Изобретение относится к машиностроению и может быть использовано на предприятиях металлообрабатывающей промышленности для эффективной абразивной обработки заготовок деталей машин и механизмов.
Известен способ шлифования заготовок из материала с определенными электронными (донорными или акцепторными) свойствами кругами из абразивных материалов, обладающих одинаковыми с материалом обрабатываемых заготовок электронными свойствами. Например, заготовки из алюминиевых литейных сплавов АЛ2, АЛ9, поверхностные и глубинные слои которых обладают электоронодонорными свойствами, рекомендуется шлифовать абразивными кругами из электрокорунда нормального, обладающего, как и заготовки, электронодонорными свойствами [1]. Такой способ шлифования позволяет снизить засаливание абразивных кругов, особенно при обработке заготовок из активных в химическом отношении материалов, к которым относятся алюминиевые сплавы.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что при выполнении предварительного и окончательного шлифования заготовок из алюминиевых деформируемых сплавов с различными электронными свойствами в объеме и на поверхности (соответственно донорными и акцепторными [1]) абразивным кругом с определенными электронными свойствами уменьшить засаливание инструмента удается только на том этапе обработки, на котором электронные свойства материалов заготовки и абразива совпадают.
Известен способ шлифования комбинированным абразивным кругом, включающий предварительное шлифование элементами круга с крупнозернистым абразивным слоем и окончательное шлифование элементами круга с мелкозернистым абразивным слоем [2].
Такой способ позволяет производить последовательную предварительную и окончательную обработку заготовок одним кругом за одну операцию, снизив тем самым непроизводительные затраты времени.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что если глубинные и поверхностные слои обрабатываемых заготовок обладают различными электронными свойствами, последовательное предварительное и окончательное шлифование элементами с крупно- и мелкозернистыми абразивными слоями, изготовленными из одного материала, например электрокорунда белого, на одном из этапов сопровождается образованием прочных связей между материалами абразива и заготовки. Это интенсифицирует процесс засаливания круга со всеми вытекающими отсюда последствиями, а именно ухудшением динамических характеристик процесса шлифования, снижением стойкости круга, увеличением шероховатости и отклонений формы шлифованных поверхностей.
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ последовательного предварительного и окончательного шлифования заготовок из алюминиевых деформируемых сплавов с различными в объеме и на поверхности электронными свойствами шлифовальными кругами из разных абразивов, электронные свойства которых соответствуют электронным свойствам глубинных и поверхностных слоев заготовок [1], принятый за прототип.
Такой способ позволяет снизить засаливание кругов на обоих этапах шлифования, но требует определенных затрат времени на смену кругов, предназначенных для предварительного и окончательного шлифования или выполнения обработки в две операции на разном оборудовании.
Сущность изобретения заключается в следующем. С целью снижения непроизводительных затрат времени на замену кругов последовательное предварительное и окончательное шлифование заготовок из алюминиевых деформируемых сплавов выполняют комбинированным абразивным инструментом, крупнозернистые элементы которого изготовлены из абразивного материала с электронодонорными свойствами, совпадающими с электронными свойствами глубинных слоев заготовок, а мелкозернистые - из абразивного материала с электроноакцепторными свойствами, совпадающими с электронными свойствами поверхностных слоев заготовок.
Технический результат заключается в снижении затрат времени на выполнение шлифовальных операций.
Указанный технический результат при осуществлении изобретения достигается тем, что, как и в известном способе, способ шлифования заготовок из алюминиевых деформируемых сплавов с различными электронными свойствами в их глубинных и поверхностных слоях включает предварительное и окончательное шлифование заготовок. Особенность заключается в том, что шлифование выполняют комбинированным абразивным инструментом, имеющим элементы с крупнозернистым абразивным слоем из материала с электронными свойствами, совпадающими с электронными свойствами глубинных слоев заготовок, и элементы с мелкозернистым абразивным слоем из материала с электронными свойствами, совпадающими с электронными свойствами поверхностных слоев заготовок, причем предварительное шлифование осуществляют элементами инструмента с крупнозернистым абразивным слоем, а окончательное - с мелкозернистым слоем.
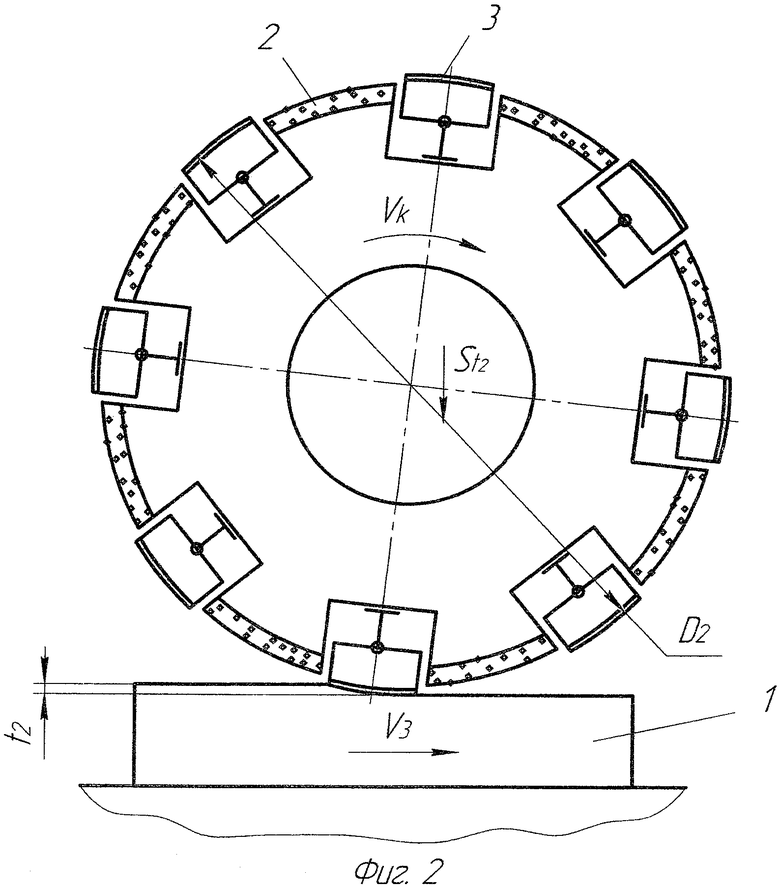
На чертежах представлено: на фиг.1 - схема обработки на этапе предварительного шлифования; на фиг.2 - схема обработки на этапе окончательного шлифования.
Предлагаемый способ шлифования включает предварительное шлифование заготовки 1 (фиг.1) элементами с крупнозернистым абразивным слоем 2 с подачей St1, определяющей глубину резания t1 и окончательное шлифование элементами круга с мелкозернистым слоем 3 (фиг.2) с подачей St2, определяющей глубину резания t2. В большинстве случаев t1 в (3-5) раз больше t2 [3], и на этапе предварительного шлифования абразивные зерна контактируют с глубинными слоями заготовки 1, а на этапе окончательного шлифования - с поверхностными слоями заготовки 1.
Для снижения интенсивности взаимодействия пары абразив-материал заготовки и соответствующего уменьшения засаливания абразивных элементов предварительное шлифование осуществляется абразивом, имеющим электронодонорные свойства, совпадающие с электронными свойствами материала глубинных слоев заготовок из алюминиевых деформируемых сплавов, а окончательное шлифование - абразивом, имеющим электроноакцепторные свойства, совпадающие с электронными свойствами материала поверхностных слоев заготовок из таких сплавов.
Таким образом, шлифование заготовок из алюминиевых деформируемых сплавов предлагаемым способом выполняют последовательно элементами комбинированного инструмента с крупнозернистым абразивным слоем из электрокорунда нормального, титанистого или других материалов, обладающих, как и глубинные слои заготовок, донорными свойствами, и элементами с мелкозернистым абразивным слоем из электрокорунда белого, хромистого или других материалов, обладающих, как и поверхностные слои заготовок, представляющие собой окисные пленки, акцепторными свойствами.
Применение предлагаемого способа позволяет снизить непроизводительные затраты времени на операцию шлифования, исключив из них время, необходимое на замену круга.
Источники информации
1. Л.В.Худобин, Ю.В.Полянсков, Ю.М.Правиков. Влияние физико-химических свойств абразивных зерен и обрабатываемого материала на процесс их взаимодействия при шлифовании // Трение и износ. 1982, №3. С.537-544.
2. Патент РФ №2155129, МПК B24D 5/14. Комбинированный шлифовальный инструмент / Худобин Л.В., Обшивалкин М.Ю., Муслина Г.Р., Правиков Ю.М., опубл. 27.08.2000. Бюл. №24.
3. Абразивная и алмазная обработка материалов: справочник / Под ред. д-ра техн. наук проф. A.M.Резникова. М.: Машиностроение, 1977. 391 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ АБРАЗИВНЫМИ КРУГАМИ | 2012 |
|
RU2522503C2 |
| АБРАЗИВНЫЙ КРУГ | 2007 |
|
RU2355557C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2201865C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2076039C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2268136C2 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2006 |
|
RU2319600C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2395381C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2152869C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2151047C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2001 |
|
RU2205741C1 |
Изобретение относится к области абразивной обработки и может быть использовано при шлифовании заготовок из алюминиевых деформируемых сплавов с различными электронными свойствами в их глубинных и поверхностных слоях. Шлифование осуществляют комбинированным абразивным инструментом, имеющим элементы с крупнозернистыми и мелкозернистыми слоями. Предварительное шлифование выполняют крупнозернистым абразивом с электронными свойствами, совпадающими с электронными свойствами глубинных слоев заготовок. Окончательное - мелкозернистым абразивом с электронными свойствами, совпадающими с электронными свойствами поверхностных слоев заготовок. В результате снижаются затраты времени на выполнение шлифовальных операций при уменьшении засаливания абразивных элементов инструмента. 2 ил.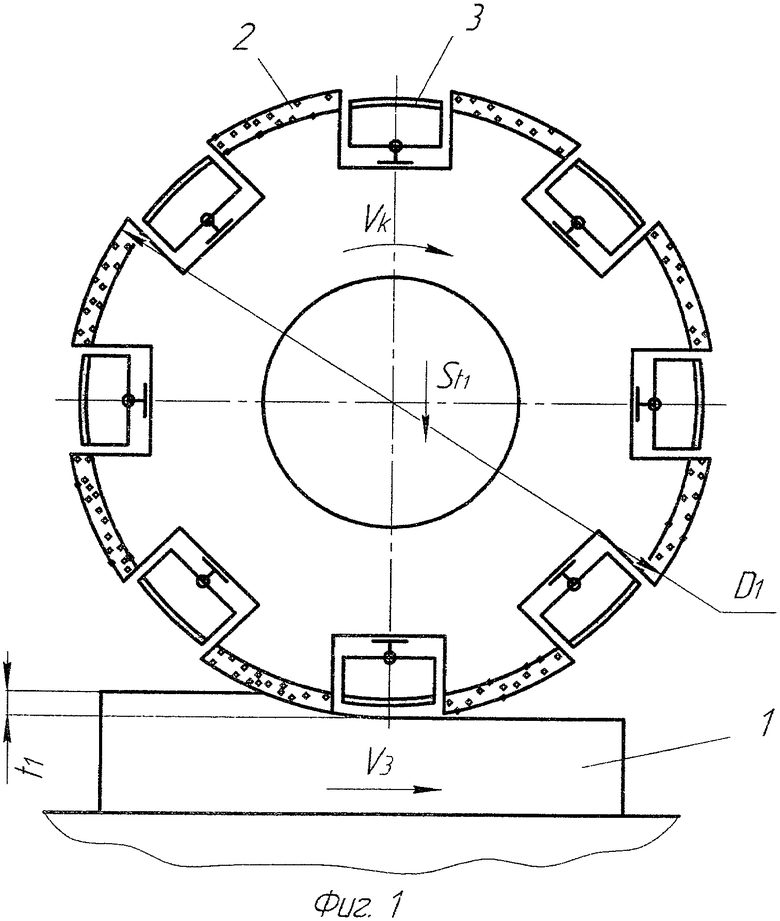
Способ шлифования заготовок из алюминиевых деформируемых сплавов с различными электронными свойствами в их глубинных и поверхностных слоях, включающий предварительное и окончательное шлифование заготовок, отличающийся тем, что шлифование осуществляют комбинированным абразивным инструментом, имеющим элементы с крупнозернистым абразивным слоем из материала с электронными свойствами, совпадающими с электронными свойствами глубинных слоев упомянутых заготовок, и элементы с мелкозернистым абразивным слоем из материала с электронными свойствами, совпадающими с электронными свойствами поверхностных слоев упомянутых заготовок, причем предварительное шлифование осуществляют элементами круга с крупнозернистым абразивным слоем, а окончательное - с мелкозернистым слоем.
| ХУДОБИН Л.В | |||
| и др | |||
| Влияние физико-химических свойств абразивных зерен и обрабатываемого материала на процесс их взаимодействия при шлифовании, Трение и износ, 1982, №3, с.537-544 | |||
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240914C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2155129C2 |
| Шлифовальник для листового стекла | 1956 |
|
SU105970A1 |
| GB 1445313 A, 11.08.1976. | |||

