Изобретение относится к области обработки материалов резанием с использованием многолезвийного инструмента, обработке на станках с ЧПУ и автоматических линиях.
Известен способ контроля состояния режущих кромок сборных многолезвийных инструментов, включающий измерение термоЭДС каждой режущей кромки и сравнение их между собой в цифровом виде с выделением максимального значения термоЭДС, по которому устанавливают допустимую скорость резания, а по относительным значениям термоЭДС определяют нагруженность отдельных режущих кромок инструмента и по наличию режущих кромок с уровнем биений, превышающим допустимый, производят оценку состояния режущих кромок инструмента (патент RU 2203778, МПК7 B23Q 25/06).
Основными недостатками этого способа являются невысокие производительность, надежность, точность и качество контроля состояния режущих кромок сборного многолезвийного режущего инструмента, так как при контактировании с деталью двух и более режущих кромок инструмента их истинные термоЭДС оказываются искаженными и не являются основанием для оценки свойств данных лезвий. Также к причинам, препятствующим достижению надежности, точности и качества контроля состояния режущих кромок сборного многолезвийного инструмента при использовании данного способа, относится то, что он не позволяет осуществлять контроль вращающегося или перемещающегося инструмента во время обработки.
Наиболее близким, принятым за прототип, является способ контроля состояния и положения режущих кромок однолезвийных, сборных многолезвийных и осевых инструментов в процессе однолезвийной и многолезвийной обработки, включающий измерение мгновенных значений электрического напряжения, выдаваемых измерительным преобразователем в виде электрического датчика, перевод их в цифровой сигнал с помощью аналого-цифрового преобразователя и сравнение их между собой. В качестве электрического датчика используют установленный вне зоны обработки высокочастотный бесконтактный вихретоковый датчик с частотой питания генераторной катушки не менее 250 кГц при частоте дискретизации аналого-цифрового преобразователя не менее 100 кГц. При этом перед обработкой и периодически в процессе обработки с фиксированным относительно торца вихретокового датчика зазором в диапазоне 0,1…5 мм проводят со скоростью 0,5…250 м/мин режущими кромками инструмента с запоминанием уровней сигналов, соответствующих величине зазора между его торцом и каждой режущей кромкой, а по относительным значениям сигнала вихретокового датчика, соответствующим каждой режущей кромке, осуществляют оценку их положения, целостности, величин износа, осевых и радиальных биений (патент РФ №2320457, МПК7 B23Q 17/09).
Основными недостатками данного способа являются невысокие производительность, надежность, точность и качество контроля состояния режущих кромок инструмента вследствие отсутствия информации о характере и профиле износа режущих кромок инструмента, что не позволяет контролировать их локальные изменения, например такие, как сколы или выкрашивания. Кроме того, точность оценки износа зависит от вибрации, наличия стружки, температурной деформации, влияния смазывающе-охлаждающей жидкости (СОЖ).
Предлагаемым изобретением решается задача повышения производительности, надежности, точности и качества контроля состояния режущих кромок многолезвийного режущего инструмента за счет получения информации о характере и профиле их износа на протяжении работы этого инструмента без останова станка.
Поставленная задача решается тем, что в способе контроля состояния режущих кромок многолезвийного инструмента, включающем оцифровку информационного сигнала с датчика, установленного вне зоны обработки, и сравнение его с эталонным, согласно изобретению в качестве датчика используют фотоприемник видеокамеры, режущие кромки вращающегося инструмента освещают импульсным стробоскопическим осветителем, частоту вспышек которого синхронизируют с частотой вращения этого инструмента, последовательно получают на поверхности фотоприемника видеокамеры изображения режущих кромок инструмента, которые преобразуют в электрический видеосигнал и после обработки и оцифровки сравнивают с эталонным изображением режущих кромок. Затем производят оценку их положения, целостности, величины износа и профиля износа, осевых и радиальных биений.
Проведенный анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и ветвление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками идентичности всем существующим признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволило выявить совокупность существенных по отношению к усматриваемой заявителем решаемой задаче отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень" по действующему законодательству.
На чертеже приведена схема, реализующая способ контроля состояния режущих кромок многолезвийного инструмента на примере торцовой фрезы с восемью зубьями.
Кроме этого, на чертеже дополнительно обозначено следующее:
- горизонтальными линиями со стрелками, последовательно обращенными справа налево, показано направление сигнала от блока усиления сигнала к аналого-цифровому преобразователю и от последнего к микропроцессору;
- горизонтальной линией со стрелкой, обращенной слева направо, показано направление сигнала от фотодиода к блоку усиления сигнала;
- вертикальной линией со стрелкой, изогнутой под прямым углом и обращенной сверху вниз, показано направление сигнала от блока усиления сигнала к генератору импульсных напряжений;
- вертикальной линией со стрелкой, изогнутой под прямым углом и обращенной справа налево, показано направление сигнала от генератора импульсных напряжений к импульсному стробоскопическому осветителю;
- тремя параллельными горизонтальными линиями со стрелками, обращенными справа налево, показано направление светового потока от импульсного стробоскопического осветителя к режущей кромке зуба фрезы;
- тремя параллельными линиями со стрелками, обращенными под острыми углами к горизонтали, показано направление отраженного от режущей кромки зуба фрезы светового потока к фильтру и объективу;
- тремя расходящимися линиями со стрелками, обращенными под острыми углами к горизонтали, показано направление проекции изображения режущей кромки зуба на поверхность фотоприемника;
- вертикальной линией со стрелкой, обращенной сверху вниз, показано направление видеосигнала от фотоприемника к блоку усиления и обработки;
- вертикальной линией со стрелкой, изогнутой под прямым углом и обращенной снизу вверх, показано направление усиленного и обработанного видеосигнала от блока усиления и обработки к аналого-цифровому преобразователю;
- горизонтальной линией со стрелкой, обращенной слева направо, показано направление передачи оцифрованного видеосигнала от аналого-цифрового преобразователя к микропроцессору;
- тремя параллельными линиями со стрелками, обращенными снизу вверх, показано направление светового потока от светодиода к фотодиоду;
- круговой линией со стрелкой показано направление вращения шпинделя станка.
Способ контроля состояния режущих кромок многолезвийного инструмента включает установку вне зоны обработки датчика, в качестве которого используют фотоприемник видеокамеры, освещение режущих кромок вращающегося инструмента импульсным стробоскопическим осветителем, частоту вспышек которого синхронизируют с частотой вращения этого инструмента, последовательное получение на поверхности фотоприемника видеокамеры изображения режущих кромок инструмента, преобразование изображений режущих кромок инструмента в информационный электрический видеосигнал, обработку и оцифровку этого сигнала и сравнение с эталонным изображением режущих кромок, последующую оценку их положения, целостности, величины износа и профиля износа, осевых и радиальных биений.
Пример реализации способа контроля состояния режущих кромок многолезвийного инструмента. Видеокамеру 1 устанавливают вне зоны обработки и на фотоприемник 2 видеокамеры 1, в качестве которого используют ПЗС-матрицу, и последовательно проецируют изображения режущих кромок зубьев вращающейся фрезы 3. Режущие кромки зубьев вращающейся фрезы 3 освещают посредством импульсного стробоскопического осветителя 4, предназначенного для генерирования световых импульсов с частотой, которую синхронизируют с частотой вращения фрезы 3. При этом частота вспышек осветителя 4 равна частоте вращения фрезы 3, умноженной на количество зубьев этой фрезы. Синхронизацию частот вспышек осветителя 4 с частотой вращения фрезы 3 осуществляют под воздействием фотоэлектрического устройства на основе оптронной пары 5 и диска 6 с равноудаленными друг от друга отверстиями, установленного на шпинделе станка с ЧПУ.
Так, световой поток, идущий от светодиода 7 на фотодиод 8 оптронной пары 5, периодически прерывают при вращении диска 6 промежутками между его отверстиями. Прием прерывистого светового потока и преобразование его в электрические импульсы, частота следования которых пропорциональна скорости вращения шпинделя, а следовательно, и фрезы 3, осуществляют посредством фотодиода 8. Эти импульсы усиливают блоком 9 усиления сигнала и передают на микропроцессор 10 устройства числового программного управления 11 станка через аналого-цифровой преобразователь 12, а также на генератор импульсных напряжений 13, вырабатывающий питающее напряжение для осветителя 4. Длительность вспышек осветителя 4 определяется длительностью импульсов, поступающих с генератора импульсных напряжений. Она должна быть минимальной для получения резкого и качественного изображения режущей кромки. Этот минимум ограничивается чувствительностью фотоприемника 2.
Световой поток от осветителя 4, отражаясь от режущих кромок 14 зубьев фрезы 3, подают через фильтр 15 на объектив 16 видеокамеры 1, последовательно формируют изображения режущих кромок 14 зубьев фрезы 3 на поверхности фотоприемника 2 видеокамеры 1. Изображения режущих кромок 14 зубьев фрезы 3 преобразуют посредством фотоприемника 2 в электрический видеосигнал. Точность измерения зависит от количества элементов, воспринимающих световой поток, приходящихся на единицу площади матрицы фотоприемника 2. Электрический видеосигнал подвергают обработке и оцифровке подачей с фотоприемника 2 последовательно на блок 17 усиления и обработки и аналого-цифровой преобразователь 18. Затем анализируют полученное изображение профиля режущих кромок зубьев фрезы 3 и сравнивают с эталонным при использовании микропроцессора 10 устройства числового программного управления 11 станка.
Определение положения и состояния режущих кромок производят в процессе обработки без останова станка. По разнице эталонного и текущего изображений оценивают величину и профиль износа режущих кромок. При превышении предельно допустимого уровня износа режущих кромок в управляющую программу станка с ЧПУ подают команду на автоматическую смену инструмента, а при возникновении нештатной ситуации, в частности катастрофического износа, сколов, выкрашиваний, поломки, подают команду на экстренный останов станка и включают устройство 19 сигнализации.
Таким образом, предложенный способ контроля состояния режущих кромок многолезвийного инструмента реализуется на системе технического зрения, образованной видеокамерой 1, микропроцессором 10 и устройствами их сопряжения. Изображение преобразуют посредством фотоприемника 2 видеокамеры 1 в электрический видеосигнал, который усиливают, обрабатывают и преобразуют в цифровой сигнал с помощью аналого-цифрового преобразователя 12 и передают на микропроцессор 10 системы числового программного управления станка для осуществления анализа состояния режущих кромок многолезвийного инструмента путем сравнения с эталонными данными, хранящимися в памяти компьютера.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения следующей совокупности условий:
- средство, выполняющее заявленное изобретение, при его осуществлении предназначено для использования в металлообработке для автоматического контроля состояния режущих кромок многолезвийных инструментов, на основании которого производится автоматическое управление процессом обработки;
- для заявленного изобретения в том виде, как оно охарактеризовано в нижеизложенной формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке средств и методов;
- средство, воплощающее заявленное изобретение, при его осуществлении способно обеспечить решение поставленной заявителем задачи.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость" по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ НА ТОКАРНЫХ СТАНКАХ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2010 |
|
RU2452595C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ И ПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК ОДНОЛЕЗВИЙНЫХ, СБОРНЫХ МНОГОЛЕЗВИЙНЫХ И ОСЕВЫХ ИНСТРУМЕНТОВ | 2005 |
|
RU2320457C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2006 |
|
RU2312750C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2011 |
|
RU2496629C2 |
| СПОСОБ ПРОГРАММНОГО КОНТРОЛЯ ПРЕДЕЛЬНОГО СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2010 |
|
RU2449860C1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ ВЫБОРА ОПТИМАЛЬНЫХ РЕЖИМОВ ШЛИФОВАНИЯ ДЕТАЛИ | 2013 |
|
RU2569606C2 |
| ЭКСПРЕСС-СПОСОБ ВЫБОРА ПАРАМЕТРОВ ШЛИФОВАНИЯ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА МИКРОРЕЗАНИЕМ ЕДИНИЧНЫМ ЗЕРНОМ В МЕТАЛЛИЧЕСКОЙ СВЯЗКЕ | 2014 |
|
RU2597444C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2006 |
|
RU2306208C1 |
Изобретение относится к области обработки материалов резанием и предназначено для контроля состояния режущих кромок многолезвийного инструмента. Контроль состояния режущих кромок многолезвийного инструмента заключается в получении изображения режущей кромки инструмента посредством фотоприемника видеокамеры, установленной вне зоны обработки и освещения режущих кромок вращающегося инструмента импульсным стробоскопическим осветителем. Частоту вспышек осветителя синхронизируют с частотой вращения инструмента, а на поверхности фотоприемника видеокамеры последовательно получают изображения режущих кромок инструмента, преобразуют изображения в электрический видеосигнал с последующей оцифровкой и проводят анализ и сравнение текущих изображений с эталонными изображениями режущих кромок. Осуществляют оценку положения, целостности, величин износа и профиля износа режущих кромок, а также осевые и радиальные биения. Обеспечивается получение информации о характере и профиле износа инструмента на протяжении его работы без останова станка. 1 ил.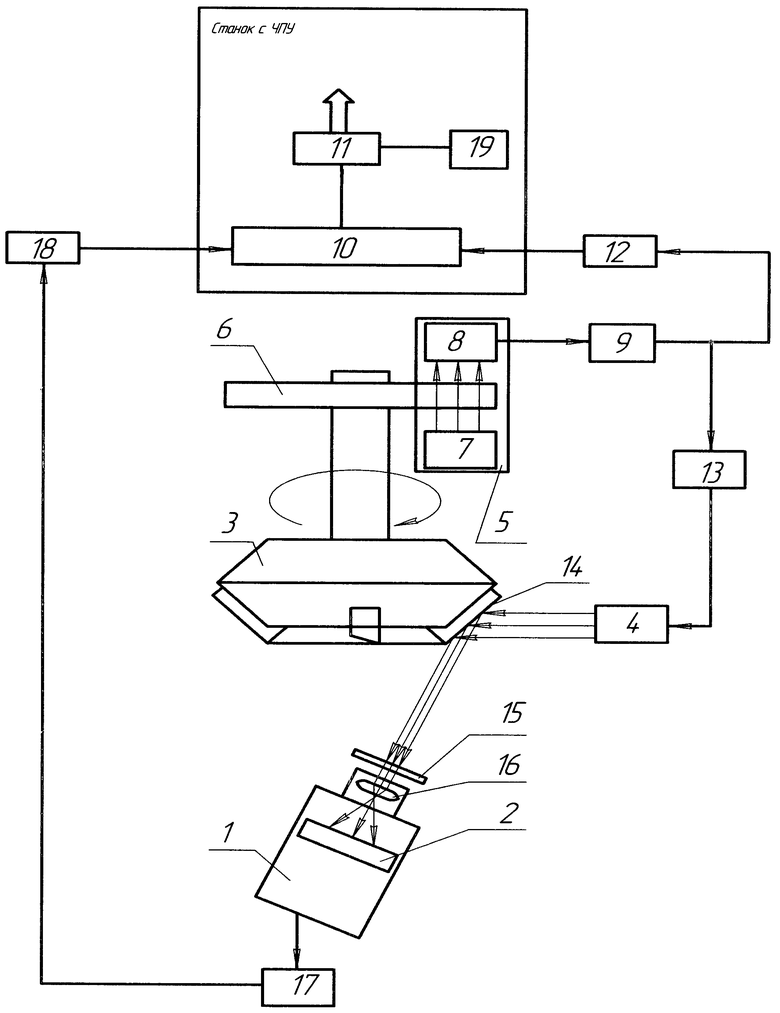
Способ контроля состояния режущих кромок многолезвийного инструмента, включающий оцифровку информационного сигнала с датчика, установленного вне зоны обработки, и сравнение его с эталонным, отличающийся тем, что в качестве датчика используют фотоприемник видеокамеры, режущие кромки вращающегося инструмента освещают импульсным стробоскопическим осветителем, частоту вспышек которого синхронизируют с частотой вращения инструмента, последовательно получают на поверхности фотоприемника видеокамеры изображения режущих кромок инструмента, которые преобразуют в информационный электрический видеосигнал и после обработки и оцифровки сравнивают с эталонным изображением режущих кромок, а затем производят оценку их положения, целостности, величины износа и профиля износа, осевых и радиальных биений.
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ И ПОЛОЖЕНИЯ РЕЖУЩИХ КРОМОК ОДНОЛЕЗВИЙНЫХ, СБОРНЫХ МНОГОЛЕЗВИЙНЫХ И ОСЕВЫХ ИНСТРУМЕНТОВ | 2005 |
|
RU2320457C2 |
| RU 2001106305 А, 20.01.2003 | |||
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2006 |
|
RU2312750C1 |

