Изобретение относится к промышленности строительных материалов и может быть использовано для изготовления отделочных изделий (плит, листов, панелей) на основе отходов производства молочной кислоты.
В производстве пищевой молочной кислоты на 1 т готовой продукции образуется 0,77 т осадка после брожения и обработки сброженного раствора и 1,06 т гипсового шлама, который получается в процессе разложения лактата кальция серной кислоты. До настоящего времени эти отходы направляют в отвал из-за отсутствия способа их переработки, загрязняя тем самым окружающую среду.
Известен способ изготовления гипсоволокнистых панелей на вакуумных прессоотливных установках /1/. Производство включает подготовку сырья - строительного гипса и волокнистой пульпы, смешение их в смесителе, отливку на стекле изделия под вакуумом, уплотнение панелей под прессом и сушку в отдельных сушилках.
Известен также способ изготовления гипсоволокнистых плит путем смешения двуводного гипса с гипсоволокнистым отходом, дегидратации, смешения полученной массы с макулатурой и формования /2/.
Существенным недостатком этих способов является то, что процесс производства включает энергоемкие операции по подготовке гипса (дегидратацию) и сушке изделия в отдельных сушильных агрегатах, за счет этого значительно повышается себестоимость продукции.
Близким по технической сущности является способ получения гипсоволокнистых плит по заявке ФРГ, который предусматривает смешение гипса с волокнистым компонентом, прессование смеси и последующую сушку. Готовые плиты подвергают дополнительному уплотнению преимущественно путем прессования при давлениях, достигающих 200 н/мм2 (МПа) /3/.
Для получения плит в указанном способе вводится дополнительная операция прессования, для проведения которой требуется специальное оборудование пресс высокого давления, что ведет к усложнению и удорожанию производства.
Цель изобретения снижение себестоимости изделий за счет использования дешевого сырья отходов производства и упрощения процесса их изготовления.
Поставленная цель достигается тем, что осадок после брожения и гипсовый шлам (отходы производства молочной кислоты) смешивают с волокнистым компонентом: опилками, предварительно измельченными путем мокрого помола, или скопом отходом бумажного производства в соотношении 1:3:6 по массе в пересчете на сухое вещество, формуют влажный ковер под вакуумом, затем прессуют под давлением 0,5-0,7 МПа и сушат в интервале изменения температуры от 120 до 160 oC в два этапа -вначале при 120-130 oC в течение 30 мин, а затем при 150-160 oC до остаточной влажности не выше 12
В предлагаемом способе в отличие от прототипа в качестве сырья используют отходы производства молочной кислоты: гипсовый шлам и осадок после брожения; проводят горячее прессование и одновременно сушат изделия при давлении не выше 0,7 МПа без дополнительного жесткого прессования при высоких давлениях. При этом упрощается процесс изготовления изделий и снижается их себестоимость, а кроме того, достигается положительный экологический эффект значительно снижается вредное воздействие отходов производства молочной кислоты на окружающую среду. Данный способ отличается также тем, что прессование и сушку проводят под прессом в два этапа: вначале при температуре 120-130 oC и давлении 0,5 МПа в течение 30 мин и окончательно при 150-160 oC до остаточной влажности 12 При таком режиме вследствие более равномерного отвода испаряемой влаги не происходит разрыхления структуры плиты и увеличивается ее прочность на 15-20 по сравнению с изделиями, отпрессованными в один этап при постоянной температуре 140 и 160 oC.
Условия проведения такой термовлажностной обработки изделий, когда помимо удаления поверхностной воды (сушки) протекают процессы дегидратации и регидратации гипсового камня, способствуют созданию плотной кристаллической структуры плиты. Процессы эти можно представить уравнением:
CaSO4•2H2O ⇄ CaSO4•0,5H2O+1,5H2O
Повышение температуры выше 160 oC и давление больше 0,7 МПа нецелесообразно по двум причинам. Во-первых, при более высокой температуре происходит разложение органических веществ, имеющихся в составе исходного сырья, и во-вторых, дальнейшее повышение ее приводит к образованию полугидрата, гидратация которого затруднительна, при этом механическая прочность изделия снижается.
Важными факторами, влияющими на повышение прочности готовых изделий, являются использование тщательно измельченных волокон и проведение формования под вакуумом. Использование хорошо измельченных и набухших целлюлозосодержащих волокон, особенно в сочетании с осадком после брожения, содержащего органические соединения с активными группами, способными к химическому взаимодействию и образованию водородных связей, усиливает связеобразование в плите. Добавка осадка в композицию в количестве 5-10 мас. увеличивает прочность изделия в среднем на 20
Формование мокрого "ковра" плиты при небольшом разряжении (абс. давление 0,05 МПа) позволяет лучше уплотнить плиту.
Характеристика исходных материалов.
Гипсовый шлам и осадок после брожения отходы производства молочной кислоты в соответствии с "Технологической инструкцией по производству пищевой молочной кислоты" /4/.
Гипсовый шлам представляет собой пастообразную массу влажностью 40-50 объемная масса его составляет 1330 кг•м-3. Твердая фаза состоит, в основном, на 85-95 из двуводного сульфата кальция.
Осадок после брожения содержит солодовые ростки, мел, известь, лактат кальция, коллоидные вещества и молочнокислые бактерии и представляет собой клейкую массу. Объемная масса влажного (65 влажности) осадка составляет 1200 кг•м-3. Осадок используют как клеевую основу. Добавки его в композиции в количестве 5-10 масс. увеличивают прочность изделия в среднем на 20
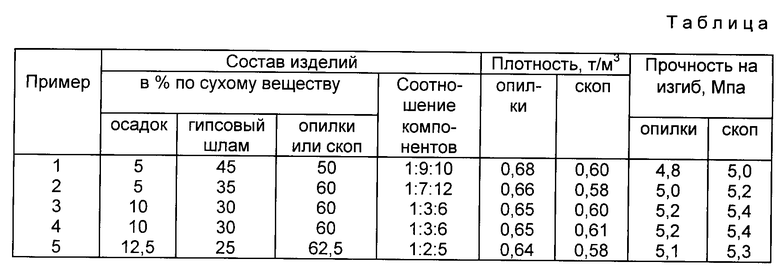
Примеры. Отходы производства молочной кислоты: осадок после брожения влажностью 65 и гипсовый шлам влажностью 50 смешивают с измельченными путем мокрого помола опилками (степень помола 25-40o ШР) или скопом влажностью 85 в соотношении 1:3:6 по массе в расчете на сухое вещество (примеры 3, 4). При указанном соотношении компонентов достигается практически полная переработка отходов производства молочной кислоты. Увеличение содержания гипсового отхода выше предлагаемого приводит к уменьшению прочности изделия (пример 1, 2), повышение содержания осадка не оказывает существенного влияния на прочность (пример 5). Композиционную массу перемешивают до однородности и через дозирующее устройство направляют на формование. Сформованный ковер влажностью 55 подпрессовывают до заданных размеров (толщина 12 ±1 мм) и одновременно сушат под прессом вначале при температуре 120 oC и давлении 0,5 МПа в течение 30 мин и окончательно - при температуре 150oC и давлении 0,7 МПа в течение 10 мин до остаточной влажности не выше 12 (пример 3). При том же соотношении компонентов, но сушат вначале при температуре 130 oC и давлении 0,5 МПа в течение 30 мин и окончательно при температуре 160 oC и давлении 0,7 МПа в течение 10 мин до остаточной влажности 12 пример 4. Водную фазу после отжима ковра направляют на операцию мокрого помола опилок. Механическая прочность готовых изделий при изгибе составляет 4,8-5,4 МПа.
Соотношение компонентов и свойств полученных изделий приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕТОННАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ИЗДЕЛИЙ | 1998 |
|
RU2149852C1 |
| СПОСОБ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1989 |
|
RU1690332C |
| СПОСОБ ПОЛУЧЕНИЯ ЛИМОННОЙ КИСЛОТЫ | 1994 |
|
RU2084530C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОРМОВОЙ ДОБАВКИ | 1991 |
|
RU2032358C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИМОННОЙ КИСЛОТЫ | 1999 |
|
RU2159286C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОЛОЧНОЙ КИСЛОТЫ | 1998 |
|
RU2149188C1 |
| ШТАММ ГРИБА ASPERGILLUS NIGER - ПРОДУЦЕНТ ЛИМОННОЙ КИСЛОТЫ | 2000 |
|
RU2192460C2 |
| СПОСОБ ПОЛУЧЕНИЯ СУХОГО КОРМОВОГО МИЦЕЛИЯ | 1991 |
|
RU2016522C1 |
| ШТАММ ГРИБА ASPERGILLUS NIGER - ПРОДУЦЕНТ ЛИМОННОЙ КИСЛОТЫ | 1995 |
|
RU2088658C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРОМАТИЗАТОРА | 2000 |
|
RU2198547C2 |
Изобретение относится к промышленности стройматериалов и может быть использовано для изготовления изделий из отходов производства молочной кислоты. Способ изготовления строительных изделий включает смешение гипсосодержащего и волокнистого компонентов, формирование под вакуумом, прессование и сушку изделия. При этом в качестве сырьевых компонентов используют гипсовый шлам производства молочной кислоты и осадок после брожения - также отход производства молочной кислоты, а также опилки или скоп в соотношении 1:3:6 по массе в пересчете на сухое вещество. Механическая прочность изделий составляет при изгибе 4,8-5,4 МПа. 1 табл.
Способ изготовления гипсоволокнистых изделий путем смешения гипсового и волокнистого компонентов с последующим формованием, прессованием и сушкой изделия, отличающийся тем, что в качестве гипсового компонента используют гипсовый шлам отход производства молочной кислоты, а при смешении дополнительно вводят осадок после стадии брожения сырья, при этом осадок, шлам и волокнистый компонент берут в соотношении 1 3 6 по массе в пересчете на сухое вещество, формуют под вакуумом, прессование и сушку изделий ведут в 2 этапа: сначала при 120 130oС в течение 30 мин, а затем при 150 - 160oС до остаточной влажности не выше 12%
