ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится главным образом к способу и устройству для изготовления безбумажной гипсоволокнистой плиты с повышенной ударопрочностью. Более конкретно, настоящее изобретение относится к способу и устройству для изготовления гипсоволокнистой плиты, включающей армирующую сетку, внедренную в плиту.
УРОВЕНЬ ТЕХНИКИ
Традиционную гипсовую стеновую плиту или панель обычно производят из суспензии строительного гипса, причем влажная суспензия полугидрата сульфата кальция, который обычно называют кальцинированный гипс, расположена между двумя слоями бумаги; данной суспензии дают самопроизвольно затвердеть. Затвердевший гипс представляет собой твердый и жесткий продукт, полученный при реакции кальцинированного гипса с водой с образованием дигидрата сульфата кальция. Гипс представляет собой сульфат кальция в стабильной дигидратной форме, CaSO4·2H2O, и включает встречающийся в природе минерал, полученный синтетически минерал и дигидратный материал, образованный в результате гидратации кальцинированного гипса. Кальцинированный гипс представляет собой либо полугидрат сульфата кальция (CaSO4·½H2O), либо ангидрит сульфата кальция (CaSO4). Когда дигидрат сульфата кальция нагревают в достаточной степени в процессе, называемом кальцинированием, вытесняется гидратная вода и может образоваться либо полугидрат сульфата кальция, либо ангидрит сульфата кальция, в зависимости от температуры и продолжительности воздействия. Когда дигидрат нагревают в достаточной степени в насыщенной паром среде, дигидрат разлагается, и из раствора выпадает полугидратная форма в виде правильных кристаллов. Когда к кальцинированному гипсу добавляют воду, для того чтобы вызвать затвердевание гипса, по существу, кальцинированный гипс реагирует с водой и снова образуется гипс.
Покрытая бумагой стеновая панель является широко распространенным строительным материалом. Однако для некоторых строительных применений было бы полезно предоставить гипсовую панель, для которой прочность и другие свойства не зависят от поверхностных листов бумаги. Некоторые примеры армированных волокнами гипсовых панелей уровня техники представлены ниже.
В патенте США №5320677, который включен сюда во всей полноте путем ссылки, описан композиционный продукт и способ изготовления данного продукта, в котором разбавленную суспензию частиц гипса и целлюлозных волокон нагревают под давлением для превращения гипса в альфа-форму полугидрата сульфата кальция. На поверхности целлюлозных волокон имеются поры или пустоты, и кристаллы альфа-формы полугидрата образуются внутри, на и вокруг пустот и пор целлюлозных волокон. Затем нагретую суспензию обезвоживают для получения ковра, предпочтительно, с применением оборудования, аналогичного оборудованию для изготовления бумаги, и до того как суспензия охладится в достаточной степени для повторной гидратации полугидрата в гипс, ковер прессуют в плиту требуемой формы. Прессованный ковер охлаждают, и полугидрат повторно гидратируется в гипс для получения не изменяющей размеры, прочной и пригодной для применения строительной плиты.
В патенте США №6197235, который включен сюда во всей полноте путем ссылки, описан способ текстурирования гипсоволокнистых панелей и изготовления панелей с текстурированной поверхностью, краевыми сужениями и покрытых глубоким узором панелей облицовочного типа, включающий применение гибкого штампа с текстурированной поверхностью. Штампом надавливают на панель, находящуюся в суспензионном состоянии, сразу после начала экзотермической реакции повторной гидратации. Во время прессования штампом для образования текстурированного ковра происходит частичная гидратация и затвердевание. Контакт между штампом и ковром прекращают в точке на температурной кривой повторной гидратации, находящейся приблизительно на половине подъема до наивысшей температуры повторной гидратации, или ниже данной точки.
В патенте США №6605186, который включен сюда во всей полноте путем ссылки, описан напорный бак для применения в способе водного отлива для производства гипсоволокнистой плиты, включающий корпус и два вращающихся горизонтальных распределительных ролика. Корпус имеет искривленные секции, форма которых соответствует внешней цилиндрической поверхности распределительных роликов. Соответственно, каждая искривленная секция расположена вблизи от части внешней цилиндрической поверхности обоих распределительных роликов.
Для улучшения свойств применяли внедрение холста в панельные изделия. В патенте США №6508895, который включен сюда во всей полноте путем ссылки, описана гипсоволокнистая плита, обладающая повышенной ударостойкостью, полученная смешиванием определенных количеств волокон, кальцинированного гипса и воды для образования смеси; внедрением армирующей сетки в слой смеси над верхней поверхностью формующей ленты; и формованием плиты, состоящей из связанных волокон и гипса с сеткой, внедренной в поверхность плиты.
В предыдущих попытках применяли внедрение холста на выходе напорного бака. Подача холста на выходе напорного бака ограничивает регулирование внедрения, вызывает проблемы наращивания параметров в оборудовании для внедрения холста и оказывает вредное воздействие на свойства формования в формовочном бассейне. В данном способе холст подают над напорным баком, вниз в бассейн, а затем под стержень, который способствует размещению холста на требуемой глубине.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание способа и устройства для изготовления безбумажной гипсовой плиты, армированной сеткой и волокнами.
Другой задачей настоящего изобретения является получение безбумажной гипсоволокнистой плиты, включающей сетку, внедренную в заднюю сторону для обеспечения повышенной ударопрочности, что определено испытаниями на ударопрочность мягкого тела, согласно методике ASTM E695, и на ударопрочность твердого тела, согласно методике USG, что задокументировано в независимых протоколах HPWLI №7122 и HPWLI №7811-02. Копии информации, содержащейся в указанных протоколах независимых испытаний, проведенных третьей стороной, можно получить через USG Corporation, Чикаго, Иллинойс.
Применяемый здесь термин "безбумажная" гипсоволокнистая плита предназначен для проведения различия между армированными волокнами гипсовыми панелями, к которым относится настоящее изобретение, и традиционными гипсовыми панелями уровня техники, которые называют "стеновая плита" или "стена сухой кладки", которые имеют по меньшей мере одну поверхность, включающую бумагу, включая "стеновую плиту" или "стену сухой кладки", имеющие некоторые формы армирования волокнами во внутреннем слое.
В настоящем изобретении предложен способ изготовления безбумажной гипсоволокнистой плиты, включающий образование смеси (обычно суспензии), включающей определенные количества частиц основы из армирующего материала, кальцинированный гипс (кристаллы альфа-формы полугидрата сульфата кальция), воду и сетку. (В качестве альтернативы, если требуется, данный способ можно осуществлять с применением бета-формы сульфата кальция или смесей альфа-формы сульфата кальция и бета-формы сульфата кальция.) Смесь и армирующую сетку подают в зону формования панели над верхней поверхностью пористой формующей ткани или "проволочной сетки", похожей на те, что применяют в мокром отливе длинносеточного типа, для формования ковра панели. В частности, сетку подают под напорным баком в формовочный бассейн, когда смесь кальцинированной суспензии поступает из напорного бака в формовочный бассейн. Формующая ткань обычно представляет собой бесконечную ленту, сплетенную из пластмассы или металла. Обычные пластмассы включают сложный полиэфир или нейлон и т.д. Обычные металлы включают металлические материалы, такие как латунь, бронза или сталь. Формующая проволочная сетка представляет собой подкласс формующей ткани, и обычно ее изготавливают из металлического материала.
Однако при перемещении в формовочный бассейн сетка проходит над поперечным элементом, который простирается поперек (перпендикулярно) направления движения сетки и расположен над частью формующей ткани. Выходная часть поперечного элемента расположена под выходной частью напорного бака или на выходе напорного бака. Армирующая сетка проходит над поперечным элементом в формовочный бассейн для внедрения армирующей сетки в суспензионную смесь в формовочном бассейне. Затем из суспензионной смеси удаляют воду для получения ковра панели с сеткой, внедренной в ковер панели. Когда ковер панели, включающий внедренную сетку, прессуют, кальцинированный гипс в прессованном ковре панели повторно гидратируется, образуя плиту, включающую связанные частицы основы и гипс вместе с сеткой, внедренной в плиту; плиту высушивают для получения конечной плиты с сеткой, внедренной в конечную плиту.
Поперечный элемент может представлять собой поднимающий стержень или подающий лист. Если требуется, лист может иметь на своем выходном конце удлиненный элемент, продольная ось которого расположена поперек (перпендикулярно) направления движения сетки. Подающий лист присоединен к удлиненному элементу и расположен перед удлиненным элементом под напорным баком.
Обычно лист имеет поперечный изгиб, начинающийся от места перед выходным концом листа или перед напорным баком, так что плавный изгиб листа заканчивается у поперечного стержня и на высоте верхней части поперечного стержня, позволяя холсту (сетке) находиться в непрерывном контакте с поверхностью листа и обеспечивая требуемый эффект самоочистки. Поперечный изгиб листа обычно образует поднимающийся вверх изгиб по направлению к его выходному концу. Угол поднимающегося вверх изгиба в некоторой степени зависит от высоты напорного бака над формующей проволочной сеткой, натяжения холста из стекловолоконной ткани и скорости линии. Обычно поперечный изгиб начинается на расстоянии, составляющем от 0,15 до 0,45 м (от 6 до 18 дюймов) от выходного конца листа, и имеет наклон, образующий угол, составляющий самое большее приблизительно 20° с горизонтальной осью. С другого конца или подающего конца листа, лист плавно изгибается от высоты подающей формующей проволочной сетки (формующей ткани), для обеспечения плавного перехода холста к листу без обдирки как холста, так и формующей проволочной сетки.
Таким образом, сетку, например холст, подают под напорным баком и над поперечным элементом, удерживаемом на некоторой высоте под выходной частью напорного бака или на выходе напорного бака. Это позволяет внедрить сетку при минимизации нарушения формования. Кроме того, натяжение сетки позволяет внедрить сетку на контролируемую глубину в формовочный бассейн после поперечного элемента. При малом натяжении сила вакуума сдвигает сетку ко дну формовочного бассейна и к нижней части получающейся плиты. Суспензию и сетку подают на непрерывно движущуюся обезвоживающую ткань (проволочную сетку), и сила вакуума, вытягивающая воду через обезвоживающую формующую ткань, поддерживает вертикально направленную силу, действующую на ковер и холст на формующей ткани, которую в свою очередь тянут в горизонтальном направлении до конца линии формования.
Обычно лист имеет обратный S-образный изгиб. Самый нижний уровень обратного S-образного изгиба обычно находится там, где нижняя часть листа контактирует с формующей проволочной сеткой под напорным баком. Самый верхний уровень обратного S-образного изгиба обычно находится у места подачи сетки перед напорным баком. Выходной конец обратного S-образного изгиба расположен на промежуточной высоте.
Предпочтительно поперечный элемент проходит по всей ширине формующей проволочной сетки в зоне формования. Удлиненный элемент и лист способствуют размещению сетки на определенном расстоянии над поверхностью формующей проволочной сетки, составляющем приблизительно от 3,175 до 12,7 мм (от 0,125 до 0,5 дюйма), после того как сетка проходит под напорным баком или устройством для подачи суспензии. Размещение сетки на определенном расстоянии над формующей проволочной сеткой позволяет части гипсоволокнистой смеси находиться между сеткой и формующей проволочной сеткой и внедрять сетку в конечную плиту.
При большем натяжении сетка внедряется дальше от нижней части панели. Изгиб металлического листа приводит к самоочистке устройства.
Если требуется, удлиненный элемент (такой как стержень) можно применять без листа. Однако добавление листа повышает производительность.
Затем полученный ковер панели с сеткой, внедренной в ковер панели, прессуют для дальнейшего удаления воды и уплотнения ковра. Затем кальцинированный гипс в ковре панели повторно гидратируется с оставшейся в ковре влагой с образованием плиты, включающей связанные частицы основы и гипс вместе с сеткой, внедренной в плиту. Затем плиту высушивают для получения конечной плиты с сеткой, внедренной в плиту. Данный способ позволяет получить плотность в значительном интервале от 320 до 1120 кг/м3, что в сочетании с широким интервалом возможной толщины, составляющим от 6 до 31 мм, дает множество потенциальных размеров изделия.
Внедрение армирующей сетки в гипсоволокнистую плиту согласно настоящему изобретению дает множество преимуществ, включая высокие скорости изготовления, лучшую эстетичность изделия, полное объединение армирующей сетки с плитой и пониженную себестоимость продукции. Внедрение армирующей сетки также повышает обрабатываемость плиты. Холст (также известный как сетка) полностью внедрен в плиту: холст, расположенный только на поверхности, легко повреждается, обрывается и отсоединяется.
Изделие по настоящему изобретению может включать утопленную сетку, которая не выступает над поверхностью прилегающей панели, на которую она уложена, и повышает сохранение армирования в панелях, т.к. сетка защищена от износа и истирания на поверхности. Другим преимуществом изделия является то, что натяжение сетки в изделии обеспечивает повышение жесткости панели.
Эти и другие особенности и преимущества данного изобретения будут понятны специалистам в данной области после следующего ниже более подробного описания данного изобретения, со ссылкой на прилагаемые чертежи, которые образуют часть данного описания изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, которые включены в данное описание изобретения и являются его частью, иллюстрируют некоторые воплощения данного изобретения и вместе с описанием служат объяснению действия данного изобретения.
Фиг.1 представляет собой вид в разрезе торца однородной однослойной плиты, изготовленной согласно настоящему изобретению.
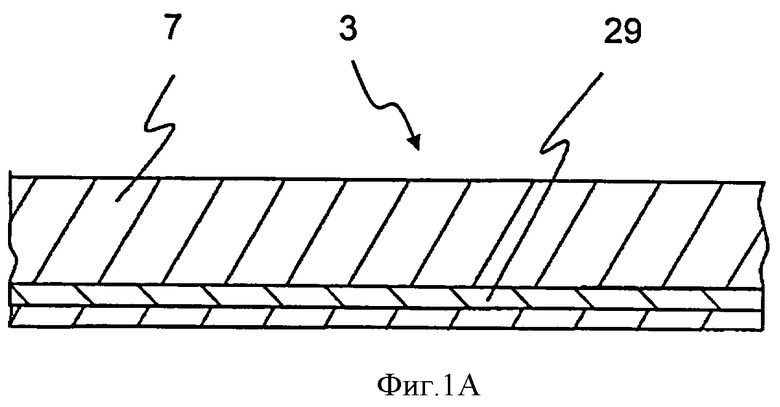
Фиг.1А представляет собой вид в разрезе торца другой однородной однослойной плиты, изготовленной согласно настоящему изобретению.
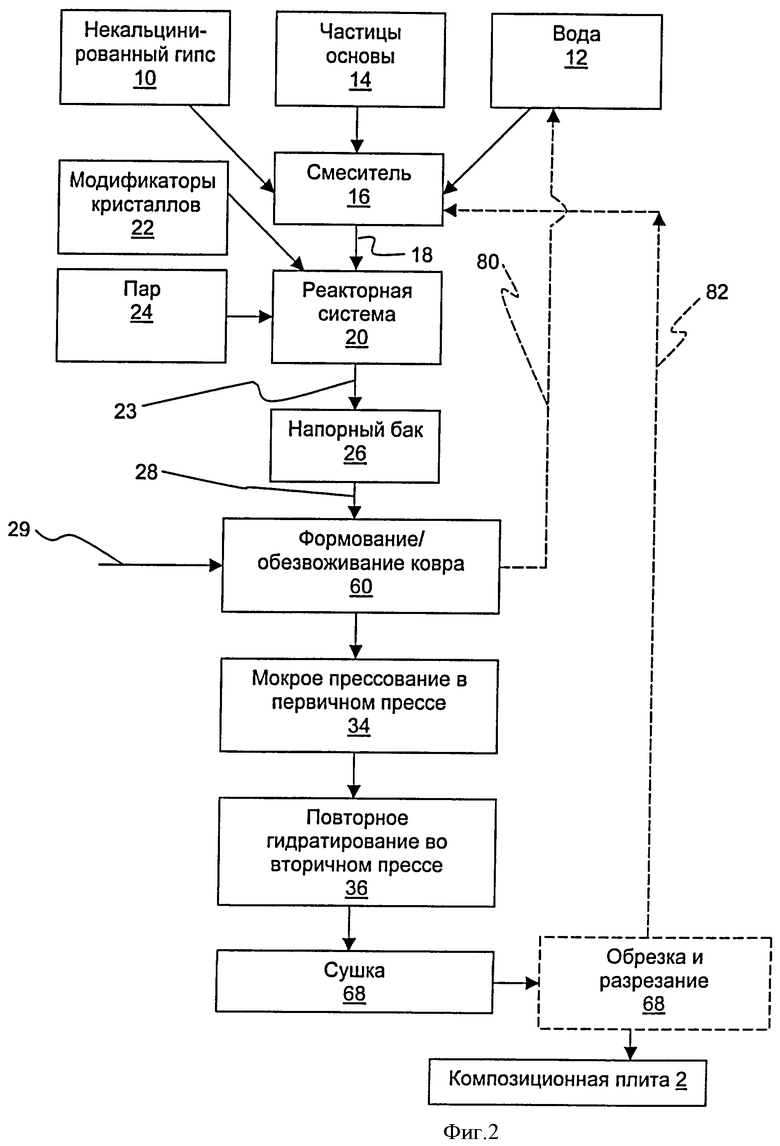
Фиг.2 представляет собой технологическую блок-схему способа изготовления композиционного материала согласно настоящему изобретению.
Фиг.3 представляет собой схематическую боковую проекцию, изображающую производственную линию, использующую настоящее изобретение, для формования гипсоволокнистой плиты, включающую напорный бак, вакуумные камеры для обезвоживания, первичный пресс для обезвоживания и подающий агрегат для подачи сетки в суспензию; данная производственная линия организована для обработки повторно гидратируемой гипсоволокнистой суспензии на конвейере.
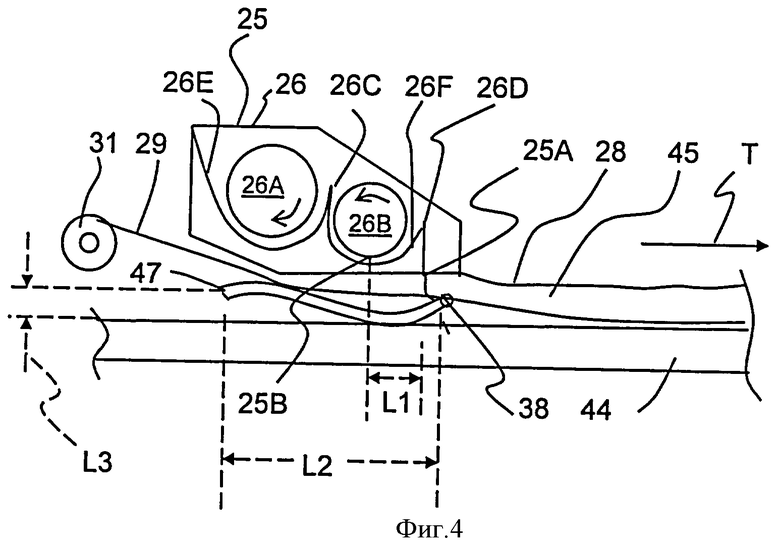
Фиг.4 представляет собой увеличенное изображение боковой проекции части производственной линии, показанной на Фиг.3; на Фиг.4 изображен подающий лист, проходящий под напорным баком и вокруг поперечного элемента, например стержня, причем технологический маршрут направлен слева направо как для формующей проволочной сетки, так и для холста (сетки), который подают над листом под напорный бак и который выходит, когда суспензия выпадает из напорного бака на поверхность, где расположен поперечный элемент, например стержень.
Фиг.5 представляет собой вид в перспективе поперечного элемента, например стержня, имеющего продольную ось "L", и подающего листа, присоединенного к стержню.
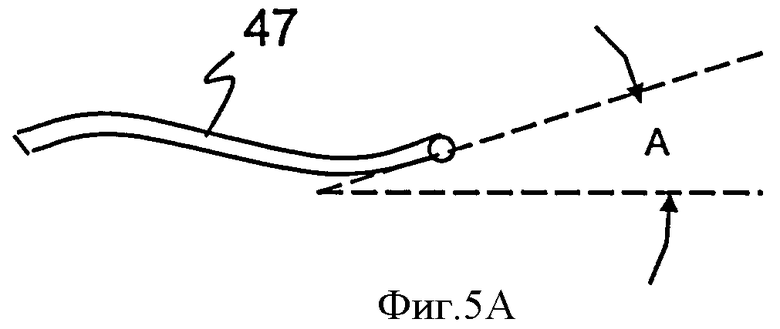
Фиг.5A представляет собой боковую проекцию подающего листа, присоединенного к стержню.
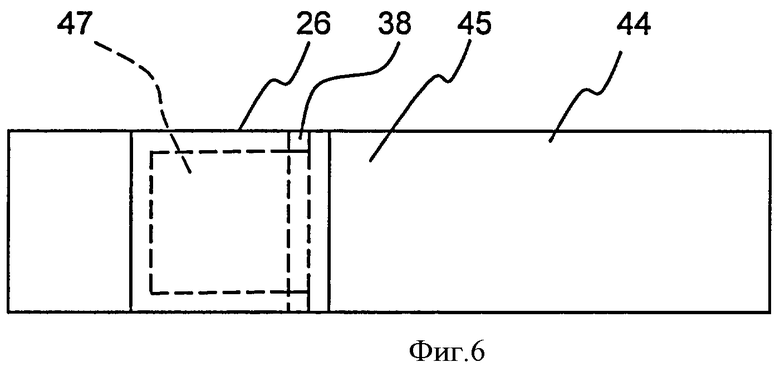
Фиг.6 представляет собой схематический вид сверху выходного конца формовочного бассейна, который включает стержень и лист; лист проходит под напорным баком и расположен перед стержнем.
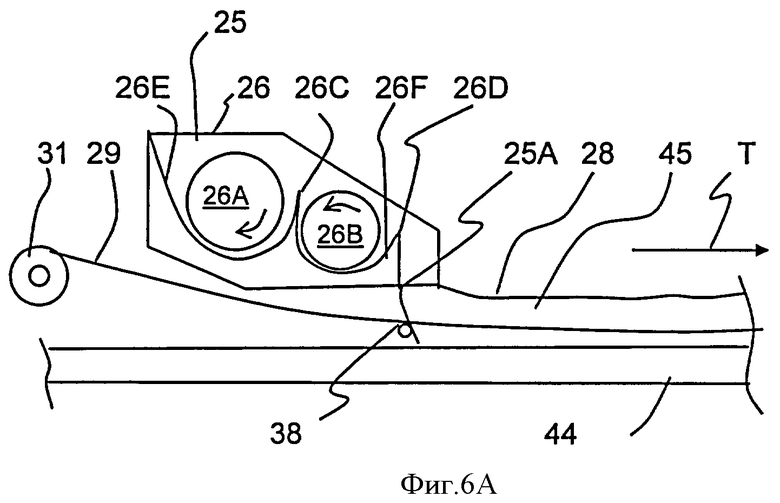
На Фиг.6A изображено второе воплощение, в котором подающий лист заменен стержнем на выходе напорного бака.
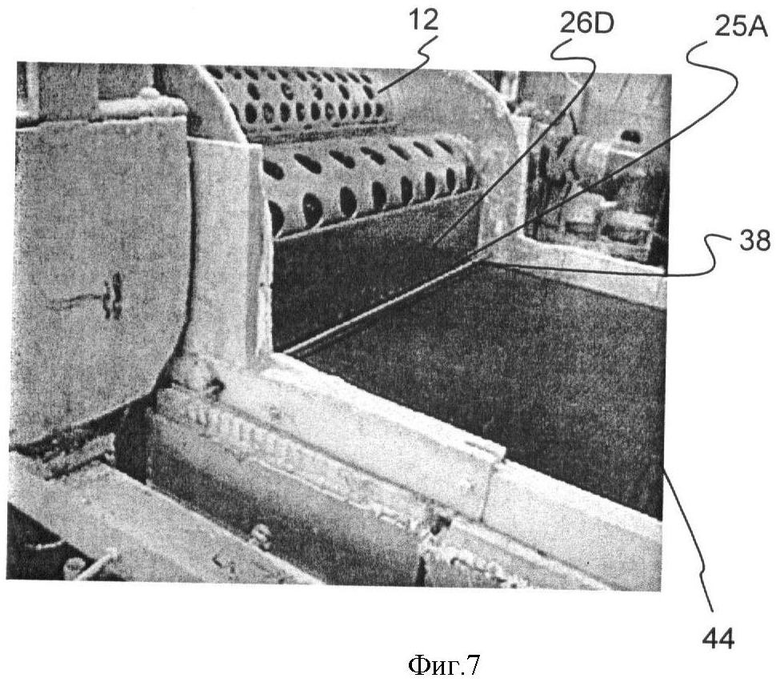
Фиг.7 представляет собой фотографию одного из воплощений настоящего изобретения, на которой изображена выходная сторона напорного бака, часть конвейера и стержень, расположенный сразу на выходе напорного бака; на данной фотографии отсутствует подающий лист, для того чтобы полностью показать стержень.
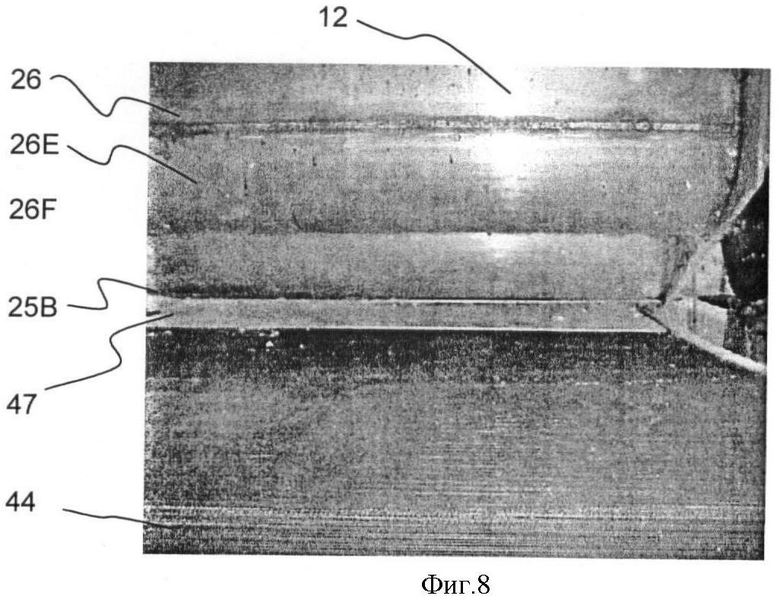
Фиг.8 представляет собой фотографию воплощения, изображенного на Фиг.7, на которой показана входная сторона напорного бака, часть конвейера и входной конец металлического листа, установленного таким образом, что он проходит перед стороной напорного бака для входа сетки, для того чтобы определить границы входной стороны для подачи холста под напорный бак и входного отверстия между металлическим листом и кромкой напорного бака.
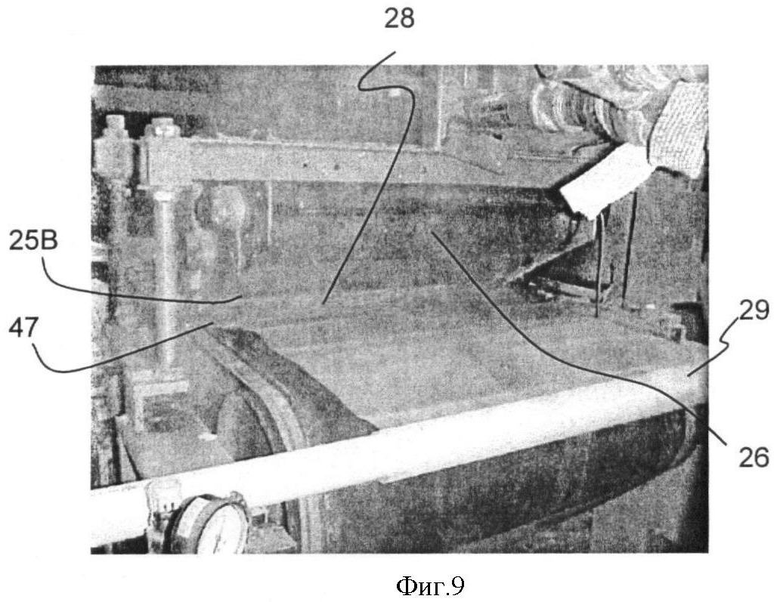
Фиг.9 представляет собой фотографию, на которой показана подача холста между подающим листом и кромкой напорного бака. На данной фотографии технологический маршрут направлен справа налево. Когда холст подают под напорным баком, холст поддерживает чистоту металлического листа в формовочном бассейне.
На Фиг.10 изображен исходный вид формовочного бассейна (суспензионного бассейна), наполненного суспензией.
Фиг.11 представляет собой увеличенное изображение части формовочного бассейна, наполненного суспензией; данная фотография показывает, что холст и узел "металлический лист / стержень" не оказывают неблагоприятного воздействия на формование.
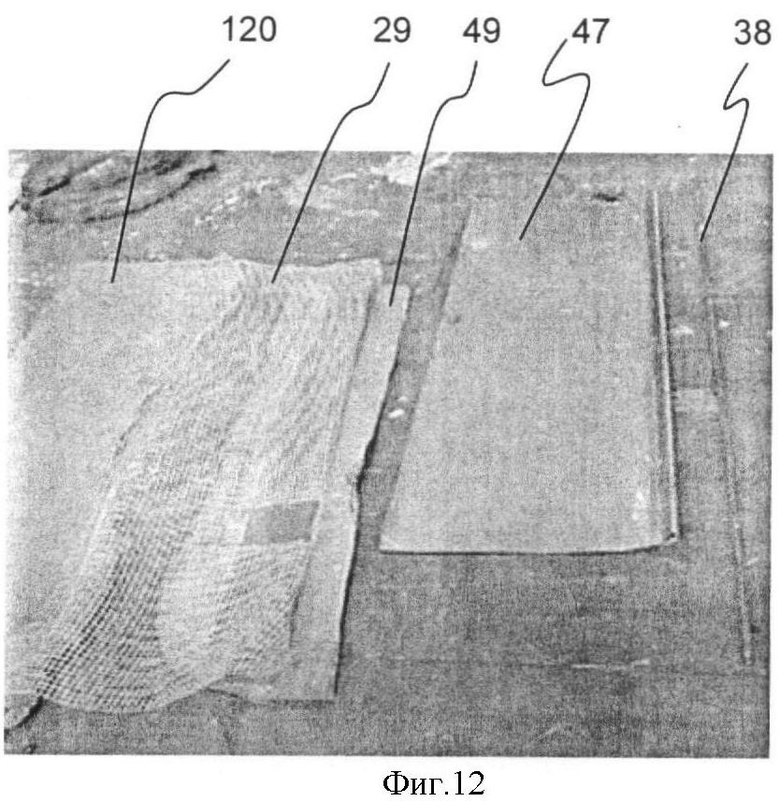
Фиг.12 представляет собой фотографию, на которой показан пример части стержня, металлического листа и стекловолоконного сетчатого холста, присоединенного к куску картона с одного конца и формованного в часть композиционной панели с другого конца. Картон, прикрепленный к холсту, способствует начальной подаче холста, когда машину запускают.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение в основном относится к безбумажной гипсоволокнистой плите с повышенной ударопрочностью и к способу изготовления такой гипсоволокнистой плиты. Безбумажную гипсоволокнистую плиту, обладающую повышенной ударопрочностью, получают внедрением армирующей сетки, предпочтительно, гибкой стекловолоконной сетки, в заднюю сторону гипсоволокнистой плиты. В данном способе сетку подают в зону формования панели до того, как панель прессуют и высушивают.
Сетка
Улучшение и повышение ударопрочности гипсоволокнистой плиты обеспечивают внедрением армирующей сетки в заднюю сторону гипсоволокнистой плиты. Сетка может представлять собой либо тканную, либо нетканую сетку, и ее можно изготавливать из множества материалов, например из стекловолокна, сложного полиэфира или полипропилена. Предпочтительно, сетка представляет собой сетку, изготовленную из плоской нити материала с низкой упругостью, такую как стекловолоконная сетка. Наиболее предпочтительно, сетка представляет собой стекловолоконную сетку, в которой имеются отверстия достаточного размера, чтобы позволить части гипсоволокнистой суспензии проходить через сетку и получить конечное изделие с внедренной в затвердевший гипс сеткой.
Перечисленные ниже сетки представляют собой обычные сетки, пригодные для применения в настоящем изобретении. Для применения в настоящем изобретении также пригодны сетки, имеющие от 2 до приблизительно 10 отверстий на дюйм (2,54 см).
Одна из пригодных для применения тканных стекловолоконных сеток имеется в наличии у компании Вауех под номером 0040/286. BAYEX 0040/286 представляет собой сетку перевивочного плетения, имеющую 6 нитей основы и 6 нитей утка на дюйм (2,54 см) (ASTM D-3775), массу 153 г/м2 (4,5 унций на кв. ярд) (ASTM D-3776), толщину 0,4 мм (0,016 дюймов) (ASTM D-1777) и минимальную прочность на разрыв 26,8 и 35,7 кг/см (150 и 200 фунтов на дюйм) для нитей основы и нитей утка, соответственно (ASTM D-5035). Она устойчива к щелочам и является жесткой на ощупь. Можно применять другие стекловолоконные сетки приблизительно таких же размеров, имеющие отверстия достаточного размера, чтобы позволить части гипсоволокнистой смеси проходить через сетку во время формования плиты.
Другая пригодная для применения тканная стекловолоконная сетка имеется в наличии у компании Вауех под номером 0038/503. BAYEX 0038/503 представляет собой сетку перевивочного плетения, имеющую 6 нитей основы на дюйм и 5 нитей утка на дюйм (2,54 см) (ASTM D-3775), массу 142 г/м2 (4,2 унций на кв. ярд) (ASTM D-3776), толщину 0,4 мм (0,016 дюймов) (ASTM D-1777) и минимальную прочность на разрыв 26,8 и 29,5 кг/см (150 и 165 фунтов на дюйм) для нитей основы и нитей утка, соответственно (ASTM D-5035). Она устойчива к щелочам и является жесткой на ощупь.
Еще одна пригодная для применения тканная стекловолоконная сетка имеется в наличии у компании BAYEX под номером 0038/504. BAYEX 0038/504 представляет собой сетку перевивочного плетения, имеющую 6 нитей основы на дюйм и 5 нитей утка на дюйм (2,54 см) (ASTM D-3775), массу 142 г/м2 (4,2 унций на кв. ярд) (ASTM D-3776), толщину 0,4 мм (0,016 дюймов) (ASTM D-1777) и минимальную прочность на разрыв 26,8 и 29,5 кг/см (150 и 165 фунтов на дюйм) для нитей основы и нитей утка, соответственно (ASTM D-5035). Она устойчива к щелочам и является жесткой на ощупь. Можно применять другие стекловолоконные сетки приблизительно таких же размеров, имеющие отверстия достаточного размера, чтобы позволить части гипсоволокнистой суспензии проходить через сетку во время формования плиты.
Еще одна пригодная для применения тканная стекловолоконная сетка имеется в наличии у компании BAYEX под номером 4447/252. BAYEX 4447/252 представляет собой сетку перевивочного плетения, имеющую 2,6 нитей основы на дюйм и 2,6 нитей утка на дюйм (2,54 см) (ASTM D-3775), массу 156 г/м2 (4,6 унций на кв. ярд) (ASTM D-3776), толщину 0,66 мм (0,026 дюймов) (ASTM D-1777) и минимальную прочность на разрыв 26,8 и 31,1 кг/см (150 и 174 фунтов на дюйм) для нитей основы и нитей утка, соответственно (ASTM D-5035). Она устойчива к щелочам и является жесткой на ощупь. Можно применять другие стекловолоконные сетки приблизительно таких же размеров, имеющие отверстия достаточного размера, чтобы позволить части гипсоволокнистой смеси проходить через сетку во время формования плиты.
Сетку предпочтительно внедряют в заднюю сторону плиты с ориентацией нитей основы в продольном направлении плиты. Поскольку плита по настоящему изобретению может расширяться в разных направлениях во время стадии затвердевания, применение растяжимой сетки может способствовать лучшему связыванию гипсоволокнистой плиты. Во время стадии первого прессования сжатие и уплотнение должны соответствовать скорости удаления воды и уменьшению объема, вызванным вакуумным прессованием, чтобы получить надлежащее пространство пор в панели. На стадии второго прессования, после того как ковер восстанавливает исходную форму после первого прессования, пространство пор следует удалить, не нарушая структуру, установившуюся на стадии формования. В любом случае стадия формования является важной и любое последующее нарушение, вызванное прессованием и перемещением ковра, понизит прочность и качество конечной панели.
Предпочтительно, чтобы сетка была по существу внедрена в плиту и была покрыта гипсоволокнистой смесью, т.к. это закрепляет сетку в плите.
Кроме того, полное внедрение сетки в гипсоволокнистую смесь обеспечивает наилучшую ударостойкость плиты. Полное внедрение сетки в гипсоволокнистую смесь также делает армирование менее заметным для потребителя и улучшает свойства поверхности в целом.
Связующие
Если требуется, для улучшения смачиваемости, сцепления и т.д. на холст можно наносить покрытия, такие как соединения на основе поливинилового спирта и поливинилацетата, а также другие смачивающие вещества, обычно известные специалистам в данной области техники.
Состав гипсоволокнистой плиты
Материалы, применяемые для производства гипсоволокнистой плиты, представляют собой традиционные материалы. Применяемый здесь термин "гипс" означает сульфат кальция в стабильной дигидратной форме, т.е. CaSO4·2H2O, и включает встречающийся в природе минерал, его синтетически полученные эквиваленты, такие как FGD-гипс (синтетический гипс, являющийся побочным продуктом десульфуризации дымового газа) и дигидратный материал, образовавшийся в результате гидратации полугидрата сульфата кальция (штукатурный гипс) или ангидрита. Применяемый здесь термин "содержащий сульфат кальция материал" означает сульфат кальция в любой из его форм, а именно ангидрит сульфата кальция, полугидрат сульфата кальция, дигидрат сульфата кальция и их смеси.
Частицы основы обычно представляют собой органические волокна, которые служат для армирования гипса, и предпочтительно представляют собой лигноцеллюлозные волокна, которые легко доступны. Например, целлюлозные волокна могут представлять собой повторно используемые отходы, такие как коробочный картон или обрезки картона, макулатура, старые газеты и волокна, отбракованные при изготовлении бумажной массы.
В плите по настоящему изобретению можно использовать дополнительные компоненты, традиционно применяемые в изготовлении гипсоволокнистых плит. Такие традиционные компоненты включают ускорители, вещества, повышающие водостойкость, фунгинциды и аналогичные вещества.
Структура гипсоволокнистой плиты
Настоящее изобретение предполагает образование армированной волокнами гипсовой панели, имеющей однородную структуру на всем протяжении, что показано на примере плиты 2 на Фиг.1 и плиты 3 на Фиг.1А.
Плита 2 имеет однородную структуру; в заднюю поверхность гипсоволокнистой матрицы 6 плиты внедрена армирующая сетка 29, как показано на Фиг.1. Если требуется, сетку 29 можно расположить регулируемым образом на определенном расстоянии между передней и задней поверхностями гипсоволокнистой матрицы 7 плиты, как показано на Фиг.1А.
Способ и устройство для формования плиты
Одним из особенно подходящих применений описанного выше композиционного гипсодревесноволокнистого материала является изготовление композиционной стеновой плиты 2, 3. Способ изготовления композиционной стеновой плиты схематически показан на Фиг.2.
А. Входная обработка
Процесс начинается со смешивания не кальцинированного гипса 10, частиц 14 основы (обычно целлюлозных волокон, например древесных волокон) и воды 12 в смесителе 16 для образования разбавленной водной загружаемой суспензии 18. Источником гипса 10 может являться необогащенная руда или побочный продукт десульфуризации дымового газа или других процессов выработки сульфата кальция. Гипс 10 может быть относительно высокой чистоты, т.е. предпочтительно по меньшей мере приблизительно 92-96%, и тонко измельченным, например, до такой степени, чтобы до 92-96% частиц проходили через сито в 100 меш или мельче. Частицы большего размера могут увеличить время превращения. Гипс 10 можно вводить в подающий смеситель 16 реактора либо в виде сухого порошка, либо в виде водной суспензии.
Термин "частица основы" означает любую макроскопическую частицу, такую как волокно, стружка или хлопья, отличного от гипса вещества. Главным образом нерастворимая в жидкой фазе суспензии частица основы должна также обладать доступными пустотами, например ямками, трещинами, щелями, полостями или другими дефектами поверхности, в которые может проникать растворитель суспензии, и в которых могут образовываться кристаллы сульфата кальция. Также желательно, чтобы указанные пустоты присутствовали на значительной доле поверхности частицы; очевидно, что чем больше пустот и чем равномернее они распределены, тем более прочной и геометрически более устойчивой будет физическая связь между гипсом и частицей основы. Вещество частицы основы должно обладать требуемыми свойствами, отсутствующими в гипсе, и предпочтительно должно обладать по меньшей мере более высокой прочностью на растяжение и на изгиб. Примером частицы основы, особенно пригодной для применения в композиционном материале и способе по данному изобретению, является лигноцеллюлозное волокно, в частности, древесное волокно. Согласно предпочтительному воплощению данного изобретения, частица основы представляет собой бумажное волокно. Однако, не намереваясь ограничить материал и/или частицы, которые определены как "частицы основы", в дальнейшем для удобства часто применяют название "древесные или целлюлозные волокна" вместо расширенного термина.
Источником целлюлозного волокна 14 может являться макулатура, древесная масса, древесные чешуйки и/или другие растительные волокна или волокна искусственного происхождения. Предпочтительно, чтобы волокно было пористым, полым, расщепленным и/или имело шероховатую поверхность, для того чтобы его физическая форма обеспечивала доступные полости или пустоты, в которые может проникнуть растворенный сульфат кальция. Во всяком случае, также может потребоваться предварительная обработка источника волокон, например древесной массы, для разбиения комков, отделения частиц слишком больших и малых размеров, а также, в некоторых случаях, предварительной экстракции веществ, замедляющих схватывание, и/или загрязнений, таких как гемицеллюлоза, уксусная кислота и т.д., которые могут оказывать неблагоприятное воздействие на кальцинирование гипса.
Измельченные гипссодержащие твердые частицы и целлюлозные (например, древесные) волокна смешивают друг с другом для образования смеси, включающей приблизительно от 0,5 до 30% мас. целлюлозных волокон, предпочтительно, от 5 до 15% мас. целлюлозных волокон или от 10 до 15% мас. целлюлозных волокон. Например, гипссодержащие твердые частицы и древесные волокна смешивают в соответствующем соотношении масс, составляющем приблизительно 85 к 15.
Для того чтобы загружаемая суспензия 18 включала самое большее приблизительно 30% мас. или 40% мас. твердых частиц (по меньшей мере приблизительно 60% мас. или 70% мас. жидкости), в нее добавляют достаточное количество воды. Например, достаточное количество воды добавляют для того, чтобы загружаемая суспензия 18 включала приблизительно 5-30% мас. твердых частиц (70-95% мас. жидкости) или, более предпочтительно, 10-15% мас. твердых частиц (85-90% мас. жидкости).
Загружаемую суспензию 18 подают в реакторную систему 20. Типичная реакторная система 20 включает автоклав, оборудованный устройством для непрерывного перемешивания или смешивания. Если требуется, на данной стадии в суспензию можно добавлять модификаторы 22 кристаллов для модификации кристаллизации или для снижения температуры кальцинирования. Суспензию непрерывно нагнетают в реактор 20 с применением прямого впрыскивания пара, для того чтобы обеспечить в сосуде температуру суспензии, составляющую от приблизительно 116°C (240°F) до приблизительно 154°C (310°F), и автогенное давление. Нижнее значение температуры приблизительно соответствует известной из опыта минимальной температуры, при которой происходит кальцинирование дигидрата сульфата кальция в полугидратную форму (обычно альфа-форму полугидрата сульфата кальция) за приемлемый интервал времени. Верхнее значение температуры приблизительно соответствует максимальной температуре, при которой кальцинирование полугидрата происходит без чрезмерного риска разложения лигноцеллюлозных компонентов. Предпочтительная температура суспензии составляет приблизительно от 140°C (285°F) до 152°C (305°F).
В реакторе 20 суспензию 18 предпочтительно непрерывно смешивают или перемешивают, для того чтобы поддерживать волокна в суспензии во взвешенном состоянии и сохранять контакт свежего растворенного вещества с растущими кристаллами, когда происходит превращение.
Когда суспензию 18 подвергают обработке в указанных условиях в течение достаточного интервала времени, например приблизительно 15 мин, дигидрат сульфата кальция превращается в молекулу полугидрата. (Дигидрат переходит в раствор, а полугидратная форма выпадает в осадок и перекристаллизуется в правильный кристалл, отличающийся от исходного полугидрата.) Раствор, в котором частицы поддерживают во взвешенном состоянии с помощью постоянного помешивания, пропитывает и проникает в открытые пустоты в волокнах основы. Когда достигают насыщения раствора, в пустотах, на пустотах и вокруг пустот и вдоль стенок волокон основы образуются зародыши полугидрата и начинают образовываться кристаллы.
Полагают, что в реакторе 20 растворенный сульфат кальция проникает в пустоты в древесных волокнах, а затем выпадает в осадок в виде игольчатых кристаллов полугидрата внутри, на и вокруг пустот и поверхностей древесных волокон. Если требуется, в суспензию продукта можно вводить добавки (не показаны), модифицирующие процесс или улучшающие свойства, например ускорители, замедлители, снижающие массу наполнители, и т.д., обычно после выпуска суспензии из реактора 20 и до ее обезвоживания.
Непрерывный поток 23 альфа-формы полугидрата сульфата кальция и волокон основы выходит из реакторной системы 20. Затем суспензию 23 продукта подают в напорный бак 26. Если требуется, суспензию из реактора 20 подают в резервуар для временного хранения суспензии (не показан) до подачи в напорный бак 26. Суспензию выпускают из напорного бака 26 в виде широкого потока 28 суспензии, который подают на непрерывный конвейер 44 для отлива/обезвоживания, включающий плоскую пористую формующую ткань (Фиг.3), такого типа как ткань, которую применяют в операциях изготовления бумаги (например, формующую проволочную сетку, применяемую в плоскосеточных машинах). В частности, напорный бак 26 подает поток 28 суспензии в формовочный бассейн 45 на конвейере 44.
Напорный бак 26 обычно включает корпус 25 и два горизонтальных, вращающихся в противоположных направлениях, перфорированных распределительных ролика 26А, 26В, которые проходят по существу по всей ширине конвейера 44. Распределительные ролики 26А, 26В вращаются в противоположных направлениях, как показано стрелками на Фиг.4. Корпус 25 напорного бака 26 включает первую искривленную секцию 26Е, форма которой соответствует кривизне цилиндрической поверхности первого горизонтального перфорированного распределительного ролика 26А. Корпус 25 также включает вторую искривленную секцию 26F, форма которой соответствует кривизне цилиндрической поверхности второго горизонтального перфорированного распределительного ролика 26В. Две искривленные секции 26Е, 26F проходят по всей ширине напорного бака 26.
Перегородка 26С, образованная пересечением искривленных секций 26Е, 26F, отделяет первый горизонтальный перфорированный распределительный ролик 26А от второго горизонтального перфорированного распределительного ролика 26В. На выходном конце второй искривленной секции 26F предусмотрена перемычка 26D. Перемычка 26D проходит вертикально вниз от второй искривленной секции 26F и проходит по всей ширине конвейера 44.
Вторая искривленная секция 26F расположена ближе к конвейеру 44, чем первая искривленная секция 26Е. Напорный бак 26 имеет входную переднюю кромку под частью второй искривленной секции 26F, расположенной ближе всего к конвейеру 44, и имеет выходную кромку 25А под перемычкой 26D. Входная кромка напорного бака 26 является частью 25В второй искривленной секции 26F, расположенной ближе всего к конвейеру 44, и находится на расстоянии "L1" от выходной кромки 25А. Выходная часть напорного бака 26 проходит от участка 25В до конца напорного бака 26.
Описание типичного напорного бака 26 дано в патенте США №6605186, который включен сюда во всей полноте путем ссылки.
В. Формование ковра
Суспензия 28 выходит из напорного бака 26, переливаясь через перемычку 26D, и поступает в формовочный бассейн 45. Напорный бак 26 равномерно распределяет кальцинированную суспензию 28, включающую по меньшей мере приблизительно 70% мас. жидкости, по всей ширине формовочного стола или конвейера 44 (Фиг.3), где вакуумные камеры 32 применяют для обезвоживания суспензии с образованием ковра с обычным содержанием влаги 28-41% (в расчете на массу во влажном состоянии) (содержание влаги составляет 40-70% в расчете на сухую массу) для осуществления стадии 60 формования/обезвоживания ковра (Фиг.2).
Также, в качестве части стадии 60 формования/обезвоживания ковра, в то время как напорный бак 26 подает суспензию 28 в формовочный бассейн 45 на конвейере 44, слой сетки 29, например стекловолоконный холст, разворачивается с подающего ролика 31 и проходит по подающему листу (или пластине) 47 под напорным баком 26 и над стержнем 38 (Фиг.4 и 6) в формовочный бассейн 45. Направление движения "Т" сетки 29 показано стрелкой на Фиг.4. Стержень 38 (Фиг.4 и 6) присоединен к подающему листу (или пластине) 47.
Слой сетки 29, подаваемой над подающим листом (или пластиной) 47 под напорным баком 26, удерживается стержнем 38 и подающим листом 47 на некоторой высоте на выходе напорного бака 26. Обычно стержень 38 и лист (или пластина) 47 изготовлены из металла (например, стали или алюминия), полимера или износостойкого композиционного материала.
Фиг.4 представляет собой увеличенное изображение участка производственной линии, показанной на Фиг.3; на Фиг.4 показано, что металлический подающий лист 47 проходит под напорным баком 26 и вокруг стержня 38. Технологический маршрут направлен слева направо как для формующей проволочной сетки (конвейер 44), так и для холста (сетки) 29, который подают над листом 47 под напорным баком 26 и который выходит, когда суспензия выходит из напорного бака 26 на поверхность, где расположен выходной конец листа 47 со стержнем 38.
Как видно на Фиг.4, стержень 38 и подающий лист (или пластина) 47 погружены в суспензию 28 в формовочном бассейне 45. Это быстро внедряет сетку 29 при минимизации нарушения образования ковра панели.
Выходной конец подающего листа 47 включает стержень 38 и расположен ниже, немного перед или немного за выходной кромкой 25А напорного бака. Например, выходной конец листа 47, содержащий стержень 38, может находиться в интервале от 0 до 10,16 см (от 0 до 4 дюймов) (или на другом подходящем расстоянии) перед или за выходной кромкой 25А напорного бака. Наличие листа 47 способствует предотвращению обратного потока суспензии под напорный бак, когда выходной конец листа 47 расположен за кромкой 25А напорного бака. Если требуется, выходной конец листа 47 можно сдвинуть по потоку ниже выходной половины (расстояние "L1") второй искривленной секции 26F.
Обычно лист 47 имеет обратный S-образный изгиб. Самый нижний уровень обратного S-образного изгиба находится там, где нижняя часть листа контактирует с формующей проволочной сеткой 44 под напорным баком 26. Самый верхний уровень листа 47 находится у места подачи холста перед напорным баком. Выходной конец листа 47 расположен на промежуточной высоте. Обычно самая нижняя точка S-образного изгиба металлического листа 47 расположена перед выходным концом листа у стержня 38 (фиг.4) на расстоянии, составляющем приблизительно от 1/8 до 1/2, обычно приблизительно 1/4, от длины "L2" подающего листа 47.
Лист 47 обычно имеет поднимающийся вверх изгиб от самой нижней точки по направлению к его выходному концу. Угол поднимающегося вверх изгиба в некоторой степени зависит от высоты напорного бака над формующей проволочной сеткой, натяжения полотна стекловолоконного холста и скорости линии. Обычно изгиб начинается на расстоянии от выходного конца листа 47, составляющем от 15,24 до 45,72 см (от 6 до 18 дюймов), а его наклон образует угол "А" (фиг.5А), составляющий самое большее приблизительно 20° от горизонтальной оси.
Лист 47 образует два зазора. Один из них представляет собой зазор между листом 47 и кромкой 25А напорного бака или другой частью второй цилиндрической секции 26В над ним; между ними проходит сетка 29. Второй зазор представляет собой зазор между листом 47 и конвейером 44 под ним; между ними проходит формующая проволочная сетка. Самый дальний входной край листа 47 должен располагаться над входящей формующей тканью на определенном расстоянии "L3", составляющем, например, от 1,27 до 7,62 см (от 0,5 до 3 дюймов), для того чтобы находиться достаточно высоко над входящей формующей тканью во избежание контакта, в результате которого он может повредить формующую ткань или захватить шов ткани или краевое уплотнение.
Хотя на фиг.4 изображено, что напорный бак 26 отделен значительным расстоянием от конвейера 44, в действительности зазор (выходная часть) между листом 47, холстом 29 и выходной кромкой 25А напорного бака образует уплотнение, для того чтобы препятствовать просачиванию значительного количества суспензии под напорный бак 26 и за выходную кромку 25А. Накопление суспензии перед выходной кромкой 25А и перед выходным концом листа 47 искажает кромку 25А, вызывая неравномерное формование.
Без листа 47 (например, см. фиг.6А), если стержень 38 находится достаточно близко к входной стороне кромки 25А и достаточно близко к движущейся формующей ткани под ним, можно изготовить удовлетворительную плиту, если можно поддерживать допустимые отклонения и регулировку оборудования.
Натяжение сетки 29 позволяет внедрять сетку 29 на регулируемую глубину. При малом натяжении сила вакуума, прилагаемая вакуумными камерами 32 во время обезвоживания (стадия 60 на фиг.2), сдвигает сетку 29 к нижней части формовочного бассейна 45 и получаемой плиты. Вакуум в вакуумных камерах 32 получают с помощью создающего вакуум устройства, такого как вакуумный насос, наиболее предпочтительно, жидкостный кольцевой насос.
При большем натяжении сетки 29 сетка 29 внедряется дальше от нижней части ковра 46, который в итоге образует панель 120. Изгиб листа или пластины 47 приводит к самоочистке устройства и устраняет проблемы, связанные с применением только одного стержня 38.
Фиг.5 представляет собой вид в перспективе стержня 38, имеющего продольную ось "L", и подающего листа 47. Как видно на фиг.5, один конец листа 47 присоединен к стержню 38 посредством оборачивания вокруг стержня 38. Однако, если требуется, стержень 38 и лист 47 могут быть соединены другими способами или могут представлять собой единую цельную деталь.
Фиг.6 представляет собой схематический вид сверху выходного конца конвейера 44 и изображает формовочный бассейн 45, стержень 38 и подающий лист 47; лист 47 проходит под напорным баком 26 и расположен перед стержнем 38. Технологический маршрут направлен слева направо.
На Фиг.6А изображено второе воплощение, в котором подающий лист заменен поднимающим стержнем 38, расположенным у или вблизи выходного конца напорного бака 26.
Фиг.7 представляет собой фотографию одного из воплощений настоящего изобретения, на которой изображена выходная сторона напорного бака 26, часть конвейера 44 и стержень 38, расположенный сразу на выходе напорного бака, без подающего листа.
Фиг.8 представляет собой фотографию воплощения, в котором применяют подающий лист и стержень (не показан). На Фиг.8 изображены нижняя часть входной стороны напорного бака 26, часть конвейера 44 и входной конец подающего листа 47, установленного таким образом, что он проходит перед входной кромкой 25В напорного бака, для того чтобы определить границы входной стороны для подачи холста под напорный бак 26. На данной фотографии не показана входная половина S-образного изгиба подающего листа 47. Таким образом, можно видеть, как шов формующей проволочной сетки и/или краевое уплотнение могут быть зацеплены, если не предусмотрена входная половина S-образного изгиба подающего листа 47.
Нижняя часть входной части подающего листа 47 находится в контакте с верхней частью формующей проволочной сетки конвейера 44 под напорным баком 26. Подающий лист представляет собой более светлый элемент, опирающийся на черную формующую проволочную сетку конвейера 44.
Фиг.9 представляет собой фотографию, на которой показана подача холста 29 между подающим листом 47 и задней поверхностью кромки напорного бака 26. Видно, что самый край подающего листа 47 выступает с левой стороны под холстом 29 и находится на некоторой высоте над формующей проволочной сеткой, для того чтобы предотвратить обдирание. Когда холст 29 подают под напорный бак 26, холст 29 поддерживает чистоту подающего листа 47 в формовочном бассейне 45 и не оказывает вредного воздействия на формование. Верхняя сторона холста 29 находится в контакте с нижней частью входной кромки 25В напорного бака во время запуска, а нижняя часть холста 29 находится в контакте с верхней поверхностью подающего листа 47. На данной фотографии технологический маршрут направлен справа налево. Некоторое количество суспензии 28 просачивается под входную кромку 25В вследствие гидравлического напора формовочного бассейна 45 и обычно образует уплотнение от дальнейшего просачивания.
На Фиг.10 изображен исходный вид формовочного бассейна 45, наполненного суспензией.
Фиг.11 представляет собой увеличенное изображение части формовочного бассейна 45, наполненного суспензией; благодаря устройству лист/стержень отсутствует разрыв суспензии.
Как на Фиг.10, так и на Фиг.11 выходной конец (мокрая линия) формовочного бассейна 45 находится там, где более темный бассейн становится светлее. Он выглядит более светлым, потому что вода была удалена с поверхности бассейна.
Фиг.12 представляет собой фотографию, на которой показан пример части стержня 38, подающего листа 47 и стекловолоконного сетчатого холста 29, присоединенного к куску картона 49 с одного конца и формованного в часть панели с другого конца. Картон 49, прикрепленный к холсту 29, облегчает начальную подачу холста 29 при запуске конвейера. Вертикально направленная сила, прижимающая картон 49 к формующей проволочной сетке конвейера 44 благодаря вакууму, создаваемому вакуумными камерами 32, поддерживает движение холста 29 с такой же скоростью, с которой движется формующая проволочная сетка, пока формующая проволочная сетка не покрыта суспензией. Затем вертикально направленная сила вакуума распространяется на покрытую суспензией формующую проволочную сетку, что приводит к поддержанию одинаковой линейной скорости сетки и проволочной сетки.
С. Прессование и повторная гидратация
Как показано на Фиг.3, на которой изображено устройство 30 линии формования, за вакуумными камерами 32 расположен мокрый (первичный) пресс 34 с переменным зазором отсоса, включающий гладкие ролики и пористую ткань, который дополнительно обезвоживает и уплотняет ковер под совместным действием вакуума и давления до содержания влаги (в расчете на массу во влажном состоянии) 23-35% (30-55% в расчете на сухую массу) для получения ковра 120. Мокрый (первичный) пресс 34:1) удаляет приблизительно 80-90% оставшейся воды; и 2) уменьшает объем суспензии удалением воды, для того чтобы сжать ковер осадка на фильтре до требуемой толщины. Если требуется, для повторного использования воды, удаленной или вакуумными камерами 32 и/или мокрым (первичным) прессом 34, можно обеспечить поток 80 повторно используемой воды (Фиг.2) к месту подачи воды 12. Интервал между первичными прессами 34 и вторичными прессами 36 - измеряется ли он временем или расстоянием - относится к гидратации полугидрата сульфата кальция. Пример кривой гидратации приведен в патенте США №6197235, который включен сюда путем ссылки. В первичном прессе 34 гидратация происходит только в незначительной степени (менее 10%).
После первичного пресса 34 ковер подают во вторичный пресс 36, применяемый для продуктов с плотностью от средней до высокой. Вторичный пресс 36:1) придает поверхности текстуру или гладкость, которая представляет собой негативное изображение поверхности применяемой ленты, 2) выполняет конечную калибровку толщины плиты, т.к. затвердевающий композиционный материал расширяется, противодействуя прессующей ленте или штампу, и 3) способствует повышению прочности на изгиб, т.к. кристаллизующийся композиционный материал расширяется во время повторной гидратации, противодействуя прессующей ленте, посредством чего уплотняются поверхности панели.
Данный вторичный пресс 36 снижает изменение толщины посредством установки зазора постоянной ширины, которая несколько меньше, чем требуемая конечная толщина получаемой плиты, и несколько больше, чем ближайший зазор в первичном прессе 34. Расширение гипса, противодействующее такой поверхности с зазором постоянной ширины, также повышает итоговую прочность на изгиб.
Основная часть повторной гидратации альфа-формы полугидрата в дигидрат происходит во вторичном прессе 36.
Распространение образования кристаллов с захваченными в них волокнистыми частицами усиливает затвердевание ковра, противодействуя ленте 49 вторичного пресса 36, когда скорость повторной гидратации увеличивается, чтобы достичь относительного температурного уровня, составляющего определенный процент от разницы между начальной температурой повторной гидратации и самой высокой температурой, достигаемой во время повторной гидратации; в данной точке ковер выходит из пресса 48.
В зависимости от ускорителей, замедлителей, модификаторов кристаллов или других добавок, введенных в суспензию, гидратация может занимать от только нескольких минут до часа или более. По причине сцепления игольчатых кристаллов полугидрата с древесными волокнами и удаления большей части жидкости-носителя из осадка на фильтре, предотвращается миграция частиц сульфата кальция, что позволяет получить однородный композиционный материал. Повторная гидратация вызывает перекристаллизацию полугидрата в дигидрат на месте внутри и вокруг пустот и на древесных волокнах и вокруг них, посредством чего сохраняют однородность композиционного материала. Рост кристаллов также соединяет кристаллы сульфата кальция на прилегающих волокнах, в результате чего образуется общая кристаллическая матрица, прочность которой повышена армированием древесными волокнами.
При окончательном затвердевании уникальный композиционный материал проявляет требуемые свойства, в которые вносят свой вклад оба его основных компонента. Древесные волокна повышают пластическую прочность гипсовой матрицы, особенно, прочность на изгиб, тогда как гипс выступает в качестве покрытия и придающего жесткость связующего для защиты древесных волокон, а также придает огнестойкость.
Также, если требуется, поверхности осадка на фильтре можно придать особую текстуру в операции мокрого прессования для получения плиты с текстурированной отделкой, как указано в патенте США №6197235, который включен сюда путем ссылки. Ламинирование поверхности или нанесение на нее покрытия можно применять после стадии мокрого прессования и/или после конечной сушки, при которой удаляют избыток воды для достижения стабильной прочной конечной панели. Сушка для удаления избытка воды удаляет по меньшей мере некоторое количество свободной воды. После сушки плита все еще содержит воду, химически связанную с гипсом, и может также содержать некоторое количество свободной воды. Если требуется, на изделия можно наносить поверхностное покрытие, как до, так и после стадии сушки. Во всяком случае, специалисты в данной области легко осуществят множество дополнительных изменений этого аспекта данного способа. После того как обезвоженный осадок на фильтре подвергнут прессованию, повторной гидратации и сушке, полученная плита обычно имеет плотность, составляющую приблизительно 641-1121 кг/м3 (40-70 фунтов на куб. фут).
D. Разрезание и сушка
После выхода из вторичного пресса 36 ковер 120 сушат в сушильной камере 68, а затем отправляют в устройство 66 для обрезки и разрезания, для того чтобы получить плиты требуемой длины и ширины. Если требуется, обрезку и разрезание можно проводить до и/или после сушки. Также, если требуется, фрагменты отрезанных излишков плиты можно повторно использовать посредством потока 82 в смеситель 16 через стадию удаления холста. Если происходит скалывание краев обрезанного края, то стадия удаления холста сводится к минимуму.
Негорючая плита
В одном из предпочтительных воплощений данного изобретения получают армированную волокнами плиту, которая позволяет панелям проходить процедуру испытаний ASTM E119.
Пример
В одном из примеров настоящего изобретения 6,17 кг (13,6 фунтов) древесных волокон (полученных из еловой древесной щепы с применением мельницы Bauer 415 с двумя вращающимися дисками) смешали с 55,5 кг (122,4 фунтами) гипса в 350 кг (771 фунтах) воды для получения суспензии. Суспензию кальцинировали при 146°C (295°F) в течение 15 мин с применением непрерывной реакторной системы. Полученную суспензию полугидрата непрерывно подавали в напорный бак одновременно с непрерывной подачей стекловолоконного холста под напорным баком над частью металлического листа S-образной формы; выходной край металлического листа плотно закреплен вокруг резьбового стержня, имеющего диаметр 0,95 см (3/8 дюйма); концы данного стержня закреплены в боковых декелях на выходе напорного бака шириной 66 см (26 дюймов).
Суспензию обезвоживали с применением вакуумного стола с вакуумом 33,9 кПа (10 дюймов (24,4 см) ртутного столба) перед введением в первичный пресс с вакуумными роликами, установленными с интервалом, равным 1,12 см (0,440 дюйма). Значение вакуума в первичном прессе составляло 61 кПа (18 дюймов (46 см) ртутного столба). Непрерывная формующая проволочная сетка под напорным баком и суспензией и первичный пресс перемещали ковер в непрерывный пресс с лентой, покрытой твердой резиной, в котором зазор поддерживали равным 1,22 см (0,480 дюйма). Ковер, поступающий во вторичный пресс, был мягким для ручного нажатия, а на выходе из пресса был твердым для ручного нажатия, что указывает на развитие гидратации гипса из полугидратной формы в дигидратную форму. Непрерывный ковер разрезали на панели длиной 2,44 м (8 футов) с помощью струи воды высокого давления.
После дальнейшей гидратации панели сушили, и получали прочные конечные плиты со стекловолоконным холстом, внедренным на приблизительно 0,16 см (1/16 дюйма) от дна задней поверхности полученных панелей толщиной 1,27 см (полдюйма). Панели можно легко обрабатывать с концов и изгибать без катастрофического разрушения, что демонстрирует повышенную обрабатываемость благодаря стекловолоконному холсту.
Показанные и описанные здесь формы изобретения следует рассматривать только в качестве иллюстраций. Специалистам в данной области очевидно, что в настоящем изобретении можно произвести многочисленные модификации без отклонения от сущности данного изобретения и объема прилагаемой формулы изобретения.


Изобретение относится к области строительства, а именно к способам и устройствам для производства гипсоволокнистых плит. Способ изготовления гипсоволокнистой плиты включает смешивание измельченного гипса и частиц основы из волокнистого армирующего материала и достаточного количества жидкости, включающей воду, с получением суспензии, содержащей по меньшей мере 60% мас. жидкости; кальцинирование гипса в присутствии частиц основы и воды нагреванием суспензии под давлением с получением суспензионной смеси, включающей воду и кристаллы альфа-формы полугидрата сульфата кальция; подачу суспензионной смеси через напорный бак в зону формования панели над верхней поверхностью плоской пористой формующей ткани; обеспечение поперечного элемента над частью формующей ткани. Выходная часть поперечного элемента расположена под выходной частью напорного бака или после выхода из напорного бака. Армирующую сетку пропускают под напорным баком, над поперечным элементом и в формовочный бассейн для внедрения армирующей сетки в суспензионную смесь в формовочном бассейне. Поперечный элемент располагают перпендикулярно направлению движения сетки. Удаляют воду из суспензионной смеси с получением ковра панели с сеткой, внедренной в ковер панели. Прессуют ковер панели, включающий внедренную сетку. Осуществляют повторную гидратацию кальцинированного гипса в прессованном ковре панели с образованием плиты, включающей связанные частицы основы и гипс с сеткой, внедренной в плиту и сушку плиты с получением конечной плиты с сеткой, внедренной в конечную плиту. 2 н. и 8 з.п. ф-лы, 15 ил.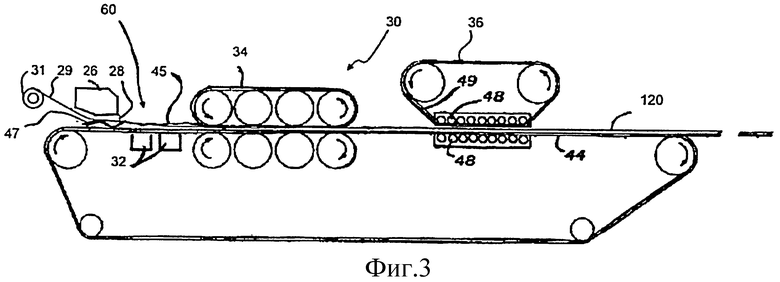
1. Способ изготовления гипсоволокнистой плиты, включающий стадии:
смешивания измельченного гипса и частиц основы из волокнистого армирующего материала и достаточного количества жидкости, включающей воду, с получением суспензии, содержащей по меньшей мере 60 мас.% жидкости;
кальцинирования гипса в присутствии частиц основы и воды нагреванием суспензии под давлением с получением суспензионной смеси, включающей воду и кристаллы альфа-формы полугидрата сульфата кальция;
подачи суспензионной смеси через напорный бак в зону формования панели над верхней поверхностью плоской пористой формующей ткани;
обеспечения поперечного элемента над частью формующей ткани, причем выходная часть поперечного элемента расположена под выходной частью напорного бака или после выхода из напорного бака;
пропускание армирующей сетки под напорным баком, над поперечным элементом и в формовочный бассейн для внедрения армирующей сетки в суспензионную смесь в формовочном бассейне, причем поперечный элемент простирается перпендикулярно направлению движения сетки;
удаления воды из суспензионной смеси с получением ковра панели с сеткой, внедренной в ковер панели;
прессования ковра панели, включающего внедренную сетку;
повторной гидратации кальцинированного гипса в прессованном ковре панели с образованием плиты, включающей связанные частицы основы и гипс с сеткой, внедренной в плиту; и
сушки плиты с получением конечной плиты с сеткой, внедренной в конечную плиту.
2. Способ по п.1, в котором поперечный элемент включает лист, расположенный над частью формующей ткани, причем данный лист имеет входную часть, выходную часть и среднюю часть между входной частью и выходной частью,
причем входная часть расположена перед входной кромкой напорного бака,
причем средняя часть расположена под напорным баком,
причем армирующая сетка проходит между листом и напорным баком в формовочный бассейн для внедрения армирующей сетки в суспензионную смесь в формовочном бассейне.
3. Способ по п.2, в котором поперечный элемент дополнительно включает удлиненный элемент, присоединенный к выходной части листа, причем продольная ось удлиненного элемента расположена перпендикулярно направлению движения сетки.
4. Способ по п.1, в котором сетка расположена над формующей лентой в зоне формования панели.
5. Способ по п.1, в котором выходной конец листа образует изгиб, направленный вверх под углом, составляющим самое большее приблизительно 20° относительно горизонтальной плоскости, на которой лежит средняя часть.
6. Способ по п.1, в котором частицы основы имеют на своих поверхностях и/или в своем объеме пустоты, проницаемые для растворителя суспензии, содержащего суспендированный и/или растворенный гипс, причем суспензия является достаточно разбавленной для того, чтобы в значительной мере пропитывать проницаемые пустоты в частицах основы и способствовать образованию игольчатых кристаллов альфа-формы полугидрата сульфата кальция при нагревании под давлением;
в котором суспензию нагревают в автоклаве при непрерывном встряхивании до температуры, достаточной для кальцинирования гипса в альфа-форму полугидрата сульфата кальция, и выдерживают суспензию при указанной температуре до тех пор, пока по меньшей мере некоторое количество полугидрата сульфата кальция, по существу, закристаллизуется в пустотах и вокруг пустот в частицах основы.
7. Способ по п.2, в котором лист имеет обратный S-образный изгиб, причем его самый нижний уровень находится там, где нижняя часть листа контактирует с формующей тканью под напорным баком, самый верхний уровень данного листа находится у места подачи сетки перед напорным баком, а выходной конец данного листа расположен на промежуточной высоте.
8. Устройство для изготовления гипсоволокнистой плиты, включающее:
смеситель для смешивания измельченного гипса и частиц основы из волокнистого армирующего материала и достаточного количества жидкости, включающей воду, с получением суспензии, содержащей по меньшей мере 60 мас.% жидкости;
реактор для кальцинирования гипса в присутствии частиц основы и воды нагреванием суспензии под давлением с получением суспензионной смеси, включающей воду и игольчатые кристаллы альфа-формы полугидрата сульфата кальция;
напорный бак для подачи суспензионной смеси через напорный бак в формовочный бассейн зоны формования панели над верхней поверхностью плоской пористой формующей ткани;
поперечный элемент над частью формующей ткани, где выходная часть поперечного элемента расположена под выходной частью напорного бака или после выхода из напорного бака;
пространство между напорным баком и поперечным элементом для подачи армирующей сетки между поперечным элементом и напорным баком, а затем в формовочный бассейн для внедрения армирующей сетки в суспензионную смесь в формовочном бассейне;
вакуумные устройства для удаления воды из суспензионной смеси для образования ковра панели с сеткой, внедренной в ковер панели;
первый пресс для прессования ковра панели, включающего внедренную сетку;
второй пресс для проведения повторной гидратации кальцинированного гипса в прессованном ковре панели для получения плиты, включающей связанные частицы основы и гипс с сеткой, внедренной в плиту; и
сушильную камеру для сушки плиты для удаления свободной воды и получения конечной плиты с сеткой, внедренной в конечную плиту.
9. Устройство по п.8, в котором поперечный элемент включает лист, расположенный над частью формующей ткани, причем данный лист включает входную часть, выходную часть и среднюю часть между входной частью и выходной частью,
причем входная часть расположена перед входной кромкой напорного бака,
причем средняя часть расположена под напорным баком,
причем лист находится на определенном расстоянии от напорного бака для того, чтобы образовать пространство для прохождения через него армирующей сетки.
10. Способ по п.2, в котором поперечный элемент дополнительно включает удлиненный элемент, присоединенный к выходной части листа, причем продольная ось удлиненного элемента расположена перпендикулярно направлению движения сетки.
| US 6699364 В2, 02.03.2004 | |||
| US 6488792 В2, 03.12.2002 | |||
| US 4646798 А, 03.03.1987 | |||
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА, КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ПРОИЗВОДСТВА ГИПСОВОЛОКНИСТЫХ ПЛИТ | 1989 |
|
RU2101252C1 |
| Способ изготовления волокносодержащих плит и конвейерная линия для его осуществления | 1985 |
|
SU1315316A1 |

