ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в основном относится к вращающемуся режущему инструменту и в качестве одного из вариантов - к сверлу, имеющему устанавливаемую с возможностью раскрепления режущую головку.
УРОВЕНЬ ТЕХНИКИ
В опубликованной патентной заявке США №2005/260046 А1 раскрыт режущий инструмент, включающий режущую головку, имеющую продольную ось головки, и корпус, имеющий продольную ось корпуса. Режущая головка включает рабочую часть и фиксирующую часть, соединенную с рабочей частью. Рабочая часть имеет пару сегментов, каждый из которых имеет обращенную назад базовую поверхность, а фиксирующая часть имеет одну или более наклонных фиксирующих поверхностей. Корпус на своем переднем торце имеет пару упругих соединительных частей, разделенных парой канавок. Обращенный вперед торец каждой соединительной части выполнен с опорной поверхностью, сформированной для взаимодействия с базовой поверхностью головки. На внутренних поверхностях соединительных частей корпуса выполнены одна или более фиксирующих поверхностей, наклоненных по отношению к продольной оси инструмента. Наклонные фиксирующие поверхности корпуса сформированы и предназначены для контактного взаимодействия с наклонными фиксирующими поверхностями режущей головки. Когда инструмент собран, опорная поверхность хвостовика контактирует с базовой поверхностью головки, а одна или более фиксирующих поверхностей головки контактируют с одной или более фиксирующими поверхностями корпуса. После выполнения операции сверления, когда необходимо удалить режущую головку из выполненного отверстия, выпуклая фиксирующая часть препятствует выскальзыванию режущей головки из соединительных частей корпуса при отводе инструмента из заготовки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В качестве одного из объектов настоящего изобретения предложена режущая головка сверла для обработки металлов, имеющая продольную ось (L), определяющую направление вперед и назад, как показано в Израильской заявке №IL 181296 того же заявителя, поданной совместно с первой заявкой в отношении данной международной заявки. Предложенная режущая головка для обработки металлов включает рабочую часть и фиксирующую часть. Фиксирующая часть соединена с рабочей частью и проходит относительно нее в направлении назад режущей головки. Рабочая часть включает множество сегментов, разделенных по меньшей мере первой и второй канавками, каждый сегмент имеет обращенную назад базовую поверхность, сформированную на заднем торце рабочей части. Фиксирующая часть включает установочный стержень, соединенный с рабочей частью, утолщение, выполненное на рабочем стержне и включающее множество разнесенных по периферии выступов, определяющих максимальный размер фиксирующей части в направлении, перпендикулярном продольной оси режущей головки, и множество разнесенных фиксирующих поверхностей, расположенных вдоль фиксирующей части параллельно продольной оси режущей головки.
В качестве другого объекта настоящего изобретения предложен металлорежущий инструмент, включающий металлорежущую головку, установленную с возможностью раскрепления на переднем конце корпуса инструмента, при этом металлорежущая головка и корпус инструмента имеют общую ось вращения и общее направление вращения. Металлорежущая головка использована описанного выше типа. Корпус инструмента имеет продольную ось (S), которая совпадает с продольной осью вращения, и множество соединительных частей, численно равное множеству сегментов головки, образованных на переднем конце корпуса, и выборку корпуса, выполненную между его соединительными частями. Каждая соединительная часть корпуса включает обращенную вперед опорную поверхность, при этом внутренняя поверхность включает множество фиксирующих поверхностей, каждая из которых расположена параллельно продольной оси корпуса. В собранном состоянии металлорежущего инструмента обращенная назад базовая поверхность каждого сегмента головки контактирует с обращенной вперед опорной поверхностью, соответствующей соединительной части корпуса, каждая фиксирующая поверхность головки контактирует с противолежащей фиксирующей поверхностью корпуса на контактном участке, при этом в целом утолщение отстоит от стенок выборки корпуса.
В качестве еще одного объекта настоящего изобретения предложен способ сборки металлорежущего инструмента, включающего рабочую часть и фиксирующую часть с утолщением и корпус, имеющий пару соединительных частей, определяющих выборку между ними. Предложенный способ включает: совмещение осей режущей головки хвостовика так, что сегменты режущей головки и канавки корпуса расположены противолежащими парами, вставление режущей головки и корпуса друг в друга так, что фиксирующая часть входит в выборку корпуса, и поворот режущей головки по отношению к корпусу до контакта фиксирующих поверхностей головки, параллельных ее продольной оси, с фиксирующими поверхностями корпуса, параллельными его продольной оси, так, что в целом утолщение отстоит от стенок выборки корпуса, и контакта стенки для передачи крутящего момента головки со стенкой для передачи крутящего момента корпуса.
В качестве еще одного объекта настоящего изобретения предложена металлорежущая головка, имеющая продольную ось (L), определяющую направления вперед и назад, и включающая по меньшей мере один сегмент, имеющий обращенную назад базовую поверхность, сформированную на заднем торце рабочей части, и фиксирующую часть, соединенную с рабочей частью и проходящую в направлении назад от нее. Фиксирующая часть включает установочный стержень, соединенный с рабочей частью, утолщение, выполненное на установочном стержне в виде по меньшей мере одного выступа, определяющего максимальный размер фиксирующей части в направлении, перпендикулярном продольной оси режущей головки, и множество выполненных вдоль нее разнесенных друг от друга фиксирующих поверхностей, каждая из которых параллельна продольной оси режущей головки.
Еще одним объектом настоящего изобретения является металлорежущий инструмент, содержащий металлорежущую головку, установленную с возможностью раскрепления на переднем торце корпуса инструмента, металлорежущая головка и корпус инструмента имеют общую ось вращения и общее направление вращения. Металлорежущая головка имеет продольную ось (L), которая совпадает с общей осью вращения, и имеет по меньшей мере две фиксирующие поверхности, включающие часть круглого поперечного сечения, которая перпендикулярна продольной оси (L). Корпус инструмента имеет продольную ось (S), которая совпадает с общей осью вращения, и по меньшей мере две фиксирующие поверхности, включающие часть эллиптического поперечного сечения, которая перпендикулярна продольной оси корпуса (S).
В еще одном объекте изобретения металлорежущая головка дополнительно включает по меньшей мере две канавки головки, а корпус инструмента дополнительно включает две канавки корпуса; при этом в полностью установленном положении канавки головки и канавки корпуса в основном совпадают и образуется зазор вблизи канавок между фиксирующей поверхностью головки и фиксирующей поверхностью корпуса.
КРАТКОЕ ОПИСАНИЕ РИСУНКОВ
Для лучшего понимания настоящего изобретения и чтобы показать, как оно может быть выполнено на практике, отсылки будут сделаны к приложенным рисункам, на которых:
на фиг.1 показан вид на инструмент в соответствии с одним вариантом настоящего изобретения;
на фиг.2 показан вид в перспективе на режущую головку в соответствии с одним вариантом настоящего изобретения;
на фиг.2А показан вид в перспективе на режущую головку в соответствии с вариантом настоящего изобретения, в котором отсутствуют каналы для подвода охлаждения;
на фиг.3 показан вид сбоку на режущую головку, представленную на фиг.2;
на фиг.4 представлен вид сверху на режущую головку, представленную на фиг.2;
на фиг.4А показан вид сверху на режущую головку, представленную на фиг.2;
на фиг.5 показан вид снизу на режущую головку, представленную на фиг.2;
на фиг.5А показан вид снизу на режущую головку, представленную на фиг.2А;
на фиг.6 показано поперечное сечение режущей головки, представленной на фиг.4 по линии VI-VI;
на фиг.7 показан вид в перспективе на передний конец корпуса инструмента в соответствии с одним вариантом настоящего изобретения;
на фиг.7А показан вид в перспективе на передний конец корпуса инструмента в соответствии с вариантом настоящего изобретения, в котором отсутствуют каналы для подвода смазочно-охлаждающей жидкости;
на фиг.8 показан частично разобранный вид режущей головки, представленной на фиг.2, и корпуса инструмента, представленного на фиг.7;
на фиг.8А показан частично разобранный вид режущей головки, представленный на фиг.2А, и корпуса инструмента, представленного на фиг.7А;
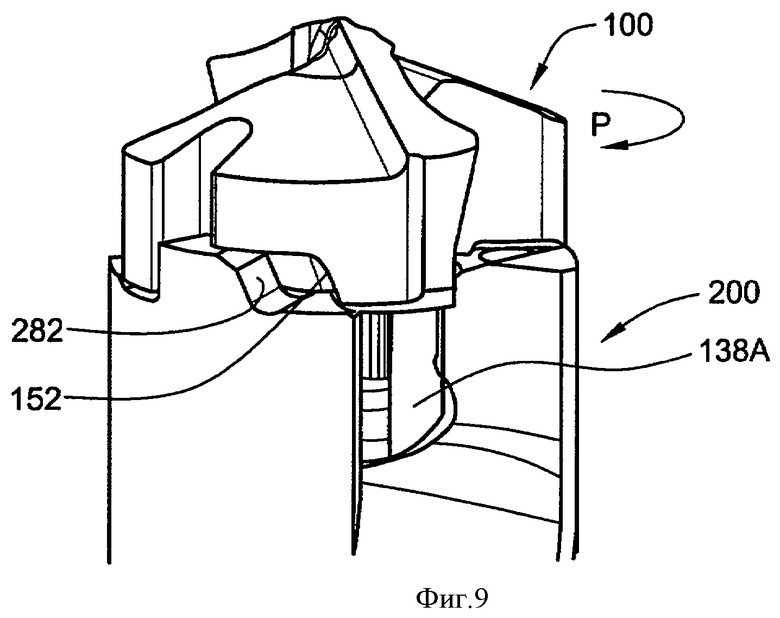
на фиг.9 показан вид режущей головки, представленной на фиг.2, почти установленной на корпусе инструмента, представленного на фиг.7;
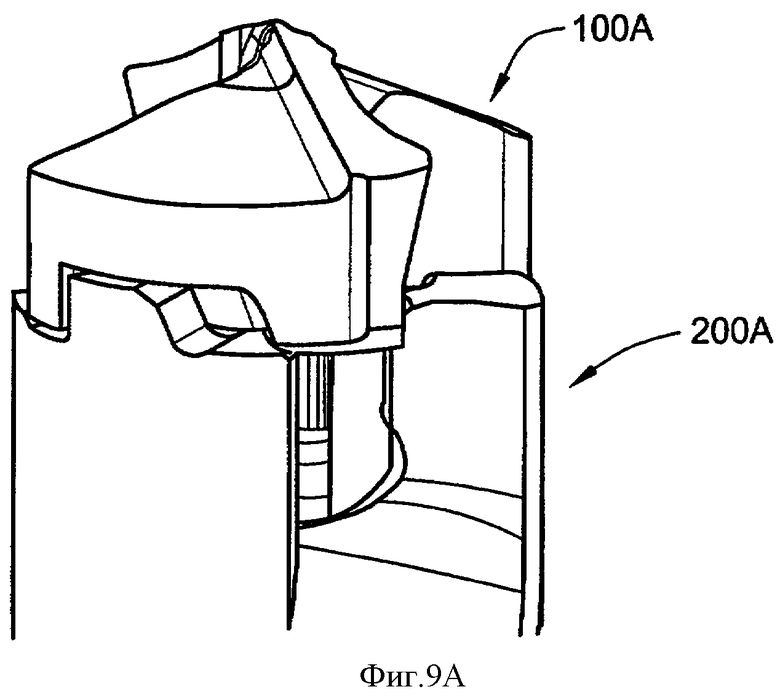
на фиг.9А показан вид на режущую головку, представленную на фиг.2А, почти полностью установленную на корпусе инструмента, представленного на фиг.7А;
на фиг.10 показан вид на собранный инструмент, включающий режущую головку, представленную на фиг.2, полностью установленную на корпусе инструмента, представленного на фиг.7;
на фиг.11 показано поперечное сечение инструмента, представленного на фиг.10 по линии XI-XI;
на фиг.12 частично показано поперечное сечение инструмента, в соответствии со вторым вариантом настоящего изобретения;
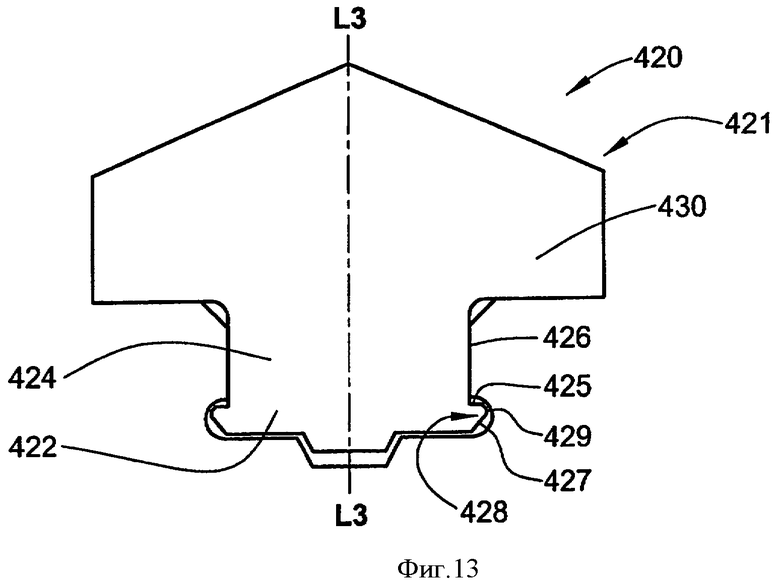
на фиг.13 частично показано поперечное сечение режущей головки в соответствии с третьим вариантом настоящего изобретения;
на фиг.14 частично показано поперечное сечение режущей головки в соответствии с четвертым вариантом настоящего изобретения;
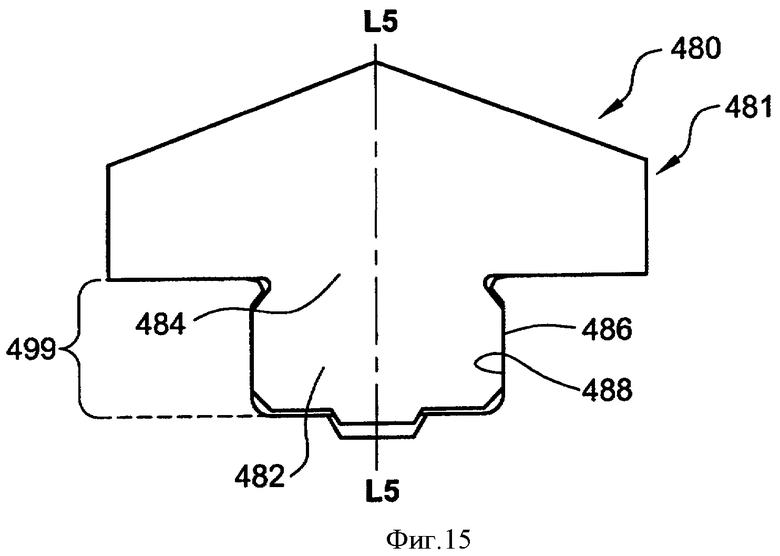
на фиг.15 частично показано поперечное сечение режущей головки в соответствии с пятым вариантом настоящего изобретения;
на фиг.16 показан вид в перспективе инструмента, включающего режущую головку и корпус в соответствии с шестым вариантом настоящего изобретения;
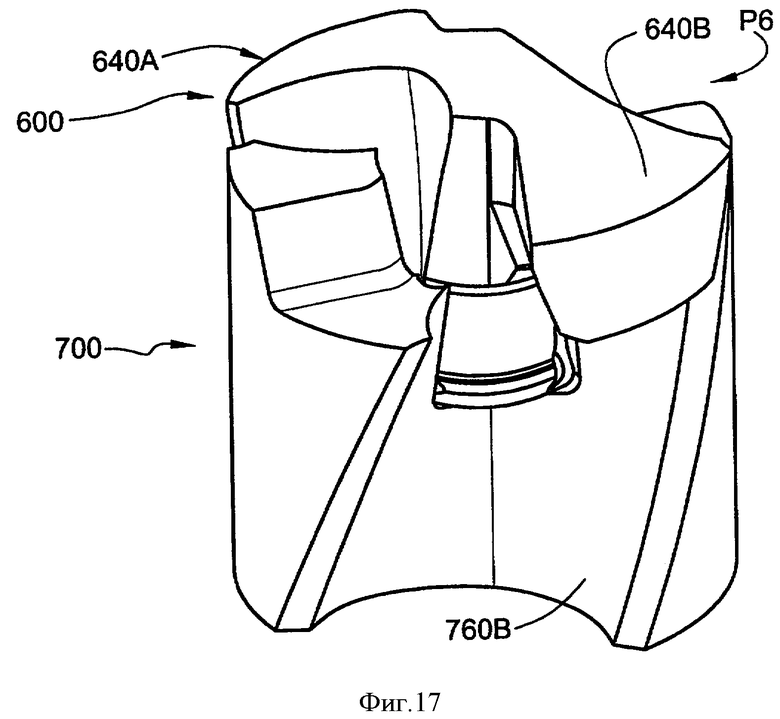
на фиг.17 показан вид в перспективе на частично собранный инструмент, представленный на фиг.16;
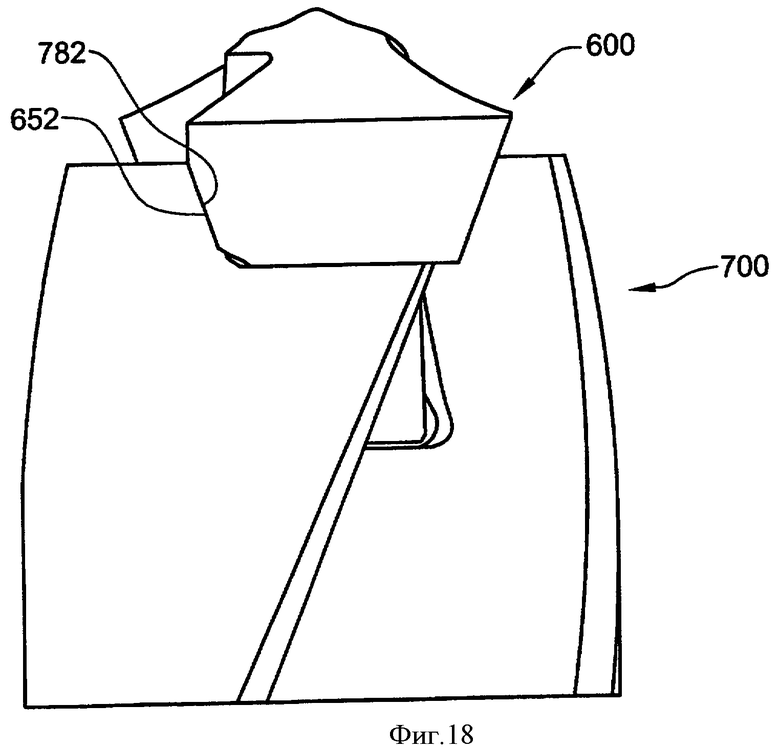
на фиг.18 показан вид сбоку на собранный инструмент, представленный на фиг.16;
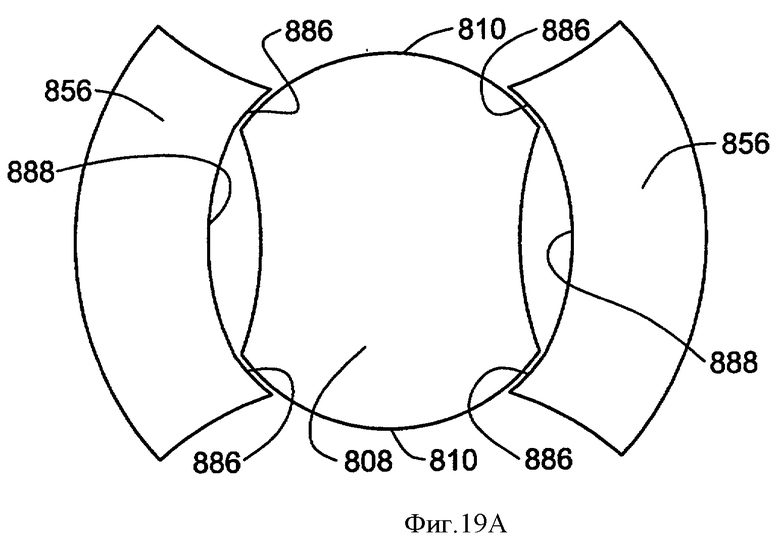
на фиг.19А схематически показано поперечное сечение инструмента, представленного на фиг.1, причем фиксирующая часть режущей головки вставлена в корпус инструмента;
на фиг.19В схематически показано поперечное сечение инструмента, представленного на фиг.19А, причем фиксирующая часть режущей головки частично собрана с корпусом инструмента; и
на фиг.19С схематически показано поперечное сечение инструмента, представленного на фиг.19А, причем фиксирующая часть режущей головки собрана с корпусом инструмента.
ДЕТАЛЬНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг.1 показан инструмент 90 в виде сверла в соответствии с одним вариантом настоящего изобретения. Сверло 90 включает режущую головку 100, установленную с возможностью раскрепления на корпусе 200, при этом режущая головка и корпус имеют общую продольную ось X, являющуюся осью вращения инструмента. Корпус 200 выполнен по меньшей мере с двумя канавками 260А, 260В, каждая из которых соединена с соответствующей канавкой головки 138А, 138В соответственно, образованными на режущей головке 100. В одном варианте канавки корпуса 260А, 260В выполнены в основном винтовыми вдоль части общей продольной оси X. Режущая головка 100, как правило, выполнена из твердого износостойкого материала такого, как твердый сплав, а корпус 200, как правило, выполнен из стали.
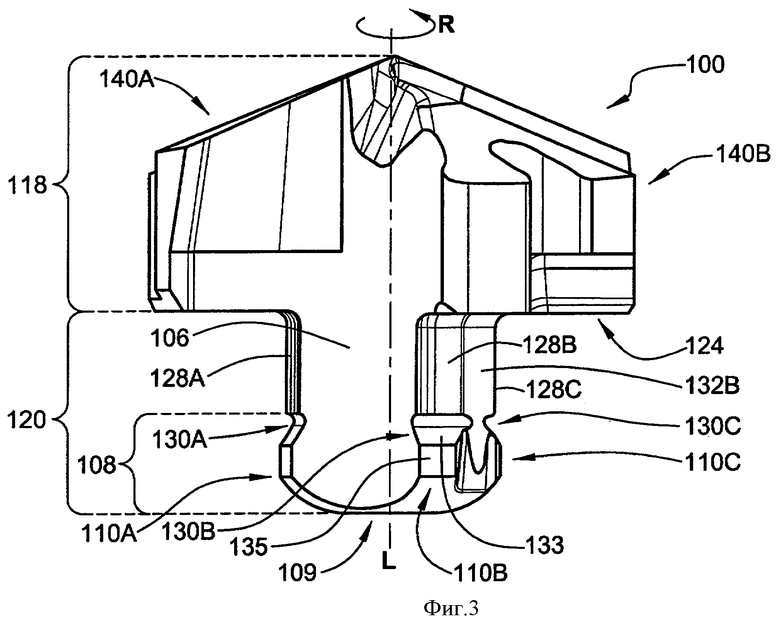
Как показано на фиг.2-5, режущая головка 100 имеет ось L, рабочее направление вращения R и включает рабочую часть 118 и фиксирующую часть 120. Рабочая часть 118 имеет верхнюю поверхность 122, базовую поверхность 124, расположенную поперечно к оси L, и периферийную боковую поверхность 126, проходящую между ними. Фиксирующая часть 120 выступает назад от базовой поверхности 124 и от верхней поверхности 122. Фиксирующая часть включает установочный стержень 106, соединенный с рабочей частью 118 и направленный от нее, и утолщение 108, образованное на установочном стержне 106. В варианте, показанном на фиг.2-6, утолщение образовано на нижнем конце установочного стержня 106. Утолщение 108 выступает по отношению к установочному стержню 106 в направлении, в основном поперечном и в частности перпендикулярном к оси L режущей головки.
Утолщение 108 имеет округленный нижний торец 109, который сопрягается по меньшей мере с четырьмя разнесенными по периферии выступами, включающими первую пару выступов 110А, 110В, расположенную на противоположных сторонах первой канавки 138А, и вторую пару выступов 110C, 110D (см. фиг.5), расположенную на противоположных сторонах второй канавки 138В. Альтернативно, к одной паре можно отнести выступы 110А, 110D, как относящиеся к первому сегменту 140 головки, а ко второй паре - выступы 110В, 110С, как относящиеся ко второму сегменту 140В головки (см. фиг.5). Противолежащие пары выступов 110А, 110В, 110С 110D определяют максимальный размер W3 фиксирующей части 120 в направлении, перпендикулярном к продольной оси L режущей головки (см. фиг.6).
По меньшей мере четыре фиксирующие поверхности 128А, 128В, 128С, 128D выполнены на фиксирующей части. Каждая фиксирующая поверхность 128А, 128В, 128С, 128D расположена параллельно продольной оси L режущей головки. При этом, как лучше всего видно на фиг.3 и 6, одна пара фиксирующих поверхностей 128А, 128D относится к первому сегменту 140А режущей головки, а вторая пара фиксирующих поверхностей 128В, 128С относится ко второму сегменту 140В режущей головки.
В некоторых вариантах четыре фиксирующие поверхности 128А, 128В, 128С, 128D образованы вдоль установочного стержня 120, при этом каждая фиксирующая поверхность 128А, 128В, 128С, 128D расположена между соответствующими выступами 110А, 110В, 110C, 110D соответственно и рабочей частью 118. По отношению к данному направлению вращения R режущей головки 100 фиксирующие поверхности 128А, 128С могут быть обозначены как передние фиксирующие поверхности, а фиксирующие поверхности 128В, 128D могут быть обозначены как задние фиксирующие поверхности. Аналогично, выступы 110А, 110С могут быть обозначены как передние выступы, а выступы 110В, 110D могут быть обозначены как задние выступы.
Поскольку каждая фиксирующая поверхность головки взаимосвязана с соответствующим выступом, первая пара фиксирующих поверхностей головки 128А, 128В разделена первой канавкой головки 138А, а вторая пара фиксирующих поверхностей головки 128С, 128D разделена второй канавкой головки 138В. Смежные фиксирующие поверхности головки, расположенные между ее первой и второй канавками, разделены выборками 132А, 132В, образованными на установочном стержне. Например, фиксирующие поверхности головки 128В, 128С разделены выборкой 132А, а фиксирующие поверхности 128А, 128D разделены выборкой 132В. В одном варианте каждая фиксирующая поверхность головки имеет дуговую форму в поперечном сечении, перпендикулярном продольной оси L режущей головки (см. фиг.11), и таким образом составляет часть цилиндрической поверхности.
Каждая фиксирующая поверхность отделена от соответствующего выступа выемкой 130А, 130В. Как видно на фиг.2 и 3, фиксирующая поверхность 128А отделена от выступа 110А выемкой 130А; фиксирующая поверхность 128В отделена от выступа 110В выемкой 130В, а фиксирующая поверхность 128С отделена от выступа 110С выемкой 130С. Как видно на фиг.6, каждая выемка имеет наиболее углубленную часть, расположенную радиально внутри от смежной фиксирующей поверхности.
Как видно на фиг.2 и 3, в одном варианте каждый выступ (например, 110А, 110В) выполнен со скошенной поверхностью 133, которая образует верхнюю поверхность выступа. Скошенная поверхность 133 выступа проходит от радиально внутреннего положения к радиально наружному положению, в направлении назад режущей головки 100. Каждый выступ выполнен также с обращенной радиально наружу поверхностью 135, которая образует наиболее удаленную в радиальном направлении поверхность выступа и соединяется со скошенной поверхностью 133 выступа. Обращенная радиально наружу поверхность 135 выступа расположена параллельно продольной оси L режущей головки. Как видно на этих фигурах, каждая скошенная поверхность 133 выступа образует нижнюю часть соответствующей выемки.
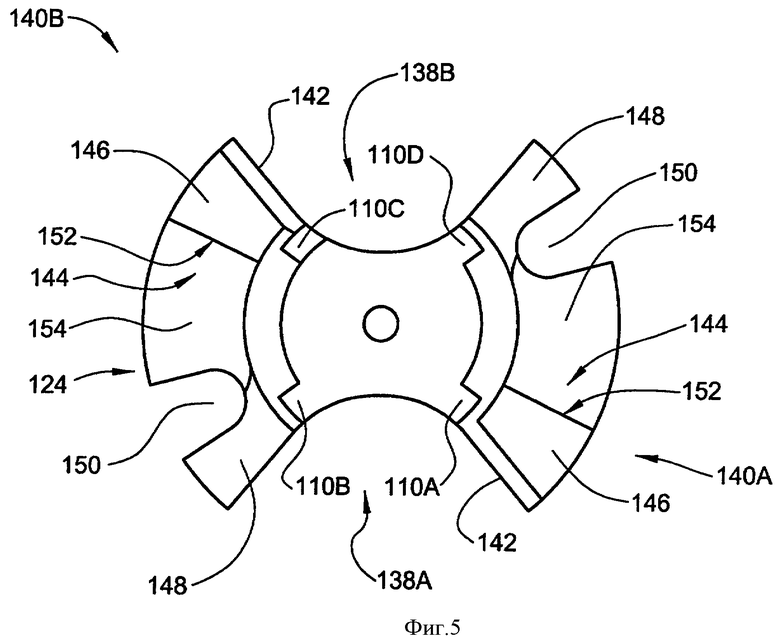
Две канавки 138А, 138В головки проходят в основном в осевом направлении назад вдоль периферии рабочей части 118 и фиксирующей части 120, образуя два идентичных сегмента 140А, 140В головки между ними (фиг.4). Каждый сегмент 140А, 140В головки включает режущую кромку 142, образованную вдоль пересечения смежной передней поверхности 143 с поверхностью 122 головки. Каждый сегмент 140А, 140В головки имеет также выборку 144 (фиг.5), которая открыта на периферийную боковую поверхность 126 и на базовую поверхность 124 головки. Выборка 144 разделяет базовую поверхность 124 на первый участок 146 на переднем конце сегмента 140А, 140В и второй участок 148 на заднем конце сегмента 140А, 140В режущей головки.
В некоторых вариантах каналы 150 для охлаждения (фиг.4 и 5) открыты на поверхность 122 головки, периферийную боковую поверхность 126 и второй участок 148 базовой поверхности головки и пересекают выборку 144. Стенка 152 головки для передачи крутящего момента, смежного с первым участком 146 базовой поверхности, проходит вдоль части выборки 144 поперечно базовой поверхности 124 и в основном обращена противоположно направлению вращения R режущей головки. Передняя поверхность 154 выборки рабочей части, смежная со стенкой 152 для передачи крутящего момента, расположена в основном параллельно базовой поверхности 124 головки.
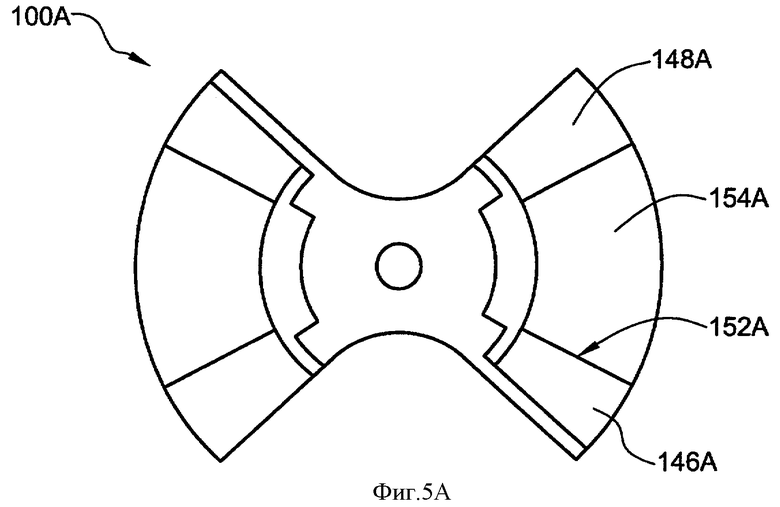
Однако в одном варианте, показанном на фиг.2А, 4А и 5А, режущая головка 100А выполнена без каналов для охлаждения. В этом случае на виде сверху на режущую головку 100А ее поверхность 122А проходит по периферии без разрыва от первой канавки 139А к режущей кромке 142А, образованной смежной второй канавкой 139В (см. фиг.4А). Аналогично, на виде снизу на режущую головку 100А поверхность 154 выборки рабочей части проходит по периферии без разрыва от стенки 152А для передачи крутящего момента, смежной с первым участком 146А базовой поверхности головки, ко второму участку 148А базовой поверхности головки (см. фиг.5А).
Поперечное сечение, показанное на фиг.6, взято по линии, проходящей через продольную ось L, противолежащие выступы 110В, 110D, противолежащие фиксирующие поверхности 128В, 128D и противолежащие выемки 130В, 130D. Как видно на фиг.6, размер в сечении W1 между наиболее глубокими частями противолежащих выемок меньше, чем размер в сечении W2 между противолежащими фиксирующими поверхностями 128В, 128D, который в свою очередь меньше размера W3 между противолежащими выступами 110В, 110D на радиальных поверхностях 135, или W1<W2<W3. Следовательно, каждая выемка имеет наиболее глубокую часть, расположенную радиально внутри по отношению к смежной фиксирующей поверхности головки, при этом выступы определяют максимальный размер W3 фиксирующей части в направлении, перпендикулярном продольной оси L режущей головки. В одном варианте этот максимальный размер W3 определен между радиально направленными поверхностями 135 противолежащих выступов.
Как видно на фиг.7, корпус 200 имеет продольную ось S. На переднем торце корпус 200 имеет две соединительные части 256А, 256В, каждая из которых по периферии ограничена периферийной поверхностью 258 корпуса и двумя канавками 260А, 260В. Каждая соединительная часть 256А, 256В имеет обращенную вперед опорную поверхность 262, проходящую от периферийной поверхности 258 корпуса в основном поперечно внутрь к выборке 264 корпуса, образованной между его соединительными частями 256А, 256В.
Внутри выборки 264 корпуса расположена вогнутая задняя поверхность 270 (см. фиг.8). У основания внутренней поверхности каждой соединительной части 256А, 256В корпуса вогнутая задняя поверхность 270 соединяется наружными кромками с дуговыми скошенными стенками 267 выборки 264. Скошенная стенка 267 в свою очередь соединяется с обращенной назад удерживающей поверхностью 269 выборки. Внутренняя поверхность каждой соединительной части 256А, 256В включает также переднюю фиксирующую поверхность 288 и заднюю фиксирующую поверхность 290, при этом две фиксирующие поверхности 288, 290 разделены вертикально проходящей выборкой 286, пересекающейся со скошенной стенкой 267.
Каждая фиксирующая поверхность 288, 290 корпуса расположена параллельно его продольной оси S. В одном варианте каждая фиксирующая поверхность 288, 290 имеет размер вдоль продольной оси S, который больше, чем размер в поперечном к ней направлении. Таким образом, в одном варианте каждая фиксирующая поверхность 288, 290 представляет собой прямоугольную поверхность. В некоторых вариантах каждая фиксирующая поверхность 288, 290 имеет дуговую форму в поперечном сечении, перпендикулярном продольной оси S корпуса (см. фиг.11), и, следовательно, включает часть цилиндрической охватывающей поверхности. Форма выборки 264 корпуса выполнена такой, что узкий участок образован на каждой соединительной части 256А, 256В вблизи соединения между фиксирующей поверхностью 288, 290 и задней поверхностью 270 выборки. Узкий участок делает соединительные части 256А, 256В упруго смещаемыми.
Выступ 274 выходит вперед из каждой опорной поверхности 262, при этом вблизи заднего конца выступа 274 на каждой опорной поверхности выполнена выемка 279. Выступ 274 и выемка 279 разделяют опорную поверхность 262 на первый, передний участок 276 вблизи ее переднего конца и второй, задний участок 278 вблизи ее заднего конца.
В некоторых вариантах корпус имеет по меньшей мере два канала 280 для подвода охлаждения, при этом по меньшей мере один канал 280 для подвода охлаждения проходит в каждой соединительной части 256А, 256В. Каждый канал 280 для подвода охлаждения открывается на поверхность выемки 279, где он может соединяться с каналом 150 для подвода охлаждения головки. В одном варианте канал для подвода охлаждения 280 открывается в зоне между первым и вторым участками 276, 278, более точно, между выступом 274 и вторым участком 278 опорной поверхности.
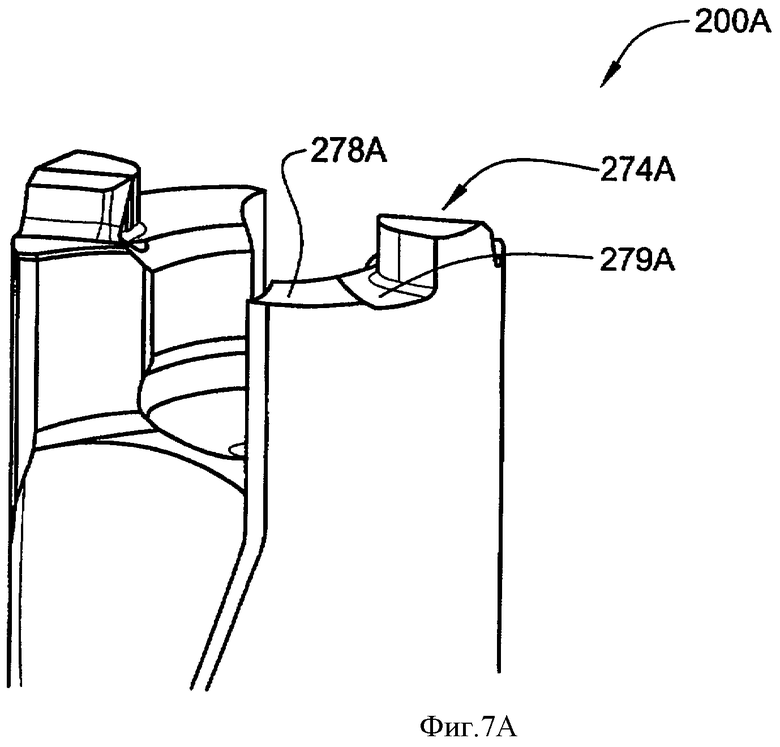
Однако в варианте, показанном на фиг.7А, корпус 200А выполнен без каналов для подвода охлаждения. В этом случае небольшая выемка 279А все же может быть выполнена между вторым участком 278А опорной поверхности и выступом 274А (см. фиг.7). Указанная небольшая выемка 279А может облегчать установку режущей головки 100А, на корпус 200А, как будет описано ниже.
Стенка 282 для передачи крутящего момента, смежная с первым участком 276 опорной поверхности, проходит вдоль части выступа 274, расположена поперечно к опорной поверхности 262 и в основном обращена в направлении вращения. Передняя в осевом направлении поверхность 284 выступа 274 сопряжена со стенкой 282 для передачи крутящего момента через наклонную переходную поверхность 283 и в основном параллельна опорной поверхности 262 корпуса. Выборка 286 разделяет первую, переднюю фиксирующую поверхность 288, образованную на переднем конце соединительной части 256А, 256В корпуса, от второй задней фиксирующей поверхности 290, образованной на заднем конце соединительной части 256А, 256В корпуса.
Как показано на фиг.8, для того, чтобы установить режущую головку 100 на корпус 200, они совмещаются по оси так, что сегменты 140А, 140В режущей головки и соединительные части 256А, 256В расположены противолежащими парами. Для каждой пары выборка 144 расположена заведомо выше части выступа 274, выборка 132А, 132В головки расположена выше фиксирующей поверхности 288 корпуса, второй выступ 128В, 128D расположен выше выборки 286 корпуса и второй участок 148 базовой поверхности головки расположен выше выборки 279.
Как видно на фиг.9, режущая головка 100 и корпус 200 затем сдвигаются друг к другу так, что в выборке 144 рабочей части головки по меньшей мере частично размещается выступ 274, выборки 132А, 132В головки располагаются напротив первой фиксирующей поверхности 288 корпуса, второй выступ 128В, 128D вставлен в выборку 286 корпуса, а второй участок 148 базовой поверхности головки размещен в выемке 279 корпуса.
В завершение, режущая головка 100 переводится в полностью установленное положение (фиг.10) путем поворота ее в направлении, указанном поворотной стрелкой Р (фиг.9) по отношению к корпусу 200 инструмента до контакта стенок 152, 282 для передачи крутящего момента головки и корпуса соответственно. Поскольку режущая головка 100 поворачивается по отношению к корпусу 200 инструмента, второй участок 148 базовой поверхности головки выходит из выемки 279 и устанавливается на второй участок 278 опорной поверхности корпуса.
После поворота режущей головки канал 150 для подачи охлаждения становится соосным с каналом 280 для подачи охлаждения корпуса, посредством чего дается возможность прохода охлаждающей жидкости через корпус и режущую головку в процессе операции обработки. Однако, как видно на фиг.8А и 9А, даже когда каналы для подвода охлаждения отсутствуют, второй участок 148А базовой поверхности головки вначале находится выше выемки 279А, а затем снова входит в нее. Также, при повороте режущей головки 100А второй участок 148А базовой поверхности головки выходит из выемки 279А и устанавливается на второй участок 278А базовой поверхности корпуса.
Кроме того, фиксирующая часть 120 режущей головки 100 контактирует и смещает упругие соединительные части 256А, 256В корпуса радиально наружу, поскольку фиксирующие головки поверхности и корпуса входят в контакт друг с другом. Более подробно, в полностью установленном положении передние фиксирующие поверхности 128А, 128С головки контактируют с первой фиксирующей поверхностью 288 корпуса, образованной на каждой его соединительной части 256А, 256В, а задние фиксирующие поверхности 128В, 128D контактируют со второй фиксирующей поверхностью 288 корпуса, образованной на каждой его соединительной части 256А, 256В (как видно на фиг.11). Поскольку все фиксирующие поверхности 128А, 128В, 128С, 128D расположены в основном параллельно продольной оси L режущей головки 100 и все фиксирующие поверхности 288, 290 корпуса 200 расположены параллельно его продольной оси S, сила, воздействующая со стороны каждой фиксирующей поверхности головки на соответствующую фиксирующую поверхность корпуса, направлена в направлении радиально наружу по отношению к продольной оси Х инструмента. Это контрастирует с направленной под углом силой, приложенной между наклонными фиксирующими поверхностями головки и наклонными фиксирующими поверхностями корпуса в вышеупомянутой опубликованной патентной заявке США №2005/260046 А1. В отличие от указанного аналога, когда фиксирующие поверхности 128А, 128В, 128С, 128D головки контактируют с фиксирующими поверхностями 288, 290 корпуса, утолщение 108 отнесено от стенок выборки 264 корпуса.
Однако следует отметить, что в полностью установленном положении закругленный нижний торец 109 режущей головки и задняя поверхность 270 выборки корпуса не находятся в контакте между собой так, что существует зазор G1 между ними (фиг.10). Это пространство предпочтительно невелико так, что стружки, срезанные с заготовки, не могут попасть в это пространство. Зазор G2 также существует между радиально направленной поверхностью 135 каждого выступа и скошенной стенкой 267, образованной в выборке 264 корпуса. Кроме того, еще один зазор G3 существует между скошенной поверхностью 133 каждого выступа и обращенной назад удерживающей поверхностью 269 выборки. Вследствие этого в одном варианте выступы на фиксирующей части головки не контактируют с поверхностями выборки 264 корпуса в процессе нормальной работы инструмента. Предпочтительно утолщение 108 не имеет контакта с поверхностями выборки 264 корпуса, включая обращенную назад удерживающую поверхность 269 выборки корпуса как в полностью установленном положении, так и при работе сверла.
В процессе операции сверления передняя часть режущей головки 100 входит в заготовку и образует в ней отверстие. Вследствие возникающих при этом высокой температуры и сил резания, часто становится затруднительно вывести инструмент из заготовки. В случае вывода инструмента режущая головка 100 начинает вытягиваться из фрикционного захвата фиксирующими поверхностями 288, 290 корпуса. В таких случаях после небольшого вытягивания режущей головки 100 зазор G3 закрывается, поскольку скошенная поверхность 133 выступа на верхней поверхности утолщения контактирует с обращенной назад удерживающей поверхностью 269, посредством чего режущая головка 100 предотвращается от полного вытягивания из выборки 264 корпуса. Как может быть видно на фиг.10, свойство предотвращения вытягивания (режущей головки 100 из выборки 264 корпуса) может также быть результатом того, что утолщение 108 имеет поперечный максимальный размер (перпендикулярный продольной оси L режущей головки), больший, чем максимальный поперечный размер стержня 106. Это также может быть выражено соотношением W3>W2, как показано на фиг.6. Поскольку фиксирующие поверхности 128А, 128В, 128С, 128D стержня 106 контактируют с фиксирующими поверхностями 288, 290 корпуса, участок выборки 286, в котором расположен стержень 106, также имеет поперечный максимальный размер (равный W2), который меньше, чем поперечный максимальный размер утолщения 108, вследствие чего предотвращается проход утолщения 108 через участок выборки 286 корпуса, в которой расположен стержень 106. Другими словами, вследствие относительно большого размера утолщения 108, режущая головка 100 не может быть смещена в осевом направлении на расстояние, большее, чем приблизительно размер зазора G3. Это свойство предотвращения вытягивания содержится во всех описываемых вариантах.
В полностью установленном положении (фиг.10) закрепление режущей головки 100 на корпусе 200 является самозажимающимся. Соответственно режущая головка 100 может быть установлена с возможностью раскрепления на корпусе 200 без использования одного или более винтов. Для каждой из противолежащих пар сегментов 140А, 140В головки и соединительных частей 256А, 256В корпуса в дополнение к контакту стенок 152, 282 головки и хвостовика для передачи крутящего момента контактирует первый участок 146 базовой поверхности головки с первым участком 276 опорной поверхности корпуса, а второй участок 148 базовой поверхности головки контактирует со вторым участком 278 опорной поверхности корпуса. Однако существует зазор G4 между передней поверхностью 284 выступа корпуса и передней поверхностью 154 выборки рабочей части головки. Таким образом, режущая головка 100 в осевом направлении опирается на корпус 200 инструмента в четырех разнесенных друг от друга опорных участках на опорной поверхности 262 корпуса, образованных контактом первого и второго участков 146, 148 базовых поверхностей головки с первым и вторым участками 276, 278 опорных поверхностей корпуса соответственно каждой из противолежащих пар сегментов 140А, 140В головки и соединительных частей 256А, 256В корпуса. Благодаря четырем разнесенным осевым опорным участкам режущая головка 100 надежно соединена с корпусом 200 инструмента.
Более того, каждая опорная поверхность 262 корпуса предпочтительно выполнена плоской, а два ее участка 276, 278 предпочтительно выполнены копланарными. Аналогично, каждая базовая поверхность 124 головки предпочтительно выполнена плоской, а два ее участка 146, 148 предпочтительно выполнены копланарными. Плоские и копланарные осевые опорные поверхности являются преимуществом перед некопланарными осевыми опорными поверхностями, поскольку легче получить требуемые допуски изготовления для копланарных поверхностей, чем для некопланарных.
Одним из преимуществ отсутствия контакта утолщения 108 с поверхностями выборки 264 корпуса в полностью установленном положении является легкость изготовления. Поскольку в полностью установленном положении первый участок 146 базовой поверхности головки контактирует с первым участком 276 опорной поверхности корпуса, а второй участок 148 базовой поверхности головки контактирует со вторым участком 278 опорной поверхности корпуса, требование контакта между утолщением 108 и поверхностями выборки 264 корпуса привело бы при изготовлении режущей головки 100 к необходимости выполнения с очень высокой точностью расстояний между утолщением 108 и первым и вторым участками 146, 148 базовой поверхности головки с одной стороны, а также расстояний между соответствующими контактными поверхностями корпуса 200 инструмента с другой стороны.
На фиг.12 частично показано поперечное сечение инструмента 400 в соответствии со вторым вариантом настоящего изобретения. Режущая головка 401 инструмента 400 имеет продольную ось L2 и утолщение 402, образованное в средней части установочного стержня 404. Каждая из по меньшей мере двух фиксирующих поверхностей 406 (только одна из которых показана) расположена между соответствующим выступом 408 и рабочей частью 410 головки. Фиксирующая часть 412 включает также по меньшей мере две дополнительные фиксирующие поверхности 414 головки (только одна из которых показана). Дополнительные фиксирующие поверхности 414 головки расположены между выступами 408 и нижним концом 416 установочного стержня 404. Каждая из по меньшей мере двух дополнительных фиксирующих поверхностей головки расположена также параллельно к продольной оси L2 режущей головки и колинеарно с соответствующей фиксирующей поверхностью 406, расположенной между выступами 408 и рабочей частью 410 головки. В инструменте 400 существует первый зазор между нижним концом 416 установочного стержня 404 и задней поверхностью выборки 418 и второй зазор G5 между выступом 408 и зажимной частью корпуса инструмента.
На фиг.13 показано поперечное сечение инструмента 420 в соответствии с третьим вариантом настоящего изобретения. Режущая головка 421 инструмента 420 имеет продольную ось L3 и утолщение 422, образованное на нижнем конце установочного стержня 424. Каждая фиксирующая поверхность 426 головки расположена между соответствующим выступом 428 и ее рабочей частью 430. Каждый выступ 428 имеет направленную радиально наружу поверхность 425, которая образует его верхнюю поверхность и проходит в направлении, перпендикулярном продольной оси L3. Каждый выступ 428 имеет также скошенную поверхность 427, образующую его нижнюю поверхность и соединенную с его направленной радиально наружу поверхностью 425 в радиально наиболее удаленной точке 429. Скошенная поверхность 427 выступа проходит от радиально наружного положения к радиально внутреннему положению в направлении назад режущей головки 421.
На фиг.14 показано поперечное сечение инструмента 450 в соответствии с четвертым вариантом настоящего изобретения. Режущая головка 451 инструмента 450 имеет продольную ось L4 и утолщение 452, образованное на нижнем конце установочного стержня 454. Каждая фиксирующая поверхность 456 головки расположена между соответствующим выступом 458 головки и ее рабочей частью 460. Каждый выступ 458 имеет первую скошенную поверхность 455, образующую его верхнюю поверхность. Первая скошенная поверхность 455 проходит от радиально внутреннего положения к радиально наружному положению в направлении назад режущей головки 451. Каждый выступ имеет также вторую скошенную поверхность 457, которая образует его нижнюю поверхность и соединяется с первой скошенной поверхностью 455 в радиально наиболее удаленной точке 459. Вторая скошенная поверхность 457 проходит от радиально наружного положения к радиально внутреннему положению в направлении назад режущей головки 451.
На фиг.15 показано поперечное сечение инструмента 480 в соответствии с пятым вариантом настоящего изобретения. Режущая головка 481 инструмента 480 имеет продольную ось L5 и утолщение 482, образованное на нижнем конце установочного стержня 484. Каждая установочная поверхность 486 образована на радиально наружной части соответствующего выступа 488. Вследствие этого утолщение 482 занимает почти весь объем фиксирующей части 499.
Шестой вариант настоящего изобретения показан на фиг.16-18. Режущая головка 600 имеет ось L6, рабочее направление вращения R и включает рабочую часть 618 и фиксирующую часть 620. Рабочая часть 618 имеет верхнюю поверхность 622, базовую поверхность 624, расположенную поперечно к продольной оси L6, и периферийную боковую поверхность 626, проходящую между ними. Фиксирующая часть 620 выступает назад от верхней поверхности 622 и аналогична фиксирующей части 120, описанной выше, и при этом включает установочный стержень 606, аналогичный установочному стержню 120, описанному выше. В других вариантах фиксирующая часть 620 может быть аналогична любой из фиксирующих частей 412, 499, описанных выше.
Две канавки 638А, 638В (не показана) проходят в основном радиально назад вдоль периферии рабочей части 618 и фиксирующей части 620 и образуют два идентичных сегмента 640А, 640В между ними. Каждый сегмент 640А, 640В включает режущую кромку 642, образованную на пересечении смежной передней поверхности 643 с поверхностью 622. Стенка 652 головки для передачи крутящего момента проходит в основном поперечно к базовой поверхности 624 головки и в основном обращена противоположно направлению вращения R режущей головки.
Некоторые варианты могут иметь в головке каналы для подвода охлаждения (не показаны), аналогичные каналам 150 головки для подвода охлаждения, описанным выше.
На фиг.16-18 также показан корпус 700 инструмента с продольной осью S6. На переднем торце корпус 700 инструмента имеет две диаметрально противолежащие соединительные части 756А, 756В, ограниченные по периферии периферийной поверхностью 758 корпуса и двумя канавками 760А, 760В. Каждая соединительная часть 756А, 756В корпуса имеет обращенную вперед опорную поверхность 762, проходящую от периферийной поверхности 758 корпуса в основном поперечно внутрь к выборке 764 корпуса, образованной между его соединительными частями 756А, 756В. Выборка 764 в основном аналогична выборке 264, описанной выше.
Выступ 774 выходит вперед из каждой опорной поверхности 762 корпуса вблизи заднего конца каждой соединительной части 756А, 756В. В некоторых вариантах на каждой опорной поверхности 762 может быть выполнена выемка, расположенная вблизи переднего конца выступа 774.
В некоторых вариантах корпус имеет два канала для подвода охлаждения, аналогичных каналам 280 корпуса для подвода охлаждения, описанным выше.
Стенка 782 корпуса для передачи крутящего момента проходит вдоль части выступа 774, расположена поперечно к опорной поверхности 762 корпуса и в основном обращена в направлении вращения. Передняя поверхность 784 выступа соединена со стенкой 782 корпуса для передачи крутящего момента посредством поверхности, аналогичной скошенной поверхности 283, описанной выше, и в основном параллельна опорной поверхности 762 корпуса.
Как показано на фиг.17, 18, для того, чтобы установить режущую головку 600 на корпус 700 инструмента, их совмещают по оси так, что сегменты 640А, 640В головки и канавки 760А, 760В корпуса расположены противолежащими парами. Затем режущая головка 600 и корпус 700 сдвигаются друг к другу так, что фиксирующая часть 620 головки размещается в выборке 764 корпуса.
В завершение, режущая головка 600 переводится в полностью установленное положение путем поворота ее в направлении, указанном поворотной стрелкой Р6 по отношению к корпусу 700 инструмента до контакта стенок головки и корпуса (652, 782 соответственно) для передачи крутящего момента.
В соответствии с некоторыми вариантами фиксирующие поверхности головки, выполненные на установочном стержне фиксирующей части режущей головки, включают части с эллиптическим или круглым поперечным сечением в то время, как каждая фиксирующая поверхность соединительных частей корпуса включает часть круглого или эллиптического поперечного сечения соответственно.
В соответствии с некоторыми вариантами, показанными на фиг.19А-19С, на концевых частях 886 фиксирующих поверхностей 888 соединительных частей 856 корпуса вблизи его канавок 860 выполнены фаски так, что начальный контакт между фиксирующими поверхностями 810 установочного стержня 808 и фиксирующими поверхностями 888 корпуса не происходит на концевых частях 886 фиксирующих поверхностей 888, но смещен ближе к центральной части 889 каждой фиксирующей поверхности 888 корпуса. В полностью установленном положении зона контакта между фиксирующими поверхностями 888 корпуса и фиксирующими поверхностями 810 головки совпадает с контактным участком 890 фиксирующей поверхности 888, который проходит от центральной части 889 каждой фиксирующей поверхности 888 корпуса к концевым частям 886, на которых выполнены фаски, но не включает упомянутые концевые части 886, при этом образованы передний и задний зазоры G8 между фиксирующими поверхностями 810 головки и фиксирующими поверхностями 888 корпуса вблизи канавок 860 корпуса. Преимущество такого устройства состоит в том, что, если бы начальный контакт между фиксирующими поверхностями 810 головки и фиксирующими поверхностями 888 корпуса имел место на концевых частях 886 фиксирующих поверхностей 888 корпуса, последние могли бы быть разрушены, поскольку установочный стержень может быть выполнен из твердого материала, например на основе карбида вольфрама, в то время, как соединительные части 856 корпуса могут быть выполнены из стали.
В вариантах, описанных в отношении фиг.1-11, режущая головка 100 показана имеющей две канавки 138А, 138В, которые образуют два сегмента 140А, 140В головки между ними. При этом корпус 200 инструмента показан имеющим две канавки 260А, 260В, которые соединены с канавками 138А, 138В головки в собранном инструменте, и две соединительные части 256А, 256В, которые совпадают снизу с двумя сегментами 140 режущей головки. Более того, каждому сегменту 140А, 140В соответствуют две фиксирующие поверхности 128А, 128В или 128С, 128D соответственно, а внутренней поверхности каждой соединительной части 256А, 256В корпуса соответствуют две фиксирующие поверхности 288, 290.
Следует понимать, однако, что в других вариантах количество канавок/ сегментов режущей головки/ соединительных частей корпуса может быть другим, например 1, 3, 4 или даже больше. Аналогично, в других вариантах число фиксирующих поверхностей головки/ фиксирующих поверхностей корпуса, относящихся к каждому сегменту режущей головки/ соединительной части корпуса, может быть другим. Например, когда режущая головка предназначена для пушечного сверла, она имеет только одну канавку, а корпус - одну соединительную часть. В инструментах, имеющих режущие головки и корпуса большого диаметра в поперечном сечении, могут потребоваться три или более канавок головки и соединительных частей корпуса.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от объема притязаний изобретения, изложенного в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ С УСТАНАВЛИВАЕМОЙ С ВОЗМОЖНОСТЬЮ РАСКРЕПЛЕНИЯ САМОЗАЖИМНОЙ РЕЖУЩЕЙ ГОЛОВКОЙ С ЗАПИРАЮЩИМ ЭЛЕМЕНТОМ | 2008 |
|
RU2448815C2 |
| СВЕРЛО С РЕЖУЩЕЙ ГОЛОВКОЙ, УСТАНАВЛИВАЕМОЙ С ВОЗМОЖНОСТЬЮ РАСКРЕПЛЕНИЯ | 2005 |
|
RU2372172C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ГОЛОВКА ДЛЯ НЕГО | 1998 |
|
RU2215620C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ГОЛОВКА ДЛЯ НЕГО | 2005 |
|
RU2379160C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2379162C2 |
| ИНДЕКСИРУЕМАЯ ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2431550C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2002 |
|
RU2304489C2 |
| СЕГМЕНТ РЕЖУЩЕГО СРЕДСТВА | 1994 |
|
RU2107801C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2575274C2 |
| ВСТАВКА ДЛЯ РЕЖУЩЕГО СРЕДСТВА | 1994 |
|
RU2110661C1 |















Изобретение относится к машиностроению и может быть использовано при обработке вращающимся инструментом, например сверлом. Металлорежущий инструмент имеет самозажимную режущую головку, установленную с возможностью раскрепления на переднем торце корпуса инструмента. На переднем торце корпуса инструмента выполнена пара соединительных частей, каждая из которых имеет обращенную вперед опорную поверхность. Выборка расположена между соединительными частями корпуса. Внутри выборки выполнено множество фиксирующих поверхностей. Режущая головка имеет рабочую часть и проходящую в направлении назад от нее фиксирующую часть. Рабочая часть содержит пару сегментов, каждый из которых имеет обращенную назад базовую поверхность, а фиксирующая часть - множество фиксирующих поверхностей. В собранном инструменте обращенные вперед опорные поверхности корпуса контактируют с обращенными назад базовыми поверхностями головки, при этом множество фиксирующих поверхностей головки контактирует с множеством фиксирующих поверхностей корпуса. Предложен способ сборки металлорежущего инструмента и конструкция металлорежущей головки. Обеспечивается установка самозажимающейся режущей головки с возможностью раскрепления. 3 н. и 13 з.п. ф-лы, 19 ил.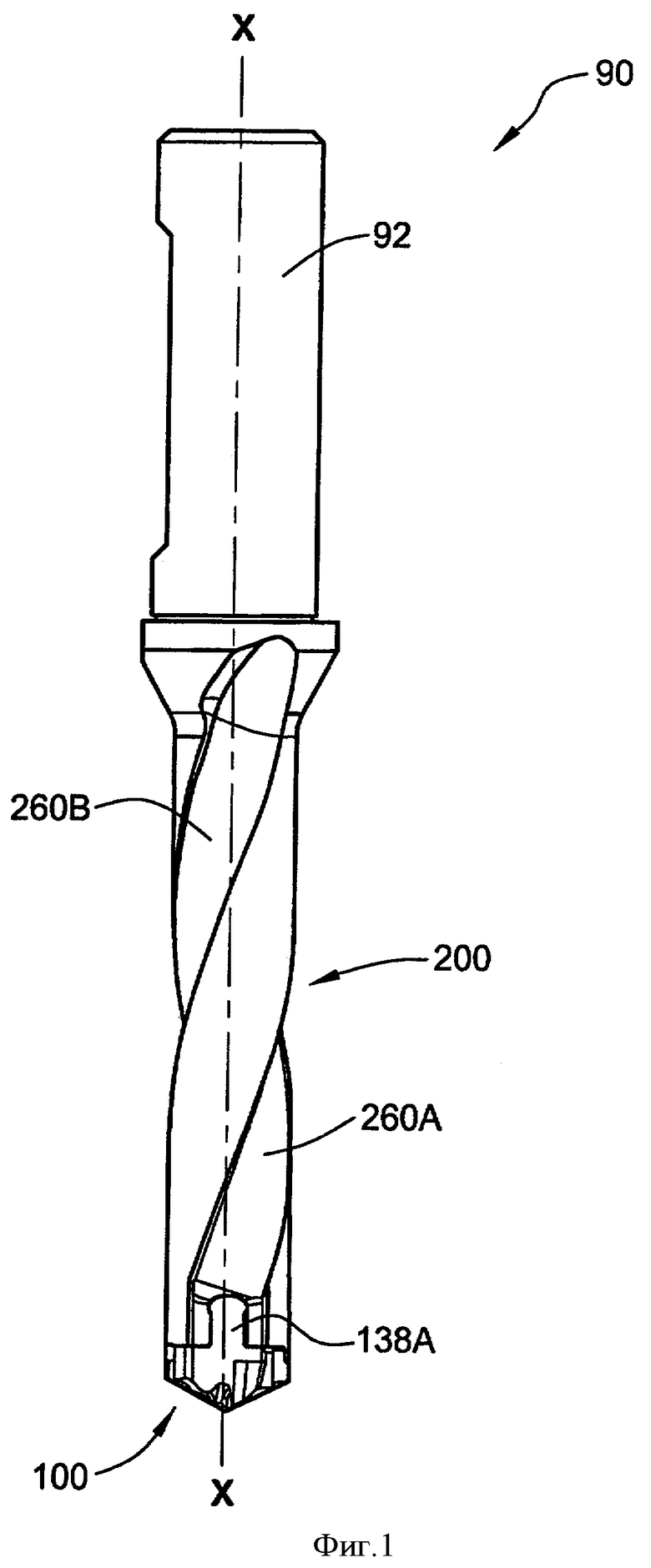
1. Металлорежущая головка, имеющая продольную ось (L), определяющую направления вперед и назад, и включающая рабочую часть, имеющую множество сегментов, разделенных по меньшей мере первой и второй канавками, причем каждый сегмент имеет обращенную назад базовую поверхность, образованную на заднем торце рабочей части, и фиксирующую часть, соединенную с рабочей частью, проходящую в направлении назад головки и включающую установочный стержень, соединенный с рабочей частью, утолщение, выполненное на установочном стержне и имеющее множество разнесенных по периферии выступов, определяющих максимальный размер фиксирующей части в направлении, перпендикулярном продольной оси головки, и множество образованных вдоль фиксирующей части и разнесенных друг от друга фиксирующих поверхностей, при этом каждая фиксирующая поверхность расположена параллельно продольной оси головки.
2. Головка по п.1, в которой по меньшей мере четыре разнесенные друг от друга фиксирующие поверхности образованы на установочном стержне, первая пара выступов расположена на противоположных сторонах первой канавки, а вторая пара выступов расположена на противоположных сторонах второй канавки.
3. Головка по п.2, в которой первая пара фиксирующих поверхностей разделена первой канавкой, вторая пара фиксирующих поверхностей разделена второй канавкой, при этом соседние фиксирующие поверхности, расположенные между первой и второй канавками, разделены выборкой, выполненной на установочном стержне.
4. Головка по п.1, в которой каждая фиксирующая поверхность имеет дуговую форму в поперечном сечении, перпендикулярном продольной оси головки.
5. Головка по п.1, в которой утолщение выполнено в средней части установочного стержня, каждая из упомянутых фиксирующих поверхностей расположена между соответствующим выступом и рабочей частью, при этом фиксирующая часть включает множество дополнительных фиксирующих поверхностей, расположенных между выступами и нижним концом установочного стержня, причем каждая из упомянутых дополнительных фиксирующих поверхностей расположена параллельно продольной оси головки и коллинеарно с соответствующей фиксирующей поверхностью из множества фиксирующих поверхностей, расположенных между выступами и рабочей частью.
6. Головка по п.1, в которой утолщение выполнено на нижнем конце установочного стержня, каждая фиксирующая поверхность расположена между соответствующим выступом и рабочей частью, каждый выступ имеет направленную радиально наружу поверхность, образующую его верхнюю поверхность, и проходящую в направлении, перпендикулярном продольной оси головки, каждый выступ имеет скошенную поверхность, образующую его нижнюю поверхность, соединяющуюся с направленной радиально наружу поверхностью в радиально наиболее удаленной точке и проходящую от радиально наружного положения к радиально внутреннему положению в направлении назад головки.
7. Головка по п.1, в которой утолщение выполнено на нижнем конце установочного стержня, каждая фиксирующая поверхность расположена между соответствующим выступом и рабочей частью, каждый выступ имеет первую скошенную поверхность, образующую его верхнюю поверхность и проходящую от радиально внутреннего положения к радиально наружному положению в направлении назад головки, каждый выступ имеет вторую скошенную поверхность, образующую его нижнюю поверхность, соединяющуюся с первой скошенной поверхностью в радиально наиболее удаленной точке и проходящую от радиально наружного положения к радиально внутреннему положению в направлении назад головки.
8. Головка по п.1, в которой каждая фиксирующая поверхность выполнена на радиально наружной части соответствующего выступа.
9. Металлорежущий инструмент, содержащий металлорежущую головку, установленную с возможностью раскрепления на переднем торце корпуса инструмента, при этом металлорежущая головка и корпус инструмента имеют общую ось вращения и общее направление вращения, металлорежущая головка имеет продольную ось (L), совпадающую с общей осью вращения, и включает рабочую часть, имеющую множество сегментов, разделенных по меньшей мере первой и второй канавками, каждый сегмент имеет обращенную назад базовую поверхность, выполненную на заднем торце рабочей части, при этом фиксирующая часть присоединена к рабочей части, проходит в направлении назад головки и включает установочный стержень, соединенный с рабочей частью, утолщение, выполненное на установочном стержне и включающее множество разнесенных по периферии выступов, определяющих максимальный размер фиксирующей части в направлении, перпендикулярном продольной оси головки, и множество разнесенных друг от друга фиксирующих поверхностей, образованных вдоль фиксирующей части, причем каждая фиксирующая поверхность параллельна продольной оси головки, при этом корпус инструмента имеет продольную ось (S), совпадающую с общей осью вращения, и включает численно равное множеству сегментов головки множество соединительных частей, образованных на его переднем торце, выборку, выполненную между соединительными частями, при этом каждая соединительная часть включает обращенную вперед опорную поверхность и внутреннюю поверхность с множеством фиксирующих поверхностей, каждая из которых параллельна продольной оси корпуса, при этом обращенная назад базовая поверхность каждого сегмента головки контактирует с обращенной вперед опорной поверхностью на соответствующей соединительной части корпуса, каждая фиксирующая поверхность головки контактирует на опорном участке с противолежащей фиксирующей поверхностью корпуса, при этом утолщение отстоит от стенок выборки корпуса.
10. Инструмент по п.9, в котором по меньшей мере четыре разнесенных друг от друга фиксирующих поверхности образованы на установочном стержне головки, при этом внутренняя поверхность каждой соединительной части корпуса включает переднюю фиксирующую поверхность и заднюю фиксирующую поверхность, параллельные продольной оси корпуса и разделенные выборкой, причем каждая фиксирующая поверхность головки контактирует с фиксирующей поверхностью корпуса, первая паpa выступов расположена с противоположных сторон первой канавки головки, а вторая пара выступов расположена с противоположных сторон второй канавки головки.
11. Инструмент по п.9, в котором корпус включает выходящие вперед из каждой опорной поверхности выступы, имеющие переднюю поверхность, стенку для передачи крутящего момента, проходящую вдоль части выступа поперечно к опорной поверхности и обращенную в основном в направлении вращения, при этом головка включает по меньшей мере одну обращенную к периферии стенку для передачи крутящего момента, проходящую в основном поперечно к базовой поверхности головки и обращенную в основном противоположно направлению вращения, при этом стенка для передачи крутящего момента корпуса контактирует со стенкой для передачи крутящего момента головки.
12. Инструмент по п.11, в котором передняя поверхность выступа выполнена в основном параллельно опорной поверхности корпуса.
13. Инструмент по п.11, в котором по меньшей мере один канал для подвода охлаждения открывается на по меньшей мере одну из опорных поверхностей корпуса.
14. Инструмент по п.9, в котором утолщение образовано на нижнем конце установочного стержня, а каждая фиксирующая поверхность головки расположена между соответствующим выступом и рабочей частью.
15. Инструмент по п.9, в котором корпус дополнительно включает по меньшей мере первую и вторую канавки, при этом канавки головки и корпуса в основном совпадают, причем вблизи канавок корпуса образован зазор между фиксирующими поверхностями головки и корпуса в противолежащих парах фиксирующих поверхностей головки и корпуса.
16. Способ сборки металлорежущего инструмента, содержащего металлорежущую головку, имеющую рабочую часть и фиксирующую часть с утолщением, и корпус, имеющий пару соединительных частей, образующих выборку между ними, включающий совмещение осей металлорежущей головки и инструмента так, что сегменты головки и канавки корпуса расположены противолежащими парами, поджатие головки и корпуса по направлению друг к другу так, что фиксирующая часть головки размещается в выборке корпуса, и поворот головки по отношению к корпусу до контакта стенки для передачи крутящего момента головки со стенкой для передачи крутящего момента корпуса, при этом множество фиксирующих поверхностей головки, параллельных ее продольной оси, контактирует с соответствующими фиксирующими поверхностями корпуса, параллельными его продольной оси, а утолщение головки отнесено от стенок выборки корпуса.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Сверло | 1936 |
|
SU53830A1 |
| Режущий инструмент | 1990 |
|
SU1745431A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ГОЛОВКА ДЛЯ НЕГО | 1998 |
|
RU2215620C2 |
| DE 10207257 A1, 11.09.2003. | |||

