Изобретение относится к способу и устройству для декорирования неровной поверхности предмета стабильной формы, в частности для декорирования дна банки для напитка.
В случае имеющихся в настоящее время на рынке, состоящих из двух частей банок для напитков из алюминия или белой жести собственно корпус банки изготовляют путем деформации способом вытяжки и протягивания из отдельной листовой детали. Обычно дно имеет участок куполообразной формы, который переходит в кольцеобразное утолщение, представляющее опорную поверхность корпуса банки. Описанный трехмерный профиль дна банки затрудняет нанесение краски или запечатывания этой области банки. При этом существует также потребность в том, чтобы участок, представляющий опорную поверхность, был покрыт более толстым слоем краски в расчете на более высокую механическую нагрузку в этой области.
В данной области техники известна машина для нанесения лака на дно таких банок, с помощью которой все дно банки покрывается растворенной в растворителе краской путем распыления. Точное распределение лака при таком способе невозможно. Чтобы получить необходимую прочность на истирание в области опорной поверхности дна, проводится дополнительное покрытие лаком этой опорной поверхности после лакирования распылением всего дна. Описанный способ покрытия лаком дна банки для напитков имеет, однако, тот недостаток, что вследствие лакирования способом распыления возникает туман из лака, называемый также Overspray (перераспыл), который является причиной повышенного расхода лака и требует мероприятий по вытяжке во избежание оседания этого лакового тумана в других местах банки или для очистки окружающего воздуха. Одновременно описанный способ требует также повторного лакирования корпуса банки, так как посредством лакирования способом распыления нельзя нанести лак на определенные участки, а лишь на грубо дифференцированные участки. Лакирование дна банки способом распыления имеет, кроме того, еще недостаток, состоящий в том, что при этом, как правило, используются лаки, содержащие растворители, которые, в частности, влекут за собой соответствующие проблемы, связанные с окружающей средой.
Другой известный способ лакирования дна банки для напитков включает в себя три этапа способа, причем опорная поверхность и область перехода дна в боковую поверхность банки лакируется путем нанесения покрытия накатыванием, а куполообразная область дна - посредством нанесения покрытия способом распыления. Хотя при таком способе не возникает никакого перераспыла, предложенные три ступени процесса делают все же способ сравнительно накладным.
В любом случае при известных способах опорная поверхность дна банки проводится при нанесении покрытия лаком с помощью валиков в процессе массовой транспортировки, причем, как правило, применяется лак, отверждаемый в ультрафиолетовых лучах. При более близком рассмотрении такого лакирования с помощью валиков получается все же, что давление прижатия, с которым покрывающий валик прижимается к банке, соответственно, к опорной поверхности банки, должно быть очень точно управляемым, так как иначе лак будет выдавливаться по бокам от средней линии опорной поверхности. Вследствие этого снижается толщина лака на средней линии опорной поверхности, где как раз желательно большее количество лака. Так как лакирование с помощью валиков проводится при массовой транспортировке банок, может возникнуть некоторая разница в высоте банок и тогда покрывающий валик не сможет в любом случае поддерживаться параллельно ленточному транспортеру, то создаваемые толщины лака в области опорной поверхности могут лишь с трудом выдерживаться внутри заданных пределов.
В основе изобретения лежит задача, состоящая в том, чтобы предложить способ и устройство, с помощью которых, по меньшей мере, отчасти можно устранить недостатки уровня техники.
Неожиданно простым образом изобретение решает указанную задачу уже с помощью способа декорирования неровной поверхности предмета стабильной формы, как, например, дна банки для напитков, причем декорируемый предмет и цифровая бесконтактно работающая печатная головка во время процесса печатания перемещаются относительно друг друга, и печатная головка управляется для выдачи краски управляющим устройством. Способ согласно изобретению включает в себя этап разработки управляющей программы для управления печатной головкой в зависимости от высоты неровностей неровной декорируемой поверхности предмета, этап определения относительного положения декорируемой поверхности предмета по отношению к печатной головке и этап управления цифровой печатной головкой с помощью разработанной управляющей программы для декорирования предмета.
В основе изобретения лежит идея, состоящая в том, чтобы декорирование, т.е. лакирование и/или нанесение печати на предметы стабильной формы, обладающие неровной поверхностью декорирования, которая имеет различную высоту неровностей, выполнять с помощью обычного, работающего бесконтактно печатающего устройства, причем печатающее устройство управляется в зависимости от высоты неровностей декорируемой поверхности. Из-за того, что декорируемая поверхность имеет различную высоту неровностей, расстояние между печатающим устройством и декорируемой поверхностью не является постоянным, а изменяется, когда предмет проходит мимо печатной головки. Таким образом, изменяется также угол попадания краски на декорируемую поверхность. Вызванные изменяемым расстоянием воздействия на нанесение печати компенсируются согласно изобретению с помощью управления печатной головкой, осуществляемого в соответствии с этими различными высотами неровностей.
Способ согласно изобретению не ограничен применением для лакирования дна банки для напитков, а может выполняться совершенно в общем случае, когда необходимо декорировать предмет, декорируемая поверхность которого находится под углом относительно печатной головки, и если декорируемая поверхность имеет различную высоту неровностей относительно печатной головки. Понятия «высота неровностей» и «топография» здесь следует понимать как синонимы. То же действительно для понятий «лак», «краска» и «чернила».
Изобретение относится к декорированию предметов стабильной формы, т.е. к предметам, которые, несмотря на воздействие гравитации, сохраняют свою форму. Перечень таких предметов может содержать, например, стекло, фарфор, керамику, пластмассу, металлы или другие материалы.
Может быть целесообразным перед процессом декорирования установить заданную толщину слоя краски в зависимости от места на неровной декорируемой поверхности предмета и управляющую программу настроить в зависимости от заданной высоты неровностей и заданной толщины слоя краски декорируемой поверхности, причем цифровая печатная головка управляется посредством разработанной управляющей программы в соответствии с топографией неровной декорируемой поверхности для получения заданной толщины слоя краски. В зависимости от применения заданная толщина слоя краски при этом может быть одинаковой по всей декорируемой поверхности или также изменяться любым образом. Например, можно для заданной толщины слоя краски задать функциональную взаимосвязь в зависимости от координат места декорируемой поверхности. Управляющая программа для управления печатной головкой учитывает при этом заданную высоту неровностей декорируемой поверхности, чтобы получить заданную нужную толщину слоя краски в соответствующем месте декорируемой поверхности предмета. В случае лакирования дна банки для напитков печатную головку можно как раз настроить таким образом, чтобы желательная толщина слоя лака в области опорной поверхности банки была больше, чем в других областях дна банки.
Чтобы подготовить как можно более высокое разрешение по месту для дифференцирования декорируемых точек на декорируемой поверхности, может быть предусмотрено, чтобы в процессе декорирования большое число распыляющих сопел, в частности большое число распыляющих сопел для чернил, управлялись независимо друг от друга. При этом может быть целесообразным, чтобы печатная головка имела, по меньшей мере, одну строку таких распыляющих сопел, причем длина строки может быть подогнана к ширине декорируемой поверхности предмета.
Для такого способа согласно изобретению можно использовать, например, обычную однострочную печатную головку для производства струи чернил, которая имеет 150-300 сопел на дюйм. Однако для повышения разрешения может быть также целесообразным предусмотреть две расположенные друг за другом в направлении печати печатающие строки, которые в поперечном направлении смещены на половину расстояния между двумя распыляющими соплами, так чтобы улучшилось местное разрешение в такой печатной головке по сравнению с однострочной печатной головкой.
Может быть целесообразным подразделение декорируемой поверхности на отдельные декорируемые точки. Кроме того, может быть также целесообразным придание каждой декорируемой точке отдельного распыляющего сопла. Подразумевается, что при этом печатные точки могут перекрывать друг друга на декорируемой поверхности, чтобы при необходимости получить поверхность со сплошной нанесенной печатью.
Из приданного одной декорируемой точке распыляющего сопла может выдаваться заданное количество краски для достижения заданной нужной толщины слоя краски в декорируемой точке.
Может быть целесообразным выпускать из печатной головки или распыляющих сопел краску в виде жидкости, которая высыхает на декорируемой поверхности. Эта сушка в зависимости от вида чернил может осуществляться термическим способом или посредством облучения ультрафиолетовыми лучами. Для точного определения заданного количества краски на заданной декорируемой точке предмета можно предусмотреть, чтобы посредством управляющей программы на печатной головке для соответствующего распыляющего сопла устанавливалась величина капель и/или количество капель.
Может быть целесообразным, чтобы имеющееся в распоряжении окно времени для нанесения печати для декорируемой точки на декорируемой поверхности было по существу постоянным для всех декорируемых точек, так, чтобы относительное движение печатной головки и предмета могло осуществляться также равномерно, что значительно снижает конструктивные издержки для осуществления способа. В зависимости от соответствующих декорируемых точек, например в зависимости от располагаемого на соответствующей декорируемой точке количества краски, для процесса печати можно в большей или меньшей степени использовать окно времени. В этом отношении можно изменять соответствующее время печати для декорируемых точек, причем максимальное время печати ограничено упомянутым окном времени.
Может быть целесообразным, чтобы выданное для декорируемой точки предмета количество краски определялось в зависимости от высоты неровностей или топографии декорируемой поверхности на декорируемой точке. Благодаря этому могут учитываться влияния высоты неровностей на отложение чернил на соответствующей декорируемой точке. Для отложения чернил на заданной декорируемой точке может играть роль также кривизна декорируемой поверхности в указанной декорируемой точке. В этом отношении может быть целесообразным, чтобы выданное для декорируемой точки декорируемой поверхности количество краски определялось в зависимости от угла между касательной или касательной плоскостью относительно декорируемой поверхности и направлением выпускания краски из печатной головки в декорируемую точку. Таким образом можно учесть, например, влияние гравитации вследствие топографии в данной декорируемой точке. В особом варианте выполнения может быть также предусмотрено установление вязкости выпускаемых чернил в зависимости от высоты неровностей декорируемой поверхности. Например, путем установки температуры капли, выходящей из распыляющего сопла, можно изменять вязкость этой капли и тем самым распространение капли на декорируемой поверхности.
Способ согласно изобретению может быть приспособлен к различным постановленным задачам печати и использоваться, например, чтобы получить равномерную и сохраняющуюся постоянной толщину лакового слоя по всей декорируемой поверхности, несмотря на наличие различной высоты неровностей декорируемой поверхности. С другой стороны, в рамках объема изобретения предусмотрено покрытие определенных участков декорируемой поверхности лаком определенной толщины, которая отличается от толщины слоя лака в других областях.
В целесообразном варианте выполнения может быть предусмотрено, что печатная головка расположена неподвижно и предмет перемещается относительно печатной головки по существу равномерно. При этом движение предмета согласовано со скоростью печати, т.е. скорость печати синхронизирована с относительной скоростью между печатной головкой и предметом.
Способ согласно изобретению пригоден не только для нанесения одного вида лака или одного вида краски, а в принципе может использоваться также для нанесения согласованных с топографией декорируемой поверхности красок или лаков. Например, может быть полезным при применении нескольких печатных головок наносить различные лаки или краски на различные участки декорируемой поверхности, в каждом случае в зависимости от соответствующей топографии участков. В уже описанном примере лакирования дна банки для напитков можно, например, нанести печать на дно первым лаком способом согласно изобретению, а на втором этапе нанести на опорную поверхность второй, особенно стойкий к истиранию лак.
В соответствии с описанным, без проблем является возможным покрытие заданных участков декорируемой поверхности краской с различными заданными значениями толщины слоя таким образом, чтобы повышенное нанесение краски проводилось лишь в тех областях, в которых это необходимо, а в других областях краску или лак можно было сэкономить.
Далее, может быть целесообразной автоматическая регистрация типа декорируемого предмета и выбора в зависимости от зарегистрированного типа соответствующей заданной управляющей программы печати для заданного нанесения печати на декодируемую поверхность. Если, например, декорированию с помощью устройства согласно изобретению подвергаются различные емкости различной формы или с различной высотой неровностей, то можно выполнять способ автоматически с помощью программы печати, соответствующей той или иной емкости.
Способ согласно изобретению пригоден также для декорирования, в случае которого на первой стадии печатного процесса декорируемая поверхность предмета равномерно снабжается грунтовкой, а на второй стадии печатного процесса посредством подключенной после этого печатной головки краска наносится неравномерно и в зависимости от топографии декорируемой поверхности.
Чтобы управление печатной головкой и относительное перемещение печатной головки и предмета можно было осуществить без высоких затрат, может быть предусмотрено, чтобы предмет перемещался относительно печатной головки вдоль прямолинейной траектории. В случаях, когда предмет или декорируемая поверхность выполнена вращательно-симметричной вокруг оси, которая проходит перпендикулярно этой траектории, достаточно простого бокового направления предмета, чтобы определенным образом проводить предмет мимо печатной головки.
Чтобы в случае любого предмета определенным образом ввести в действие процесс печати, можно предусмотреть определение относительного положения декорируемой поверхности по отношению к печатной головке и при достижении заданного нужного положения введение в действие процесса печати посредством вызова управляющей программы.
Способ согласно изобретению может выполняться также для оформления многокрасочных декоративных поверхностей благодаря применению нескольких последовательно подключенных печатных головок. Кроме того, на декорируемые поверхности, имеющие различную высоту неровностей, можно наносить также рисунки или надписи. В отношении лакирования дна банки для напитков способ согласно изобретению может использоваться также для того, чтобы покрывать лаком только опорную поверхность банки, которая также сама имеет различную высоту неровностей.
В отношении устройства изобретение решает вышеуказанную задачу с помощью устройства для декорирования предмета, имеющего неровную декорируемую поверхность, с помощью цифровой, бесконтактно работающей и управляемой посредством управляющего устройства печатной головки для выдачи краски на декорируемую поверхность. Эта печатная головка может быть выполнена, например, в виде печатной головки с чернильной печатью и иметь одно или несколько расположенных друг за другом строк распыляющих сопел.
Может быть целесообразным, чтобы устройство имело оптический чувствительный элемент, который регистрирует идентифицирующую отметку на предмете, причем процесс печатания может быть запущен при срабатывании на эту регистрацию. В специальном варианте выполнения может быть предусмотрено, чтобы идентифицирующая отметка служила для регистрации фактической ориентации предмета относительно печатной головки и посредством выравнивающего устройства предмет перед запуском процесса печатания приводился в заданную ориентацию относительно печатной головки.
Изобретение поясняется далее с помощью описания примера выполнения со ссылкой на сопровождающие чертежи, на которых показаны:
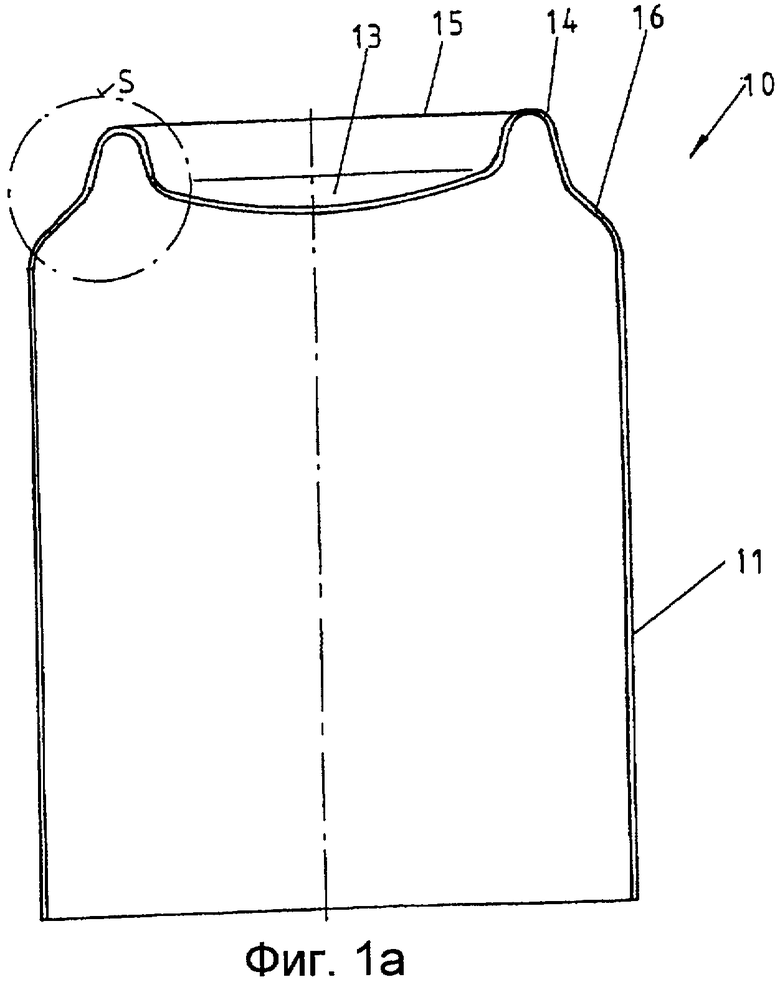
Фиг.1a - приведенный в качестве примера предмет в виде банки для напитков, изображенный в разрезе,
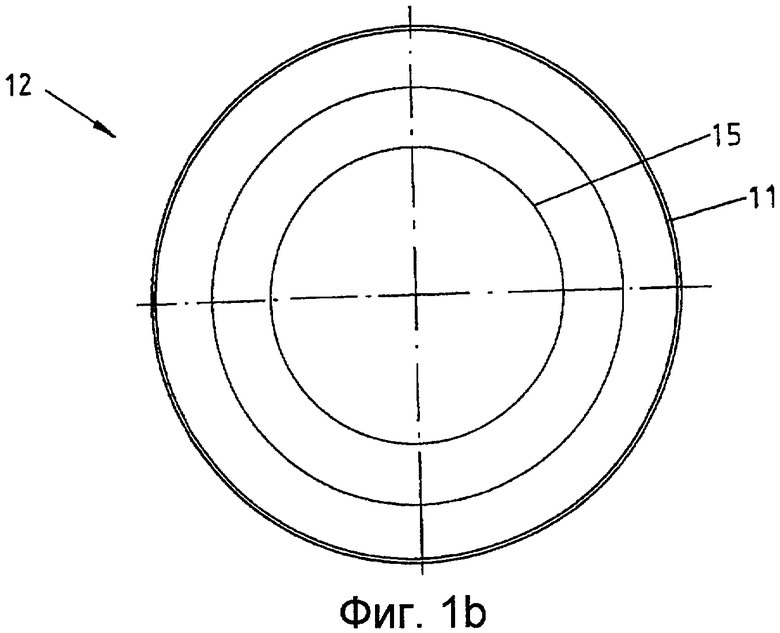
Фиг.1b - вид со стороны дна банки для напитков по Фиг.1,
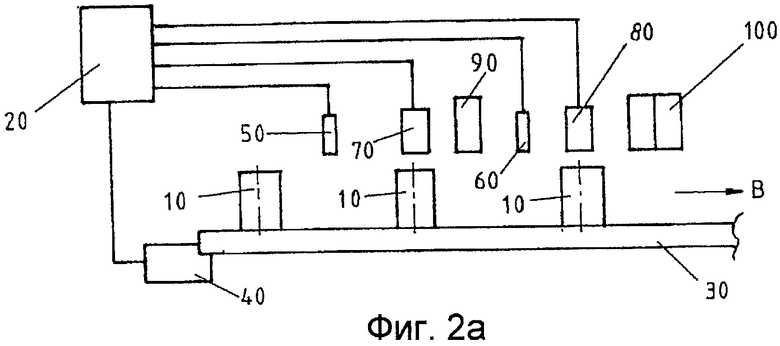
Фиг.2a - принципиальная схема печатающего устройства, выполненного согласно изобретению, вид сбоку,
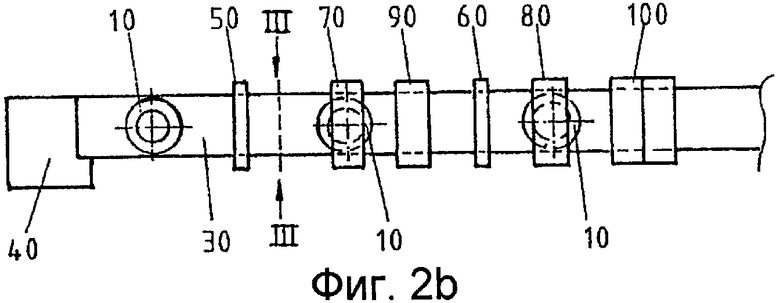
Фиг.2b - вид сверху печатающего устройства по Фиг.2a,
Фиг.3 - боковая направляющая предмета в печатающем устройстве согласно изобретению, в детализированном изображении и
Фиг.4 - подробное изображение опорной поверхности предмета по Фиг.1a.
Изобретение описывается далее в отношении покрытия лаком дна банки для напитков. Такая банка для напитков выполнена, как правило, из двух частей и включает в себя выполненный монолитно посредством деформации способом обтяжной вытяжки корпус банки, который после заполнения закрывается крышкой. В дальнейшем эта крышка может не приниматься во внимание, так как изобретение описывается в отношении лакирования дна банки.
На Фиг.1a показан установленный на верхнюю часть корпус банки в разрезе. На Фиг.1b показан вид на дно банки. Корпус 10 банки состоит из боковой поверхности 11 и собственно дна 12, причем предусмотрена переходная область 16. В центре относительно оси дно имеет куполообразный участок 13, который в радиальном направлении в наружную сторону переходит в опорную область 14 в форме кольцеобразной выпуклости или утолщения. Экстремальные точки, т.е. расположенные на наибольшей глубине точки в основании углубления, проходят по кругу 15.
При лакировании дна 12 проблемным является нанесение лака на опорную поверхность, так как эта область подвержена механическим нагрузкам. Желательным было бы нанесение особенно толстого слоя лака в области опорной поверхности, в то время как слой лака в области 13 купола может быть более тонким.
Показанное на Фиг. 2a и 2b печатающее устройство согласно изобретению может выполнять эти требования. Устройство включает в себя в качестве существенных составляющих частей приводимый посредством привода 40 ленточный транспортер 30, который равномерно перемещает установленные на головную часть корпуса 10 банок по прямолинейной траектории в направлении стрелки B. В направлении движения в показанном на Фиг.2a и 2b печатающем устройстве расположены друг за другом сенсорное устройство 50, печатная головка 70 с чернильной печатью, сушильная установка 90 с трубкой ультрафиолетового излучения, другой чувствительный элемент 60, другая печатная головка 80 с чернильной печатью, а также другая сушильная установка 100, которая имеет 2 трубки ультрафиолетового излучения, расположенные друг за другом в направлении движения и своей соответствующей продольной осью перпендикулярно направлению движения ленточного транспортера.
Оба чувствительных элемента 50, 60, обе печатные головки 70, 80 с чернильной печатью и привод 40 для ленточного транспортера 30 связаны с центральным управляющим устройством 20. Однострочная печатная головка 70 с чернильной печатью используется при этом для нанесения печати на все дно, включая куполообразную область 13, опорную область 14 и переходную область 16, в то время как подключенная затем однострочная печатная головка 80 с чернильной печатью служит лишь для повторного нанесения печати на опорную область 14. Обе печатные головки имеют соответственно одну строку с 550 расположенными на равных расстояниях соплами на длине 70 мм, причем каждое распыляющее сопло может управляться по отдельности для выдачи чернил.
Весь процесс печати описывается далее. Банки 10 устанавливаются на ленточный транспортер с помощью не показанного вводного устройства и перемещаются друг за другом в направлении B транспортировки. Скорость перемещения ленточного транспортера 30 при этом приведена в соответствие скорости печатания печатной головки 70, 80 и в описанном примере выполнения в каждый момент времени является постоянной, пока движется ленточный транспортер. Как только выполненный в виде светового затвора чувствительный элемент 50 зарегистрирует приближение банки 10, то соответствующий сигнал чувствительного элемента от управляющего устройства 20 используется для того, чтобы управлять печатной головкой 70 с учетом расстояния от чувствительного элемента 50 до печатной головки 70 и скорости движения ленты 30 для нанесения печати на все дно 12 (см. Фиг.1b). Так как банка для напитков выполнена вращательно-симметричной относительно своей продольной оси, то путем регистрации банки световым затвором определяется относительное положение декорируемой поверхности по отношению к печатной головке.
Управляющее устройство 20 вызывает при этом предварительно установленную и сохраненную управляющую программу для управления печатной головкой 70, при разработке которой была принята во внимание различная высота неровностей дна для определения количества чернил для каждой отдельной печатной точки на дне. В описанном варианте выполнения при разработке управляющей программы вводится расстояние соответствующей печатной головки относительно соответствующей печатной точки и наклон дна в печатной точке относительно направления чернильной струи. Целесообразно при этом, чтобы толщина слоя краски сохранялась одинаковой в куполообразной области 13 и в переходной области 16, причем заданная толщина слоя краски в области опорной поверхности 14 установлена в наибольшее возможное значение. Это осуществляется при печати благодаря тому, что распыляющее сопло, которое должно управляться для нанесения печати на печатную точку внутри опорной поверхности 14, настраивается для выпускания наибольшего возможного количества краски. В описанном варианте выполнения применяются распыляющие сопла, которые могут изменять как выпускаемое количество, так и количество капель чернил, выдаваемых для каждой печатной точки.
Чтобы в области купола и в переходной области получить в основном постоянную толщину слоя краски, при разработке управляющей программы для печати принимается во внимание соответствующая кривизна участков, а также удаленность печатных точек от распыляющего сопла. Этот вопрос будет раскрыт ниже еще более подробно со ссылкой на Фиг.4.
После первого нанесения печати на банку 10 с помощью печатной головки 70 банка перемещается посредством ленточного транспортера 30 к сушильной установке 90, в которой осуществляется предварительная сушка нанесенных чернил перед вторым нанесением печати. Как описано выше, лента движется с постоянной скоростью, поскольку мощность излучения ультрафиолетовой трубки в сушильной установке 90 настроена таким образом, что во время прохождения банки под трубкой ультрафиолетового излучения может осуществляться желаемая предварительная сушка чернил.
Далее, банка полностью выводится из сушильной установки и регистрируется вторым световым затвором 60, который выдает соответствующий сигнал на управляющее устройство 20, которое затем управляет второй печатной головкой для повторного нанесения печати на опорную поверхность 14 банки 10. Управляющая программа для печати для печатной головки 80 отличается от управляющей программы для печатной головки 70. При втором нанесении печати в печатной строке печатной головки соответственно всегда регулируются лишь те распыляющие сопла для выпуска чернил, которые приданы именно печатным точкам опорной поверхности 14. Кроме того, количество выпускаемых чернил для отдельной печатной точки на опорной поверхности 14 рассчитывается также в зависимости от кривизны в декорируемой точке, т.е. от топографии и в зависимости от расстояния распыляющего сопла от декорируемой точки. После второго нанесения печати на опорной поверхности банка перемещается во второе устройство для сушки, которое выполнено с большей длиной и поэтому обеспечивает более длительную выдержку банки для полного высыхания нанесенных в целом чернил. Понятия "чернила", "краска" или "лак" следует понимать как синонимы.
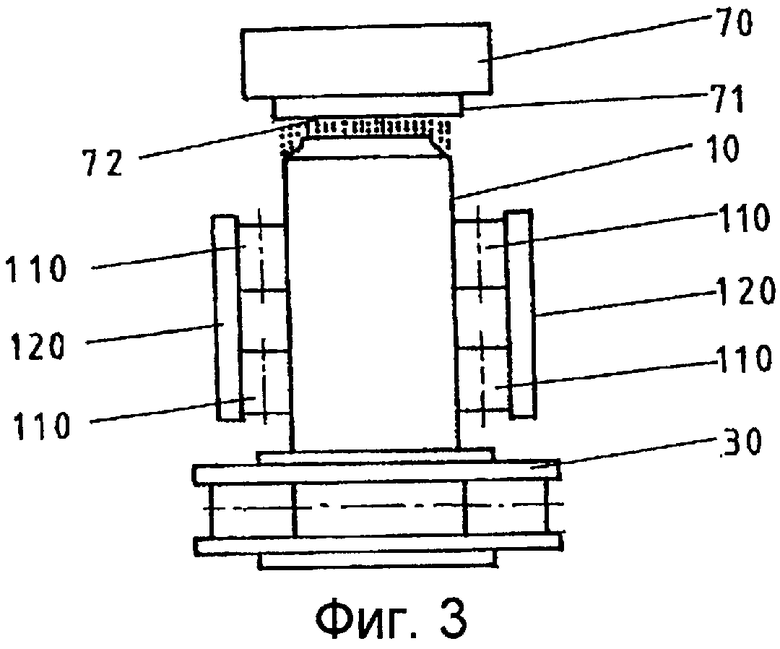
На Фиг.3 показан вид в разрезе вдоль линии III-III изображенного на Фиг.2b печатного устройства. Можно видеть банку 10, которая находится как раз частично под печатной головкой 70 с чернильной печатью. Печатная головка имеет уже описанную отдельную печатную строку 71, которая включает в себя большое число расположенных рядом друг с другом распыляющих сопел 72. Печатная строка по своей ширине соответствует диаметру банки 10 для напитков, так чтобы можно было запечатывать переходную область 16, опорную область 14, а также куполообразную область 13 дна 12 банки 10, см. Фиг. 1a, 1b. В показанный момент все сопла отрегулированы для выдачи чернил.
Чтобы выровнять банки 10 по отношению к печатной строке 71, предусмотрено устройство для бокового направления, которое для простоты не показано на Фиг. 2a, 2b. Оно включает в себя вращающиеся валики 110, которые закреплены на соответствующих держателях валиков. Оси вращения валиков проходят параллельно продольной оси банок. Банки поддерживаются по бокам между направляющими валиками с очень малым зазором и таким образом выравниваются относительно печатной головки. Так как область дна банки для напитков, на которую наносится печать в этом случае, является вращательно-симметричной относительно ее продольной оси, то упраздняется ориентация вращения банки перед процессом печатания. Во избежание вращения банки на ленточном транспортере при транспортировке предусмотрено не показанное приспособление, чтобы банка поддерживалась на ленте транспортера без возможности вращения, например вакуумный подсос. При этом вакуумный подсос вводится в действие лишь после того, как банки будут выровнены относительно печатной строки 71.
В непоказанном примере выполнения печатающее устройство согласно изобретению может иметь другие печатные головки, в частности также многострочные печатные головки.
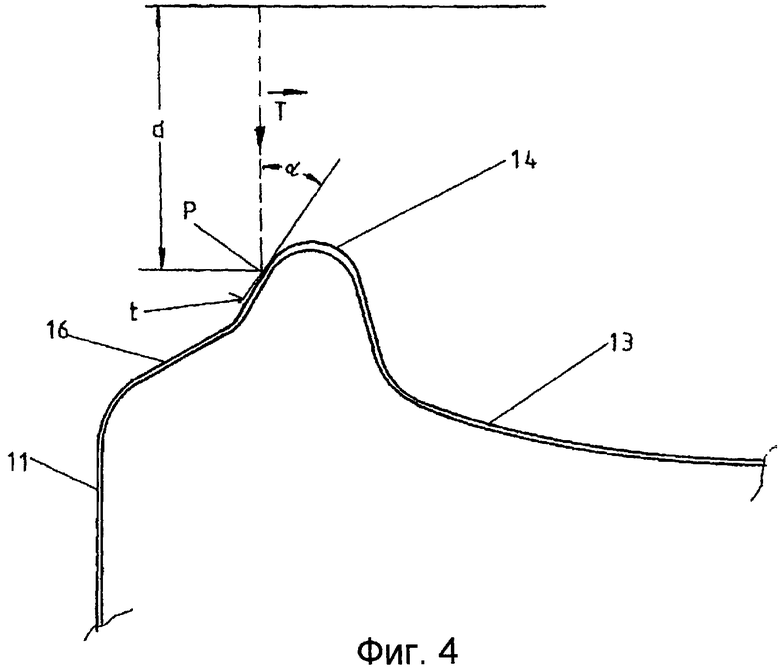
Далее со ссылкой на Фиг.4 описывается в качестве примера осуществление учета различной высоты неровностей декорируемой поверхности при нанесении на нее печати или при разработке управляющей программы для управления печатной головкой. На чертеже детально показан представленный на Фиг.1a вырез S, причем дополнительно показаны только что напечатанная точка P, касательная t в печатной точке P, направление T струи выдаваемых печатной головкой чернил, а также расстояние d соответствующего сопла от печатной точки P. Показанная на Фиг.4 горизонтальная линия воспроизводит относительное положение печатной строки от декорируемой поверхности.
Между касательной t и направлением T струи получается угол α. Чтобы учесть влияние кривизны дна в точке P, в описанном варианте выполнения предусмотрено, что выпускаемое количество чернил градуируется с коэффициентом 1/sin(α) в каждой точке декорируемой поверхности для заданной области α. Дополнительно выдаваемое количество чернил можно градуировать с коэффициентом (d-c), причем c является постоянной величиной.
В непоказанных вариантах выполнения можно использовать также другие печатающие устройства, работающие цифровым способом и бесконтактно, например электрофотографические или магнитографические печатные устройства.
Перечень ссылочных позиций
10 корпус банки
11 боковая поверхность
12 дно
13 купол
14 опорная поверхность/гофр
15 круг на дне гофра
16 переходная область
20 управляющее устройство
30 ленточный транспортер
40 привод
50,
60 чувствительный элемент
70 печатная головка с чернильной печатью
71 печатная строка
72 распыляющее сопло
80 печатная головка с чернильной печатью
90,
100 сушильная установка
110 направляющие валики
120 держатель валиков
α угол между направлением T струи и касательной t
B направление движения банки для напитков
d расстояние между распыляющим соплом и печатной точкой
P печатная точка
S вырез
T направление струи чернил
t касательная.
Изобретение относится к способу и устройству декорирования неровной поверхности предмета стабильной формы. Для нанесения печати на дно полого тела, такого как, например, банка для напитков, согласно способу подлежащий декорированию предмет и цифровая, бесконтактно работающая печатная головка во время процесса печати перемещаются относительно друг друга, при этом печатной головкой управляют с помощью управляющего устройства для выдачи краски. Способ включает в себя три этапа, на которых: разрабатывают управляющую программу для управления печатной головкой в зависимости от высоты неровностей неровной декорируемой поверхности предмета, регистрируют относительное положение декорируемой поверхности предмета относительно печатной головки и управляют цифровой печатной головкой с помощью разработанной программы. Устройство декорирования неровной поверхности предмета стабильной формы обеспечивает выполнение операций способа. Технический результат - повышение стабильности толщины слоя краски, наносимого на дно банки. 2 н. и 18 з.п. ф-лы, 6 ил.
1. Способ декорирования неровной поверхности предмета стабильной формы, в частности декорирования дна (12) банки для напитков, причем подлежащий декорированию предмет и цифровая и бесконтактно работающая печатная головка во время процесса печати перемещаются относительно друг друга, и печатная головка (70, 80) управляется посредством управляющего устройства (20) для выдачи краски, причем способ включает в себя этапы, на которых:
разрабатывают управляющую программу для управления печатной головкой в зависимости от профиля высоты неровной подлежащей декорированию поверхности (13, 14, 16) предмета;
определяют относительное положение подлежащей декорированию поверхности предмета по отношению к печатной головке (70, 80);
управляют цифровой печатной головкой с помощью разработанной управляющей программы,
отличающийся тем, что
перед процессом декорирования устанавливают желаемую толщину слоя краски в зависимости от места на неровной подлежащей декорированию поверхности (13, 14, 16) предмета и управляющую программу разрабатывают в зависимости от заданного профиля высоты подлежащей декорированию поверхности (13, 14, 16) и желаемой толщины слоя краски, причем цифровой печатной головкой управляют с помощью разработанной управляющей программы в соответствии с топографией неровной подлежащей декорированию поверхности (13, 14, 16) для получения заданной желаемой толщины слоя краски в зависимости от места на подлежащей декорированию поверхности предмета.
2. Способ по п.1, отличающийся тем, что в процессе декорирования управляют независимо друг от друга большим числом распыляющих сопел (72), в частности большим числом распыляющих сопел с чернильной печатью.
3. Способ по п.2, отличающийся тем, что заданной декорируемой точке на подлежащей декорированию поверхности (13, 14, 16) предмета придают по меньшей мере одно распыляющее сопло (72), из которого выпускают заданное количество краски для достижения желаемой толщины слоя краски на заданной декорируемой точке (P).
4. Способ по любому из пп.1 или 3, отличающийся тем, что краску выпускают из печатной головки в виде жидкости, которая высыхает на подлежащей декорированию поверхности (13, 14, 16), и что нанесение заданного количества краски на декорируемую точку (Р) предмета устанавливают путем выбора величины капель и/или выбора количества капель выпускаемой краски.
5. Способ по любому из пп.1 или 3, отличающийся тем, что соответствующее временное окно, имеющееся в распоряжении для печатания декорируемых точек на подлежащей декорированию поверхности (13, 14, 16), является по существу постоянным.
6. Способ по любому из пп.1 или 3, отличающийся тем, что выдаваемое для декорируемой точки (Р) предмета количество краски определяют в зависимости от топографии подлежащей декорированию поверхности (13, 14, 16) в декорируемой точке.
7. Способ по п.6, отличающийся тем, что выпускаемое для
декорируемой точки (Р) подлежащей декорированию поверхности (13, 14, количество краски определяют в зависимости от угла (а) между касательной (t) или касательной плоскостью относительно подлежащей декорированию поверхности (13, 14, 16) и направлением (Т) выдачи из печатной головки (70, 80) на декорируемую точку.
8. Способ по любому из пп.1, 3 или 7, отличающийся тем, что печатная головка (70, 80) расположена неподвижно, и что предмет по существу равномерно перемещается относительно печатной головки.
9. Способ по любому из пп.1, 3 или 7, отличающийся тем, что печатной головкой (70, 80) управляют таким образом, что толщина слоя краски по подлежащей декорированию поверхности (13, 14, 16) является по существу постоянной независимо от топографии подлежащей декорированию поверхности.
10. Способ по любому из пп.1, 3 или 7, отличающийся тем, что скорость печати синхронизируют с относительной скоростью печатной головки (70, 80) и предмета (10).
11. Способ по любому из пп.1, 3 или 7, отличающийся тем, что наносят различные краски, коррелированные с топографией подлежащей декорированию поверхности (13, 14, 16).
12. Способ по любому из пп.1, 3 или 7, отличающийся тем, что по меньшей мере две заданные области подлежащей декорированию поверхности (13, 16; 14) покрывают краской с различной желаемой толщиной слоя краски.
13. Способ по любому из пп.1, 3 или 7, отличающийся тем, что определяют тип подлежащего декорированию предмета и в зависимости от определенного предмета выбирают соответствующую ему программу управления печатью.
14. Способ по любому из пп.1, 3 или 7, отличающийся тем, что после первого процесса печати, при котором подлежащую декорированию поверхность предмета декорируют, в частности равномерно, выполняют второй процесс печати, при котором краску наносят неравномерно и в зависимости от топографии подлежащей декорированию поверхности с помощью второй цифровой, работающей бесконтактно печатной головки (80), которая включена после первой цифровой печатной головки (70).
15. Способ по любому из пп.1, 3 или 7, отличающийся тем, что предмет (10) перемещают относительно печатной головки (70, 80) вдоль заданной траектории, в частности вдоль прямолинейной траектории.
16. Способ по любому из пп.1, 3 или 7, отличающийся тем, что определяют относительное положение печатной головки (70, 80) относительно подлежащей декорированию поверхности (13, 14, 16) для процесса декорирования и после этого начинают выполнение процесса декорирования.
17. Устройство для декорирования предмета с неровной подлежащей декорированию поверхностью, в частности для декорирования дна (12) банки для напитков, содержащее цифровую, бесконтактно работающую и управляемую управляющим устройством (20) печатную головку (70, 80) для выдачи краски на подлежащую декорированию поверхность, и устройство для разработки управляющей программы для управления печатной головкой в зависимости от профиля высоты неровной подлежащей декорированию поверхности предмета,
отличающееся тем, что
перед процессом декорирования может быть установлена желаемая толщина слоя краски в зависимости от места на неровной подлежащей декорированию поверхности (13, 14, 16) предмета, и управляющая программа может быть разработана в зависимости от заданного профиля высоты подлежащей декорированию поверхности (13, 14, 16) и желаемой толщины слоя краски, причем цифровой печатной головкой управляют с помощью разработанной управляющей программы в соответствии с топографией неровной подлежащей декорированию поверхности (13, 14, 16) для получения желаемой толщины слоя краски в зависимости от места на подлежащей декорированию поверхности предмета.
18. Устройство по п.17, отличающееся тем, что печатная головка выполнена в виде печатной головки (70, 80) с чернильной струей и имеет по меньшей мере один ряд распыляющих сопел для чернил.
19. Устройство по п.17, отличающееся чувствительным элементом (50, 60) для определения положения предмета.
20. Устройство по любому из пп.17-19, отличающееся по меньшей мере двумя расположенными друг за другом в направлении (В) движения предмета печатными головками (70, 80).
| US 2001017085 A1, 30.08.2001 | |||
| US 2001003871 A1, 21.06.2001 | |||
| US 2006144261 A1, 06.07.2006 | |||
| WO 2004007203 A1, 22.01.2004 | |||
| DE 102004025140 A1, 08.12.2005. |

