотнения из-за инерции массы сегментов при касании вращающегося вала.
Недостатками этих уплотнений является применение сотовой структуры неоптимальных соотношений глубины ячейки к ее диаметру («глубокие» ячейки). По данным [1] это приводит к росту расхода утечки через уплотнение. Применение одной пластинчатой пружины не обеспечивает устойчивого положения сотового уплотнения при касании вращающихся частей ротора и возвращения пластины на прежнее место при ее короблении в результате касания. Характерным дефектом пластинчатых пружин является потеря упругости и изменение формы плоских пружин в процессе эксплуатации, особенно при воздействии высоких температур.
Известен способ ремонта уплотнений с гребнями частичной или полной заменой износившихся гребней и проточкой поверхности вала для устранения канавок, образовавшихся в результате эрозийного износа поверхности вала в процессе эксплуатации [2].
Недостатком такого способа является его относительная дороговизна, так как проточка вала должна осуществляться непосредственно на агрегате из-за значительных габаритов и массы валов мощных турбин, часто нетранспортабельных при доставке на ремонтные предприятия.
Кроме того, в период пуска после ремонта и начала эксплуатации возможно касание гребней поверхности вала из-за тепловых расширений и динамических прогибов валов (вибрации), что приводит к истиранию гребней и увеличению зазоров (а следовательно, величины утечки), и турбомашина работает практически весь межремонтный период с пониженной экономичностью.
Целью изобретения является уменьшение утечек рабочего тела и повышение надежности уплотнений по валу турбомашин, стабилизация зазоров в процессе эксплуатации, упрощение и удешевление процессов восстановления зазоров при ремонтных работах.
Поставленная цель достигается за счет исполнения уплотнения в виде сотовой структуры, отличающейся тем, что используются соты, расположенные на тонких пластинах небольшой массы с оптимальным соотношением глубины ячейки к ее диаметру (0,3÷0,5), которые вставляются в пазы обоймы или диафрагмы и имеют возможность свободного радиального перемещения при касании поверхности вала. При этом фиксация уплотнения в пазах осуществляется двумя демпфирующими цилиндрическими пружинами.
Способ применения сотового уплотнения при замене уплотнений с гребнями по валу турбомашин, отличающийся тем, что вместо гребней используются сотовые уплотнения, которые вставляются в пазы обоймы или диафрагмы, причем необходимый зазор в уплотнении обеспечивается путем процесса финишного шлифования уплотнения в заводских условиях без проточки изношенной поверхности вала непосредственно на турбомашине.
Диаметр вала ротора имеет значительно меньшие размеры, чем периферия ступеней, и незначительные изменения радиальных зазоров в процессе эксплуатации. Поэтому для уплотнения валов предлагается использовать «неглубокие» соты с оптимальным соотношением hя/dя≈0,3÷0,5, с наибольшей газодинамической эффективностью и минимально допустимыми зазорами.
Пятно касания сотовой поверхности значительно больше, чем в уплотнении с гребнями и не вызывает опасного локального нагрева поверхности вала. Этому способствует также хороший теплоотвод через стенки ячеек к пластине сотового уплотнения. Не происходит значительного истирания стенок ячеек, так как цилиндрические пружины быстро срабатывают под воздействием значительного толчка от касания нескольких десятков ячеек при незначительной массе пластины. Наличие двух цилиндрических пружин обеспечивает устойчивое положение сотового уплотнения при касании вращающихся частей ротора и возвращение пластины на прежнее место при ее смещении в результате касания.
В процессе ремонта при замене уплотнений с гребнями нет необходимости проточки поверхности вала с канавками (из-за износа) или ступенчатой поверхности вала, так как утечка в сотовом уплотнении с одной из таких поверхностей даже несколько ниже, чем в уплотнении с гладким валом. Исключаются операции замены гребней и их подгонка на агрегате, что устраняет характерные дефекты уплотнений в процессе ремонта: некачественную пригонку зазоров во время ремонта, возможность механического задевания во время пуска и эксплуатации.
Изготовление пластин с сотоблоками производится на ремонтных предприятиях с калибровкой глубины ячеек шлифованием, а следовательно, гарантированной величиной зазора в уплотнении. Качественный ремонт и стабилизация зазоров уплотнений ведет к повышению КПД проточной части турбин, а для концевых уплотнений - уменьшению присосов воздуха в конденсатор.
На фиг.1 изображен общий вид сегмента сотового уплотнения, на фиг.2 - сечение А-А, на фиг.3 - вид В.
Сотовое уплотнение состоит из сегмента 1, в который вставляются пластины 2 с сотоблоками 3 и используются две цилиндрические пружины 4.
При использовании предлагаемого способа можно получить следующие технико-экономические результаты:
1. Упрощается процесс восстановления зазоров по валу турбомашины в процессе ремонта, который заключается лишь в наборе пластин с сотоблоками, поставляемых с запасными частями.
2. Монтажный зазор в уплотнении минимизируется и остается стабильным в процессе эксплуатации, что уменьшает утечку рабочего тела и повышает экономичность турбоустановки.
3. Применение сотоблоков в концевых уплотнениях паровых турбин снижает расход уплотняющего пара, а также пропаривание (обводнение масла) и подсос воздуха в конденсатор турбины.
4. Сотовая структура, являясь достаточно жесткой, способствует сохранению ее цельности при касании вала в процессе разборки-сборки турбины в период ремонтов.
Источники информации
1. Буглаев В.Т. Сотовые уплотнения в турбомашинах: монография / В.Т.Буглаев, В.Т.Перевезенцев, С.В.Перевезенцев, Д.В.Даниленко, А.Л.Карташов, А.А.Климцов. - 2-е изд., перераб. и доп. - Брянск: БГТУ, 2006. - 192 с.
2. Родин В.Н. Ремонт паровых турбин: учеб. пособие для вузов/ В.Н.Родин, А.Г.Шарапов [и др.]; под. общ. ред. Ю.М.Бродова. - Екатеринбург: ГОУ УГТУ-УПИ, 2002. - 296 с.
3. Патент USA №4897021. Статор лопаточного аппарата осевой роторной машины, 30.01.1990 г.
4. Салихов А.А. Применение сотовых уплотнений на турбинах / А.А.Салихов, М.П.Юшка, С.В.Ушинин / Энергетические станции. - 2005. - №6, С.22-26.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАЛЬЧИКОВОЕ УПЛОТНЕНИЕ С СОТОВОЙ СТРУКТУРОЙ | 2009 |
|
RU2416752C1 |
| Способ охлаждения направляющей лопатки турбины и устройство, реализующее способ | 2023 |
|
RU2810858C1 |
| Способ восстановления работоспособности сотового уплотнения в период ремонта | 2018 |
|
RU2695235C1 |
| Модернизированное периферийное уплотнение рабочего колеса | 2018 |
|
RU2695239C1 |
| Сотовое уплотнение турбомашины | 1989 |
|
SU1749495A1 |
| ЛАБИРИНТНОЕ НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2011 |
|
RU2499144C2 |
| НАДБАНДАЖНОЕ ЛАБИРИНТНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2509896C1 |
| НАДБАНДАЖНОЕ ПРИРАБАТЫВАЕМОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2499143C2 |
| СОТОВОЕ УПЛОТНЕНИЕ РАДИАЛЬНОГО ЗАЗОРА ТУРБОМАШИНЫ | 1998 |
|
RU2153112C2 |
| Истираемое уплотнение и способ его изготовления | 2018 |
|
RU2684055C1 |
Изобретение относится к области турбостроения и может быть использовано в процессе создания, модернизации и ремонте конструкции уплотнений турбомашин.
Сотовое уплотнение, выполненное в виде сотовой структуры, в которой используются соты, расположенные на тонких пластинах небольшой массы с оптимальным соотношением глубины ячейки к ее диаметру hя/dя0≈0,3÷0,5, которые вставляются в пазы обоймы или диафрагмы и имеют возможность свободного радиального перемещения при касании поверхности вала, при этом фиксация уплотнения в пазах осуществляется двумя демпфирующими цилиндрическими пружинами.
Способ замены изношенных уплотнений с гребнями по валу турбомашин заключается в том, что вместо гребней используются сотовые уплотнения, которые вставляются в пазы обоймы или диафрагмы, при этом необходимый зазор в уплотнении обеспечивается за счет финишного шлифования уплотнения в заводских условиях без проточки изношенной поверхности вала в результате эрозийного износа непосредственно на турбомашине. Технический результат - уменьшение утечек рабочего тела, повышение надежности уплотнений по валу турбомашин, стабилизация зазоров в процессе эксплуатации, упрощение и удешевление процессов восстановления зазоров при ремонтных работах. 2 н.п. ф-лы, 3 ил.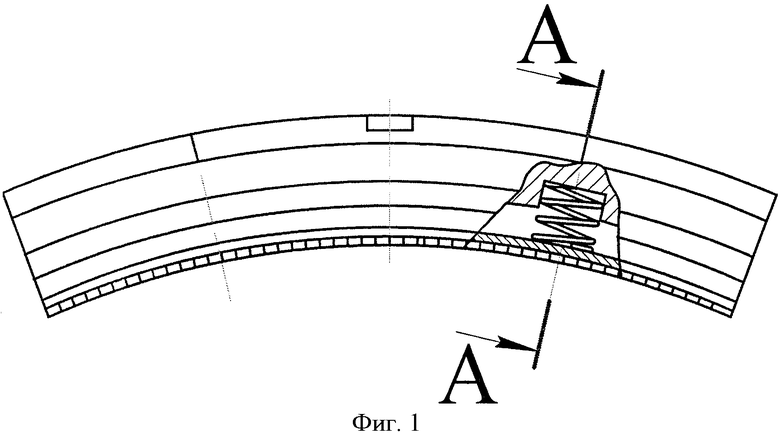
1. Сотовое уплотнение, выполненное в виде сотовой структуры, отличающееся тем, что используются соты, расположенные на тонких пластинах с оптимальным соотношением глубины ячейки к ее диаметру hя/dя0≈0,3÷0,5, которые вставляются в пазы обоймы или диафрагмы и имеют возможность свободного радиального перемещения при касании поверхности вала, при этом фиксация уплотнения в пазах осуществляется двумя демпфирующими цилиндрическими пружинами.
2. Способ замены изношенных уплотнений с гребнями по валу турбомашин, отличающийся тем, что вместо гребней используются сотовые уплотнения, которые вставляются в пазы обоймы или диафрагмы, при этом необходимый зазор в уплотнении обеспечивается за счет финишного шлифования уплотнения в заводских условиях без проточки изношенной поверхности вала в результате эрозийного износа непосредственно на турбомашине.
| БУГЛАЕВ В.Т | |||
| Сотовые уплотнения в турбомашинах, монография | |||
| - Брянск: БГТУ, 2006, с.10-123, рис.1.5 | |||
| РОДИН В.Н | |||
| и др | |||
| Ремонт паровых турбин, издание второе переработанное и дополненное | |||
| - Екатеринбург: ГОУ ВПО-УПИ, 2005, с.159 | |||
| US 4897021 А, 30.01.1990 | |||
| СОТОВОЕ УПЛОТНЕНИЕ РАДИАЛЬНОГО ЗАЗОРА ТУРБОМАШИНЫ | 1998 |
|
RU2153112C2 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ЗАЗОРА СТУПЕНИ ПАРОВОЙ ТУРБИНЫ | 2002 |
|
RU2211975C1 |
| СОТОВАЯ СТРУКТУРА, ИСТИРАЕМОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2001 |
|
RU2277637C2 |
| Сотовое уплотнение турбомашины | 1989 |
|
SU1749495A1 |
| US 5096376 A, (GEN ELECTRIC) 17.03.1992. | |||

