113
Изобретение относится к промышленности строительных материалов и может быть использовано для изготовления гипсоволокнистых плитJ применяемых в качестве перегородок, осно- ваний под полы, встроенной мебели и других строительных целей.
Целью изобретения является повышение производительности и прочности плит.
На фиг. 1 схематически изображена конвейерная линия, общий вид; на фиг. 2 - мешалка, разрез; на фиг.З - устройство принудительной подачи и вальцевая смеси; на фиг. 4 - расположение валков прокатьшающего устройства. Линия содержит гидроразбиватель 1 для роспуска волокон бак-гомогени- затор 2 для гомогенизации суспензии, бункер 3 гипса с тарельчатым питателем 4, дозатор 5, насосы 6 для подачи суспензии И технологическойводы, мешалку 7, устройство 8 принудитель- ной подачи и вальцевания смеси, горизонтальный формовочный транспортер 9, борта 10 для предотвращения растекания смеси, валковое прокатывающее. устройство 11., подсеточные ванны 12, бункера-отстойники 13.
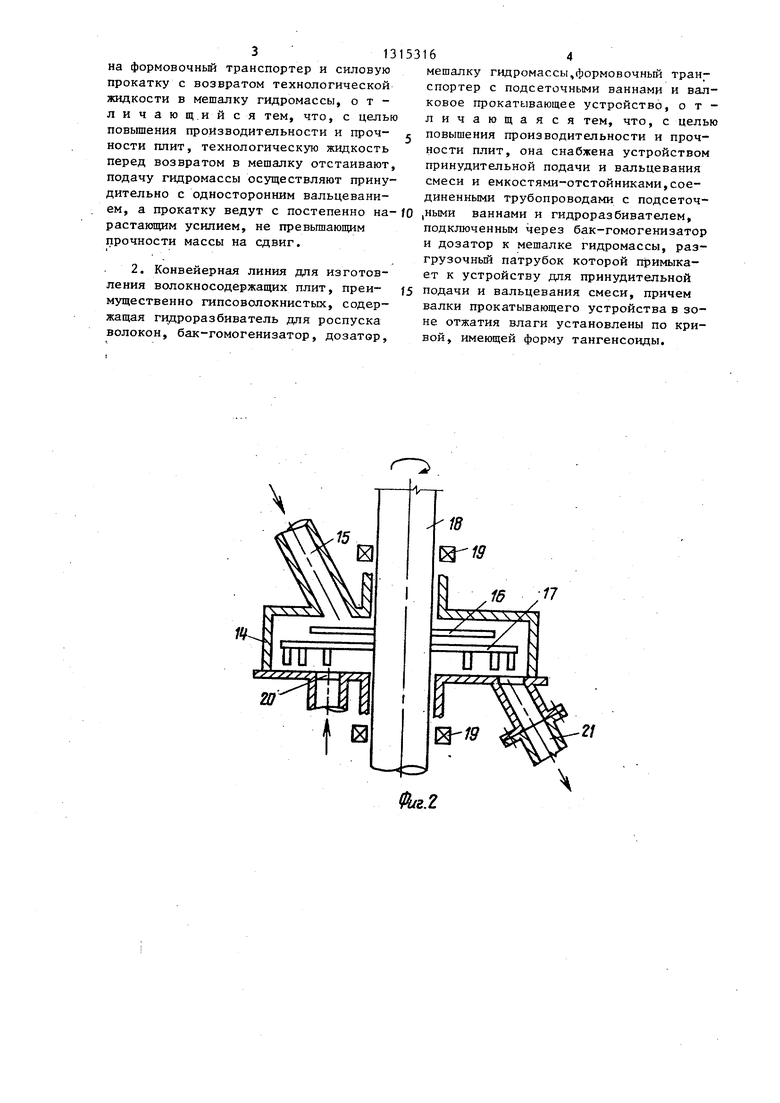
Мешалка 7 содержит корпус 14 с патрубком 15 для подачи гипса, тарел .ку 16 для принятия гипса, крестовину 17 с закрепленными на ней пальцами для перемешивания,установленную на валу 18 в подшипниковых опорах 19. Корпус 14 имеет также отверстие 20 для ввода волокнистой суспензии и разгрузрчньш патрубок 21, примыкаю- щий к устройству 8, состоящему из бункера 22,вала 23 и резинового скребка 24.
Способ изготовления гипсоволокнистых плит осуществляется с помощью конвейерной линии следу1ощим образом.
В гидроразбивателе 1 готовится волокнистая суспензия с концентрацией волокон в воде 3-5%, которая по трубопроводу поступает в бак гомогени- затор 2, после гомогенизации волок нистая суспензия подается в дозатор 5 и дозируется в мешалку 7, туда же тарельчатым питателем 4 из бункера 3 Дозируется строительный гапс.
Подача суспензии в мешалку осуществляется через отверстие 20, при вращении вала 18 волокнистая суспен™ зия ударяется о стенки корпуса 14
62
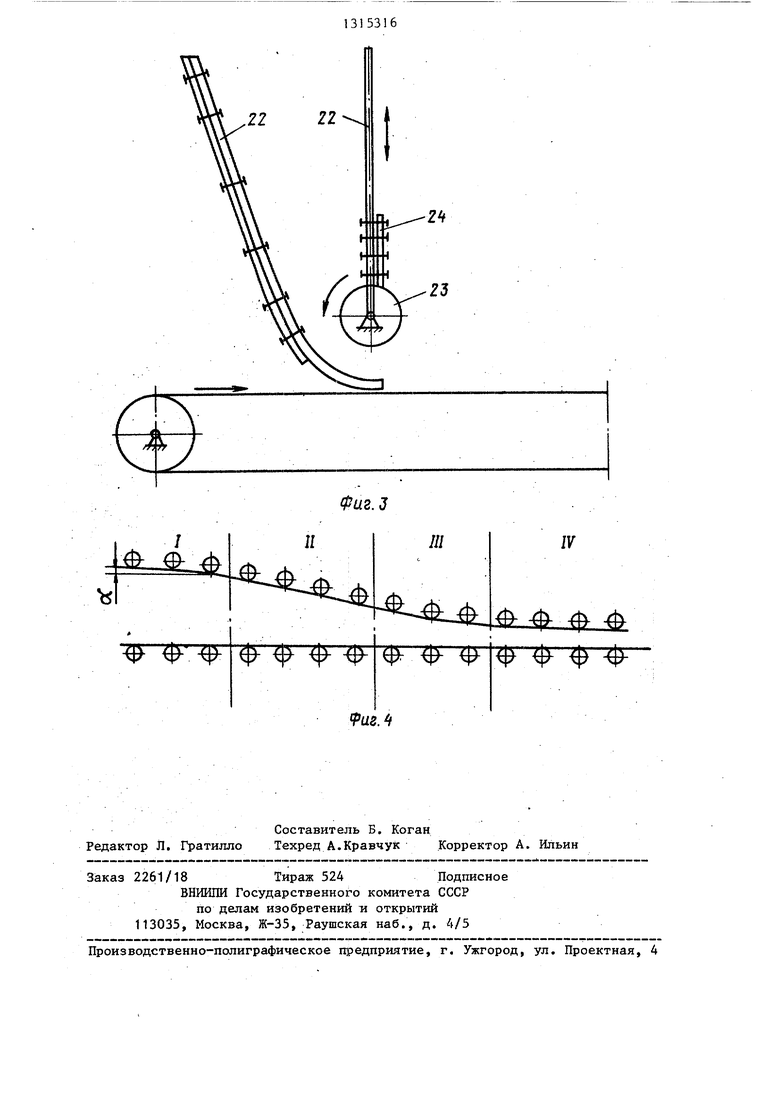
или о пальцы крестовины 17. При этом происходит ее дополнительное доиз- мепьчение. Гипс попадает в корпус с вращающейся тарелки 16. Перемешанная гипсоволокнистая масса выбрасывается в бункер 22 устройства при- .ну,цительной подачи и благодаря воздействию вала 23 при подаче на формовочный транспортер 9 дополнительно гомогенизируется, при этом происходит распрямление волокон,в конечном итоге усиливающее армирующий эффект.
На сетке транспортера 9 в первый момент времени происходит самофильт- ация массы и затем масса поступает ;под сетку прокатывающего устройства 11. Валы прокатывающего устройства расположены по кривой, имеющей форму тангенсоиды.
Такое расположение вала объясняется следующим. В зоне I происходит захват текучей гипсоволокнис- той массы, поэтому угол захватааб минимален, так как в противном случае масса не захватывается, а накапливается перед прокатывающим устройством В зону II поступает частично обезвоженная масса, имеющая некоторую прочность на сдвиг. Поэтому угол захвата увеличивается. В этой зоне происходит в основном отжатие воды из массы. В зоне, III развиваются высоки напряжения, так как давление валов воспринимает не только паровая вода, но и формируемый твердофазовый каркас, поэтому угол захвата умень,шает- ся, поскольку в противном случае происходят разрыв каркаса и снижение прочности прокатываемой плиты. Зона IV-зона калибровки плит.
Отжатая при прокатке вода из под- сеточных ванн 12 стекает в бункера- отстойники 13 и после отстоя подается в гидроразбиватель 1.
Производительность предлагаемой конвейерной линии до 3 м гшит в 1 мин Толщина плит 10-36 мм, ширина формируемой плиты 1300-1500 мм. Объемная масса плит после сушки 700-1200 кг/м
Формула изобретения
1. Способ изготовления волокносо- держащих штит, преимущественно гипсоволокнистых, включающий приготовление из смеси волокна с водным ра.ство ром вяжущего гидромассы, ее подачу
на формовочньй транспортер и силовую прокатку с возвратом технологической жидкости в мешалку гидромассы, о т - л и ч а ю щ.ий с я тем, что, с целью повьппения производительности и проч- ности плит, технологическую жидкость перед возвратом в мешалку отстаивают, подачу гидромассы осуществляют принудительно с односторонним вальцеванием, а прокатку ведут с постепенно нарастающим усилием, не превышающим прочности массы на сдвиг.
2, Конвейерная линия для изготовления волокносодержащих плит, преимущественно гипсоволокнистых, содержащая гидроразбиватель для роспуска волокон, бак-гомогенизатор, дозатор.
мешалку гидромассы,формовочный транспортер с подсеточными ваннами и валковое прокатывающее устройство, отличающаяся тем, что, с целью повышения производительности и прочности плит, она снабжена устройством принудительной подачи и вальцевания смеси и емкостями-отстойниками,соединенными трубопроводами с подсеточ- ,ными ваннами и гидроразбивателем, подключенным через бак-гомогенизатор и дозатор к мешалке гидромассы, разгрузочный патрубок которой примыкает к устройству для принудительной подачи и вальцевания смеси, причем валки прокатывающего устройства в зоне отжатия влаги установлены по кривой, имеющей форму тангенсоиды.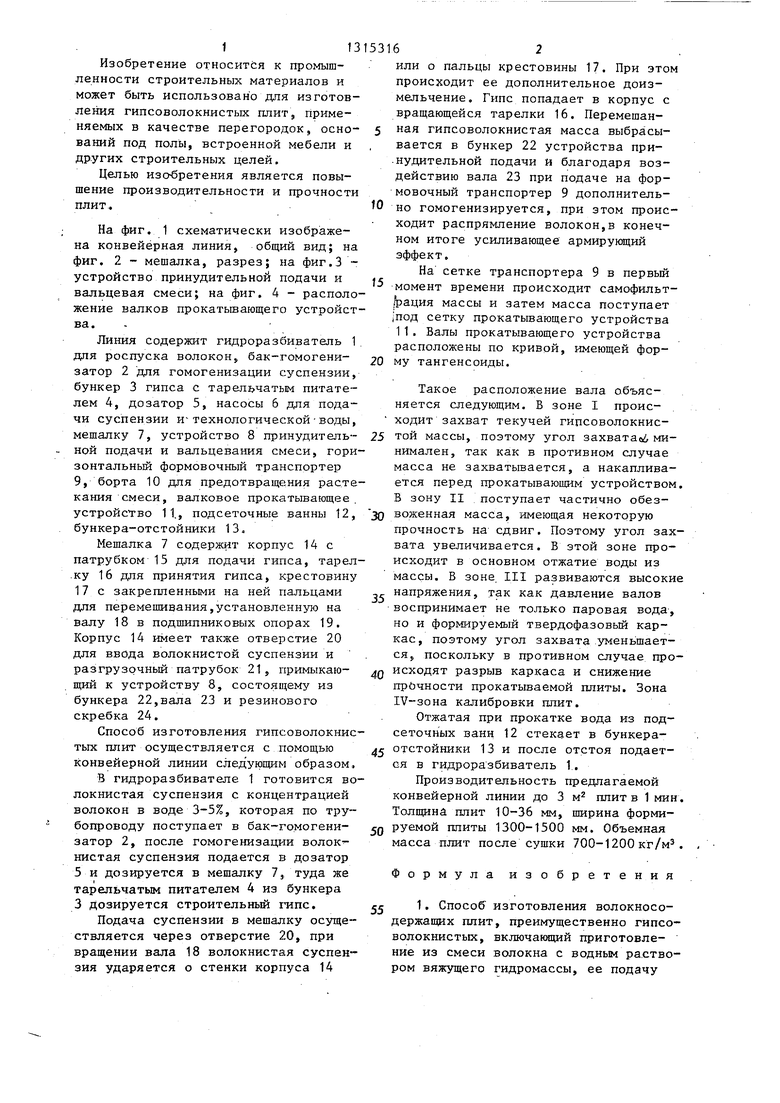
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ПЛИТ | 1996 |
|
RU2129067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111115C1 |
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1982 |
|
SU1096256A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕДРЕНИЯ ХОЛСТА В ИЗГОТАВЛИВАЕМЫЕ МОКРЫМ СПОСОБОМ ПАНЕЛИ | 2007 |
|
RU2443550C2 |
| Поточная линия для изготовления волокнистых теплоизоляционных плит | 1984 |
|
SU1333581A2 |
| Поточная линия для изготовления перлитоволокнистых изделий | 1988 |
|
SU1518127A1 |
| Способ изготовления негорючих волокнистых теплоизоляционных материалов | 1988 |
|
SU1641619A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОСТОЙКИХ СТРОИТЕЛЬНЫХ ПЛИТ | 2014 |
|
RU2565696C1 |
| Способ изготовления гипсоволокнистых плит | 1990 |
|
SU1773891A1 |
| СПОСОБ ОБЖИГА ПРИ НИЗКОМ СОДЕРЖАНИИ ВОЛОКНА ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВОЛОКНИСТОГО ЛИСТА | 2008 |
|
RU2478470C2 |
Изобретение относится к промышленности строительных материалов и . может быть использовано для изготовления гипсоволокнистых гшит, применяемых в качестве перегородок, оснований под полы, встроенной мебели и других строительных целей. Цель изобретения - повьшение производительности и прочности плит. Способ изготовления волокносодержащих плит включает приготовление из смеси волокна с водным раствором связующего гидромассы, принудительную с односторонним вальцеванием подачу ее на формовоч- ньм транспортер и силовую прокатку с постепенно нарастающим усилием, не превышающим прочности массы на сдвиг, и с возвратом предварительно отстоен- ной технологической жидкости в мешалку гидромассы. Способ осуществляют в конвейерной линии, содержащей формовочный транспортер 9, валковое тывающее устройство 11, валки которо-. го в зоне обжатия влаги установлены по кривой, имеюп5ей форму тангенсоиды, и бункера-отстойники 13,coeдинeнныef трубопроводами с подсеточными ваннами 12 и гидроразбивателем 1, подключенным через бак-гомогенизатор 2 и дозатор 5 к мешалке 7 гвдромассы, разгрузочный патрубок которой примьжает. к устройству 8 принудительной подачи и вальцевания смеси. 2 с in. ф-лы, 4 ил. (С (Л 00 ел СА О 9nt.f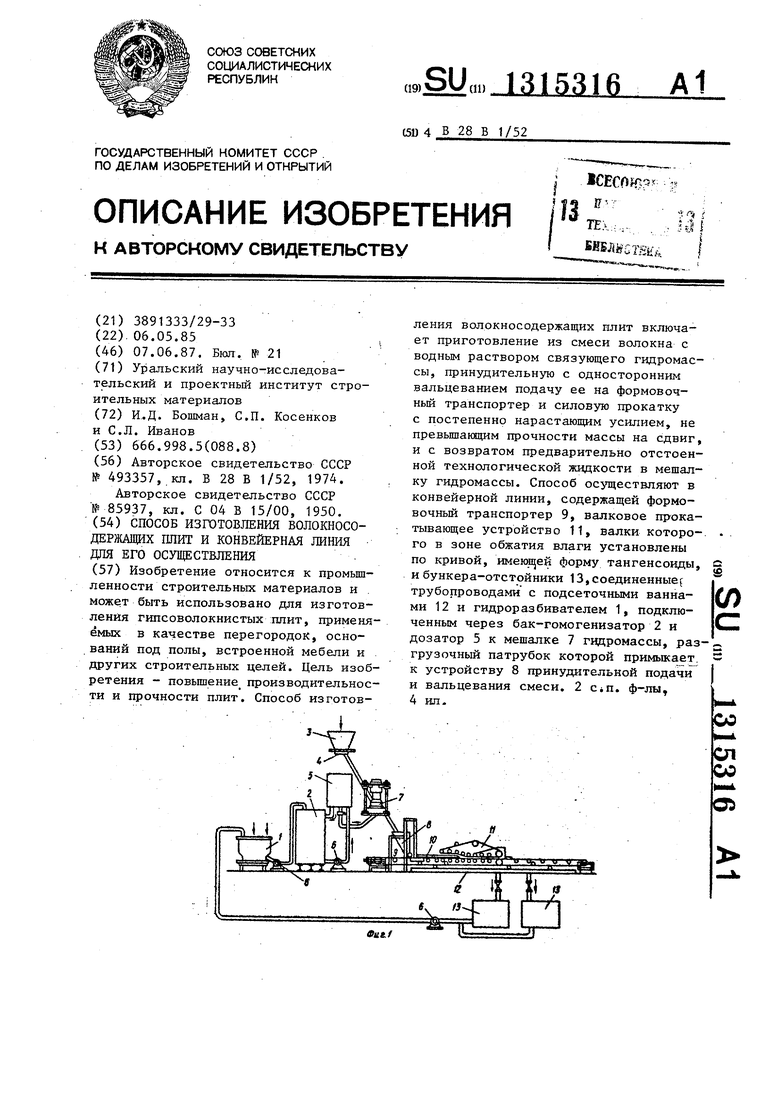
, 7
Фиг.З
Риг. 4
IV
| Поточная линия для изготовления жестких минераловатных плит "изотроп" | 1974 |
|
SU493357A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ изготовления строительных деталей из армированного растительными волокнами гипса | 1949 |
|
SU85937A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
