Изобретение относится к области обработки металлов резанием на токарных станках с числовым программным управлением (ЧПУ) и может быть использовано для контроля геометрических параметров деталей.
Известно устройство для обеспечения геометрической точности и размерной настройки высокоточного металлорежущего станка, содержащее датчик контроля температуры переднего подшипника шпинделя металлорежущего станка, в качестве которого использован термоэлектрический измерительный преобразователь, блок сравнения, задатчик температуры окружающей среды, регулирующий усилитель. Выход датчика соединен со входом блока сравнения, другой вход которого соединен с задатчиком температуры окружающей среды, а выход - со входом регулирующего усилителя. Выход регулирующего усилителя соединен с визуальным цифровым индикатором и исполнительными механизмами для изменения радиального положения инструмента и базового центрового элемента с удерживаемой заготовкой, (патент RU 2116869, МПК6 B23B 25/06, B23B 41/00).
Описанное устройство имеет узкие функциональные возможности вследствие, во-первых, неосуществимости компенсации возмущающих воздействий, действующих на деталь при прохождении режущего инструмента по ее поверхности в реальном времени, что снижает ее геометрическую точность, во-вторых, отсутствия управления качеством обработки детали из-за отсутствия, в свою очередь, информации о шероховатости и топографии обработанной поверхности.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является устройство управления точностью обработки деталей на высокоточном оборудовании ЧПУ, содержащее оптический датчик, аналого-цифровой преобразователь (АЦЛ), компьютер для сравнения полученного размера детали с требуемым размером детали и определения суммарного значения возмущающих воздействий в произвольной точке, блок усиления сигнала, исполнительные механизмы оборудования с ЧПУ. Выход оптического датчика подключен ко входу АЦП. Выход АЦП связан со входом компьютера, выход которого подключен ко входу блока усиления сигнала Выход блока усиления сигнала соединен с входом исполнительного механизма, выход которого соединен с резцом, и с входом исполнительного механизма, выход которого соединен с задней бабкой. Деталь удерживается передней и задней бабкой (патент RU 2288808, МПК B23B 25/06 (2006.01), B23Q 15/12 (2006.01)).
Основной недостаток этого устройства - узкие функциональные возможности вследствие отсутствия управления качеством обработки поверхности детали, что обусловлено отсутствием контроля шероховатости и топографии обработанной поверхности детали без наличия информации о названных параметрах качества этой поверхности.
Предлагаемым изобретением решается задача расширения функциональных возможностей устройства контроля точности обработки деталей на токарных станках с ЧПУ, путем обеспечения управления качеством обработки поверхности детали в реальном времени без остановки станка.
Поставленная задача решается тем, что в устройстве контроля точности обработки деталей на токарных станках с ЧПУ, содержащем оптический датчик, АЦП, выход которого связан со входом компьютера, предназначенного для сравнения полученного размера детали с требуемым размером детали и определения суммарного значения возмущающих воздействий в произвольной точке, блок усиления сигнала, вход которого подсоединен к выходу компьютера, а выход соединен с входами исполнительного механизма оборудования с ЧПУ, выход которого соединен с резцом, и исполнительного механизма оборудования с ЧПУ, выход которого соединен с задней бабкой, согласно изобретению в качестве оптического датчика использована видеокамера высокого разрешения, а в устройство введены блок усиления и обработки видеосигнала, вход которого подключен к выходу видеокамеры высокого разрешения, а выход - к входу АЦП, импульсный стробоскопический осветитель, генератор импульсных напряжений и синхронизатор, выход которого подключен к входу генератора импульсных напряжений. Выход генератора импульсных напряжений подсоединен к входу импульсного стробоскопического осветителя, оптический выход которого связан с оптическим входом видеокамеры высокого разрешения. При этом компьютер дополнительно предназначен для определения по высотным параметрам микронеровностей профиля поверхности обработанной части детали шероховатости полученной поверхности и сравнения ее с требуемой шероховатостью поверхности.
Введение в предложенное устройство видеокамеры высокого разрешения, дополнительных функциональных элементов и организация описанных выше связей позволяет увеличить не только геометрическую точность обработки, но и обеспечить управление качеством обработки поверхности детали, определяемым ее шероховатостью и топографией, что достигается корректировкой режимов резания в зависимости от реальной текущей шероховатости и топографии поверхности детали.
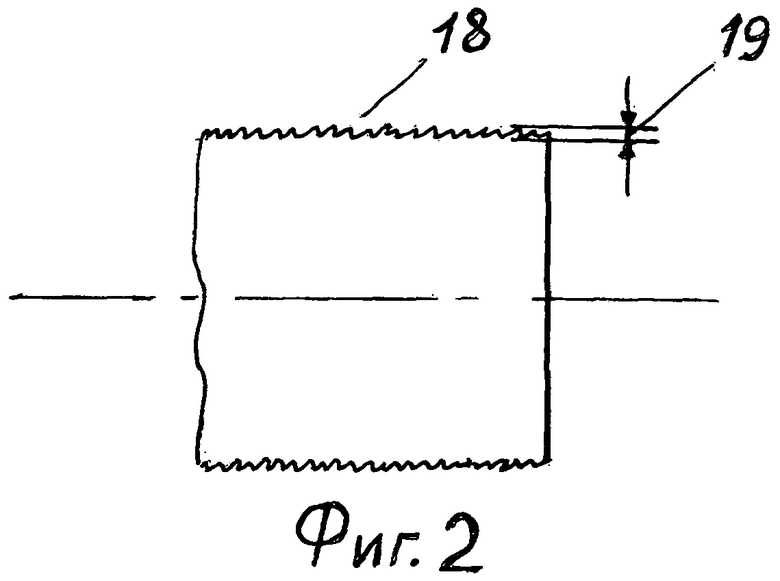
Настоящее изобретение поясняется чертежом, где на фиг.1 приведена схема устройства контроля точности обработки деталей на токарных станках с ЧПУ, а на фиг.2 приведено теневое изображение обработанной части детали.
Устройство контроля точности обработки деталей на токарных станках с ЧПУ содержит синхронизатор 1, образованный светодиодом 2, фотодиодом 3 и диском 4 с равноудаленными отверстиями, генератор 5 импульсных напряжений, импульсный стробоскопический осветитель 6, оптический датчик, в качестве которого использована видеокамера 7 высокого разрешения, в частности, на основе ПЗС-матрицы, блок 8 усиления и обработки видеосигнала, АЦП 9, компьютер 10, предназначенный для определения по высотным параметрам микронеровностей профиля поверхности обработанной части детали шероховатости полученной поверхности и сравнения ее с требуемой шероховатостью поверхности, а также для сравнения полученного размера детали с требуемым размером детали и определения суммарного значения возмущающих воздействий в произвольной точке, блок 11 усиления сигнала, исполнительные механизмы 12 и 13 оборудования с ЧПУ. Синхронизатор 1 жестко закреплен на шпинделе станка.
Выход синхронизатора 1 подключен к входу генератора 5 импульсных напряжений, а выход генератора 5 импульсных напряжений связан с входом импульсного стробоскопического осветителя 6. Оптический выход импульсного стробоскопического осветителя 6 связан с оптическим входом видеокамеры 7 высокого разрешения. Выход видеокамеры 7 подключен к входу блока 8 усиления и обработки видеосигнала, выход которого подключен к входу АЦП 9. Выход АЦП 9 связан с входом компьютера 10, выход которого связан с входом блока 11 усиления сигнала.
Выход блока 11 усиления сигнала подключен к входам исполнительных механизмов 12 и 13. При этом выход исполнительного механизма 12 соединен с резцом 14, а выход исполнительного механизма 13 подключен к задней бабке 15. Обрабатываемая деталь 17 удерживается передней бабкой 16 и задней бабкой 15 (Фиг.1).
Теневое изображение обработанной части детали 17 содержит сведения о микронеровностях профиля 18 обработанной поверхности (Фиг.2). Высотные параметры 19 микронеровностей профиля определяют шероховатость обработанной поверхности.
Устройство контроля точности обработки деталей на токарных станках с ЧПУ работает следующим образом. Синхронизатором 1 формируются управляющие импульсы. Частота следования этих импульсов синхронна с частотой вращения шпинделя. С выхода синхронизатора 1 импульсы поступают на вход генератора 5 импульсных напряжений, который вырабатывает импульсное напряжение, частота которого кратна частоте вращения шпинделя. Это напряжение подается на импульсный стробоскопический осветитель 6, жестко закрепленный на суппорте станка. Импульсный стробоскопический осветитель 6 периодически освещает обработанную часть детали 17 с частотой, кратной частоте вращения шпинделя.
В момент освещения обработанной части детали 17 на датчик видеокамеры 7 высокого разрешения проецируется ее теневое изображение, которое содержит информацию о профиле 18 обработанной поверхности, высотные параметры 19 микронеровностей профиля которой определяют шероховатость обработанной поверхности. Датчик камеры высокого разрешения 7 преобразует теневое изображение обработанной части детали 17 в электрический видеосигнал. Полученный видеосигнал поступает в блок 8 усиления и обработки видеосигнала, где он усиливается и фильтруется. С выхода блока 8 усиления и обработки видеосигнала усиленный и отфильтрованный видеосигнал подается на вход АЦП 9, где осуществляется его преобразование в цифровой код. Полученный цифровой код поступает в компьютер 10, который сравнивает полученный размер детали 17 с требуемым размером. При совпадении размеров обработка продолжается, при несовпадении размеров компьютер 10 определяет величину сигнала компенсации, который поступает в блок 11 усиления сигнала, где сигнал усиливается и затем подается на исполнительные механизмы 12 и 13, которыми корректируются положения резца 14 и задней бабки 15 до тех пор, пока не восстановится заданный размер детали 17. Кроме того, по высотным параметрам микронеровностей профиля 18 обработанной части детали 17 компьютером 10 определяется шероховатость полученной поверхности и сравнивается с требуемой шероховатостью. При их совпадении обработка продолжается на тех же режимах резания, при несовпадении компьютером 10 определяются новые режимы резания, а именно скорость резания, подача и глубина резания, которые обеспечат требуемую шероховатость поверхности. После расчета новых режимов резания компьютер формирует команду на их изменение. Таким образом, предлагаемое устройство позволяет управлять качеством обработки поверхности.
Также наряду с управлением качеством обработки при наличии соответствующего программного обеспечения предлагаемое устройство позволяет получить компьютерную модель топографии обработанной поверхности.
Точность такой модели будет зависеть от разрешающей способности и быстродействия видеокамеры 8 высокого разрешения, а также от частоты вспышек импульсного стробоскопического осветителя 6 на один оборот детали 17, причем с увеличением частоты точность модели будет увеличиваться.
Таким образом предлагаемое устройство позволяет получить информацию о шероховатости и топографии обработанной поверхности, что обеспечит управлением качеством обработки в реальном времени без остановки станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ НАРУЖНОЙ ПОВЕРХНОСТИ ДЕТАЛИ В ПРОЦЕССЕ ОБРАБОТКИ НА ТОКАРНОМ СТАНКЕ | 2023 |
|
RU2832990C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ НА ВЫСОКОТОЧНОМ ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2288808C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 2010 |
|
RU2446917C2 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ И УПРАВЛЕНИЯ ТОЧНОСТЬЮ ТОКАРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ (ЧПУ) | 2008 |
|
RU2386519C2 |
| Устройство высокоточной обработки деталей на токарных станках с числовым программным управлением | 2017 |
|
RU2677443C2 |
| УСТРОЙСТВО ТЕПЛОВОГО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2381888C2 |
| УСТРОЙСТВО ВЫСОКОТОЧНОЙ ОБРАБОТКИ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2280540C1 |
| УСТРОЙСТВО ПРОГНОЗИРОВАНИЯ НА ОБОРУДОВАНИИ С ЧПУ КАЧЕСТВА ОБРАБОТАННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛИ | 2005 |
|
RU2325247C2 |
| СПОСОБ И УСТРОЙСТВО СТАБИЛИЗАЦИИ ПРОЦЕССА РЕЗАНИЯ НА ТОКАРНОМ ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2465116C2 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ ПРИ ТОКАРНОЙ ОБРАБОТКЕ ДЕТАЛЕЙ НА ОБОРУДОВАНИИ С ЧПУ | 2010 |
|
RU2458773C2 |
Изобретение относится к области обработки металлов резанием на токарных станках с числовым программным управлением и может быть использовано для активного контроля геометрических параметров деталей. В качестве оптического датчика использована видеокамера высокого разрешения, а в устройство введены блок усиления и обработки видеосигнала, импульсный стробоскопический осветитель, генератор импульсных напряжений и синхронизатор. Выход последнего подключен к входу генератора импульсных напряжений, а выход генератора импульсных напряжений подсоединен к входу импульсного стробоскопического осветителя. Оптический выход осветителя связан с оптическим входом видеокамеры высокого разрешения, а определение по высотным параметрам микронеровностей профиля поверхности обработанной части детали шероховатости полученной поверхности и сравнения ее с требуемой шероховатостью осуществляется компьютером. Обеспечивается точность обработки и управление качеством обработки. 2 ил.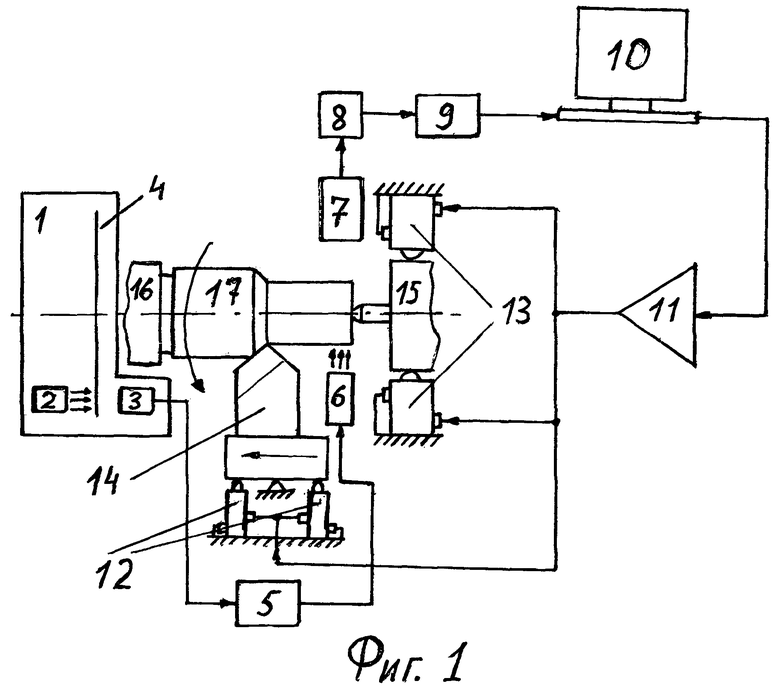
Устройство контроля точности обработки деталей на токарных станках с числовым программным управлением, содержащее оптический датчик, аналого-цифровой преобразователь, выход которого связан со входом компьютера, предназначенного для сравнения полученного размера детали с требуемым размером детали и определения суммарного значения возмущающих воздействий в произвольной точке, блок усиления сигнала, вход которого подсоединен к выходу компьютера, а выход соединен с входами исполнительного механизма оборудования с числовым программным управлением, выход которого соединен с резцом, и исполнительного механизма оборудования с числовым программным управлением, выход которого соединен с задней бабкой, отличающееся тем, что в качестве оптического датчика использована видеокамера высокого разрешения, а в устройство введены блок усиления и обработки видеосигнала, вход которого подключен к выходу видеокамеры высокого разрешения, а выход - к входу аналого-цифрового преобразователя, импульсный стробоскопический осветитель, генератор импульсных напряжений и синхронизатор, выход которого подключен к входу генератора импульсных напряжений, при этом выход генератора импульсных напряжений подсоединен к входу импульсного стробоскопического осветителя, оптический выход которого связан с оптическим входом видеокамеры высокого разрешения, а компьютер дополнительно предназначен для определения по высотным параметрам микронеровностей профиля поверхности обработанной части детали шероховатости полученной поверхности и сравнения ее с требуемой шероховатостью поверхности.
| УСТРОЙСТВО УПРАВЛЕНИЯ ТОЧНОСТЬЮ ОБРАБОТКИ ДЕТАЛЕЙ НА ВЫСОКОТОЧНОМ ОБОРУДОВАНИИ ЧПУ | 2005 |
|
RU2288808C2 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОГРЕШНОСТЕЙ ИЗГОТОВЛЕНИЯ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2000 |
|
RU2190503C2 |
| RU 2005138097 A, 27.06.2007 | |||
| УСТРОЙСТВО ТЕПЛОВОГО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2381888C2 |
| US 6640676 B2, 04.11.2003. | |||

