Изобретение относится к технологии машиностроения, к зубообработке, и может быть использовано при чистовой обработке зубьев прямозубых или косозубых цилиндрических колес.
Известен способ зубоиглошевингования путем обкатки, характеризующийся тем, что воспроизводят зацепление червяка с червячным колесом, причем в качестве червяка используют червячный иглошевер, на боковых сторонах витков которого размещают проволочный ворс в виде большого числа проволочек, жестко закрепленных одним торцом на боковой стороне витка червяка перпендикулярно к ней, а в качестве червячного колеса - обрабатываемую заготовку, сообщают принудительное вращательное движение и радиальную подачу червячному иглошеверу, а заготовку устанавливают с возможностью свободного вращения относительно своей оси, при этом диаметр червячного иглошевера выполняют равным диаметру сопряженного червяка, а толщину зуба профиля его витков соответственно увеличивают на величину двойного натяга [1].
Недостатком известного способа является невозможность использования данного инструмента при изготовлении прямозубых или косозубых цилиндрических колес без значительных трудоемких и дорогостоящих переделок и модернизации.
Известен способ чистовой обработки зубьев цилиндрических колес, осуществляемый дисковым шевером, представляющим собой цилиндрическое колесо, на боковых сторонах зубьев которого нанесено большое число узких незатылованных зубцов, при этом кинематическая связь между дисковым шевером и заготовкой-колесом отсутствует и ведущим элементом является дисковый шевер [2].
Недостатком известного способа является высокая трудоемкость и сложность в изготовлении шевера, при этом возможны погрешности формы и расположения пятна контакта.
Задачей изобретения является повышение качества чистовой отделочной зубообработки, упрощение конструкции и снижение трудоемкости изготовления инструмента путем использования иглошевера с расположенными на боковых сторонах зубьев равномерно распределенными пучками проволочного ворса.
Поставленная задача решается предлагаемым способом зубоиглошевингования, включающим обкатку зубьев заготовки, в котором при обработке прямозубых или косозубых цилиндрических колес воспроизводят зацепление двух зубчатых колес на зубодолбежном станке, причем в качестве одного зубчатого колеса используют зубоиглошевер, набранный из элементарных зубчатых дисков толщиной не менее (d+b) мм, где b - толщина элементарного диска в месте расположения зубьев, в которых на одном из торцов жестко закреплен проволочный ворс в виде большого числа проволочек диаметром d, перпендикулярно расположенных на боковых сторонах зубоиглошевера, а толщина зубьев зубоиглошевера увеличена на двойной натяг, при этом зубоиглошеверу сообщают принудительное возвратно-вращательное и возвратно-поступательное продольное движение, а в качестве второго зубчатого колеса используют обрабатываемую заготовку, которой задают принудительное движение радиальной подачи и принудительное возвратно-вращательное движение с учетом равенства окружных скоростей инструмента и заготовки.
Особенности предлагаемого способа зубоиглошевингования поясняются чертежами.
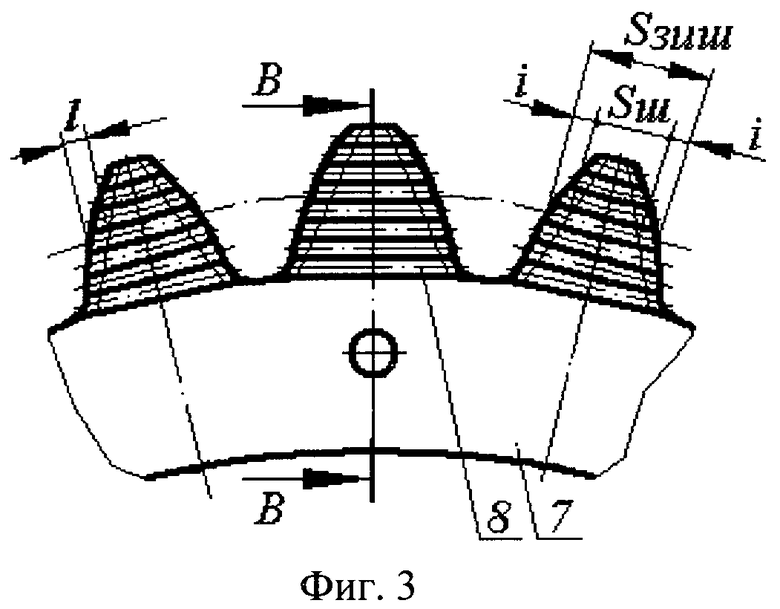
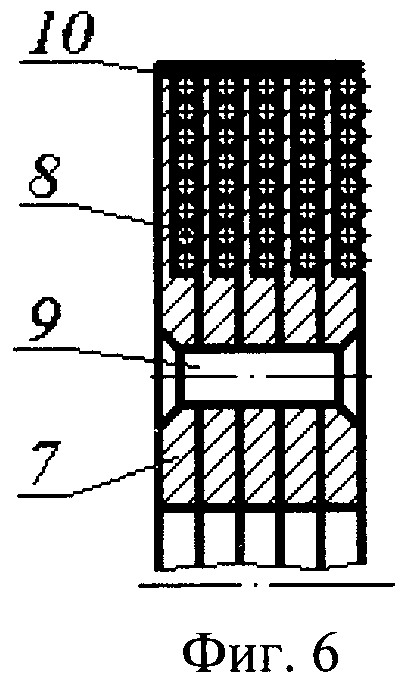
На фиг.1 показана схема зубоиглошевингования с радиальной подачей, осуществляемой на зубодолбежном станке зубоилошевером; на фиг.2 - вид сверху по Б на фиг.1; на фиг.3 - элементарный зубчатый диск с закрепленными пучками проволочного ворса; на фиг.4 - сечение В-В на фиг.3; на фиг.5 - вид по Г на фиг.4; на фиг.6 - зубоиглошевер в собранном виде, продольное сечение по зубу; на фиг.7 - зубоиглошевер в собранном виде, продольное сечение по зубу, вариант сборки.
Предлагаемый способ предназначен для чистовой отделочной зубообработки цилиндрических зубчатых колес зубоиглошевингованием на зубодолбежном станке, осуществляемым методом обката. Метод обката предполагает воспроизведение зацепления двух зубчатых колес, где в качестве одного используется зубоиглошевер 1, а в качестве второго - обрабатываемая заготовка 2.
Предлагаемый способ включает возвратно-поступательное движение VПР зубоиглошевера, его возвратно-вращательное движение вокруг своей оси VИ, принудительное возвратно-вращательное движение заготовки вокруг своей оси VЗ, ее радиальную подачу SРАД, как это показано на фиг.1 и 2.
Зубоиглошевингование производят на зубодолбежном станке, на котором в качестве инструмента используют зубоиглошевер, закрепленный на штосселе 3 зубодолбежного станка (не показан) при помощи шпонки 4, шайбы 5 и гайки 6. Зубоиглошевер представляет собой сборную конструкцию, состоящую из элементарных зубчатых дисков 7 толщиной не менее (d+b) мм, где b - толщина элементарного диска в месте расположения зубьев, в которых на одном из торцов жестко закреплен проволочный ворс в виде большого числа проволочек 8 диаметром d, перпендикулярно расположенных к боковым сторонам зубьев. Длина проволочек ворса больше толщины зубьев элементарного зубчатого диска на двойную величину l свободной длины ворса, т.е. конфигурация и толщина зубьев элементарного зубчатого диска на 27 мм меньше, чем толщина зубьев по проволочному ворсу.
Зубоиглошевер представляет собой шевер, состоящий из нескольких элементарных зубчатых дисков 7, жестко соединенных между собой как в ступице, например, заклепками 9, так и вершинами зубьев дисков - сваркой 10.
В элементарных зубчатых дисках проволочный ворс жестко закреплен контактной точечной сваркой по контуру зуба, как это представлено на фиг.3-7. Элементарный зубчатый диск представляет собой зубчатое колесо толщиной зуба b=2…10 мм, с диметром проволочных прутков d=1…10 мм, как показано на фиг.4.
После сборки зубоиглошевер шлифуют по боковым рабочим поверхностям зубьев на зубошлифовальном станке, например, мод. 5А841.
Сборку можно производить двояко по двум схемам, как показано на фиг.6 и 7. В первой схеме прутки одного диска находятся на расстоянии b от прутков другого диска, во второй схеме прутки двух дисков соприкасаются и поддерживают друг друга при рабочем прогибе [3]. Вторая схема предпочтительнее и позволяет производить резание с меньшими прогибами проволочного ворса.
Как известно при работе иглофрезами [3] эффективность обработки зависит от величины натяга i. Поэтому толщина зубьев зубоиглошевера SЗИШ увеличена на двойной натяг i по сравнению с толщиной зуба SШ обыкновенного шевера.
По предлагаемому способу зубоиглошеверу сообщают принудительное реверсивное возвратно-вращательное VИ и реверсивное возвратно-поступательное продольное VПР движение, при этом обрабатываемой заготовке задают принудительное движение радиальной подачи SРАД и принудительное возвратно-вращательное реверсивное движение с учетом равенства окружных скоростей инструмента и заготовки.
Чистовая отделка зубьев цилиндрических колес с помощью зубоиглошевера осуществляется после чистового зубофрезерования или зубодолбления.
Диаметр зубоиглошевера
dИ=(dЗ·zИ)/zЗ мм,
где dЗ - диаметр начальной окружности заготовки, мм;
zЗ - число зубьев заготовки,
zИ - число зубьев зубоиглошевера.
Так как толщина зуба зубоиглошевера увеличена на величину двойного натяга i, при работе зубоиглошевером соответственно увеличивают межосевое расстояние на станке. Реализуемый предлагаемый зубоиглошевер менее трудоемок, чем известный традиционный дисковый шевер, и не сложен в изготовлении, его применяют для обработки ответственных зубчатых передач [4]. При снятии мелкой стружки уменьшается параметр шероховатости поверхности профиля зубьев и, таким образом, улучшаются антифрикционные свойства цилиндрической зубчатой передачи, увеличивается пятно контакта, а использование зубодолбежного станка позволяет осуществить жесткую кинематическую связь между зубоиглошевером и заготовкой, что позволяет исправлять кинематические погрешности.
Длина хода К зубоиглошевера зависит от ширины kЗ зубчатого венца заготовки, от ширины kШ зубоиглошвера и перебега kП зубоиглошевера: К=kЗ+kШ+2kП (см. фиг.1). При обработке открытых венцов, как на фиг.1, перебеги зубоиглошевера выше и ниже торца практически равны между собой 2kП=0,14·kЗ, но не менее 5 мм.
Зубоиглошевингование на зубодолбежном станке выполняют методом совмещения движения обката и радиальной подачи посредством сближения инструмента с заготовкой до достижения номинального межосевого расстояния.
Существующая кинематическая связь между зубоиглошевером и заготовкой повышает качество обработки. Рекомендуется радиальная ступенчатая подача 0,03…0,06 мм/об стола.
Припуски под зубоиглошевингование приведены в таблице.
Пример. После чистового зубодолбления цилиндрического зубчатого колеса, имеющего 35 зубьев, m=2,25, изготовленного из стали 45, его зубоиглошевинговали с радиальной подачей на зубодолбежном станке 5А12 данным зубоиглошевером. В качестве ворса применяли пружинную проволоку диаметром 1,0…2,0 мм из стали Р18.
Для осуществления отделочной операции зубоиглошевером необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше этих параметров заготовки в 1,5…2 раза, соотношение l/f, где l - свободная длина ворса; f - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50…100, а коэффициент КП плотности проволочного ворса - в пределах 0,7…0,9 [3].
Твердость и предел прочности при растяжении материала обрабатываемой заготовки - сталь 45, составляет 170…229 НВ, 36 кгс/мм2=360 МПа, ГОСТ 1050-88, соответственно; твердость и предел прочности при растяжении материала проволочных элементов ворса, изготовленных из стали Р18, соответственно составляют 621 НВ, 137 кгс/мм2 = 1370 МПа.
Так как материал заготовки по твердости и прочности при растяжении примерно в 2…3 раза ниже этих параметров материала инструмента, для зачистки приняли натяг i=0,7…1,0 мм, для отделочной обработки резанием натяг составлял i=1,7…2,0 мм. В каждом конкретном случае оптимальный натяг подбирается экспериментальной обработкой и в среднем должен составлять i=0,7…2,5 мм.
В процессе обработки впадины заготовки зубчатого колеса пучки ворса входят в распор между зубьями и, прогибаясь благодаря натягу i, прижимаются к заготовке. На величину силового воздействия на обрабатываемую боковую поверхность зуба будет влиять длина вылета l проволочного элемента.
Основное силовое воздействие на обрабатываемую боковую поверхность осуществляется первыми по ходу движения проволочными элементами, имеющими наибольшую свободную длину l и прогиб f. Соседние с ними проволочные элементы упруго поджимают их, несколько увеличивая сосредоточенное суммарное воздействие на обрабатываемые поверхности.
Обработка предлагаемым способом с помощью зубоиглошевера показала, что усилие прижатия пучка к обрабатываемой поверхности заготовки составляло 200…600 Н на 10 мм рабочей поверхности инструмента. Для обработки зубоиглошевером необходимо соблюдать условие: р/σв=1,5…2,0, где р - давление при зубоиглошевинговании на зубодолбежном станке, МПа; σв - предел прочности материала обрабатываемой заготовки, МПа [3].
Выбор соответствующего давления р зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i.
Режимы работы инструмента можно рекомендовать следующие. Количество двойных ходов для отделочной обработки 20…50 дв.ход./мин. Окружная подача составляет 0,12…0,24 мм/мин.
При отделочной обработке металлов предлагаемым способом твердость обработанной поверхности не повышается, в результате улучшается качество обработки, шероховатость обрабатываемой поверхности, использование зубодолбежного станка осуществляет жесткую кинематическую связь между инструментом и заготовкой, что исправляет кинематические погрешности, а также увеличивается производительность обработки и долговечность инструмента, упрощается его монтаж и демонтаж.
Достигаемая в процессе обработки предлагаемым способом с использованием зубоиглошевера предельная величина шероховатости составляет Ra=0,8 мкм, возможно снижение исходной шероховатости в 2,5 раза.
Зубоиглошевингование зубчатых колес предлагаемым способом улучшает качество и точность чистовой отделки зубьев, снижает ее себестоимость благодаря удешевлению изготовления инструмента.
Источники информации
1. Патент РФ 2344024, МПК B23F 11/00 B23F 19/06. Способ зубоиглошевингования. Степанов Ю.С., Киричек А.В., Тарапанов А.С., Сухарский И.Н., Сотников В.И., Афанасьев Б.И., Фомин Д.С., Бологов Е.Н. Заявка №2007117259/02; 08.05.07. 20.01.09, бюл. №2, - прототип.
2. Справочник технолога-машиностроителя. В 2-х т. Т.1. Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение. 1986. С.345-353.
3. Гавриленко И.Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей // Автоматизация и современные технологии. - 1992. - №9. - С.27-30.
4. Патент РФ 2332282 С1, МПК B23F 11/00. Способ зубоиглофрезерования червячной иглофрезой - летучкой. Степанов Ю.С., Киричек А.В., Тарапанов А.С., Харламов Г.А., Сухарский И Н., Афанасьев Б.И., Фомин Д.С., Брусов С.И. Заявка №2007105778/02; 15.02.07. 27.08.2008. Бюл. №24.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОИГЛОШЕВЕР | 2010 |
|
RU2440217C1 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ | 2007 |
|
RU2344024C1 |
| СПОСОБ ИГЛОШЕВИНГОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ | 2008 |
|
RU2377103C1 |
| ИГЛОШЕВЕР ДЛЯ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2377104C1 |
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ С УПРОЧНЕНИЕМ | 2008 |
|
RU2385798C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2385797C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |




Способ включает обкатку зубьев заготовки. Для повышения качества чистовой отделочной иглообработки прямозубых или косозубых цилиндрических колес воспроизводят зацепление двух зубчатых колес на зубодолбежном станке, причем в качестве одного зубчатого колеса используют зубоиглошевер, набранный из элементарных зубчатых дисков толщиной не менее (d+b) мм, где b - толщина элементарного диска в месте расположения зубьев, в которых на одном из торцов жестко закреплен проволочный ворс в виде большого числа проволочек диаметром d, перпендикулярно расположенных на боковых сторонах зубоиглошевера, а толщина зубьев зубоиглошевера увеличена на двойной натяг. При этом зубоиглошеверу сообщают принудительное возвратно-вращательное и возвратно-поступательное продольное движение, а в качестве второго зубчатого колеса используют обрабатываемую заготовку, которой задают принудительное движение радиальной подачи и принудительное возвратно-вращательное движение с учетом равенства окружных скоростей инструмента и заготовки. 7 ил., 1 табл.
Способ зубоиглошевингования, включающий обкатку зубьев заготовки, отличающийся тем, что при обработке прямозубых или косозубых цилиндрических колес воспроизводят зацепление двух зубчатых колес на зубодолбежном станке, причем в качестве одного зубчатого колеса используют зубоиглошевер, набранный из элементарных зубчатых дисков толщиной не менее (d+b) мм, где b - толщина элементарного диска в месте расположения зубьев, в которых на одном из торцов жестко закреплен проволочный ворс в виде большого числа проволочек диаметром d, перпендикулярно расположенных на боковых сторонах зубоиглошевера, а толщина зубьев зубоиглошевера увеличена на двойной натяг, при этом зубоиглошеверу сообщают принудительное возвратно-вращательное и возвратно-поступательное продольное движение, а в качестве второго зубчатого колеса используют обрабатываемую заготовку, которой задают принудительное движение радиальной подачи и принудительное возвратно-вращательное движение с учетом равенства окружных скоростей инструмента и заготовки.
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ | 2007 |
|
RU2344024C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |
| СПОСОБ ИГЛОШЕВИНГОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ | 2008 |
|
RU2377103C1 |
| US 5651644 А, 29.07.1997. | |||

