Изобретение относится к устройству для запечатывания кромочных лент, содержащему, по меньшей мере, одну печатающую головку для создания отпечатка на профильном теле, линейный привод для движения, по меньшей мере, одной печатающей головки в направлении печати в пределах зоны печати между двумя конечными положениями, подающее устройство для подачи профильного тела в зону печати в направлении транспортировки и управляющее устройство для управления, по меньшей мере, одной печатающей головкой, линейным приводом и подающим устройством. Изобретение относится также к соответствующему способу запечатывания кромочных лент.
Кромочные ленты или, вообще, профильные тела все шире используются в промышленном производстве мебельных или кухонных панелей. Поскольку машинная обработка может осуществляться все точнее, также к самим кромочным лентам предъявляются повышенные требования не только в отношении технологических, но и также в отношении оптических свойств.
Из DE 102015118055 А1 известен способ изготовления кромочной ленты путем соэкструзии таким образом, что, помимо основной части, уже образуется также основа, которая в результате дальнейшего процесса печати снабжается окончательным декором. Печатающее устройство интегрировано в поточный процесс изготовления и содержит несколько печатающих головок, например до десяти, для разных красок. Поскольку печатающие головки расположены стационарно, а запечатываемая кромочная лента непрерывно движется под ними, также процесс печати осуществляется непрерывно.
Из DE 102008010738 А1 известен процесс изготовления, в котором на изготовленной путем экструзии заготовке сначала на первом этапе печатается основа для декора, чтобы затем завершить его посредством цифровой печати.
Поскольку печатные краски наносятся последовательно за один проход запечатываемой кромочной ленты, эта технология называется также однопроходной печатью.
Из JP 2009292128 А известно устройство с печатающим и воздуходувным блоками для запечатывания бумаги, мелованной бумаги, пленок и т.п., причем в процессе печати подложка посредством разрежения фиксируется на печатной пластине. Вслед за этим воздуходувный блок высушивает нанесенную краску.
В US 2014/0340442 А1 раскрыто устройство для запечатывания изготовленной в виде рулонного материала бумаги, содержащее транспортирующее устройство, опорный блок, всасывающее устройство, записывающий блок, блок нагрева и устройство управления, причем блок управления управляет всасывающим устройством таким образом, что запечатываемая бумага во время запечатывания записывающим блоком удерживается на опорном блоке посредством всасывающего усилия.
В US 2013/0258014 А1 раскрыто устройство для запечатывания подложек на бумажной или пленочной основе, содержащее транспортирующий блок, который периодически направляет запечатываемую подложку вдоль пути транспортировки к несущему блоку, на котором подложка во время запечатывания, осуществляемого записывающим блоком, удерживается в нужном положении посредством всасывающего блока.
Эти процессы изготовления могут осуществляться на однопроходных установках для кромочных лент или, вообще, профильных тел шириной до 700 мм, причем изготавливаются на выбор соответственно одна кромочная лента или несколько разделяемых затем кромочных лент или, вообще, профильных тел. Однако при использовании таких однопроходных установок возникают различные проблемы.
Для каждой из наносимых красок по ширине запечатываемых профильных тел необходимы несколько стационарных печатающих головок. Из-за их стационарного расположения во время печати образуется туман, который может ухудшить ее качество. При этом статический заряд кромочной ленты или запечатываемых профильных тел усиливает этот эффект, в результате чего образующийся туман остается над кромочной лентой. Поэтому необходимы дополнительные меры, такие как создание дополнительного воздушного потока. Также необходимы дополнительные отсасывающие устройства сразу после нанесения каждой отдельной краски непосредственно за соответствующей печатающей головкой над запечатываемой кромочной лентой. К тому же туман при определенных обстоятельствах приводит к тому, что на поверхностях печатающего устройства осаждаются капли, которые затем падают на запечатываемую подложку и, тем самым, повреждают ее.
Поскольку разные краски из-за пространственного расстояния между отдельными печатающими головками наносятся последовательно со смещением по времени, требуется фиксировать соответствующие красочные слои перед запечатыванием следующей печатающей головкой. Для этого между печатающими головками предусмотрены светодиоды, так называемые пиннинги (фиксирующие светодиоды), или источники УФ-света, излучение которых, по меньшей мере, частично отверждает соответственно свеженанесенные чернильные капли на кромочной ленте после каждого красочного слоя. Поскольку светодиоды или источники УФ-света расположены близко к соседним печатающим головкам, возникают взаимодействия и, тем самым, нарушения процесса печати. Поэтому так называемое рассеянное излучение светодиодов или источников УФ-света негативно влияет на пригодность непосредственно позиционированных печатающих головок к эксплуатации таким образом, что их форсунки засоряются за счет непреднамеренного отверждения чернил. Поэтому технически необходимы дорогостоящие экраны для излучения между отдельными печатающими головками и соответствующими экранами.
Если кромочные ленты изготавливаются, например, посредством структурированного каландрового вала с пористой структурой, которая должна совпадать с декором, так называемая синхронная пора, то тогда требуется очень точная синхронизация отпечатка с поверхностной структурой. За счет непрерывно проходящей под печатающими головками кромочной ленты возникают высокие требования к процессу синхронизации.
Другой недостаток заключается в стационарном расположении печатающих головок, которые лишь ограниченно доступны и потому при обслуживании и замене вызывают значительные технические затраты. Наконец также расходы на запечатывающую установку представляют собой недостаток, т.к. не могут использоваться никакие промышленные стандартные печатающие устройства, работающие по многопроходной технологии.
Поэтому в основе изобретения лежит задача технически и экономически улучшить запечатывание профильных тел, в частности кромочных лент.
Поставленная задача решается, согласно изобретению, посредством применения устройства для запечатывания кромочных лент, и, тем самым, для создания декора на профильном теле, содержащего, по меньшей мере, одну печатающую головку для создания отпечатка на профильном теле, линейный привод для движения, по меньшей мере, одной печатающей головки в направлении печати в пределах зоны печати между двумя конечными положениями, подающее устройство для подачи профильного тела в зону печати в направлении транспортировки и управляющее устройство для управления, по меньшей мере, одной печатающей головкой, линейным приводом и подающим устройством, которое отличается тем, что направление транспортировки профильного тела ориентировано, в основном, параллельно направлению печати.
Поставленная задача решается также посредством способа запечатывания кромочных лент, при котором с помощью, по меньшей мере, одной печатающей головки на профильном теле создается отпечаток, по меньшей мере, одна печатающая головка движется в направлении печати в пределах зоны печати между двум конечными положениями, профильное тело подается в зону печати в направлении транспортировки, и кромочная лента транспортируется, в основном, параллельно направлению печати.
Изобретение относится, в частности, к запечатыванию кромочных лент, однако применимо также вообще к профильным телам. Под профильными телами понимаются такие, которые используются при производстве мебели, в интерьере и при внутренней отделке. Ими могут быть также окантовки, в частности, в кухнях, плинтусах, переходных рейках или ламелях жалюзи или штор. При этом запечатываемые профильные тела или кромочные ленты могут состоять из термопластов, предпочтительно АБС, ПВХ, ПП, ПЭ, ПЭТ и т.п. В одном особом варианте возможны также материалы из бумаги и комбинаций бумага/пластик.
Если изобретение описано ниже на примере кромочных лент, то это не следует понимать как ограничение.
Выражение «в основном, параллельно» означает, что, в принципе, направления транспортировки и печати совпадают, однако при движении, по меньшей мере, одной печатающей головки могут возникнуть отклонения от параллельности.
Согласно изобретению, было поэтому обнаружено, что эффективность запечатывания кромочной ленты повышается тогда, когда используется весь ход возвратно-поступательного движения, по меньшей мере, одной печатающей головки промышленных многопроходных цифропечатающих устройств без ограничения каждого отдельного возвратно-поступательного движения, по меньшей мере, одной печатающей головки шириной подаваемой кромочной ленты. Таким образом, для цифровой печати используется весь ход, по меньшей мере, одной печатающей головки.
Поскольку весь ход промышленного многопроходного цифропечатающего устройства лежит в диапазоне до 5200 мм, предпочтительно 2600 мм, по меньшей мере, одна печатающая головка перемещается на достаточно длинное расстояние, так что образующийся туман не может скапливаться в зоне движущейся печатающей головки.
Кроме того, использование описанного печатающего устройства с подвижной печатающей головкой для многопроходной печати имеет то преимущество, что, по меньшей мере, одна печатающая головка легко доступна в своем исходном положении и, тем самым, облегчается ее обслуживание. К тому же возникает преимущество в издержках, поскольку используется промышленное печатающее устройство, а не специальная конструкция.
В принципе, можно наложить движение кромочной ленты в направлении транспортировки на движение, по меньшей мере, одной печатающей головки в направлении печати и, тем самым, оптимизировать запечатывание. Однако предпочтительно, если управляющее устройство выполнено с возможностью подачи кромочной ленты посредством подающего устройства в тактовом режиме в зону печати, ее позиционирования там, движения, по меньшей мере, одной печатающей головки посредством линейного привода и управления ею для процесса печати с целью запечатывания кромочной ленты. По меньшей мере, одна печатающая головка движется, в частности, после того, как будет позиционирована кромочная лента. Точно так же возможно линейное движение, по меньшей мере, одной печатающей головки одновременно с транспортировкой кромочной ленты.
При этом соответствующий способ может быть осуществлен за счет подачи кромочной ленты в тактовом режиме в зону печати и позиционирования там, движения, по меньшей мере, одна печатающей головки и управления ею для процесса печати с целью запечатывания кромочной ленты.
При этом выражение «выполнено с возможностью» следует понимать так, что управляющее устройство содержит все необходимые для управления, по меньшей мере, одной печатающей головкой, линейным приводом и подающим устройством электронные микрочипы, запоминающие устройства и преобразователи, чтобы принимать измерительные сигналы, такие как позиционные сигналы, а также параметры печати и формировать управляющие сигналы. Следовательно, управляющее устройство может состоять из нескольких компонентов, расположенных в одном месте или в разных местах устройства.
Далее термин «позиционирование» означает расположение кромочной ленты точно относительно устройства и ее фиксацию, например, на период времени процесса печати.
Таким образом, кромочная лента удерживается в состоянии покоя, в то время как происходит процесс многопроходной печати. По окончании процесса печати кромочная лента продвигается подающим устройством дальше на заданный отрезок и снова позиционируется, чтобы продолжить ее непрерывное запечатывание.
Предпочтительным образом интегрирована функция всасывающего стола для позиционирования кромочной ленты, по меньшей мере, на отдельных участках в зоне печати. За счет этого при достижении заданного положения кромочная лента еще лучше фиксируется во время следующего процесса печати.
Использование подающего устройства при позиционировании кромочной ленты, т.е. ее фиксации в процессе печати, приводит к тому, что во время печати синхронной поры, т.е. создания отпечатка синхронно с уже выполненной в кромочной ленте поверхностной структурой, повышается точность. Это значит, что перемещение, по меньшей мере, одной печатающей головки относительно неподвижной кромочной ленты может быть настроено намного точнее, чем у однопроходного печатающего устройства с неподвижными печатающими головками и движущейся кромочной лентой, чем достигается улучшенное синхронное совпадение с поверхностной структурой.
Другим предпочтительным образом описанное устройство отличается тем, что, по меньшей мере, с одной стороны, предпочтительно с обеих сторон, по меньшей мере, одной печатающей головки в направлении печати расположен, по меньшей мере, один источник отверждения, преимущественно источник излучения, в частности светодиод и/или источник УФ-света, или преимущественно источник теплого воздуха для отверждения печатной краски.
Следовательно, способ может быть дополнен предпочтительно тем, что печатная краска в процессе печати в направлении печати отверждается после нанесения, в частности посредством светодиода или УФ-света.
При использовании водно-пигментированных чернил фиксация их капелек может быть достигнута также за счет нагрева кромочной ленты или профильного тела. Запечатываемая кромочная лента или запечатываемое профильное тело располагает тогда способной к впитыванию чернил поверхностной геометрией, например бумажной поверхностью или предварительно обработанной посредством плазменной обработки профильной поверхностью. При этом используются, например, нагретые направляющие зоны или транспортирующие валики, которые нагревают запечатываемую подложку, чтобы целенаправленно способствовать сушке и осуществлять ее с возможностью регулирования.
Отверждение нанесенной печатной краски имеет то преимущество, что уже состоящий из нескольких, например четырех, цветов (CMYK) отпечаток фиксируется и не растекается или растекается лишь в небольшой степени перед нанесением, по меньшей мере, одной дополнительной краски, т.е. по двунаправленной многопроходной технологии. Кроме того, благодаря временному интервалу между отверждением и нанесением, по меньшей мере, одной дополнительной краски не происходит взаимного влияния излучения и печатающей головки.
После отверждения всего отпечатка его можно еще покрыть защитным слоем, например путем нанесения лака.
Поставленная задача решается также посредством устройства, у которого, по меньшей мере, с одной стороны, по меньшей мере, одной печатающей головки расположен деионизатор, в частности в виде деионизирующего стержня или деионизирующей воздуходувки. В соответствующем способе выполняется этап, на котором кромочная лента деионизируется в направлении печати перед нанесением краски. За счет этого при каждом ходе в процессе печати запечатываемая кромочная лента деионизируется. Деионизирующий стержень или деионизирующая воздуходувка расположен/расположена на расстоянии от кромочной ленты, не касаясь ее, и известным образом наносит ионы на поверхность. Таким образом, происходит деионизация вне зоны печати в направлении печати перед, по меньшей мере, одной печатающей головкой.
Описанное печатающее устройство может использоваться в различных устройствах. Во-первых, устройство может использоваться в поточном процессе изготовления вслед за экструзией или соэкструзией для получения кромочной ленты, каландровом устройстве для выдавливания поверхностных структур и, при необходимости, нанесения одного или нескольких красочных структур для образования основы для декора. В этом случае непрерывное пополнение материалом кромочной ленты должно происходить за счет осуществляющего его промежуточное накопление буферного устройства, например компенсирующего валика, чтобы можно было реализовать тактовую подачу внутри печатающего устройства.
То же устройство может использоваться в непрерывном процессе размотки предварительно изготовленного и хранящегося в рулоне материала кромочной ленты. Также в этом случае необходимо промежуточное накопление.
Во-вторых, печатающее устройство может использоваться в устройстве с тактовой размоткой материала кромочной ленты с рулона, причем тогда нет необходимости в промежуточном накоплении между рулоном и печатающим устройством, а тактирование размотки и ввода в зону печати можно синхронизировать.
С помощью заявленных способа и устройства можно, как описано, создавать цветные отпечатки, напечатанные на уже структурированных кромочных лентах или профильных телах. Однако описанное печатающее устройство может использоваться даже для создания поверхностной структуры. Для этого, предпочтительно на несколько ходов, с помощью одноцветных, в частности белых, чернил создается поверхностная 3D-структура, которая затем за дополнительные ходы того же печатающего устройства или дополнительного печатающего устройства подвергается цветному декорированию. Поэтому такой вид создания структуры также можно понимать как 3D-печать.
Описанный способ может быть дополнен тем, что запечатанная декором кромочная лента или соответствующее профильное тело, в частности непосредственно за тот же процесс, дополнительно отделывается за счет, по меньшей мере, одного последующего лакирования. Оно может осуществляться также позднее, в частности после намотки.
Изобретение поясняется ниже на примерах его осуществления со ссылкой на чертежи, на которых представлено следующее:
фиг. 1: схематичный вид спереди заявленного устройства;
фиг. 2: увеличенный схематичный вид сбоку печатающей головки;
фиг. 3: схематичный вид сверху компоновки печатающих головок.
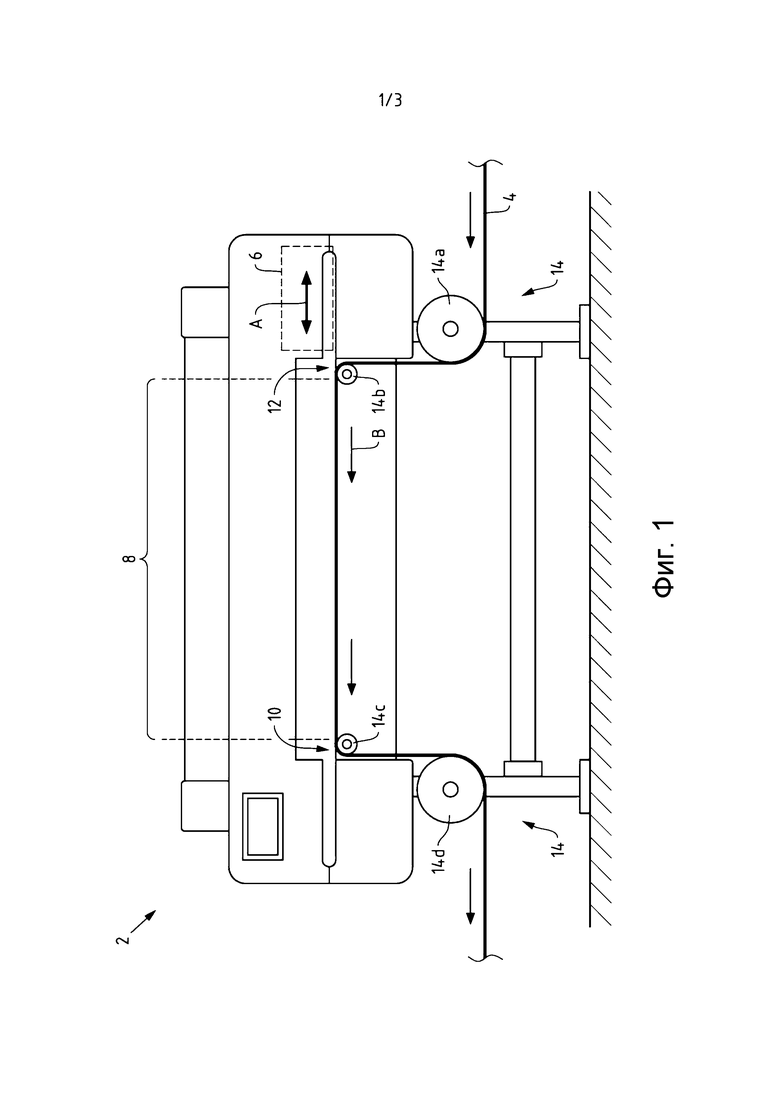
Изображенное на фиг. 1 устройство 2 для запечатывания кромочных лент 4 содержит печатающую головку 6 для создания отпечатка на кромочной ленте 4. Изображенное печатающее устройство 2 может состоять из промышленной цифропечатающей машины со струйной печатающей головкой, которая при виде сбоку на фиг. 1 может двигаться справа налево и слева направо.
Печатающая головка 6 подходит для многопроходной печати, причем наносятся одновременно все четыре цвета (CMYK) цветовой модели. Для четырех цветов (CMYK) необходим, тем самым, по меньшей мере, один ход, т.е. одно полное возвратно-поступательное движение блока печатающей головки.
Для повышения разрешения отпечатка также можно создать его целенаправленно за счет, по меньшей мере, одного полного возвратно-поступательного движения блока печатающей головки, т.е. за счет двух ходов. Этот вид создания отпечатка называется в технике «режимом двунаправленной печати».
Опционально можно дополнить обычно используемое число названных четырех чернил CMYK, т.е. Cyan, Magenta, Yellow, Black (голубые, пурпурные, желтые, черные), дополнительными цветами, например светлыми цветами. Возможны также зеленый, синий, красный или оранжевый цвета или смешанные цвета, такие как бежевый, светло-коричневый, средне-серый. Поэтому изобретение не ограничено использованием четырех цветов CMYK. Опционально возможно использование многих других цветов. За счет этого изображаемое цветовое пространство может отвечать требованиям цветового оформления. Для использования других цветов блоки печатающих головок печатающего устройства могут быть дополнены другими печатающими головками, или используются отдельные блоки печатающих головок.
Печатающее устройство содержит линейный привод для движения печатающей головки 6 в направлении А печати в пределах зоны 8 печати между двумя конечными положениями 10, 12. Линейный привод обеспечивает очень точное движение печатающей головки 6 и создание детализированного отпечатка, при необходимости, синхронизированного с поверхностной структурой.
Далее предусмотрено подающее устройство 14 для подачи кромочной ленты 4 в зону 8 печати в направлении В транспортировки, причем в данном примере предусмотрены четыре транспортных ролика 14а-14d, приводимых во вращение, по меньшей мере, частично приводным блоком (не показан). Далее предусмотрено управляющее устройство (не показано) для управления печатающей головкой 6, линейным приводом и подающим устройством 14.
Согласно изобретению, устройство выполнено таким образом, что направление В транспортировки кромочной ленты ориентировано, в основном, параллельно направлению А печати. На фиг. 1 оба направления обозначены параллельными стрелками, причем «в основном, параллельно» означает, что при отдельных движениях могут возникать небольшие отклонения от параллельности, однако, в принципе, направления транспортировки и печати совпадают.
Управляющее устройство выполнено с возможностью подачи кромочной ленты 4 посредством подающего устройства 14 в тактовом режиме в зону 8 печати, ее позиционирования там, движения печатающей головки 6 посредством линейного привода и управления ею для процесса печати с целью запечатывания кромочной ленты 4, когда она позиционирована в зоне печати.
На фиг. 2 печатающая головка 6 изображена в схематичном виде сбоку при расположении над кромочной лентой 4. Стрелкой А обозначено направление печати справа налево. Относительное движение между печатающей головкой 6 и кромочной лентой 4 видно по пространственному распределению чернильных капель 16.
С обеих сторон печатающей головки 6 расположены щитки 18 и источники 20 излучения, которые в этом примере выполнены в виде источников УФ-излучения и своим излучением отверждают нанесенные на кромочную ленту 4 чернильные капли 16. При этом щитки 18 экранируют зону под печатающей головкой 6, так что чернильные капли 16 затвердевают только после нанесения на кромочную ленту 4.
С обеих сторон источников 20 излучения расположены деионизирующие стержни 22, на направленных к кромочной ленте 4 концах которых выходят ионы или ионные пучки, вызывающие деионизацию кромочной ленты 4. Поскольку деионизация происходит до запечатывания печатающей головкой 6, в направлении А печати активен левый деионизирующий стержень 22, тогда как вслед за процессом печати активен правый источник 20 излучения.
На фиг. 3 изображен вид сверху на компоновку нескольких печатающих головок 6.1-6.5, расположенных в два ряда со смещением по отношению друг к другу и с наложением друг на друга в направлении А печати. Внутри каждой из печатающих головок 6.1-6.5 изображены линии, которые слева направо обозначены буквами Y, M, C, K для четырех основных цветов печати CMYK: Cyan, Magenta, Yellow, Black (Key) (голубой, пурпурный, желтый, черный). При перемещении печатающих головок 6.1-6.5 вдоль кромочной ленты 4 можно, тем самым, создать замкнутый отпечаток.


Группа изобретений относится к применению устройства и способу запечатывания профильных тел. Применение устройства для запечатывания профильных тел, в частности кромочных лент, заключается в том, что направление (В) транспортировки профильного тела ориентировано, в основном, параллельно направлению (А) печати. При этом устройство для запечатывания профильных тел содержит печатающую головку для создания отпечатка на профильном теле, линейный привод для движения печатающей головки в направлении (А) печати в пределах зоны печати между двумя конечными положениями, подающее устройство для подачи профильного тела в зону печати в направлении (В) транспортировки и управляющее устройство для управления печатающей головкой, линейным приводом и подающим устройством. Повышается точность запечатывания профильных тел. 2 н. и 10 з.п. ф-лы, 3 ил.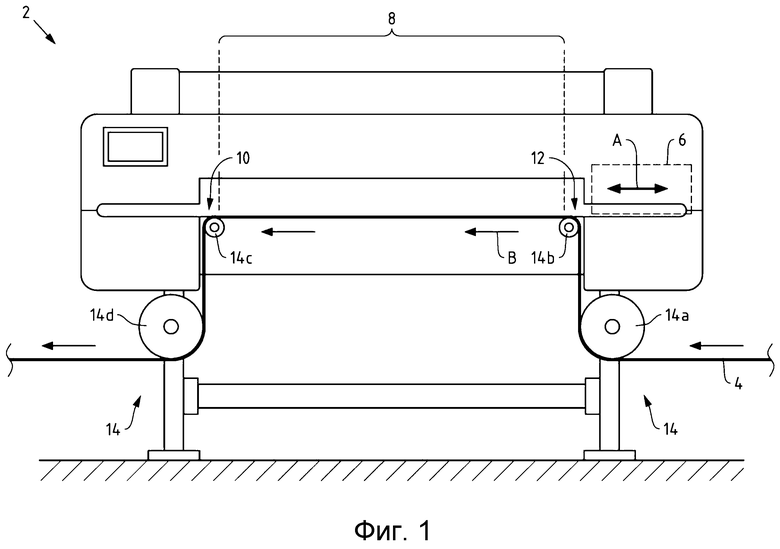
1. Применение устройства для запечатывания профильных тел, в частности кромочных лент (4), содержащего, по меньшей мере, одну печатающую головку (6) для создания отпечатка на профильном теле (4), линейный привод для движения, по меньшей мере, одной печатающей головки (6) в направлении (А) печати в пределах зоны (8) печати между двумя конечными положениями (10, 12), подающее устройство (14) для подачи профильного тела (4) в зону (8) печати в направлении (В) транспортировки и управляющее устройство для управления, по меньшей мере, одной печатающей головкой (6), линейным приводом и подающим устройством (14), причем направление (В) транспортировки профильного тела ориентировано, в основном, параллельно направлению (А) печати.
2. Применение устройства по п. 1, отличающееся тем, что управляющее устройство выполнено с возможностью подачи профильного тела (4) посредством подающего устройства (14) в тактовом режиме в зону (8) печати и его позиционирования там, при этом управляющее устройство выполнено с возможностью движения, по меньшей мере, одной печатающей головки (6) посредством линейного привода и управления ею для процесса печати с целью запечатывания профильного тела (4).
3. Применение устройства по п. 1 или 2, отличающееся тем, что интегрирована функция всасывающего стола для позиционирования профильного тела (4), по меньшей мере, на отдельных участках в зоне (8) печати.
4. Применение устройства по любому из пп. 1-3, отличающееся тем, что, по меньшей мере, с одной стороны, предпочтительно с обеих сторон, по меньшей мере, одной печатающей головки (6) в направлении печати расположен, по меньшей мере, один источник отверждения, преимущественно источник (20) излучения, в частности светодиод и/или источник УФ-света, или преимущественно источник теплого воздуха для отверждения печатной краски.
5. Применение устройства по любому из пп. 1-4, отличающееся тем, что, по меньшей мере, с одной стороны, по меньшей мере, одной печатающей головки (6) расположен деионизатор, в частности в виде деионизирующего стержня или деионизирующей воздуходувки.
6. Способ запечатывания профильных тел, в частности кромочных лент, при котором с помощью, по меньшей мере, одной печатающей головки на профильном теле создают отпечаток, по меньшей мере, одну печатающую головку перемещают в направлении печати в пределах зоны печати между двумя конечными положениями и профильное тело подают в зону печати в направлении транспортировки, проходящем, в основном, параллельно направлению печати.
7. Способ по п. 6, при котором профильное тело в тактовом режиме подают в зону печати, позиционируют там, перемещают, по меньшей мере, одну печатающую головку и управляют ею для процесса печати с целью запечатывания кромочной ленты.
8. Способ по п. 6 или 7, при котором профильное тело подают между двумя процессами печати и позиционируют новый участок профильного тела.
9. Способ по любому из пп. 6-8, при котором, по меньшей мере, одну печатающую головку возвратно-поступательно перемещают для процесса печати между конечными положениями или перемещают от одного конечного положения к другому конечному положению.
10. Способ по любому из пп. 6-9, при котором печатную краску в процессе печати в направлении печати отверждают после нанесения, в частности посредством УФ-света.
11. Способ по любому из пп. 6-10, при котором профильное тело в направлении печати деионизируют перед нанесением.
12. Способ по любому из пп. 6-11, при котором профильное тело промежуточно накапливают посредством компенсирующего устройства со стороны входа и/или с помощью компенсирующего устройства со стороны выхода.
| JP 2009292128 A, 17.12.2009 | |||
| US 9073353 B2, 07.07.2015 | |||
| US 9096081 B2, 04.08.2015 | |||
| ПЕЧАТНЫЙ АППАРАТ РОТАЦИОННОЙ ПЕЧАТНОЙ МАШИНЫ | 1991 |
|
RU2033333C1 |

