Изобретение касается способа структурирования поверхности прессованного листа или бесконечной ленты, при котором путем нанесения маски для частичной пассивации посредством устройства задают структуру поверхности, а затем получают путем последующей химической обработки поверхности, а также устройства для применения способа.
В соответствии с уровнем техники прессованные листы и бесконечные ленты изготавливают в таком виде, что предварительно обработанный лист, например, с помощью метода трафаретной печати или фоточувствительного слоя и последующего травления приобретает структуру поверхности. Трафаретную печать наносят на имеющие большой формат листы, которые затем подвергают поверхностному травлению. Все области, которые образуют рельефную структуру поверхности, закрыты при этом маской, в результате чего поверхностное травление осуществляется только в областях, которые непосредственно подвергаются воздействию травильной жидкости. Вытравленные области образуют затем профильные элементы желаемой структуры. После проведения травления производят чистку поверхности и, в частности, удаление маски, так что в результате последующих рабочих процессов поверхность может подвергаться дальнейшему процессу улучшения свойств, например твердому хромированию.
Альтернативно существует возможность применения фотографического способа, при котором сначала наносится фоточувствительный слой. Потом он должен экспонироваться (облучаться) в соответствии с предусмотренной маской для получения структуры поверхности. После этого необходимо проявление фоточувствительного слоя, причем время от времени должны осуществляться многочисленные процессы промывки с целью обеспечения возможности подготовки поверхности к последующим рабочим этапам и ее чистки. После проявления фоточувствительного слоя образуется такая маска, которая может использоваться в качестве шаблона для травления. При осуществлении данного способа, таким образом, сначала наносят слой по всей поверхности, затем этот слой экспонируют, после чего слой освобождают от неотвержденных компонентов и только теперь проявленная маска может использоваться для травления структуры. Воспроизводимость изготовленной таким путем маски является весьма сложной и проблематичной, так как негатив или позитив для экспонирования фоточувствительного слоя в данном случае должен быть точно расположен в той же позиции относительно фоточувствительного слоя, если один за другим должны следовать более чем один процесс экспонирования и травления, чтобы таким образом нанести комплексную трехмерную структуру на поверхность прессованного листа. Этого, например, не удается добиться уже в том случае, если негатив или позитив для экспонирования фоточувствительного слоя накладывается непосредственно на него и негатив или позитив имеют точно одинаковое расстояние от него не в каждой позиции фоточувствительного слоя. По этой причине воспроизводимость нанесения маски имеет особое значение при использовании фотографического способа для достижения высокой точности изображения. При этом трудности могут возникнуть в том случае, если создание трехмерной структуры должно быть достигнуто с помощью нескольких один за другим протекающих процессов экспонирования и травления и для этого поочередно должно наноситься несколько масок, причем между процессами нанесения каждой маски производится один процесс травления. За счет точного позиционирования и необходимого числа масок изготовление прессованных листов или бесконечных лент является весьма затруднительным и требует больших денежных затрат. Разрешающая способность подлежащей нанесению маски при этом весьма значительно зависит от используемого метода и к тому же необходимо существенное количество рабочих этапов, которые требуют трудоемкого выполнения, в частности, за счет размера прессованных листов или бесконечных лент.
Кроме того, из уровня техники известно получение маски вместо способа трафаретной печати посредством слоя воска, который устойчив к использующимся травильным средствам в химическом отношении и тем самым обеспечивает возможность травления в областях, в которых поверхность не покрыта воском. При этом способе печатная головка, которая распрыскивает воск по поверхности, перемещается по оси Х и У для нанесения необходимой структуры посредством ряда отдельных рабочих этапов. При этом способе маску наносят на прессованный лист, таким образом, непосредственно без отвлечения на экспонирование, проявление и удаление непроявленных компонентов слоя. В принципе, использующиеся печатные головки могут быть выполнены аналогично чернильным струйным принтерам за исключением того, что вместо чернил распыляется воск, который отвердевает на поверхности прессованного листа или бесконечной ленты, и после этого может производиться необходимое травление. Несмотря на то что при этом способе из уровня техники может быть достигнут значительный прогресс, практика показала, однако, что удаление слоя воска является весьма проблематичным, так как воск не может быть удален с помощью химической обработки и тем самым очистка листа после процесса травления является чрезвычайно затруднительной и может проводиться, например, лишь с помощью устройства очистки давлением. Также и при этой обработке необходимы большие затраты времени и, если необходимо произвести нанесение один за другим нескольких слоев, причем между каждыми нанесениями маски необходим один процесс травления, для достижения, например, глубокой структуры, существенные преимущества достигнуты быть не могут. Из-за свойств воска точность и тонкость структуры маски ограничены, так что, в частности, тонкие структуры не могут разъединяться. Границы заданы чисто физическим схватыванием за счет смачивания, поскольку при напылении горячего и жидкого воска на холодный прессованный лист воск отвердевает слишком быстро и образует не полностью смоченные структуры, аналогично «месту холодной пайки». Нагревание пластины также не приводит к успеху, поскольку жидкий воск в этом случае растекается и снижает подлежащую достижению разрешающую способность.
Исходя из этого уровня техники задачей настоящего изобретения является создание способа и устройства, с помощью которых могут устраняться недостатки известного уровня техники и существенно улучшаться воспроизводимость, а также разрешающая способность полученных масок.
В соответствии с изобретением для решения задачи в части способа предусмотрено использование для маски по меньшей мере частично отверждаемого ультрафиолетовыми лучами лака, причем отверждаемый ультрафиолетовыми лучами лак (УФ-лак) наносят посредством устройства и по меньшей мере частично облучают ультрафиолетовым излучением непосредственно после нанесения, предпочтительно в течение времени до 60 секунд, причем прессованные листы или бесконечные ленты для обработки уложены на рабочий стол с ровной поверхность. Дальнейшие предпочтительные варианты осуществления изобретения следуют из зависимых пунктов формулы изобретения.
За счет использования лака УФ-отверждения (т.е. лака, отверждаемого ультрафиолетовым излучением) и устройства, предназначенного для нанесения, необходимая маска может наноситься непосредственно на прессованные листы или бесконечные ленты предпочтительно одним, при необходимости также несколькими способами печати и травления, и существует возможность обеспечения с помощью источника ультрафиолетового излучения по меньшей мере частичного отверждения ультрафиолетового лака, так что обеспечивается особенно хорошее схватывание с поверхностью металла. Кроме того, при транспортировке прессованных листов или бесконечных лент соединение между лаком и поверхностью металла обеспечивает высокую степень схватывания, так что при последующем процессе травления предотвращаются подтравливания и, таким образом, отклонения от заданной структуры поверхности. С помощью печатной головки отверждаемый лак может наноситься на поверхность существенно более точно и, прежде всего, более прецизионно, и уже непосредственно после нанесения стойкого к ультрафиолетовому излучению лака может производиться частичное отверждение, так что предотвращается стирание (смазывание) маски. Частичное отверждение называется по-английски «freezing» (затвердевание, замораживание), от которого было образовано немецкое выражение «gefreezed» (замороженный, затвердевший). Для нанесения маски прессованный лист крепится, например, на рабочем столе с ровной поверхностью.
Следующее особое преимущество состоит в том, что может производиться существенно более глубокое травление, нежели при использовании воска или обычных масок, например, с помощью способа трафаретной печати. Таким образом, может быть получена существенно улучшенная поверхностная структура прессованных листов или бесконечных лент, которая в данном случае содержит также трехмерную структуру по глубине. Изготовленные тем самым прессованные листы или бесконечные ленты позволяют, кроме того, потребителям прессованных листов более точное тиснение структуры, которая, помимо этого, за счет оцифровывания маски идентична используемым декоративным бумагам, так что достигается хорошее качество поверхности, обеспечивающее единообразное в покрывном отношении тиснение с получением декоративных бумаг. За счет нескольких операций печати и травления существует, кроме того, возможность достижения трехмерной структуры по глубине, которая весьма схожа с натуральной поверхностью, как она задается, например структурой древесины.
Особенность способа согласно изобретению заключается, кроме того, в том, что объединяются две технологии, которые считались ранее несогласующимися. В технологии с использованием воска маска накладывалась непосредственно на прессованный лист, где, напротив, маска трафаретной печати, изготовленная с помощью проявленного УФ-лака, требует полного покрытия подлежащего обработке материала, и после наложения маски, последующего экспонирования (облучения) и проявления УФ-покрытия в ходе следующего этапа непроявленная часть УФ-лака должна быть удалена до начала травления. С помощью способа согласно изобретению преимущества обоих способов комбинируются друг с другом, и достигается высокая разрешающая способность структуры поверхности.
В процессе получения маски прессованные листы или бесконечные ленты должны удерживаться в ровной позиции, так что, в частности, обеспечивается поддержание неизменного расстояния распылительной головки от поверхности прессованных листов или бесконечных лент.
В соответствии с изобретением лак незадолго до печати или распыления через распылительную головку экспонируется столь долго, что происходит частичное отверждение лака. При этом лак остается гибким в использовании, не расплывается и может в конце способа отверждаться посредством повторного экспонирования. Для воспрепятствования расплыванию УФ-лака применяется предпочтительно УФ-лак с пониженной долей содержания растворителя.
Во избежание возникновения вспучиваний и обеспечения текучести до изготовления отдельного из участков маски дополнительно предусмотрено, что предпочтительно УФ-лак перед нанесением предварительно нагревается и наносится при постоянной температуре. В качестве предпочтительного оказался температурный режим от 50°С до 100°С лака и/или прессованного листа. Особо хорошие результаты были получены при температуре от 65°С до 75°С.
В особом варианте осуществления способа согласно изобретению лак, предпочтительно УФ-лак американского предприятия «Markem», предварительно нагревается до 70°С и опционально наносится на прессованный лист с установленным температурным режимом.
Для изготовления маски может использоваться печатная головка, которая состоит по существу из распылительной головки с соплом матрицы, или УФ-лак может наноситься методом печати, причем после нанесения маски производится по меньшей мере одно частичное облучение маски ультрафиолетовыми лучами. Облучение может осуществляться непосредственно после нанесения, в частности при использовании распылительной головки, причем в течение промежутка времени до 60 секунд УФ-лак сначала частично отверждается, то есть отверждается на поверхности без полного сквозного отверждения, так что он остается упругим и при дальнейших манипуляциях обладает достаточной эластичностью для того, чтобы не лопаться при изгибании листа. По этой причине УФ-лак отверждается лишь частично, причем степень твердости может регулироваться за счет длительности облучения ультрафиолетовыми лучами и применяющейся тем самым интенсивностью облучения.
Предпочтительным образом для нанесения УФ-лака используется распылительная головка, в частности сопловая головка, причем сопловая головка содержит несколько сопел, которые расположены в виде матрицы и могут управляться каждый отдельно друг от друга. Сама сопловая головка крепится с возможностью перемещения в направлении Х или У в одной плоскости, так что с помощью блока управления с электронной обработкой данных, например персонального компьютера, аналогично случаю использования плоттера, сопловая головка может перемещаться в любое положение. При этом в последующем обращается внимание на то, что сопловая головка проходит на незначительном расстоянии, предпочтительно 0,1-4 мм, более предпочтительно 0,8 мм, от поверхности прессованных листов или бесконечных лент.
В особом варианте осуществления изобретения предусмотрено, что распылительная головка с помощью серводвигателя постоянно удерживается на одинаковом расстоянии от подложки с целью компенсации незначительных искривлений весьма большого прессованного листа. С этой целью распылительная головка может перемещаться по высоте, то есть в направлении Z. При этом обработка может производиться в горизонтальной или вертикальной позиции, по мере надобности также в наклонной позиции, причем прессованные листы или бесконечные ленты укладываются на рабочий стол, который имеет ровную поверхность, а прессованные листы дополнительно также присасываются вакуумом, так что обеспечивается устойчивое положение прессованного листа в течение общего процесса обработки. При этом необходимо учитывать, в частности, что в настоящее время прессованные листы могут достигать размеров до 3 м в ширину и до 8 м в длину и, следовательно, нанесение маски требует известных затрат времени.
С целью предотвращения растекания УФ-лака маски за счет слишком интенсивного нанесения лака в ходе одного рабочего этапа на одной позиции предусмотрено, что подлежащая изготовлению маска создается в ходе нескольких отдельных рабочих этапов, причем, в частности, при движении над поверхностью открывается множество отдельных сопел матрицы, так что напыленные точки шаг за шагом дополняют друг друга с получением линейного построения и создают желаемую маску. С этой целью над подложкой перемещается двухмерная матрица. Эта матрица запускается таким образом, что общая матрица многократно перемещается над самой малой точкой, подлежащей нанесению. При этом каждая подлежащая печати точка печатается случайно выбранной точкой матрицы. Если сопловая головка содержит, например, 256 сопловых головок, которые выполнены в качестве матрицы 16х16, а печатная головка дважды проходит над одной подлежащей печати точкой так, что эта точка покрывается различными ячейками матрицы, то в этом случае для напечатываемой точки возникают 32 возможности печати случайно выбранным соплом. Если переход на следующую строку дополнительно варьируется случайным образом, то кратное 16х16 соответствует 256 возможностям печати точки одним единственным соплом. Число может быть дополнительно увеличено, если чернила или УФ-лак распыляются на подлежащую печати точку более чем одним соплом. За счет этого случайного выбора фактически печатного клапана сопла предотвращается образование тонких полос или присущих системе ошибок печати на прессованном листе, которые могут возникать в результате несовершенства механики или малейших сотрясений во время печати.
Особая проблема возникает за счет печати узора на полированной поверхности прессованного листа. В результате этого блуждающие ультрафиолетовые лучи при последующем экспонировании могут попасть на печатную головку и, таким образом, разрушить ее отверждающимся под воздействием ультрафиолетового излучения лаком. Для предотвращения этой проблемы существует множество успешных решений.
В первую очередь можно придать прессованному листу химическим способом шероховатость, так что прессованный лист кажется матовым. За счет этого излучение лучше поглощается и его лучи не блуждают в области печатной головки.
Вторая возможность заключается в использовании фильтра, который пропускает только то УФ-излучение, которое полностью поглощается подложкой прессованного листа.
Еще одно решение оказалось успешным, которое противодействует засорению печатной головки. С этой целью используются лазерные диоды или ультрафиолетовые диоды, которые излучают световой импульс лишь в течение непродолжительного времени, в течение которого печатная головка выполняет ход нагнетания. В течение этого времени пристающий к головке лак хотя и поглощает излучение, однако он незамедлительно выталкивается и не пребывает в течение длительного времени на клапане, где лак затвердевает и разрушает головку. Поскольку в использующейся печатной головке все сопла регулярно выполняют ход нагнетания, ни один клапан не может быть засорен.
Кроме того, существует возможность использования черной маски, которая препятствует обратному отражению ультрафиолетовых лучей, использования экрана лампы, который находится на весьма малом расстоянии от поверхности подлежащей частичному отверждению подложки, и использования отставания ультрафиолетовой лампы, управление которой производится таким образом, что ультрафиолетовая лампа и печатная головка не являются активными в непосредственной близости, причем ультрафиолетовая лампа специально направляется навстречу головке или со следованием за ней.
Для нанесения маски в другом варианте осуществления изобретения предусмотрено, что прессованные листы или бесконечные ленты подвергаются предварительной обработке, например механическому удалению загрязнений или чистке изопропанолом, этанолом или спиртом, а при необходимости осуществляется предварительная обработка праймером, например органическим соединением силила. За счет этого обеспечивается особенно хорошая схватываемость поверхности и отверждаемый ультрафиолетовым излучением лак может наноситься непосредственно на прессованные листы или бесконечные ленты. Дополнительно поверхность прессованных листов или бесконечных лент может быть подвергнута травлению. При изготовлении маски сама печатная головка перемещается вдоль продольной кромки подлежащего изготовлению прессованного листа или бесконечной ленты, причем речь идет предпочтительно об оси Х и дополнительно оси У, то есть перпендикулярной первой, и перемещается возвратно-поступательно, причем ширина шага движения в направлении оси Х ширины матрицы соответствует ширине матрицы за вычетом или с прибавлением расстояния до соседних сопел матрицы с делением на количество ячеек матрицы, так что во время перемещения вдоль оси У с помощью отдельных сопел части образуется маска, а затем осуществляется движение в соответствии с шириной шага по отношению к оси Х, в результате чего после большого числа заходов вдоль оси Х может быть образована полная маска с высокой разрешающей способностью.
По окончании получения маски используется обычная известная техника травления, а после завершения травления поверхность после промывки может обрабатываться чистящими и нейтрализующими средствами, причем одновременно без труда может производиться удаление нанесенной маски. Для удаления оставшегося в ячейках структуры УФ-лака дополнительно используется ультразвуковое вибрационное устройство, которое посредством кавитации удаляет остатки лака из ячеек структуры.
С целью дополнительной обработки прессованные листы или бесконечные ленты оснащают покрытием, причем с целью дополнительной обработки прессованные листы или бесконечные ленты хромируют на всей поверхности, предпочтительно осуществляют твердое хромирование или оснащают покрытием из алмазного углерода или борида титана.
Для осуществления способа согласно изобретению предусмотрено устройство, содержащее опорное устройство для подлежащих обработке материалов, распылительную головку и направляющие салазок для перемещения распылительной головки в любую позицию внутри определенной координатами Х и У плоскости, а также независимые приводные элементы для перемещения в позицию и один блок управления. Блок управления при этом служит для того, чтобы с помощью приводных элементов перевести распылительную головку в определенную позицию, которая заранее задана оцифрованным изображением подлежащей изготовлению маски. В предпочтительном варианте при этом предусматривают направляющие салазок, которые обеспечивают весьма высокую воспроизводимую точность для движения в соответствующую позицию и одновременно обеспечивают возможность перемещения распылительной головки как в направлении Х, так и в направлении У. Для достижения остающегося неизменным расстояния до поверхности подлежащих обработке материалов эти направляющие салазок выполнены с учетом предусмотренных размеров материала таким образом, что исключается прогибание вследствие собственного веса распылительной головки. Для компенсации незначительных колебаний расстояния вследствие колебаний температуры, минимального прогиба направляющих салазок или отклонения прессованных листов или бесконечных лент предусмотрено, что печатная головка с помощью нивелирующего устройства удерживается на постоянном расстоянии от поверхности прессованного листа путем перемещения в направлении Z, чтобы обеспечить неизменное качество печати. За счет этого, в частности, обеспечивается поддержание на постоянной величине расстояния между распылительной головкой и поверхностью подлежащего обработке материала. С целью исключения сползания подлежащего обработке материала в процессе нанесения и удержания его в точной позиции, предусмотренное опорное устройство оснащено ровной поверхностью, причем подлежащий обработке материал дополнительно присасывается вакуумом.
Сама сопловая головка оснащена множеством сопел в виде матрицы, каждое из которых может управляться по отдельности и которые проходят на небольшом расстоянии от поверхности подлежащих обработке материалов, предпочтительно 0,1-4 мм, в особо предпочтительном варианте 0,8 мм. В соответствии с предусмотренным способом маску получают на нескольких взаимноразнесенных операциях, причем сопловая головка перемещается пошагово вдоль оси Х и после каждого шага перемещения сначала производится перемещение сопловой головки в управлении оси У, прежде чем произойдет дальнейшее перемещение вдоль оси Х. С этой целью сопла сопловой головки расположены рядом друг с другом в направлении Х и У, причем сопла функционально объединены в группы, в каждой из которых объединены по меньшей мере два сопла, и причем сопла и/или прессованные листы или бесконечные ленты после обработки могут перемещаться в направлении оси Х в новую позицию и ширина шага движения в направлении оси Х соответствует ширине группы за вычетом или с прибавлением расстояния до соседних сопел групп, деленной на количество групп.
Опорное устройство для подлежащих обработке материалов удерживается при этом в приблизительно горизонтальном или вертикальном положении, причем по мере надобности в зависимости от предусмотренной цели использования может выбираться также положение с наклоном относительно вертикали.
Для поддержания ровного расположения опорной поверхности оно снабжено отдельными плоскими частичными поверхностями, причем внутри частичных поверхностей предусмотрено по одному присасывающему отверстию, которые непосредственно соединены с устройством для создания присасывающего вакуума, так что каждая частичная поверхность одновременно может использоваться в качестве опорной поверхности и поверхности присасывания для подлежащего обработке материала и обеспечивать равномерное и ровное прилегание по всей поверхности подлежащей обработке детали. За счет этого достигается компенсация нежелательных неровностей.
Для частичного отверждения наносимого УФ-лака сопловая головка дополнительно оснащена лампой ультрафиолетового излучения, которая непосредственно после получения части наносимой участками маски производит экспонирование готовых созданных участков, так что сначала УФ-лак частично отверждается. За счет этого достигается существенное преимущество, выраженное в том, что предотвращается растекание УФ-лака и, следовательно, достигается прочность на стирание (смазываемость), которая препятствует разрушению наносимой маски во время последующих операций. Во избежание отслаивания ультрафиолетового лака от поверхности прессованных листов или бесконечных лент при этом предусмотрено, что полного отверждения не происходит.
Сопловая головка дополнительно содержит экранирование, которое препятствует тому, что не полностью нанесенная маска или отдельные точки структуры маски в процессе обработки уже подвергаются облучению и, таким образом, могут отвердеть. В качестве лампы ультрафиолетового излучения (УФ-лампы) предусмотрена ртутная лампа или ксеноновая лампа, причем по мере необходимости могут использоваться мощные ультрафиолетовые светодиоды (УФ-светодиоды), которые вследствие своего узко ограниченного угла излучения облучают точно определенную область маски и тем самым обеспечивают возможность непосредственного следования после осуществленного получения маски вместе с распылительной головкой. Возможно, однако, использование также импульсных лазеров, лазерных диодов, простых светодиодов или ламп с интерференционными или аналогично действующими фильтрами.
Особое преимущество способа заключается в том, что с помощью устройства согласно изобретению маска может наноситься с высокой точностью и воспроизводимостью на прессованные листы или бесконечную ленту и за счет используемого УФ-лака обеспечивается возможность быстрой чистки прессованного листа или бесконечной ленты с целью последующей дальнейшей обработки. Сам по себе ультрафиолетовый лак является стойким к воздействию большинства кислот и по этой причине идеально пригоден для пассивации поверхностей с целью последующего проведения травления. При этом с помощью распылительной головки, поддерживаемой устройством электронной обработки данных (ЭВМ), в полном объеме обеспечивается точность воспроизводимости в необходимом объеме, причем, в частности, на основании оцифрованного оригинала, который идентичен печатному изображению декоративной бумаги с целью последующего использования прессованных листов, обеспечивается возможность единообразного по покрытию тиснения, которое позволяет получить великолепную структуру поверхности прессованных листов или бесконечных лент.
Ниже изобретение еще раз поясняется на основании чертежей, где:
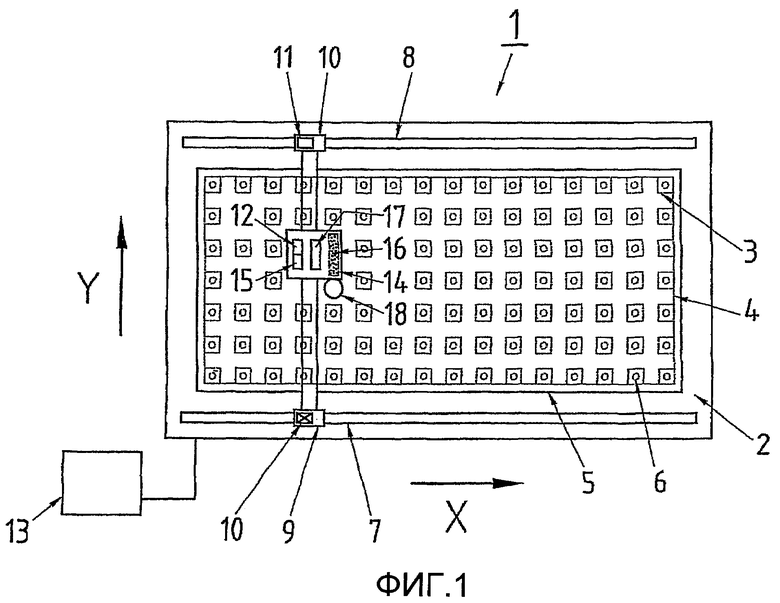
на фиг. 1 показан вид сверху на устройство для обработки прессового листа согласно изобретению, и
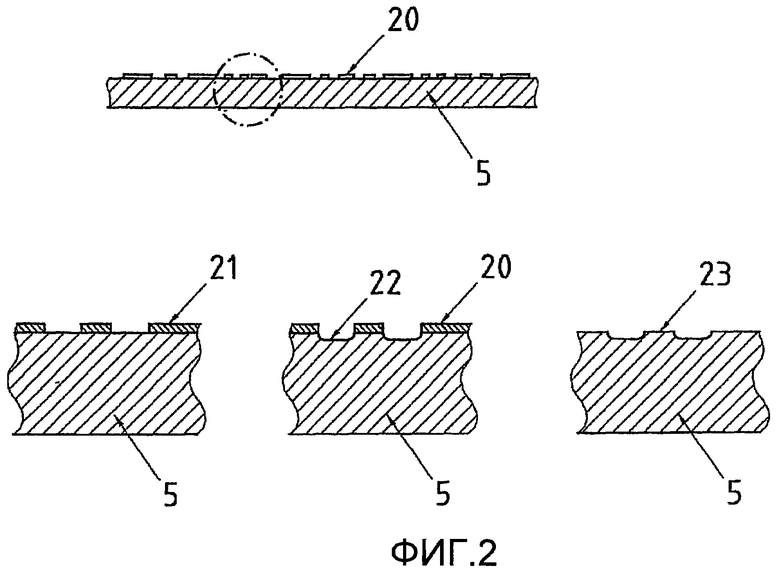
на фиг. 2 показано изображение в сечении прессованного листа на различных рабочих этапах.
На фиг. 1 показано на виде сверху устройство 1 для применения способа согласно изобретению. Устройство состоит из опорного стола 2 с опорной поверхностью 4, выполненной из большого количества отдельных плоских поверхностей 3, на который укладывается прессованный лист 5. В каждой плоской поверхности 3 выполнено по одному присасывающему отверстию 6, которое с помощью неизображенного вакуум-насоса притягивает прессованный лист 5 к плоской пластине 3 и тем самым обеспечивает устойчивое положение прессованного листа 5 в течение всего рабочего цикла.
В показанном примере выполнения устройство 1 расположено в горизонтальном положении, однако без каких-либо сложностей существует дополнительная возможность расположения его в вертикальном и в наклонном относительно вертикали положении для проведения обработки прессованного листа 5. Вдоль наибольшей протяженности прессованного листа 5 выполнены рельсовые направляющие 7, 8, по которым могут в продольном направлении перемещаться направляющие 9, 10 салазок, а именно с помощью приводного двигателя 11, 12, который управляется управляющим устройством 13, предпочтительно компьютеризированным управляющим устройством (с ЭВМ). С помощью приводных двигателей 11, 12 распылительная головка 14 пошагово перемещается в направлении оси Х и оси У, причем с помощью дополнительного приводного двигателя 15 в направлении оси Z выполняются другие движения с целью нивелирования распылительной головки 14. Сама распылительная головка 14 состоит по существу из сопловой матрицы 16, из резервуара с запасом наносимого лака, а также по меньшей мере одного осветительного средства 18, которое по истечении определенного временного интервала в течение определенного времени облучает по меньшей мере частично полученную маску и тем самым ведет по меньшей мере к частичному отверждению ультрафиолетового лака.
На фиг. 2 показан в увеличенном изображении прессованный лист 5 с маской 20, которая была нанесена с помощью описанных способа и устройства в соответствии с фиг. 1. При этом из увеличенного изображения в соответствии с левой частью фигуры видно, что стойкий к облучению ультрафиолетовыми лучами лак 21 был частично нанесен на прессованный лист 5. После проведения процесса травления, который изображен в средней части фигуры, маска 20 еще находится на поверхности прессованного листа 5, однако области 22, которые не были закрыты маской, были частично протравлены, в результате чего возникло углубление. После последующей чистки, как это изображено, например, в правой части фигуры, прессованный лист 5 в изображенном примере выполнения имеет с одной стороны структуру 23 поверхности, которая после чистки и удаления маски 20 отвечает заданию клиента. Эта структура 23 поверхности может при необходимости структурироваться дальнейшими операциями травления в глубину, то есть быть выполненной трехмерной. Дополнительно обе стороны прессованного листа 5 могут обрабатываться таким образом.
Для достижения максимальной разрешающей способности при составлении маски используется следующий способ для управления соплами при каждом процессе печати, причем сопла функционально объединены в группы. Эти группы могут содержать от 2 до 4, однако также и множество сопел, которые управляются по единой схеме. При этом в любой момент времени устанавливается перекрытие между первой группой сопел и деталью, после чего распылительная головка перемещается один раз вдоль детали на протяжении всей ее длины в направлении У относительно детали и одновременно из сопел распыляется отверждающийся под воздействием ультрафиолетовых лучей лак. В завершение распылительная головка в более поздний момент времени перемещается в направлении оси Х настолько, что следующая выбранная группа сопел перекрывает поверхность детали, причем ширина шага выбрана таким образом, что ширина группы сопел соответствует величине за вычетом расстояния между соседними соплами, деленной на количество групп. За счет этого обеспечивается, что при втором относительном движении между печатной головкой и деталью отсутствует перекрытие между полученным второй группой узором и полученным первой группой узором, и это производится с целью дополнения максимальной разрешающей способности. После этого печатная головка вновь перемещается в направлении оси Х на расстояние ширины группы за вычетом расстояния между соседними соплами. После этого вновь происходит относительное движение между печатной головкой и деталью по всей ширине детали в направлении оси Х, за счет чего, в свою очередь, соседний образец из отверждающегося под воздействием ультрафиолетовых лучей лака с максимальной разрешающей способностью напыляется на деталь. После того как последняя группа сопел после завершения относительного движения между печатной головкой и деталью вновь будет перемещена на расстояние ширины шага в направлении оси Х, состоящая из отверждающегося под воздействием ультрафиолетового излучения лака маска в соответствии с шириной первой группы является готовой с максимальной разрешающей способностью. Несколько таких участков, соответствующих ширине групп, примыкают друг к другу и создают полную готовую маску.
Перечень ссылочных обозначений
1 Устройство
2 Опорный стол
3 Ровная поверхность
4 Опорная поверхность
5 Прессованный лист
6 Присасывающее отверстие
7 Рельсовые направляющие
8 Рельсовые направляющие
9 Направляющие салазок
10 Направляющие салазок
11 Приводной двигатель
12 Приводной двигатель
13 Блок управления
14 Распылительная головка
15 Приводной двигатель
16 Матрица сопел
17 Резервуар с запасом (лака)
18 Осветительное средство
20 Маска
21 Лак
22 Область
23 Поверхность структуры
Изобретение касается способа структурирования поверхности металлического прессованного листа или бесконечной ленты и устройства для его осуществления. Способ содержит следующие стадии: нанесение маски на прессованный лист или бесконечную ленту с помощью пригодного для этого устройства; осуществление, по меньшей мере, частичного отверждения маски и химической обработки поверхности прессованного листа или бесконечной ленты. При этом для выполнения маски используют отвержденный под воздействием ультрафиолетовых лучей УФ-лак, который непосредственно после нанесения маски, по меньшей мере, частично в течение 60 секунд облучают ультрафиолетовым излучением. Прессованный лист или бесконечную ленту для нанесения и отверждения маски устанавливают на рабочем столе с ровной поверхностью. Устройство содержит: рабочий стол с ровной поверхностью, блок управления, распылительную головку, направляющие салазок для перемещения распылительной головки в любую позицию внутри образованной координатами X и У плоскости, а также независимые приводные элементы для перемещения в эту позицию. Распылительная головка содержит сопловую головку для нанесения отверждаемого под воздействием ультрафиолетового излучения УФ-лака. Сопловая головка снабжена источником ультрафиолетового излучения, причем сопловая головка проходит на расстоянии от 0,1 до 4 мм от поверхности прессованных листов или бесконечных лент. Обеспечивается улучшение разрешающей способности полученных масок. 2 н. и 36 з.п. ф-лы, 2 ил.
1. Способ структурирования поверхности металлического прессованного листа (5) или бесконечной ленты, при осуществлении которого:
наносят маску (20) на прессованный лист (5) или бесконечную ленту с помощью пригодного для этого устройства (1),
осуществляют по меньшей мере частичное отверждение маски (20),
осуществляют химическую обработку поверхности прессованного листа (5) или бесконечной ленты,
отличающийся тем, что для выполнения маски (20) используют отверждаемый под воздействием ультрафиолетовых лучей УФ-лак, который непосредственно после нанесения маски (20) по меньшей мере частично в течение времени до 60 с облучают ультрафиолетовым излучением, причем прессованный лист (5) или бесконечную ленту для нанесения и отверждения маски (20) устанавливают на рабочем столе (2) с ровной поверхностью.
2. Способ по п.1, отличающийся тем, что УФ-лак наносят посредством печати, в частности, цифровой печати.
3. Способ по п.1 или 2, отличающийся тем, что УФ-лак перед нанесением предварительно нагревают и наносят при постоянной температуре, причем УФ-лак предпочтительно обеспечивают при температуре 50-100°С, более предпочтительно 65-75°С.
4. Способ по п.1 или 2, отличающийся тем, что УФ-лак содержит пониженное содержание растворителя.
5. Способ по п.1, отличающийся тем, что для нанесения УФ-лака используют распылительную головку (14), в частности, сопловую головку.
6. Способ по п.5, отличающийся тем, что сопловая головка содержит несколько сопел, расположенных в виде матрицы и выполненных с возможностью управления каждым по отдельности.
7. Способ по п.6, отличающийся тем, что осуществляют случайный выбор сопла из матрицы для печати заранее заданной, печатаемой точки рисунка, причем указанное сопло, если оно перекрывает область печати, печатает точку, и причем также более, чем одно случайно выбранное сопло наносит на ту же самую, печатаемую точку УФ-лак.
8. Способ по любому из пп.5-7, отличающийся тем, что сопловая головка выполнена с возможностью перемещения в направлении X и/или Y в плоскости и относительно плоскости в направлении Z, или сопловая головка при ее неподвижной установке выполнена с возможностью перемещения только в направлении Z, в то время как прессованные листы (5) и бесконечные ленты перемещаются относительно сопловой головки.
9. Способ по п.8, отличающийся тем, что сопловая головка проходит на небольшом расстоянии, предпочтительно от 0,1 до 4 мм, более предпочтительно 0,8 мм, от поверхности прессованных листов или бесконечных лент, причем автоматическое нивелирующее устройство направляет сопловую головку на выбранном расстоянии от прессованного листа (5) или бесконечной ленты.
10. Способ по п.5, отличающийся тем, что сопловая головка создает наносимую маску (20) в течение нескольких раздельных рабочих операций.
11. Способ по одному из пп.5-7, 9 или 10, отличающийся тем, что сопла сопловой головки расположены рядом друг с другом в направлении X и Y, и сопловая головка перемещается в направлении оси X и Y, причем сопла функционально объединены в группы, каждая из которой содержит по меньшей мере два сопла, и причем сопла и/или прессованные листы (5) или бесконечные ленты после обработки в направлении оси Y перемещаются в новую позицию к оси X, и ширина шага движения в направлении оси X соответствует ширине сопловой матрицы за вычитанием или с добавлением расстояния до соседних сопел матрицы с делением на количество сопел в ряду.
12. Способ по одному из пп.1 или 5, отличающийся тем, что используют источник ультрафиолетового излучения для частичного отверждения уже нанесенного лака, которое излучает ультрафиолетовое излучение исключительно в течение времени, когда сопловая головка осуществляет напыление материала для печати маски.
13. Способ по п.1, отличающийся тем, что используют черную маску для лампы ультрафиолетового излучения и/или экран лампы для предотвращения отражений.
14. Способ по п.1, отличающийся тем, что используют световой фильтр для лампы ультрафиолетового излучения, который не пропускает свет с короткой длиной волны, причем край полосы поглощения выбран таким образом, что проходящий свет полностью поглощается материалом прессованного листа (5) или бесконечной ленты.
15. Способ по п.1, отличающийся тем, что прессованные листы (5) или бесконечные ленты обрабатывают в горизонтальном или вертикальном положении.
16. Способ по одному из пп.1 или 15, отличающийся тем, что прессованный лист (5) присасывают вакуумом.
17. Способ по п.1, отличающийся тем, что прессованные листы (5) или бесконечные ленты подвергают предварительной обработке.
18. Способ по п.17, отличающийся тем, что для предварительной обработки осуществляют механическую очистку и чистку изопропанолом, этанолом или спиртом, и/или обработку праймером, например, органическим соединением силила.
19. Способ по п.1 или 18, отличающийся тем, что поверхность прессованных листов (5) или бесконечных лент перед нанесением маски подвергают травлению.
20. Способ по п.1, отличающийся тем, что прессованный лист подвергают химической предварительной обработке, посредством которой получают матовую поверхность во избежание отражения световых лучей.
21. Способ по п.1, отличающийся тем, что для химического структурирования поверхности используют технику травления.
22. Способ по п.21, отличающийся тем, что после завершения процесса травления маску удаляют с помощью растворителя.
23. Способ по п.22, отличающийся тем, что удаление маски поддерживают с помощью ультразвука.
24. Способ по одному из пп.1 или 17, отличающийся тем, что прессованные листы (5) или бесконечные ленты для последующей обработки снабжают покрытием.
25. Способ по п.24, отличающийся тем, что прессованные листы (5) или бесконечные ленты для последующей обработки хромируют по всей поверхности, предпочтительно осуществляют твердое хромирование, или покрывают слоем алмазного углерода или боридом титана.
26. Устройство для нанесения и отверждения располагаемой на металлическом прессованном листе (5) или бесконечной ленте маски (20), содержащее рабочий стол (2) с ровной поверхностью, блок (13) управления, распылительную головку (14), направляющие (9, 10) салазок для перемещения распылительной головки (14) в любую позицию внутри образованной координатами X и Y плоскости, а также независимые приводные элементы (11, 12, 15) для перемещения в эту позицию, причем распылительная головка (14) содержит одну сопловую головку для нанесения отверждаемого под воздействием ультрафиолетового излучения УФ-лака, а сопловая головка снабжена источником ультрафиолетового излучения, причем сопловая головка проходит на расстоянии от 0,1 до 4 мм от поверхности прессованных листов (5) или бесконечных лент.
27. Устройство по п.26, отличающееся тем, что сопловая головка содержит несколько сопел, расположенных в виде матрицы и выполненных с возможностью управления каждым по отдельности.
28. Устройство по п.26 или 27, отличающееся тем, что сопловая головка проходит на расстоянии предпочтительно 0,8 мм от поверхности прессованных листов (5) или бесконечных лент, причем направление в случае необходимости поддерживается автоматическим нивелирующим устройством.
29. Устройство по п.26 или 27, отличающееся тем, что сопловая головка создает наносимую маску (20) в течение нескольких отдельных рабочих операций.
30. Устройство по п.26 или 27, отличающееся тем, что сопловая головка выполнена с возможностью перемещения в направлении Z относительно рабочей поверхности, проходящей через направление X и У.
31. Устройство по одному из пп.26 или 27, отличающееся тем, что сопла сопловой головки расположены рядом друг с другом в направлении X и У, и сопловая головка выполнена с возможностью перемещения в направлении осей X и У, причем сопла функционально объединены в группы, каждая из которых содержит по меньшей мере два сопла, и причем сопла и/или прессованные листы (5) или бесконечные ленты после обработки в направлении оси У перемещаются в новую позицию к оси X, и ширина шага перемещения в направлении оси X соответствует ширине сопловой матрицы за вычетом или с добавлением расстояния до соседних сопел матрицы (20) с делением на количество групповых рядов.
32. Устройство по п.26 или 27, отличающееся тем, что сопловая головка содержит экранирование, которое препятствует отверждению не полностью нанесенной маски (20) или отдельных точек структуры маски во время обработки.
33. Устройство по п.26, отличающееся тем, что опорное устройство (2) выровнено по меньшей мере приблизительно в горизонтальном или вертикальном положении.
34. Устройство по п.26, отличающееся тем, что опорное устройство (2) содержит ровную поверхность (3), которая распределена на множество частичных поверхностей, и внутри частичных поверхностей расположены присасывающие отверстия (6) для присасывающего вакуумного устройства.
35. Устройство по п.26, отличающееся тем, что в качестве источника ультрафиолетового излучения предусмотрена ртутная лампа, ксеноновая лампа или мощные ультрафиолетовые светодиоды, лазерные диоды или лазер.
36. Устройство по п.26, отличающееся тем, что в качестве источника ультрафиолетового излучения предусмотрен импульсный лазер, который излучает свет только в том случае, если печатная головка производит напыление материала для печати маски.
37. Устройство по п.26 или 27, отличающееся тем, что в нем предусмотрены черная маска и/или экран лампы для экранирования печатной головки, которые предотвращают доступ нежелательных отражений света к печатной головке.
38. Устройство по п.26 или 27, отличающееся тем, что источник ультрафиолетового излучения или ультрафиолетовая лампа выполнены с возможностью следования за печатной головкой на определенном расстоянии или перемещения навстречу ей, причем источник ультрафиолетового излучения или ультрафиолетовая лампа отключаются вблизи печатной головки при встречи печатной головки и источника света.
| US 5495803 А, 05.03.1996 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Экономайзер | 0 |
|
SU94A1 |
| US 5460687 A, 24.10.1995 | |||
| Способ изготовления шаблона | 1982 |
|
SU1064352A1 |

