Изобретение относится к машиностроению и может быть использовано при шлифовании электропроводных материалов при абразивной обработке труднообрабатываемых, высокопрочных, повышенной твердости материалов с высокой точностью геометрической формы и качеством обрабатываемой поверхности.
Известно устройство для магнитно-абразивной обработки (см. а.с. №1673410 В24В 31/112, бюл. №32, 1991 г.), содержащее магнитную систему с обращенными друг к другу чашечными полюсными наконечниками, внутренние поверхности которых выполнены коническими, привод их синхронного вращения и установленный между полюсными наконечниками диск, диаметр которого превышает диаметр полюсных наконечников, устройство снабжено источником постоянного тока, полюса которого соединены с полюсными наконечниками, внутри каждого из которых выполнено осевое отверстие для подачи СОЖ, а диск выполнен из упругого нетокопроводящего материала и образован усеченными коническими поверхностями, соответствующими контактирующим с ними периферийным внутренним коническим поверхностям полюсных наконечников.
Признаки аналога, совпадающие с существенными признаками, - включает источник тока, токопроводящий и нетокопроводящий материал.
Причинами, препятствующими достижению технического результата являются: сложность конструкции, малая надежность и невозможность использования при шлифовании шлифовальным кругом.
Известен комбинированный шлифовальный круг (см. патент №2152869 В24D 5/14, бюл. №20, 2000 г.), содержащий жестко закрепленную на корпусе по винтовой линии металлическую ленту, несущую крупнозернистый абразивный слой, и металлическую ленту, несущую мелкозернистый абразивный слой, уложенную в Т-образные пазы корпуса по винтовой линии и опирающуюся через гидропласт на термобиметаллическую ленту, соединенную с источником электрического тока, при этом крупнозернистый абразивный слой выполнен прерывистым, а мелкозернистый - непрерывным.
Признаки аналога, совпадающие с существенными признаками, - крупнозернистый абразив, мелкозернистый абразив, источник электрического тока.
Причинами, препятствующими достижению технического результата являются сложность конструкции, малая надежность, малая эффективность при шлифовании труднообрабатываемых материалов.
Известен шлифовальный круг из нетокопроводного материала (см. а.с. №1705047 В24В 49/00, бюл. №2, 1992 г.), содержащий токопроводящие элементы, нанесенные по обеим торцам, а с целью расширения технологических возможностей, токопроводящие элементы выполнены сплошными по всей поверхности торцов круга.
Признаки аналога, совпадающие с существенными признаками, - содержит нетокопроводный материал, токопроводящие элементы, нанесенные по обоим торцам.
Причинами, препятствующими достижению технического результата, являются сложность конструкции, малая надежность, малая эффективность при шлифовании труднообрабатываемых материалов.
Задачей изобретения является улучшение обработки вязких труднообрабатываемых и повышенной твердости материалов с высокой точностью геометрических форм и повышение качества обрабатываемой поверхности.
Технический результат заключается в том, что шлифовальный круг, содержащий токопроводящие элементы 2 на торцах и выполненный из нетокопроводного абразивного материала 1, снабжен дополнительными радиально размещенными в нетокопроводном абразивном материале токопроводящими элементами, выполненными в виде расширяющихся от центра стержней 3, включающих абразив с добавлением чугуна и армированных электродами 4, связанными с токопроводящими элементами 2 на торцах шлифовального круга, при этом твердость абразива стержней 3 больше твердости абразива нетокопроводного материала 1.
Шлифовальный круг, содержащий токопроводящие элементы 2 на торцах и выполненный из нетокопроводного абразивного материала 1, снабжен дополнительными радиально размещенными в нетокопроводном абразивном материале токопроводящими элементами, выполненными в виде расширяющихся от центра стержней 3, включающих абразив с добавлением чугуна и армированных электродами 4, связанными с токопроводящими элементами 2 на торцах шлифовального круга, при этом твердость абразива стержней 3 больше твердости абразива нетокопроводного материала 1. Это способствует повышению качества обрабатываемой поверхности с высокой точностью геометрических форм и увеличению периода стойкости шлифовального круга между переточками.
Шлифовальный круг получают следующим образом. В полуформу устанавливают предварительно выполненные (опрессованые) стержни 3 из абразива большей твердости с добавлением чугуна и армированными электродами 4, закрепленными на токопроводящем элементе 2, заполняют ее основной абразивной массой 1 и спрессовывают. Затем соединяют две полуформы, после чего спрессовывают и подвергают обжигу. При этом для стержней 3 желательно использовать связующие компоненты большей твердости, чтобы улучшить прочностные характеристики шлифовального круга.
При работе шлифовальный круг устанавливается на валу шлифовального станка. К его токопроводящим элементам 2 на торцах подсоединяются коммутаторы (не показано), посредством которых подается электрический ток (например, низкого напряжения). Электрический ток, распределяясь в зоне контакта стержней шлифовального круга и заготовки пропорционально контактным электрическим напряжениям, создает эффект разупрочнения или диспергирования поверхностного слоя металла, который удаляется абразивным зерном шлифовального круга, а также выделяет дополнительное количество тепла. Вследствие образования при этом тонкой пластичной пленки создается полусухое трение, что ведет к снижению коэффициента трения. Введение электрического тока в зону резания повышает эффективность обработки высокопрочных и твердых сталей еще и потому, что взаимодействие трущихся пар происходит по химически чистым поверхностям.
Введение электрического тока приводит к интенсификации процессов образования окисных пленок на поверхностях трения; кроме того, конструкция шлифовального круга обеспечивает пульсирующий разрыв электрической цепи. Это способствует тому, что в зоне обработки воздействуют мельчайшие электрические токи, протекающие между ферромагнитным стержнем 3 и поверхностью детали. Возникающие магнитные поля способствуют тому, что происходит пересечение магнитных силовых линий с определенной скоростью, т.е. индуцируется эдс. В зоне контакта стержней 3 с обрабатываемой поверхностью детали имеет место повышенное сопротивление, поэтому энергия микротока превращается в тепло. Это облегчает процесс съема и оплавление выступающих микрогребешков шероховатости и улучшает чистоту поверхности.
Следует отметить, что в зависимости от технологических особенностей ток может протекать как по электрической цепи, образованной кругом и заготовкой, так и в зоне на поверхности заготовки между ферромагнитными стержнями 3. Это зависит от размещения токосъемника.
Другая отличительная особенность заключается в том, что при работе возникают микроудары и микровибрации, которые происходят при входе более твердого абразива стержней 3 в соприкосновение с деталью с постоянно меняющимися зонами контакта. Дополнительное введение чугуна в стержни 3 выполняет роль сухой смазки и способствует уменьшению трения в зоне резания. За счет этого улучшается процесс резания, уменьшаются технологические остаточные напряжения, значительно уменьшается засаливание инструмента, особенно при обработке вязких труднообрабатываемых и повышенной твердости материалов. Это положительно влияет на улучшение точности геометрических форм, поскольку микроудары и микровибрации происходят в основном в зоне резания, а не между деталью и инструментом в целом. В результате существенно повышается производительность операции шлифования и снижается дисперсия показателей качества поверхностного слоя деталей, о чем свидетельствуют данные, полученные в производственных условиях при шлифовании образцов из сталей 12Х2Н4А и 20ХН2МА.
Таким образом, предложенный шлифовальный круг способствует улучшению качественных показателей поверхностного слоя: (шероховатость, технологические остаточные напряжения, точность геометрической формы детали, воздействие магнитного поля непосредственно на обрабатываемый материал изменяет электронно-дислокационную структуру наружного слоя это заключается в изменении физического состояния, что дает улучшение физико-механических свойств материала поверхностного слоя; вследствие чего увеличивается износостойкость деталей, существенно уменьшается количество прижегов на поверхности обработанной детали по сравнению с обычной обработкой, увеличивается период стойкости шлифовального круга между переточками.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ КРУГ | 2007 |
|
RU2355557C1 |
| АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2282531C2 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2395381C1 |
| ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2000 |
|
RU2201865C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2017 |
|
RU2672973C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ АБРАЗИВНЫМИ КРУГАМИ | 2012 |
|
RU2522503C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2008 |
|
RU2392109C1 |
| Плоский шлифовальный круг и способ его изготовления | 2016 |
|
RU2657669C2 |
| СПОСОБ ШЛИФОВАНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2355551C1 |
| Масса для изготовления абразивного инструмента | 2016 |
|
RU2620208C1 |
Изобретение относится к области машиностроения и может быть использовано при шлифовании электропроводных труднообрабатываемых высокопрочных материалов. Шлифовальный круг выполнен из нетокопроводного абразивного материала. В нем предусмотрены токопроводящие элементы на торцах и дополнительные токопроводящие элементы, радиально размещенные в нетокопроводном абразивном материале. Дополнительные токопроводящие элементы выполнены в виде расширяющихся от центра стержней, включающих абразив с добавлением чугуна и армированных электродами, связанными с токопроводящими элементами на торцах шлифовального круга. Твердость абразива стержней больше твердости абразива нетокопроводного материала. В результате улучшаются качественные показатели поверхностного слоя деталей из труднообрабатываемых вязких материалов повышенной твердости, уменьшается количество прижогов и увеличивается период стойкости шлифовального круга между переточками. 1 ил.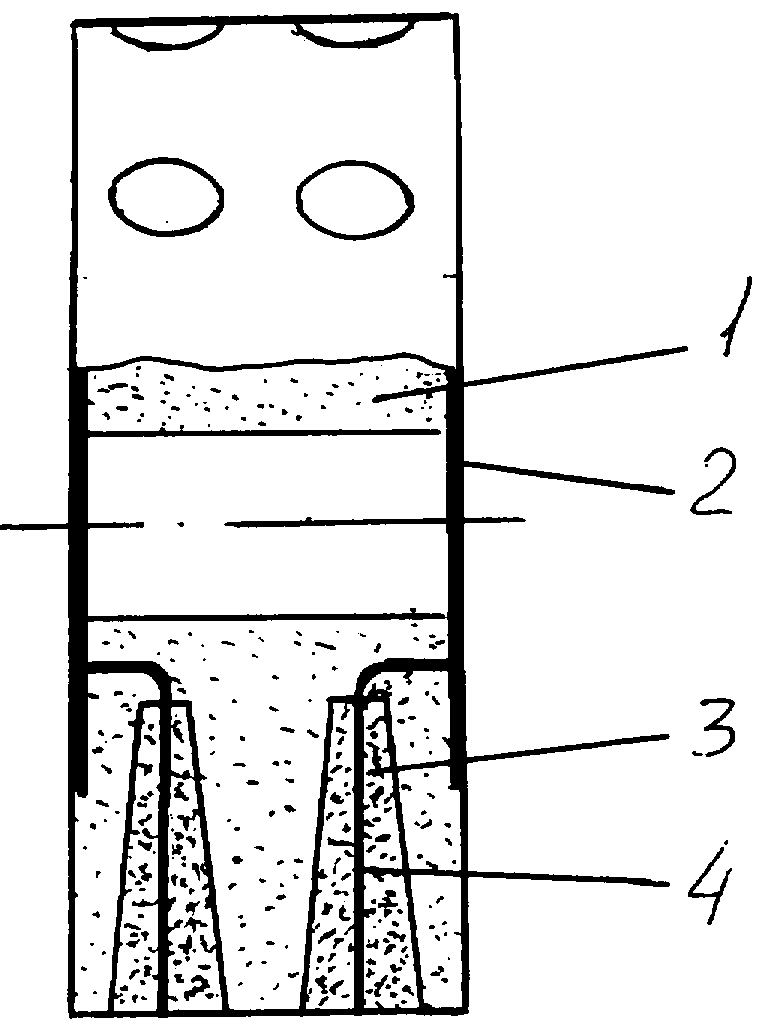
Шлифовальный круг, содержащий токопроводящие элементы на торцах и выполненный из нетокопроводного абразивного материала, отличающийся тем, что он снабжен дополнительными радиально размещенными в нетокопроводном абразивном материале токопроводящими элементами, выполненными в виде расширяющихся от центра стержней, включающих абразив с добавлением чугуна и армированных электродами, связанными с токопроводящими элементами на торцах шлифовального круга, при этом твердость абразива стержней больше твердости абразива нетокопроводного материала.
| Шлифовальный круг из нетокопроводного материала | 1988 |
|
SU1705047A1 |
| Способ электромеханической обработки | 1979 |
|
SU870045A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ЭЛЕКТРОХИМИЧЕСКОГО И АБРАЗИВНОГО ШЛИФОВАНИЯ | 0 |
|
SU388863A1 |
| Алмазный инструмент для обработкиКАМНя | 1978 |
|
SU837889A1 |
| GB 1067767 A, 03.05.1967. | |||

