Изобретение относится к способу изготовления панели, прежде всего половой панели, с сердечником из древесно-стружечного материала, верхней стороной и нижней стороной, при этом панель имеет по меньшей мере на двух расположенных друг напротив друга боковых гранях такое соответствующее друг другу профилирование, что две выполненные идентично панели выполнены с возможностью соединения и блокировки друг с другом в горизонтальном и вертикальном направлениях посредством по существу вертикального соединительного движения, при этом блокировка в вертикальном направлении является достигаемой посредством по меньшей мере одного выполненного с возможностью перемещения в горизонтальном направлении упругого элемента, который при соединительном движении защелкивается за простирающуюся по существу в горизонтальном направлении блокировочную кромку.
Панель такого типа известна, например, из DE 20112474 U1 или ЕР 1350904 A2.
Из ЕР 1650375 А1 известна панель, которая не цельно выполнена из сердечника. Выполненный на этой панели тип блокировки (замыкания) предусмотрен, предпочтительно, на поперечной стороне половой панели. Однако блокировка может быть предусмотрена и на продольной стороне или же как на продольной стороне, так и на поперечной стороне. Пружинящий элемент состоит из пластмассы и вставлен в горизонтально проходящую канавку на одной из боковых сторон и на своей верхней стороне имеет скошенную кромку. Аналогично дверному шарниру, пружинящий элемент за счет скошенной кромки вдавливается новой присоединяемой панелью, когда она своей нижней стороной налегает на скос и опускается дальше. Когда новая налагаемая панель полностью опущена до основания пола, упругий элемент защелкивается в канавку, выполненную на расположенной напротив боковой грани. Для изготовления этого упругого элемента необходимы специальные инструменты для литья под давлением, в силу чего производство является достаточно дорогим. Помимо этого, для достижения достаточных значений прочности должна использоваться высококачественная пластмасса, что еще более удорожает пружинящий элемент. Если применяются пластмассы со слишком малыми значениями прочности, это ведет к слишком большим отклонениям пружинящего элемента от номинальных размеров, так как только посредством этого гарантируется, что могут быть сформированы или же переданы соответствующие силы.
В силу того что блокировочный элемент выполнен в виде отдельной детали, возникают дополнительные расходы. В силу используемой технологии изготовление блокировочного элемента осуществляется пространственно удаленно от панелей так, что интеграция в непрерывный процесс производства, прежде всего панелей для покрытия пола, является скорее всего невозможной. В силу различных материалов, древесно-стружечных материалов с одной стороны и пластмассы с другой стороны, приведение в соответствие допусков на изготовление из двух отдельных производственных процессов является затратным и связано с большими издержками. Так как блокировка в вертикальном направлении при отсутствующем блокировочном элементе была бы неэффективной, блокировочный элемент должен быть помимо этого закреплен против выпадения из выполненной на боковой кромке канавки при дальнейших процессах изготовления и при транспортировке. Эта защита является также затратной. Альтернативно этому, блокировочный элемент мог бы быть предоставлен потребителю в распоряжение отдельно.
Все чаще упоминаемые половые панели укладываются (настилаются на пол) непрофессионалами, так что в силу отсутствующего опыта принципиально существует возможность, что первоначально требуемое количество блокировочных элементов определяется неверно, и они покупаются в недостаточном количестве для того, чтобы полностью выполнить укладку в помещении. Помимо этого не исключено, что при вставлении пружинящих элементов непрофессионал допускает ошибку, что ведет к тому, что точная укладка невозможна и соединение с течением времени распадается, что относится потребителем на счет поставляемого производителем качества.
Из DE 10224540 А1 известны панели, которые на расположенных друг напротив друга боковых гранях профилированы таким образом, что образуются крюкообразные соединительные элементы для блокировки в горизонтальном направлении. Для блокировки в вертикальном направлении на соединительных элементах предусмотрены расположенные на расстоянии друг от друга по горизонтали и вертикали элементы с геометрическим замыканием и соответствующие им выемки, каждая из которых имеет направленную горизонтально блокировочную поверхность. Поперечное растяжение направленных таким образом горизонтально блокировочных поверхностей составляет приблизительно 0,05-1,0 мм. Для того чтобы сцепление двух панелей вообще оставалось возможным, выбор размеров должен быть таким малым. Однако тем самым неизбежно возникает ситуация, что могут быть восприняты лишь незначительные, направленные вертикально силы. Таким образом необходимо изготовление с экстремально малыми допусками для того, чтобы гарантировать, что при нормальной нагрузке соединение не будет распадаться (выходить из зацепления) на уже легких неровностях пола и/или мягком грунтовом покрытии.
Исходя из описанных проблем способ изготовления вышеописанной панели должен быть улучшен.
Для решения данной проблемы способ отличается тем, что по меньшей мере один упругий элемент посредством поперечно перемещаемого к направлению обработки инструмента высвобождают по отношению к сердечнику в направлении верхней стороны и в направлении расположенной напротив него боковой грани и при этом его оставляют соединенным по меньшей мере одним из его обоих концов с сердечником в направлении боковой грани панели.
За счет такого выполнения производство значительно упрощается. Время и затраты на изготовление уменьшаются в силу отсутствия необходимости соединять и удерживать различные детали. Помимо этого конечному потребителю гарантируется наличие всех деталей и возможности дальнейшей работы.
Преимущественно, что по меньшей мере один упругий элемент свободен по отношению к сердечнику в направлении верхней стороны и в направлении расположенной напротив боковой грани и соединен по меньшей мере одним из своих обоих концов, преимущественно обоими концами, с сердечником в направлении своей боковой грани. С помощью размеров эффективного соединения упругого элемента с сердечником может быть выбрана упругая эластичность.
Высвобождение (раскрытие) упругого элемента происходит преимущественно посредством горизонтального и вертикального паза. С помощью ширины паза задают не только прочность привязки упругого элемента к материалу сердечника, но и посредством выбора ширины вертикального паза может быть получен для упругого элемента упор в горизонтальном направлении так, что элемент надежно защищается от перерастяжения. Если по длине боковой грани предусмотрено несколько расположенных на расстоянии друг от друга упругих элементов, повышается стабильность соединения в силу того, что ограничивается свободный упругий ход в продольном направлении упругого элемента. Расстояние между отдельными упругими элементами может быть выбрано более или менее большим. Чем меньше это расстояние, тем больше конечно эффективная поверхность, с которой осуществляют блокировку так, что передаваемые силы в вертикальном направлении являются соответственно большими.
Горизонтальная блокировка осуществлена, предпочтительно, посредством соответствующих друг другу крюковых элементов, при этом крюковой элемент на имеющей блокировочную кромку боковой грани выполнен посредством выступающего в направлении верхней поверхности уступа, а крюковой элемент на имеющей упругий элемент боковой грани - посредством направленного в сторону нижней стороны уступа.
Если внешняя кромка упругого элемента наклонно под углом проходит к верхней поверхности, тем самым облегчается соединительное движение, так как упругий элемент упруго прогибается с возрастающим перемещением вглубь в направлении сердечника панели.
Проходящая по существу горизонтально блокировочная кромка является, преимущественно, боковой стенкой выполненной в боковой грани канавки.
Однако проходящая по существу горизонтально блокировочная кромка может быть выполнена посредством выступающего наружу выступа на выступающем уступе.
Для достижения по возможности надежной блокировки в вертикальном направлении выступающий вниз уступ может иметь по меньшей мере частично плоскую торцевую поверхность, которая заканчивается в той же горизонтальной плоскости, что и выполненная на расположенной напротив боковой грани поверхность прилегания так, что две соединенные друг с другом панели опираются друг на друга.
Если крюковые элементы выполнены таким образом, что в месте соединения двух соединенных друг с другом панелей создается предварительное натяжение, боковые грани панелей в области верхней поверхности прижимаются друг к другу их вертикальными плоскостями, посредством чего достигается соединение верхних поверхностей панелей и предотвращается образование щелей.
Следующие варианты осуществления изобретения описаны ниже с привлечением изображений, на которых показано:
на фиг.1 - вид сверху первой панели,
на фиг.2 - изображение двух соединенных друг с другом панелей в разрезе по линии разреза II-II на фиг.1;
на фиг.3 - соответствующее фиг.2 изображение по линии разреза III-III на фиг.1;
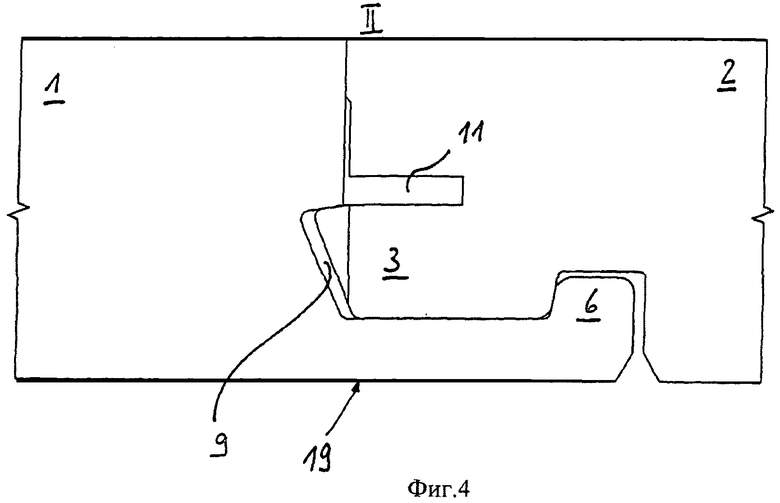
на фиг.4 - первый вариант панели по фиг.2 и 3;
на фиг.5 - второй вариант панели по фиг.2 и 3;
на фиг.6 - вид сбоку двух соединенных друг с другом панелей согласно второму примеру осуществления;
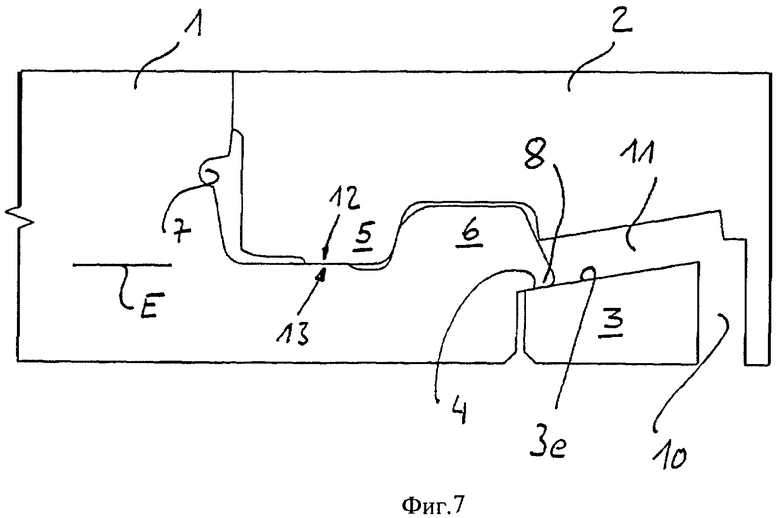
на фиг.7 - разрез двух соединенных друг с другом панелей по фиг.6;
на фиг.8 - другое конструктивное выполнение панелей;
на фиг.9 - четвертое конструктивное выполнение панелей.
Панели 1, 2 выполнены идентично. Они состоят из сердечника из древесно-стружечного материала или смеси пластмассы с древесно-стружечным материалом. Панели 1, 2 на их расположенных друг напротив друга боковых гранях I, II профилированы, при этом боковая грань I была обработана фрезерованием от верхней стороны I, а боковая грань II - от нижней стороны 19. На боковой стороне II выполнен упругий элемент 3, который был образован путем фрезерования сердечника 17, проведя фрезеровку горизонтального паза 11 и по существу проходящего вертикально паза 10. Боковые грани I, II имеют длину L. В продольном направлении боковой грани II упругий элемент 3 на своих концах 3а, 3b соединен с материалом сердечника. Отделение упругого элемента 3 от сердечника 17 происходит исключительно за счет пазов 10, 11. Внешний край 3с упругого элемента 3 наклонен к верхней стороне 18 панели 2 под углом α. Вертикальные поверхности боковых краев I, II обработаны таким образом, что в области верхней стороны 18 образуются поверхности 15, 16 прилегания.
На боковой грани I, расположенной напротив упругого элемента 3, панель 1 снабжена простирающейся по существу в горизонтальном направлении канавкой 9, верхняя боковая стенка которой образует проходящую по существу горизонтально фиксирующую кромку. Как показано на фигурах, дно канавки 9 проходит параллельно внешней кромке 3с упругого элемента 3, что облегчает изготовление канавки 9. Однако оно также могло бы быть выполнено точно в вертикальном направлении или с углом, отклоняющимся от угла α.
Блокировка обеих панелей 1, 2 в горизонтальном направлении происходит посредством ступенчатого профилирования выполненных фрезерованием крюковых элементов 20, 21, а в вертикальном направлении - с помощью упругого элемента 3 в сочетании с блокировочной кромкой 4 канавки 9. На простирающемся вниз выступе 5 крюкового элемента 21 выполнена по меньшей мере частично плоская торцевая поверхность 12, взаимодействующая с выполненной на крюковом элементе 20 на расположенной напротив боковой грани I поверхностью 13 прилегания, которая расположена ниже уступа 6. Торцевая поверхность 12 и поверхность прилегания 13 заканчиваются в одной и той же горизонтальной плоскости Е так, что соединенные друг с другом панели 1, 2 опираются друг на друга. Профилирование крюковых элементов 20, 21 выбрано так, что в месте соединения создается предварительное натяжение и вертикальные поверхности 15, 16 прилегания панелей 15, 16 прижимаются друг к другу так, что на верхней стороне 18 двух соединенных друг с другом панелей 1, 2 отсутствует видимая щель. Для облегчения стыковки панелей 1, 2 на кромках выступающего вверх уступа 6 крюкового элемента 20 и выступающего вниз уступа 5 крюкового элемента 21 выполнены фаски или же они закруглены. Для облегчения изготовления упругого элемента 3 могут либо проходящий горизонтально паз 11 (Фиг.4), либо проходящий по существу вертикально паз 10 (Фиг.5) быть проходными, то есть простираться по всей длине боковой грани II.
Панель 2 соединяют с уже лежащей на основании пола панелью 1, в ходе чего панель 2 прикладывают к боковой грани I панели 1, и опускают в направлении основания пола посредством по существу вертикального соединительного движения. Когда упругий элемент 3 касается своей нижней кромкой 3d верхней стороны 18 панели 1, при дальнейшем соединительном движении он в силу своей проходящей под углом α внешней кромки 3с при соприкосновении с поверхностью 15 прилегания вдавливается в направлении сердечника 17 так, что он отклоняется в горизонтальном направлении Н. Панель 2 опускается далее вниз. При достижении упругим элементом 3 положения напротив канавки 9, в силу присущих материалу возвращающих сил он подается назад и заходит (защелкивается) в канавку 9, где он прилегает своей по существу горизонтально проходящей верхней стороной 3е к блокировочной кромке 4. Одновременно с этим, крюковые элементы 20, 21 входят в зацепление до тех пор, пока торцевая поверхность 12 не доходит до упора в поверхность 13 прилегания. После этого панели 1, 2 соединены и заблокированы друг с другом. Внутренняя стенка 10а паза 10 служит в качестве ограничения упругого хода упругого элемента 3 для предотвращения того, что за счет слишком глубокого погружающего перемещения соединение упругого элемента 3 с сердечником 17 на его концах 3а, 3b разорвется. Поверхности, то есть высота и ширина, которыми концы 3а, 3b соединены с сердечником 17, определяют степень упругости упругого элемента 3. Как показывают фиг.8 и 9, вдоль длины L боковой грани II могут быть выполнены несколько упругих элементов 3. На фигурах 8 и 9 показаны выполненные два упругих элемента 3. Также, вполне возможно, что упругие элементы 3 выполнены более короткими и предусмотрено пять, шесть или даже семь или более упругих элементов 3.
На показанном на фиг.6 и 7 примере конструктивного осуществления упругий элемент 3 выполнен на нижней стороне 19 панелей 1, 2. Блокировочная кромка 4 боковой грани I выполнена посредством выступа 8 на уступе 6. Также и в этом случае высвобождение упругого элемента 3 происходит посредством проходящего по существу в горизонтальном направлении Н паза 11 и проходящего в вертикальном направлении V паза 10. Также и здесь, один из пазов 10, 11 для упрощения способа изготовления может простираться по всей длине L боковой грани II. В этом конструктивном варианте боковые поверхности 15, 16 обработаны так, что образуется глухой карман 14, при этом на боковой грани I предусмотрено выступающее внутрь сердечника 17 поднутрение 7.
Если вертикальный паз 10 выполнен достаточно узким, также возможно, что упругий элемент 3 остается соединенным с сердечником только на одном из своих концов 3а или 3b. Это пояснено в виде сверху на фиг.9. Такое выполнение имеет преимущество, что упругий элемент 3 может расширяться также и в направлении длины L боковой грани II. Тогда свободный конец 3а или 3b опирается на внутреннюю стенку 10а паза 10.
Вырезание упругого элемента 3 происходит в представленной на фиг.2 и 3 панели 1, 2 посредством поперечно перемещаемого к направлению обработки инструмента. В качестве инструмента могут применяться фрезерные инструменты, инструменты лазерной или водоструйной резки или также закрепленные резцы или протяжки. В каждом из показанных на фиг.4 и 5 конструктивных примеров необходим лишь один перемещаемый инструмент так, что каждое из других высвобождений может быть выполнено посредством обычных, жестко закрепленных инструментов. При этом уменьшается невысвобожденный участок, который монолитно соединяет упругий элемент 3 с сердечником 17. Посредством этого возможно также установление различных по силе блокировочных сил. Во всех конструктивных примерах блокировка является разъемной посредством того, что панели 1, 2 сдвигаются друг по отношению к другу вдоль боковых кромок I, II или посредством бокового введения в место соединения непоказанного деблокировочного штифта.
Обычно, на верхней стороне 18 панели 1, 2 снабжены декором, который может быть напечатан непосредственно на верхней стороне 18. Обычно декор покрывается предохраняющим от износа слоем, в котором может быть вытеснено соответствующее декору структурирование.
Описанный выше вид блокировки предусматривается предпочтительно на поперечной стороне панелей 1, 2, которые на их продольной стороне могут быть соединены друг с другом посредством вставки под углом и опускания на основание пола, как это описано в DE 10324540 А1. Однако выполнение этого профилирования возможно как на продольных сторонах, так и на поперечных сторонах так, что панели могут быть соединены друг с другом на всех боковых гранях посредством лишь вертикального соединительного движения.
Список ссылочных обозначений
1 панель
2 панель
3 упругий элемент
3а конец
3b конец
3с внешняя кромка
3d нижняя кромка
3е верхняя сторона
4 блокировочная кромка
5 уступ
6 уступ
8 выступ
9 канавка
10 паз
10а внутренняя стенка
11 паз
12 торцевая поверхность
13 поверхность прилегания
14 глухой карман
15 вертикальная поверхность
16 вертикальная поверхность
17 сердечник
18 верхняя сторона
19 внутренняя сторона
20 крюковой элемент
21 крюковой элемент
Е плоскость
Н горизонтальное направление
L длина
V вертикальное направление
I боковая грань
II боковая грань
α угол
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ, ПРЕЖДЕ ВСЕГО ПОЛОВАЯ ПАНЕЛЬ | 2008 |
|
RU2396398C2 |
| ПАНЕЛЬ, ПРЕЖДЕ ВСЕГО ПОЛОВАЯ ПАНЕЛЬ | 2008 |
|
RU2446259C2 |
| СТРОИТЕЛЬНЫЕ ПАНЕЛИ С ВНУТРЕННИМИ КОМПЕНСАЦИОННЫМИ ЗАЗОРАМИ | 2015 |
|
RU2653207C2 |
| СПОСОБ ОБРАБОТКИ БОКОВОЙ КРОМКИ ПАНЕЛИ | 2008 |
|
RU2426641C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ И БЛОКИРОВКИ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 2004 |
|
RU2518698C2 |
| МЕХАНИЧЕСКАЯ БЛОКИРОВОЧНАЯ СИСТЕМА ДЛЯ ПАНЕЛЕЙ ПОЛА | 2012 |
|
RU2742684C2 |
| МЕХАНИЧЕСКАЯ БЛОКИРОВОЧНАЯ СИСТЕМА ДЛЯ ПАНЕЛЕЙ ПОЛА | 2012 |
|
RU2672903C2 |
| ПАНЕЛЬ, ПРЕЖДЕ ВСЕГО ПОЛОВАЯ ПАНЕЛЬ | 2009 |
|
RU2459057C2 |
| ПАНЕЛЬ, ПРЕЖДЕ ВСЕГО ПОЛОВАЯ ПАНЕЛЬ | 2010 |
|
RU2457306C2 |
| СПОСОБ УКЛАДКИ ПОЛОВЫХ ПАНЕЛЕЙ | 2009 |
|
RU2461691C2 |







Изобретение относится к области строительства, в частности к к способу изготовления половой панели. Технический результат изобретения - повышение эксплуатационных характеристик пола. Панель по меньшей мере на двух расположенных друг напротив друга боковых гранях имеет такое профилирование, что две идентично выполненные панели выполнены с возможностью блокировки друг с другом в горизонтальном и вертикальном направлениях посредством вертикального соединительного движения. Блокировка в вертикальном направлении обеспечивается за счет цельно выполненного из сердечника на боковой грани упругого элемента. Упругий элемент защелкивается за простирающуюся по существу в горизонтальном направлении блокировочную кромку. 5 з.п. ф-лы, 9 ил.
1. Способ изготовления панели, прежде всего половой панели (1, 2), с сердечником из древесно-стружечного материала или смеси (17) пластмассы с древесно-стружечным материалом, верхней стороной (18) и нижней стороной (19),
при этом панель по меньшей мере на двух расположенных напротив друг друга боковых гранях (I, II) имеет такое соответствующее друг другу профилирование, что две идентично выполненные панели (1, 2) выполнены с возможностью соединения и блокировки друг с другом в горизонтальном (V) и вертикальном (Н) направлении посредством, по существу, вертикального соединительного движения,
при этом блокировка в вертикальном направлении (V) является достигаемой посредством по меньшей мере одного выполненного с возможностью перемещения в горизонтальном направлении (Н), цельно выполненного из сердечника (17) на боковой грани (II) упругого элемента (3), который при соединительном движении защелкивается за простирающуюся, по существу, в горизонтальном направлении (Н) блокировочную кромку (4) за счет того, что
по меньшей мере один упругий элемент (3) посредством поперечно перемещаемого к направлению обработки инструмента высвобождают по отношению к сердечнику (17) в направлении верхней стороны (18) и в направлении расположенной напротив него боковой грани (I) и при этом его оставляют соединенным по меньшей мере одним из его обоих концов с сердечником (17) в направлении боковой грани (II) панели.
2. Способ по п.1, отличающийся тем, что в качестве инструмента применяют фрезерные инструменты, инструменты лазерной или водоструйной резки, закрепленные резцы или протяжки.
3. Способ по п.1 или 2, отличающийся тем, что упругий элемент (3) оставляют соединенным с сердечником (17) на его обоих концах (3а, 3b).
4. Способ по п.1, отличающийся тем, что упругий элемент (3) высвобождают по отношению к сердечнику (17) посредством, по существу, горизонтального паза (11) и, по существу, вертикального паза (10).
5. Способ по п.1, отличающийся тем, что по длине (L) боковой грани (II) высвобождают несколько расположенных на расстоянии друг от друга упругих элементов (3).
6. Способ по п.1, отличающийся тем, что внешнюю кромку (3с) упругого элемента (3) скашивают под углом (α) к верхней поверхности (18).
| DE 20112474 U1, 19.12.2002 | |||
| ЕР 1350904 А2, 08.10.2003 | |||
| Токарный автомат | 1988 |
|
SU1650375A1 |
| DE 10225540 А1, 18.12.2003 | |||
| СИСТЕМА ДЛЯ СОЕДИНЕНИЯ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 1994 |
|
RU2123094C1 |

