Изобретение относится к обработке материалов резанием и может быть использовано для формообразования зубьев при изготовлении многолезвийных режущих инструментов круглой или прямолинейной формы, например ленточных пил, ножовок, отрезных или прорезных фрез и пил, протяжек, прошивок и др.
Известны способы формообразования многолезвийных инструментов с прямым и винтовым зубом методами: единичного деления (дисковыми или концевыми инструментами), фрезами определенной установки и обкатом.
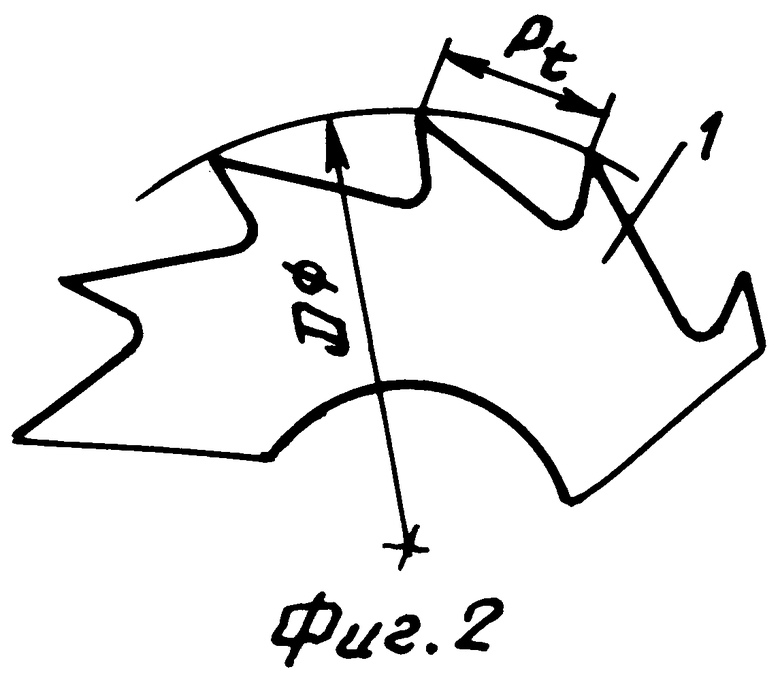
Инструменты для нарезания зубьев имеют профиль, соответствующий профилю канавки, и после образования зуба перемещается профилирующий инструмент (фиг.1), или заготовка диаметром D поворачивается на величину шага Pt (фиг.2). Причем обработка зубьев «напроход» производится по одной заготовке или сразу нескольким заготовкам, сложенным вместе (пакетом), что является более производительным.
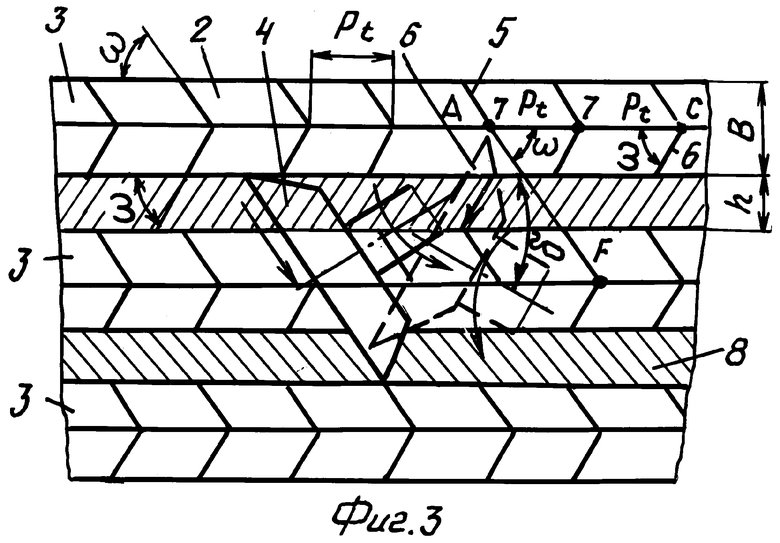
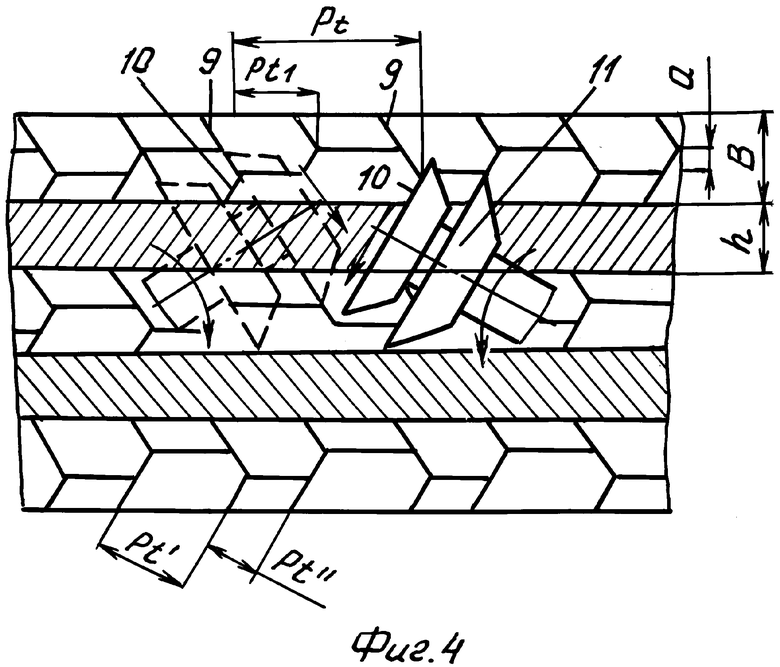
Но такой способ профилирования пригоден только для изготовления зубьев с прямолинейной или винтовой непрерывной режущей кромкой вдоль всего зуба. При обработке инструментов с «шевронным» видом зубьев с углом ω наклона режущих кромок с вершиной по центру зуба (фиг.3) или со смещением а вершин двух смежных зубьев относительно друг друга (фиг.4) обработать зубья «пакетом» сложенных вместе заготовок невозможно в связи с разными углами нагона режущей кромки зуба.
Целью изобретения является повышение качества и производительности при изготовлении зубьев многолезвийных инструментов за счет разделения заготовок в «пакете» прокладками определенной толщины, что позволяет производить обработку зубьев напроход профилирующими инструментами.
На фиг.3 показана обработка зубьев 2 заготовок 3 в пакете дисковым формообразующим инструментом 4 (фреза или шлифовальный круг).
После профилирования режущей кромки 5 с углом наклона ω ось формообразующего инструмента поворачивают на угол δ=2(90°-ω) и профилируют другую режущую кромку 6, в результате чего образуется вершина зуба 7.
Толщина h прокладки 8 определяется из треугольника ACF по формуле:
 ,
,
где k - коэффициент кратности шага, зависящий от ширины заготовки, берется равным 2, 3, 4 и т.д.;
В - ширина заготовки, мм;
Pt - шаг между двумя одинаковыми смежными зубьями, причем h>0.
Если h<0, то необходимо взять коэффициент k таким, чтобы h>0.
При профилирование пакетом инструментов с «шевронным» видом зубьев с углом ω наклона режущих кромок со смещенной на величину а вершиной зуба (фиг.4) толщина прокладки h определяется формулой (1). Pt1 - шаг между вершинами двух соседних зубьев.
Вначале профилируют одинаковые режущие кромки зубьев, например 9, а затем, после поворота формообразующего инструмента на угол ω, режущие кромки 10.
При этом величина шага по нормали между режущими кромками одного и того же направления будет следующей:

Поэтому после профилирования одноименных зубьев с шагом  необходимо изменить шаг на величину
необходимо изменить шаг на величину  и профилировать другие зубья. Изменение шага достигается переналадкой станка вручную или управляющей программой на станке с ЧПУ. Производительность процесса профилирования можно повысить за счет установки одновременно двух формообразующих инструментов 11 на шпинделе станка (фиг.4).
и профилировать другие зубья. Изменение шага достигается переналадкой станка вручную или управляющей программой на станке с ЧПУ. Производительность процесса профилирования можно повысить за счет установки одновременно двух формообразующих инструментов 11 на шпинделе станка (фиг.4).
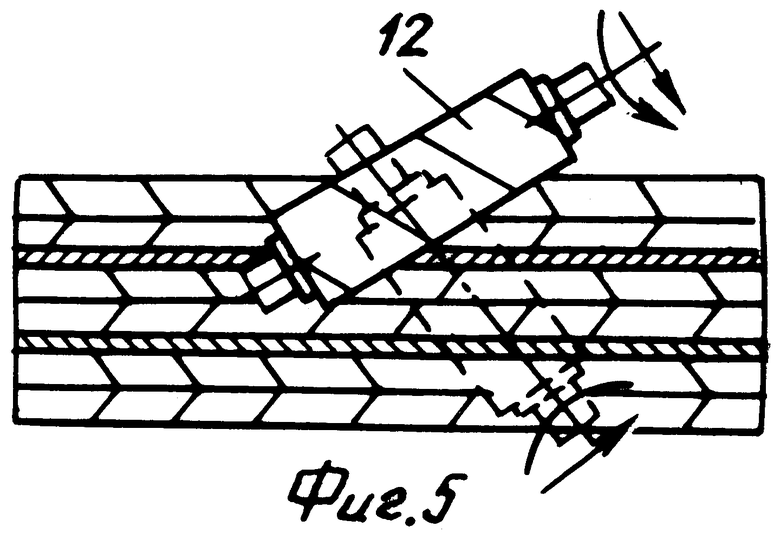
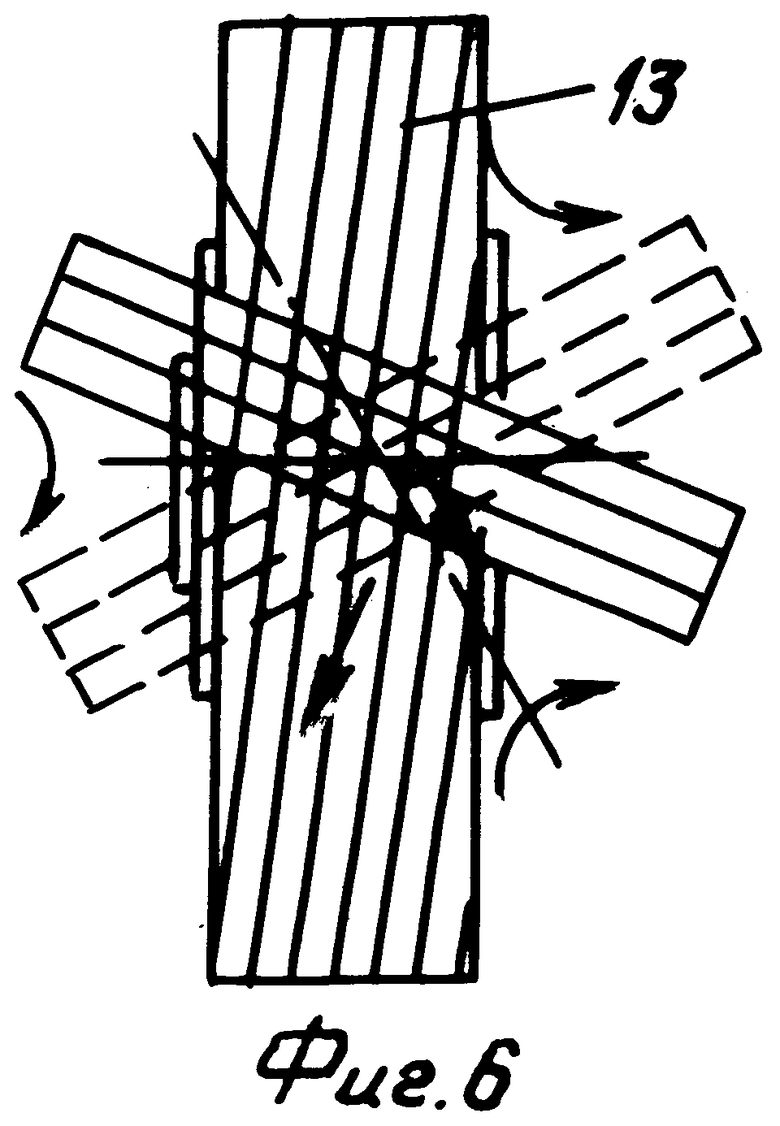
Кроме дисковых инструментов для формообразования зубьев можно использовать червячные инструменты, например червячные фрезы 12, (фиг.5) или червячный абразивный инструмент 13 (фиг.6), что значительно повысит производительность при профилировании режущих кромок зубьев «шевронного» типа инструментов прямолинейной или круглой формы.
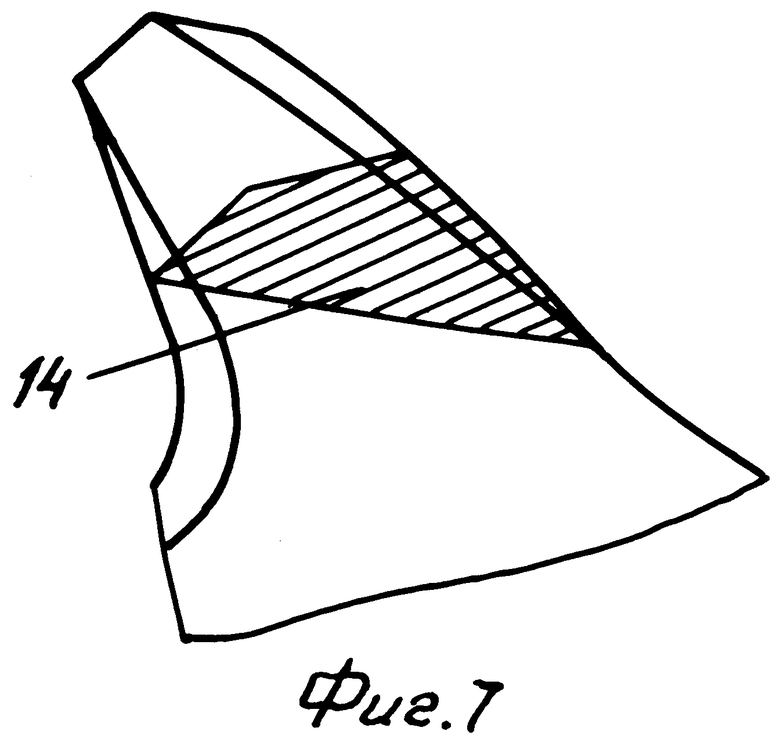
Форма спинки зуба, получающаяся при профилировании новым способом, обеспечивает большую прочность зуба, так как сечение зуба имеет вид равнопрочной трапеции 14 (фиг.7), что согласно теории резания способствует увеличению прочности и стойкости инструмента.
Источники информации
1. Справочник технолога-машиностроителя, под ред. А.Г.Косиловой и Р.К.Мещерякова, т,1, М.: Машиностроение, 1985, с.203, с.335 рис.194, с.342, 344.
2. М.М.Палей, Л.Г.Дибнер, М.Д.Флид, Технология шлифования и заточки режущего инструмента, М.: Машиностроение, 1988, с.265.
3. М.С.Наерман, Я.М.Наерман, А.Э.Исаков, Справочник молодого шлифовщика, М.: Высшая школа, 1991, с.90, рис.3.5.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
| ЛЕНТОЧНАЯ ПИЛА | 2006 |
|
RU2305626C1 |
| Прозрачная или отрезная дисковая фреза | 1989 |
|
SU1701438A1 |
| Способ обработки зубьев цилиндрических зубчатых колес | 1981 |
|
SU1096058A1 |
| Способ изготовления глобоидно-цилиндрической передачи с нелинейчатым червяком | 2022 |
|
RU2803611C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ диагонального фрезерования зубчатых колес | 1986 |
|
SU1468690A1 |
| Сборная червячная фреза для обработки глобоидных червячных колес | 1972 |
|
SU547302A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| Червячная фреза | 1982 |
|
SU1255321A1 |
Изобретение относится к области обработки материалов резанием, формообразованию «шевронных» зубьев режущих инструментов круглой или прямолинейной формы. Способ включает обработку зубьев дисковым или червячным инструментом. Для повышения качества и производительности профилирования зубьев обработку "напроход" производят на заготовках, установленных в «пакет», причем между заготовками устанавливают прокладки, толщину которых определяют в соответствии с приведенной зависимостью. При этом зубья в сечении выполняют в виде равнопрочной трапеции. 7 ил.
Способ изготовления многолезвийных режущих инструментов круглой и прямолинейной формы, например фрез, протяжек, ленточных и круглых пил, ножовок и других, с «шевронным» видом зубьев, выполненных в виде расположенных под углом друг к другу режущих кромок дисковым или червячным инструментом, отличающийся тем, что профилирование зубьев напроход производят на заготовках, установленных в «пакет», причем между заготовками устанавливают прокладки, толщину которых определяют в соответствии с зависимостью
где h - толщина прокладки, мм;
k - коэффициент кратности шага, зависящий от ширины заготовки;
ω - угол наклона режущих кромок зубьев относительно осевой линии инструмента;
В - ширина заготовки, мм;
Pt - шаг между двумя одинаковыми смежными зубьями,
при этом зубья в сечении выполняют в виде равнопрочной трапеции.
| Прозрачная или отрезная дисковая фреза | 1989 |
|
SU1701438A1 |
| Способ изготовления зубьев полотен пил | 1974 |
|
SU542597A1 |
| "Инструмент для обработки зубчатых изделий по методу обкатки с поднутренной поверхностью зубьев | 1975 |
|
SU621505A1 |
| Способ изготовления полотен пил | 1986 |
|
SU1340938A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ ПОЛОТЕН ПИЛ | 1992 |
|
RU2041033C1 |
| US 3331265 A, 18.07.1967. | |||

