Изобретение относится к инструментам для абразивной обработки труднообрабатываемых материалов, в частности жаропрочных и коррозионно-стойких сталей и сплавов.
Известен абразивный инструмент [1], представляющий собой составные (склеенные) шлифовальные круги, состоящие из нескольких кругов: твердого - для предварительной обработки и мягкого - для чистового шлифования.
В результате анализа выполнения данного инструмента необходимо отметить, что при формировании резьбы на полную глубину (т.е. без предварительного формообразования резьбы лезвийным инструментом) применение твердого круга приводит к возникновению прижогов на обработанной поверхности вследствие того, что черновой круг работает в тяжелых условиях.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому является абразивный инструмент, выполненный в виде шлифовального круга [2], содержащего абразивные зерна, связку и тонкостенные электрокорундовые сферические частицы, причем величина сферических частиц равна 0,45-0,65 величины абразивных зерен, а их количество составляет 0,5-0,54 количества абразивных зерен при содержании последних 30-37 об.%.
В результате анализа выполнения данного инструмента необходимо отметить, что он не обеспечивает высокой производительности обработки при формообразования резьбы на полную глубину. Это обусловлено следующим.
Производство электрокорундовых сферических частиц размерами свыше 100-200 мкм весьма сложно, а поскольку для высокопроизводительного шлифования резьбы на полную глубину наиболее целесообразно применять абразивные зерна размером 1 мм и более, то соотношение между размерами абразивных зерен и сферических частиц, указанное в источнике, принятое в наиболее близком аналоге, может быть обеспечено с большим трудом.
Керамическая связка, примененная в наиболее близком аналоге, на тяжелых режимах шлифования, будучи хрупкой, не в состоянии гарантировать целостность шлифовального круга.
Как показали проведенные эксперименты, содержание абразивных зерен, использованное в наиболее близком аналоге, явно недостаточно для обеспечения высокой скорости съема обрабатываемого материала, являющейся непременным условием шлифования резьбы на полную глубину.
Задачей настоящего изобретения является разработка абразивного инструмента, обеспечивающего высокие производительность и качество обработанной поверхности, а также повышение износостойкости инструмента.
Поставленная задача решается тем, что в известном абразивном инструменте, содержащем скрепленные друг с другом черновой и чистовой круги, состоящие из абразивных зерен и связующего вещества, новым является то, что в связующее вещество дополнительно введены полые сферические частицы в количестве 40-50% от занимаемого им объема инструмента, абразивные зерна в компактированном состоянии образуют плотную упаковку и занимают 50-65% от объема инструмента, органическое связующее - 35-50% от объема инструмента, при этом в черновом круге размер абразивных зерен равен 1000-1600 мкм, полых сферических частиц - 50-80 мкм, а в чистовом - 400-500 мкм и 20-25 мкм соответственно.
При проведении патентных исследований не обнаружены решения, идентичные заявленному, а следовательно, заявленное изобретение соответствует критерию “новизна”.
Считаем, что сущность заявленного решения не следует явным образом из известных решений, а следовательно, заявленное изобретение соответствует критерию “изобретательский уровень”.
Сведений, изложенных материалах заявки, достаточно для практического осуществления изобретения.
Разработанная конструкция инструмента характеризуется высокой его твердостью, приближающейся к твердости кругов на керамической связке, при отсутствии хрупкости. Кроме того, за счет создания оптимальной пористой структуры связующего вещества обеспечивается диссипация энергии вибраций при шлифовании и повышение качества обработанной поверхности, при этом полностью исключена открытая пористость инструмента. Это приводит к тому, что органическая связка, работая в среде СОЖ, не теряет своих адгезионных свойств, обеспечивая повышение износостойкости инструмента.
Такой механизм поддержания исходной (требуемой) формы рабочей части абразивного инструмента отличается от известного, при котором исходная форма поддерживается за счет прочности связки. Как уже было указано выше, при введении полых сферических частиц в соответствии с источником [2] количество связки становится недостаточным для обеспечения высокой твердости инструмента (шлифовального круга). Разработанный абразивный инструмент обеспечивает повышение твердости и износостойкости абразивного круга за счет того, что органическое связующее вещество в качестве наполнителя содержит мелкодисперсный порошок, каждая частица которого представляет собой полую сферу. При этом выделяющееся в процессе шлифования тепло частично переходит в энергию деформирующихся (увеличивающихся в диаметре) полых сферических частиц, что снижает температуру, до которой нагревается инструмент, а это, в свою очередь, обеспечивает сохранение исходной формы профилированного шлифовального круга на органической связке.
Следовательно, проявляется новое свойство - снижение температуры шлифования за счет перехода тепловой энергии в энергию деформации полых сферических частиц.
Плотная упаковка абразивных зерен, т.е. равенство их объема в компактированном состоянии объему инструмента, необходима для создания требуемой жесткости инструмента что позволяет обеспечить точность формообразования резьбы на полную глубину за один проход инструмента. Теоретическая величина объемной доли полых сферических частиц одного диаметра при плотной кубической упаковке составляет 67%. Для абразивных порошков одной зернистости считается, что плотная упаковка соответствует объемному содержанию абразивных зерен 62%. Уменьшение объемной доли абразивных зерен относительно величины, соответствующей их плотной упаковке, приводит к деформациям обрабатывающей поверхности шлифовального круга и к снижению точности формы обработанной поверхности на детали.
Применение органического связующего вещества в сочетании с наполнителем в виде полых сферических частиц способствует демпфированию, вибрации, возникающей при шлифовании. При этом увеличение объемной доли полы сферических частиц относительно оптимально диапазона приводит к тому, что доля собственно связующего вещества уменьшается, и оно уже не в состоянии деформировать (растягивать) полые сферических частицы, переводя тепловую энергию в энергию деформации этих частиц.
Уменьшение же объемной доли полых сферических частиц относительно оптимально диапазона приводит к уменьшению эффекта перевода тепловой энергии в механическую энергию деформированных частиц вследствие уменьшения общего количества последних.
Размеры полых сферических частиц должны находиться в оптимальном диапазоне. При превышении размерами частиц оптимального диапазона абразивные зерна при компактировании перестают обеспечивать плотную упаковку, что приводит к разламыванию частиц в процессе прессования инструмента. Если размеры полых сферических частиц меньше значений оптимального диапазона, то уменьшается эффект снижения температуры шлифования за счет перехода части тепловой энергии в механическую энергию деформированных частиц.
Таким образом, для достижения высокой производительности и качества обработанной поверхности, включая точность формы обработанной поверхности, достаточно создать плотную упаковку абразивных зерен, связанных органическим связующим веществом, наполненным полыми сферическими частицами, имеющими оптимальный размер и образующие оптимальную концентрацию в органическом связующем.
Достоинством инструмента также является снижение массы шлифовального круга на 10-15%.
Технология изготовления таких кругов известна, она не является предметом патентной охраны и поэтому в материалах заявки не раскрыта.
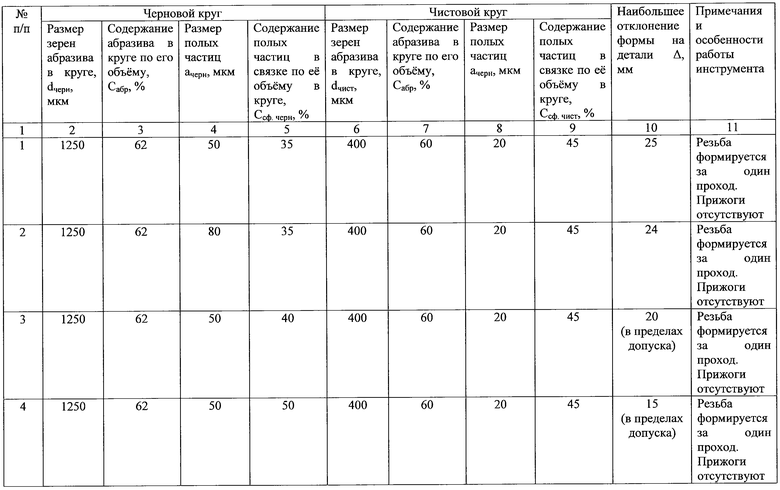
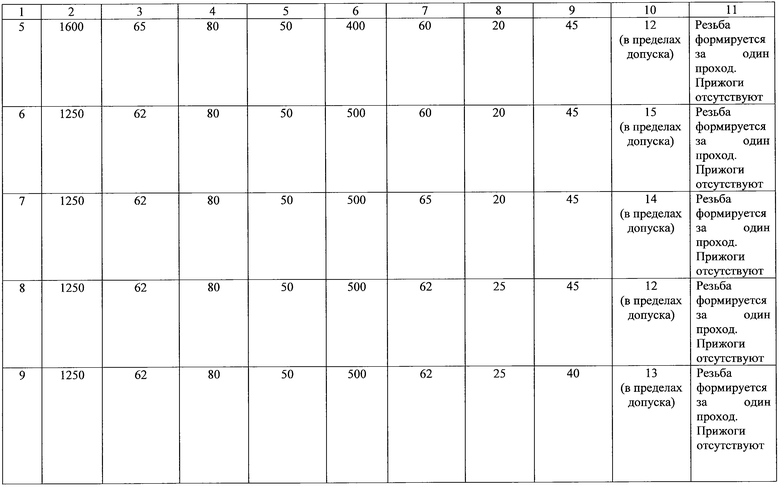
В качестве примера приводятся составы абразивных инструментов, состоящих из абразивных зерен (для чернового круга - циркониевый электрокорунд зернистостью 1250-1600 мкм, а для чистового круга - белый электрокорунд зернистостью 400-500 мкм), органического связующего вещества (для чернового круга - горячего прессования, а для чистового круга - холодного прессования) и полых сферических частиц с толщиной стенки 0,5-1 мкм (для чернового круга размером 50-80 мкм, а для чистового круга - размером 20-25 мкм) при содержании абразивных зерен 50-65% по объему от объема инструмента и содержании полых сферических, частиц 40-50% от объема, занимаемого связующим веществом, наполненным этими частицами.
Использование предлагаемого инструмента в виде шлифовального круга диаметром 500 мм для шлифования упорной резьбы детали из стали 26Х2Р6МБР-ВД на резьбошлифовальном станке REISHAUSER RG-500 при скорости резания 60 м/с, частоте вращения изделия 1 об/мин и применении в качестве СОЖ эмульсии обеспечивает параметры обработки, приведенные в таблице. В качестве прототипа применяли инструмент, изготовленный в соответствии с [2] из циркониевого электрокорунда зернистостью 200 мкм со сферическими микросферами из оксида алюминия размером 100 мкм и керамической связкой при содержании абразивных зерен 37% по объему, а сферических частиц - 5% по объему.
Источники информации
1. Абразивная и алмазная обработка материалов. Справочник / Под ред. А.Н.Резникова. - М.: Машиностроение, 1977. - С.52.
2. А.С. СССР №1073082, B 24 D 3/14 БИ № 6, 1984 (наиболее близкий аналог).

| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ ПОВЫШЕННОЙ КОНЦЕНТРАЦИИ ЗЕРЕН | 2006 |
|
RU2319601C2 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ И ИСПОЛЬЗУЕМЫЙ В НЕМ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2351453C2 |
| СВЯЗАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБЫ ШЛИФОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2003 |
|
RU2278773C2 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2014 |
|
RU2583217C1 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ И АБРАЗИВНЫЙ МАТЕРИАЛ С ПОКРЫТИЕМ | 2003 |
|
RU2279966C2 |
| СПОСОБ ШЛИФОВАНИЯ ПРОКАТНЫХ ВАЛКОВ (ВАРИАНТЫ) | 2003 |
|
RU2281849C2 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
| Шлифовальный круг | 1982 |
|
SU1073082A1 |
Изобретение относится к инструментам для обработки труднообрабатываемых материалов. Инструмент содержит скрепленные друг с другом черновой и чистовой круги, состоящие из абразивных зерен и связующего вещества, содержащего полые сферические частицы в количестве 40-50% от занимаемого им объема инструмента. Абразивные зерна занимают 50-65% от объема инструмента, органическое связующее - 35-50% от объема инструмента. В черновом круге размер абразивных зерен равен 1000-1600 мкм, полых сферических частиц - 50-80 мкм, а в чистовом - 400-500 мкм и 20-25 мкм, соответственно. Изобретение позволяет повысить производительность, качество обработанной поверхности и износостойкость инструмента. 1 табл.
Абразивный инструмент, содержащий скрепленные друг с другом черновой и чистовой круги, состоящие из абразивных зерен и связующего вещества, отличающийся тем, что в связующее вещество дополнительно введены полые сферические частицы в количестве 40÷50% от занимаемого им объема инструмента, абразивные зерна в компактированном состоянии образуют плотную упаковку и занимают 50÷65% от объема инструмента, органическое связующее - 35÷50% от объема инструмента, при этом в черновом круге размер абразивных зерен равен 1000÷1600 мкм, полых сферических частиц - 50÷80 мкм, а в чистовом - 400÷500 мкм и 20÷25 мкм соответственно.
| РЕЗНИКОВ А.Н | |||
| и др | |||
| Абразивная и алмазная обработка материалов | |||
| Справочник | |||
| - М.: Машиностроение, 1977, с.52 | |||
| Шлифовальный круг | 1982 |
|
SU1073082A1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2043906C1 |
| US 3019562 А, 06.02.1962 | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

