Изобретение относится к машиностроению, к зубообработке и может быть использовано при чистовой обработке зубьев червячных колес.
Известен способ чистовой обработки зубьев червячных колес, осуществляемый червячным шевером, представляющим собой червяк, на вершине и боковых сторонах которого нанесено большое число узких незатылованных зубцов, при этом кинематическая связь между шевером и заготовкой - колесом отсутствует и ведущим элементом является шевер; колесо свободно вращается на своей оси [1].
Недостатком известного способа является высокая трудоемкость и сложность в изготовлении червячного шевера, при этом возможны погрешности формы и расположения пятна контакта.
Задачей изобретения является повышение качества чистовой отделочной зубообработки, упрощение конструкции и снижение трудоемкости изготовления инструмента путем использования червячного иглошевера с нанесенными на боковых сторонах витков червяка равномерно распределенных пучков проволочного ворса.
Поставленная задача решается предлагаемым способом зубоиглошевингования путем обкатки, характеризующийся тем, что воспроизводят зацепление червяка с червячным колесом, причем в качестве червяка используют червячный иглошевер, на боковых сторонах витков которого размещают проволочный ворс в виде большого числа проволочек, жестко закрепленных одним торцом на боковой стороне витка червяка перпендикулярно к ней, а в качестве червячного колеса - обрабатываемую заготовку, сообщают принудительное вращательное движение и радиальную подачу червячному иглошеверу, а заготовку устанавливают с возможностью свободного вращения относительно своей оси, при этом диаметр червячного иглошевера выполняют равным диаметру сопряженного червяка, а толщину зуба профиля его витков соответственно увеличивают на величину двойного натяга.
Особенности зубоиглошевингования червячным иглошевером поясняются чертежами.
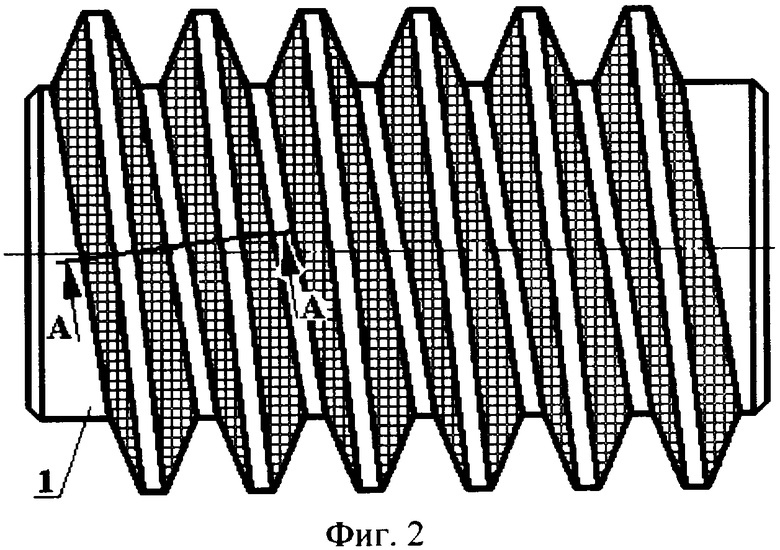
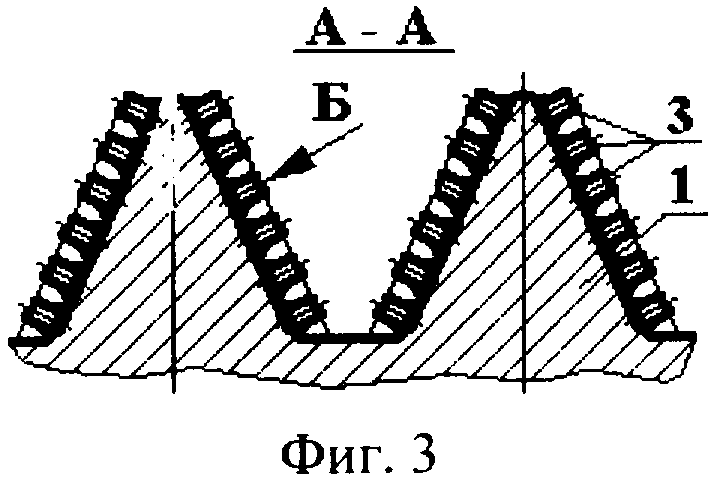
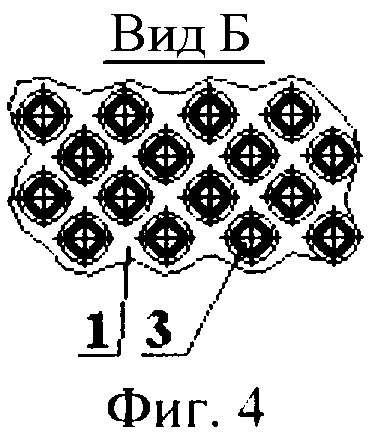
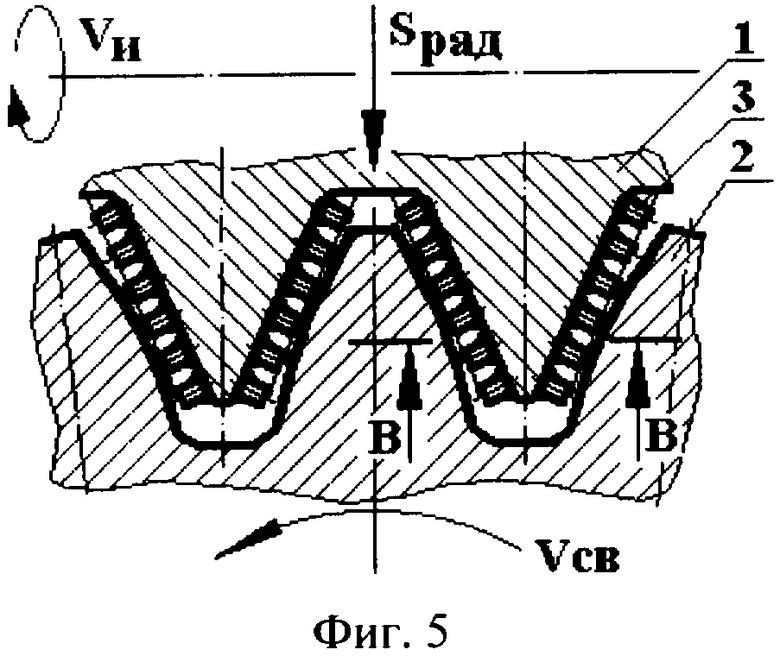
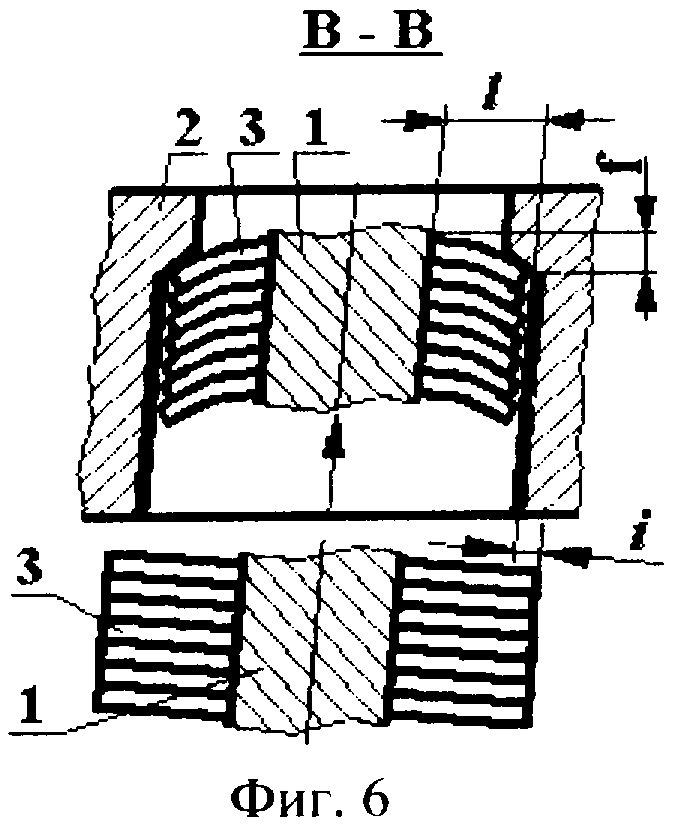
На фиг.1 показана схема зубоиглошевингования с радиальной подачей, осуществляемой на зубофрезерном станке червячным иглошевером, ось которого установлена горизонтально, симметрично оси заготовки; на фиг.2 - червячный иглошевер, работающий по предлагаемому способу, общий вид; на фиг.3 - поперечное сечение А-А на фиг.2 витков червячного иглошевера; на фиг.4 - вид Б на фиг.3 на боковую сторону витка; на фиг.5 - зубчатое зацепление червячного иглошевера с обрабатываемой заготовкой, продольное сечение по оси червячного иглошевера; на фиг.6 - сечение В-В на фиг.5, пакет пучков проволочного ворса, находящийся во впадине червячного колеса под нагрузкой в рабочем положении, и пакет пучков проволочного ворса, находящийся вне червячного колеса без нагрузки в свободном положении.
Предлагаемый способ предназначен для чистовой отделочной зубообработки червячных колес иглошевингованием, осуществляемый методом обкатки. Метод обкатки предполагает воспроизведение зацепления червяка с червячным колесом, где в качестве червяка используется червячный иглошевер 1, а в качестве червячного колеса - обрабатываемая заготовка 2.
Предлагаемый способ включает принудительное вращательное движение VИ инструмента - иглошевера 1, его радиальную подачу SРАД и свободное вращение VСВ заготовки 2 относительно своей оси.
Инструмент - червячный иглошевер 1 представляет собой червяк, на боковых сторонах витков которого нанесен проволочный ворс 3, последний состоит из большого числа проволочек, жестко закрепленных одним торцом на боковой стороне витка червяка и перпендикулярно ей. Крепление может быть осуществлено, например, точечной сваркой (как показано на фиг.3, 4) или другими известными способами.
Чистовая отделка зубьев червячных колес с помощью червячных иглошеверов осуществляется после чистового зубофрезерования.
После закрепления на боковых сторонах витков проволочного ворса иглошевер шлифуют на том же станке и теми же методами, что и червяк; диаметр червячного иглошевера 1 равен диаметру сопряженного червяка, а толщина зуба профиля витков увеличена на величину двойного натяга i.
Для увеличения срока службы и получения локализованного пятна контакта в середине зубчатого венца диаметр иглошевера должен быть несколько больше диаметра применяемой перед этим червячной фрезы для чистовой обработки. При работе таким иглошевером соответственно увеличивают межосевое расстояние на станке и дополнительно повертывают фрезерную головку на разность углов подъема обоих инструментов.
Червячный иглошевер менее трудоемок, чем известный традиционный червячный шевер [1] и не сложен в изготовлении, его применяют для обработки ответственных червячных передач. При снятии мелкой стружки уменьшается параметр шероховатости поверхности на профилях зубьев и, таким образом, улучшаются антифрикционные свойства червячной передачи.
Иглошевингование выполняют методом радиальной подачи посредством сближения инструмента с деталью до достижения номинального межосевого расстояния. Ведущим элементом является червячный иглошевер; заготовка-колесо свободно вращается на своей оси. Кинематическая связь между иглошевером и заготовкой-колесом отсутствует. Радиальная подача (ступенчатая) 0,03...0,06 мм/об стола.
Припуски под иглошевингование приведены в таблице.
При иглошевинговании заготовок червячных колес возможны погрешности формы и расположения пятна контакта. Иглошевер с завышенным диаметром обеспечивает ограниченное пятно контакта в середине зубчатого венца колеса. По мере переточки иглошевера до номинального диаметра контакт удлиняется и располагается по всей длине зуба. При использовании иглошевера с заниженным после заточки диаметром пятно контакта располагается на концах зуба заготовки червячного колеса, что недопустимо. При расположении пятна контакта на головке или ножке зуба заготовки колеса имеется разница в углах профиля иглошевера и заготовки из-за неправильной заточки иглошевера или неправильного изготовления профилей.
Пример. После чистового зубофрезерования заготовки червячных колес, имеющих 29 зубьев, m=3 мм, изготовленных: ступица из стали 45, венец из бронзы А9Ж3А, зубоиглошевинговали с радиальной подачей на зубофрезерном станке мод. 53А20В червячным иглошевером. В качестве ворса применяли стальную пружинную проволоку диаметром 0,5...1,0 мм из стали 65Г.
Для осуществления отделочной обработки иглошевером необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше этих параметров материала обрабатываемой заготовки в 1,5...2 раза, соотношение l/I, где l - свободная длина проволочного элемента; I - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50...100, а коэффициент Кп - плотности проволочного ворса - в пределах 0,7...0,9.
Твердость и предел прочности при растяжении материала обрабатываемой заготовки - бронзы Бр А9Ж3А составляет 110...180 НВ, 55 кгс/мм2 = 550 МПа, ГОСТ 1628-72, соответственно; твердость и предел прочности при растяжении материала проволочных элементов ворса, изготовленных из стали 65Г, соответственно, составляют 220 НВ, 71 кгс/мм2 = 710 МПа ГОСТ 2500-71. Так как материал заготовки по твердости и прочности при растяжении примерно в 1,5...2 раза ниже этих параметров материала инструмента, для зачистки приняли натяг i=0,7...1,0 мм, для отделочной обработки резанием натяг составлял i=1,7...2,0 мм. В каждом конкретном случае оптимальный натяг подбирается экспериментальной обработкой и в среднем должен составлять i=0,7...2,5 мм.
В процессе обработки впадины заготовки червячного колеса пучки ворса входят в распор между зубьями и, прогибаясь благодаря натягу i, прижимаются к заготовке. На величину силового воздействия на обрабатываемую боковую поверхность зуба будет влиять длина вылета l проволочного элемента. Основное силовое воздействие на обрабатываемую поверхность осуществляется первыми по ходу вращения проволочными элементами, имеющими наибольшие свободную длину l и прогиб f. Соседние с ними проволочные элементы упруго поджимают их, несколько увеличивая сосредоточенное суммарное воздействие на обрабатываемые поверхности.
Обработка предлагаемым способом с помощью червячного иглошевера показала, что усилие прижатия пучка к обрабатываемой поверхности заготовки составляла 200...600 Н на 10 мм ширины рабочей поверхности инструмента. Для обработки иглошевером необходимо соблюдать условие: p/σв=1,5...2,0, где р - давление при зубоиглошевинговании, МПа; σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления р зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i [2].
Режимы работы инструмента можно рекомендовать следующие. Окружная скорость для отделочной обработки 2...5 м/с. Продольная подача определяется по формуле S=Lвыстn (мм/мин), где n - частота вращения инструмента, мин-1; значение Lвыст (мм) зависит от натяга и диаметра инструмента и определяют опытным или расчетным путем.
При отделочной обработке металлов предлагаемым способом твердость обработанной поверхности не повышается, в результате улучшаются качество обработки, шероховатость обрабатываемой поверхности, а также увеличивается производительность обработки и долговечность инструмента, упрощаются его монтаж и демонтаж.
Достигаемая в процессе обработки предлагаемым способом с использованием иглошевера предельная величина шероховатости составляет Ra=0,8 мкм, возможно снижение исходной шероховатости в 2,5 раза.
Зубоиглошевингование червячных колес предлагаемым способом улучшает качество и точность чистовой отделки зубьев, снижает ее себестоимость благодаря удешевлению изготовления инструмента.
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.1. Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение. 1986. С.371-372 - прототип.
2. Гавриленко И. Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей // Автоматизация и современные технологии. - 1992. - №9. - С.27-30.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛОШЕВЕР ДЛЯ ЧЕРВЯЧНЫХ КОЛЕС | 2007 |
|
RU2344025C1 |
| ИГЛОШЕВЕР ДЛЯ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2377104C1 |
| СПОСОБ ИГЛОШЕВИНГОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ | 2008 |
|
RU2377103C1 |
| СПОСОБ ЗУБОИГЛОШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2446035C2 |
| ЗУБОИГЛОШЕВЕР | 2010 |
|
RU2440217C1 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СПИРОИДНОГО ЧЕРВЯКА | 2008 |
|
RU2385797C1 |
| СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ СПИРОИДНЫХ ЧЕРВЯКОВ С УПРОЧНЕНИЕМ | 2008 |
|
RU2385798C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ И УПРОЧНЕНИЯ ЧЕРВЯЧНЫХ КОЛЕС С ИСПОЛЬЗОВАНИЕМ КОМБИНИРОВАННОЙ ПОДАЧИ И ЗАБОРНОГО КОНУСА | 2009 |
|
RU2410208C1 |
Способ осуществляют методом обкатки, воспроизводят зацепление червяка с червячным колесом, причем в качестве червяка используют червячный шевер, а в качестве червячного колеса - обрабатываемую заготовку, принудительно вращают червячный шевер и сообщают ему радиальную подачу при свободном вращении заготовки относительно своей оси. Для повышения качества зубообработки, упрощения конструкции и снижения трудоемкости изготовления шевера используют червячный шевер в виде червяка, на боковых сторонах витков которого размещают проволочный ворс в виде большого числа проволочек, жестко закрепленных одним торцом на боковой стороне витка червяка перпендикулярно к ней. При этом диаметр червячного шевера выполняют равным диаметру сопряженного червяка, а толщину зуба профиля витков - увеличенной на величину двойного натяга. 6 ил., 1 табл.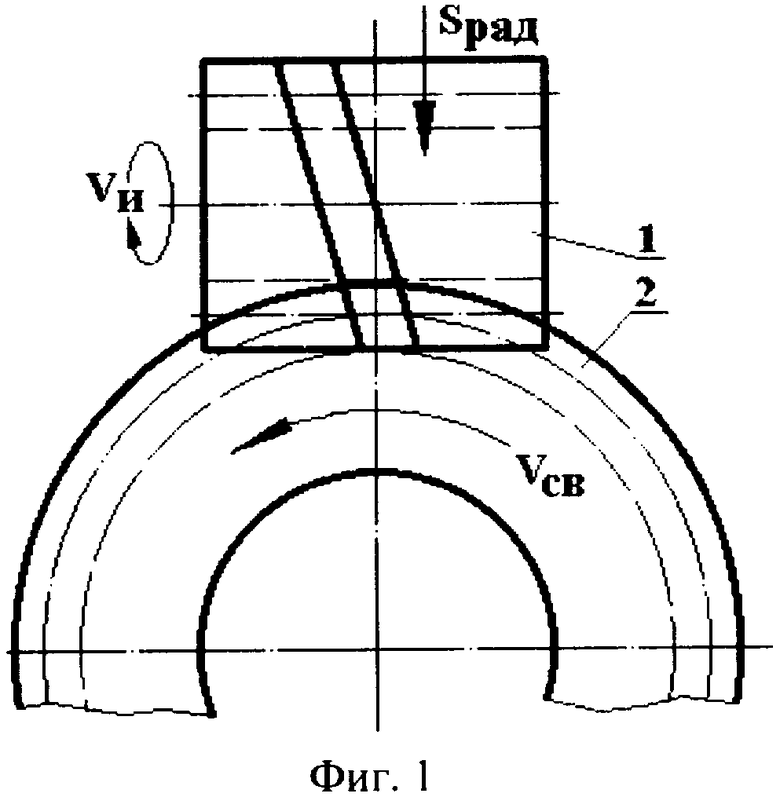
Способ зубоиглошевингования путем обкатки, характеризующийся тем, что воспроизводят зацепление червяка с червячным колесом, причем в качестве червяка используют червячный иглошевер, на боковых сторонах витков которого размещают проволочный ворс в виде большого числа проволочек, жестко закрепленных одним торцом на боковой стороне витка червяка перпендикулярно к ней, а в качестве червячного колеса - обрабатываемую заготовку, сообщают принудительное вращательное движение и радиальную подачу червячному иглошеверу, а заготовку устанавливают с возможностью свободного вращения относительно своей оси, при этом диаметр червячного иглошевера выполняют равным диаметру сопряженного червяка, а толщину зуба профиля его витков соответственно увеличивают на величину двойного натяга.
| Способ обработки зубьев червячного колеса | 1974 |
|
SU573274A1 |
| Червячный шевер для свободного двухстороннего шевингования червячных колес | 1951 |
|
SU93869A1 |
| Устройство для зачистки поверхностей | 1985 |
|
SU1301664A1 |
| Печь для получения цианистых соединений | 1933 |
|
SU38125A1 |

