Изобретение относится к космической технике, в частности к технологии сборки жидкостных контуров систем терморегулирования (СТР) телекоммуникационных спутников, осуществляемой монтажной сваркой стыков между элементами.
В настоящее время сборку жидкостных контуров СТР осуществляют по известному способу на основе технического решения согласно патенту Российской Федерации (РФ) №2227108 [1].
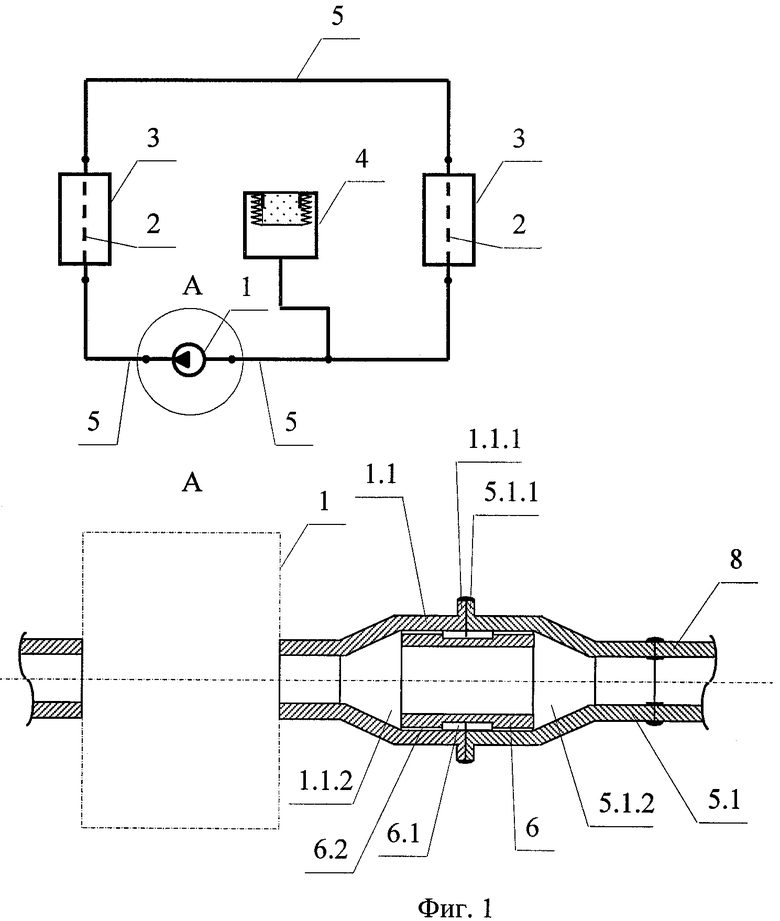
Согласно известному техническому решению сборку жидкостного контура СТР, включающего в себя жидкостные тракты (см. фиг.1): электронасосного агрегата (ЭНА) 1, коллекторов 2 сотовых панелей 3, гидроаккумулятора 4 и соединительных трубопроводов 5 между ними, имеющих на входе и выходе штуцеры 1.1 (или переходники 5.1) с буртиками 1.1.1 и 5.1.1 (выполнены для получения высококачественного герметичного стыка после монтажной сварки), расположенными на наружной поверхности у торца каждого из них, осуществляют монтажной сваркой стыков прижатых друг к другу двух буртиков соседних элементов (при этом для исключения попадания частиц расплавленного металла в жидкостный контур до начала сварки в полугнезда 1.1.2 и 5.1.2, расположенные вблизи стыков, устанавливают втулки 6, имеющие на наружной поверхности напротив свариваемым стыкам канавки 6.1, сообщенные пазами 6.2 с внутренними полостями штуцеров 1.1 и переходников 5.1).
Опыт изготовления жидкостных контуров согласно вышеописанному показывает, что в целом такой способ изготовления обеспечивает высококачественное - герметичное изготовление стыков между элементами СТР и исключение попадания частиц металла в жидкостный контур.
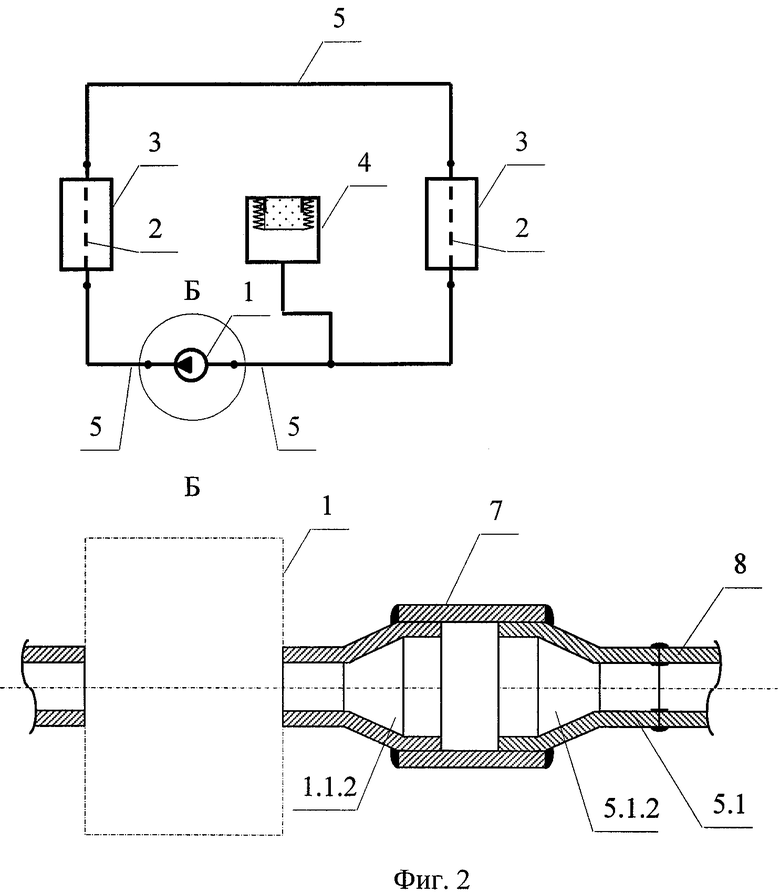
В то же время на практике были единичные случаи изготовления негерметичного стыка (например, при изготовлении стыка на входе в ЭНА) из-за неблагоприятного сочетания условий окружающей среды - попаданием недостаточно сухого окружающего воздуха в сухой аргон, применяемом для продувки свариваемого стыка в процессе сварки его. В этом случае некачественный - негерметичный стык должен быть удален - для чего в районе указанного стыка штуцер и переходник обрезают и удаляют обрезанные части, в том числе все части втулки. Изготавливают (см. фиг.2) накладное кольцо 7, устанавливают его по месту ремонтируемого стыка с перекрытием соединяемых частей в районе отрезанных торцов штуцера и переходника и выполняют сварные швы между торцами накладного кольца и с наружными поверхностями штуцера и переходника.
Однако, как показывает анализ, в этом случае не гарантировано исключение попадания металлических частиц в жидкостный контур.
Таким образом, известный способ обеспечивает недостаточно высоконадежное изготовление жидкостного контура в случае ремонта некачественного - негерметичного стыка.
Целью предлагаемого авторами технического решения является повышение надежности изготовления жидкостного контура, в том числе в случае ремонта некачественного - негерметичного стыка, образовавшегося из-за влияния возможных на практике случайных отрицательных факторов в условиях реального производства жидкостных контуров СТР.
Поставленная цель достигается тем, что в способе изготовления жидкостного контура системы терморегулирования космического аппарата, включающего в себя жидкостные тракты гидроаккумулятора, электронасосного агрегата, имеющего входной и выходной штуцеры с буртиками, коллекторов сотовых панелей и соединительных трубопроводов между вышеуказанными элементами, имеющих на входе и выходе переходники с буртиками, включающий монтажную сварку плотно прижатых друг к другу стыков буртиков соседних элементов, расположенных вблизи каждого торца на наружной поверхности штуцеров и переходников, с предварительной установкой в полугнезда, расположенные во внутренней части жидкостного тракта вблизи торцов, втулок, имеющих на наружной поверхности напротив свариваемому стыку канавку, сообщенную пазами с внутренними полостями переходников и штуцеров, при изготовлении элементов жидкостного контура на наружной поверхности штуцеров и переходников вблизи предусмотренного выше буртика на расстоянии, равном не менее двум высотам буртика, выполняют дополнительный аналогичный буртик, и изготавливают ремонтные пары деталей - промежуточный переходник с буртиками вблизи торцов плюс втулку с двумя канавками, что и является, по мнению авторов, существенными отличительными признаками предлагаемого авторами технического решения.
В результате анализа, проведенного авторами известной патентной и научно-технической литературы, предложенное сочетание существенных отличительных признаков заявляемого технического решения в известных источниках информации не обнаружено и, следовательно, известные технические решения не проявляют тех же свойств, что в заявляемом способе изготовления жидкостного контура системы терморегулирования космического аппарата.
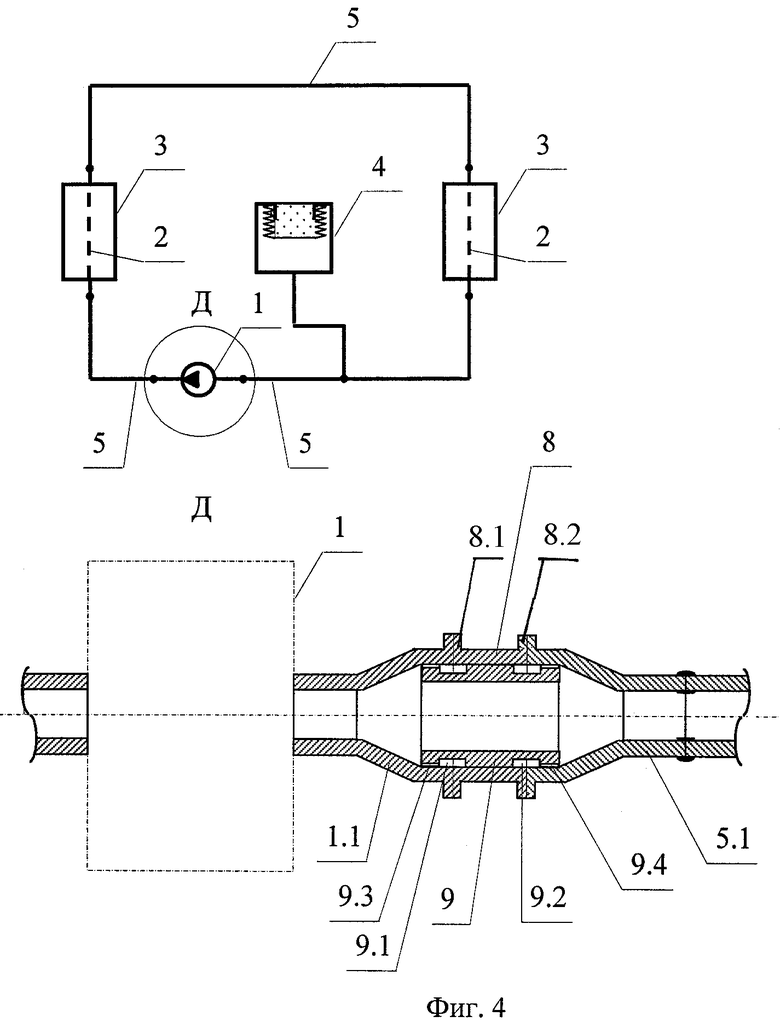
На фиг.3 и 4 изображена принципиальная схема реализации способа изготовления жидкостного контура СТР космического аппарата согласно предложенному авторами техническому решению, где: 1 - ЭНА; 1.1 - штуцер ЭНА; 1.1.1 - буртик штуцера 1.1; 1.1.2 - полугнездо штуцера 1.1; 1.1.3 - дополнительный буртик штуцера 1.1, выполненный на расстоянии от буртика 1.1.1, равном не менее двум высотам его, что, как показывает опыт, обеспечивает качественное выполнение соседних сварных швов; 2 - коллекторы сотовых панелей 3; 4 - гидроаккумулятор; 5 - соединительные трубопроводы между элементами; 5.1 - переходник соединительного трубопровода 5; 5.1.1 - буртик переходника 5.1; 5.1.2 - полугнездо переходника; 5.1.3 - дополнительный буртик переходника 5.1, выполненный на расстоянии от буртика 5.1.1, равном не менее двум высотам его, что, как показывает опыт, обеспечивает качественное выполнение соседних сварных швов; 6 - втулка; 6.1 - канавка; 6.2 - пазы.
Предложенный способ изготовления жидкостного контура СТР космического аппарата (см. фиг.3 и 4) включает в себя следующие операции:
1. Исходное состояние:
Изготовлен жидкостный контур согласно фиг.3 и после проверки герметичности жидкостного контура установлено, что, например, сварной стык по буртикам на входном штуцере ЭНА по герметичности не соответствует требуемой норме герметичности.
2. В зоне некачественного стыка по герметичности разрезают часть штуцера и часть переходника, расположенных между дополнительными буртиками вышеуказанных штуцера и буртика.
3. Удаляют отрезанные элементы штуцера и переходника, а также все части втулки, образовавшиеся в результате осуществления вышеуказанной операции разрезки.
4. Изготавливают по месту с соответствующими размерами ремонтную пару деталей (см. фиг.4) - промежуточный переходник 8 с буртиками 8.1 и 8.2 вблизи торцов и втулку 9, имеющую на наружной поверхности напротив двум свариваемым стыкам канавки 9.1 и 9.2 (как показывает опыт, канавки должны быть две - иначе расплавленный металл, образующийся при монтажной сварке конкретного стыка может затвердеть в общей канавке у второго свариваемого в последующем стыка и при монтажной сварке этого стыка может образоваться некачественный негерметичный шов), которые сообщены пазами 9.3 и 9.4 с внутренними полостями штуцера 1.1 и переходника 5.1.
5. Устанавливают промежуточный переходник 8 с втулкой 9 между отрезанными торцами штуцера 1.1 и переходника 5.1 (для выполнения этой операции временно раскрепляют ЭНА1 и соединительные трубопроводы 5, чтобы развести их на требуемое расстояние, а после выполнения упомянутой операции указанные элементы вновь закрепляют); совмещают торцевые поверхности по диаметру и технологически прижимают вышеуказанную конфигурацию деталей между собой.
6. Комиссионно осуществляют монтажную сварку стыков между штуцером 1.1 и промежуточным переходником 8 и между переходником 5.1 и промежуточным переходником 8.
7. Осуществляют рентгеноконтроль швов на отсутствие трещин и непроваров.
8. Проверяют герметичность сварных стыков по п.6.
9. В результате тщательно (комиссионно) подготовленной и проведенной согласно предложенному способу операции гарантированно получают качественные стыки п.8.
Таким образом, как следует из вышеизложенного, в результате использования предложенного способа изготовления обеспечивается повышение надежности обеспечения качественного изготовления жидкостного контура СТР космического аппарата и, тем самым, достигается цель изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПУТНИК СВЯЗИ, ТЕЛЕВЕЩАНИЯ И РЕТРАНСЛЯЦИИ ИНФОРМАЦИИ | 2003 |
|
RU2227108C1 |
| ТЕПЛОПЕРЕДАЮЩЕЕ УСТРОЙСТВО КОСМИЧЕСКОГО АППАРАТА | 2007 |
|
RU2346862C2 |
| ТЕПЛОПЕРЕДАЮЩЕЕ УСТРОЙСТВО СПУТНИКА | 2006 |
|
RU2311322C2 |
| СПОСОБ КОНТРОЛЯ КОЛИЧЕСТВА ТЕПЛОНОСИТЕЛЯ В ЖИДКОСТНОМ ТРАКТЕ СИСТЕМЫ ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2009 |
|
RU2404089C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СИСТЕМЫ ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2008 |
|
RU2374149C1 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2010 |
|
RU2447000C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СИСТЕМЫ ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2011 |
|
RU2489330C2 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2014 |
|
RU2577925C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖИДКОСТНОГО ТРАКТА СИСТЕМЫ ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 2009 |
|
RU2398718C1 |
| СИСТЕМА ДЛЯ ИСПЫТАНИЙ ПРИБОРОВ КОСМИЧЕСКОГО АППАРАТА | 2007 |
|
RU2353562C1 |
Изобретение относится к технологии сборки жидкостных контуров систем терморегулирования, в частности телекоммуникационных спутников. Агрегаты таких систем (насос, гидроаккумулятор и др.) имеют входной и выходной штуцеры с буртиками, а соединительные трубопроводы между ними - переходники с буртиками. Способ включает монтажную сварку плотно прижатых друг к другу стыков буртиков (1.1.1) и (5.1.1) соседних штуцера (1.1) и переходника (5.1). Предварительно в полугнезда (1.1.2) и (5.1.2) устанавливают втулки (6) с канавками (6.1), выполненными напротив стыка, и пазами (6.2). Согласно изобретению на наружной поверхности штуцеров и переходников вблизи упомянутых выше буртиков выполняют дополнительные аналогичные буртики (1.1.3) и (5.1.3). Кроме того, изготавливают ремонтные пары деталей - промежуточный переходник с буртиками вблизи его торцов и втулку с двумя канавками. Если стык оказался некачественным, то разрезают часть штуцера и часть переходника (вместе с втулкой), расположенные между дополнительными буртиками (1.1.3) и (5.1.3). Удаляют отрезанные элементы, в т.ч. все части втулки (6). Между полученными при обрезке торцами штуцера (1.1) и переходника (5.1) устанавливают указанные втулку с двумя канавками и промежуточный переходник. Стыкуемые торцевые поверхности прижимают друг к другу и производят сварку. При этом канавки втулки оказываются напротив стыков. Технический результат изобретения состоит в повышении надежности качественного изготовления жидкостного контура систем терморегулирования космического аппарата. 4 ил.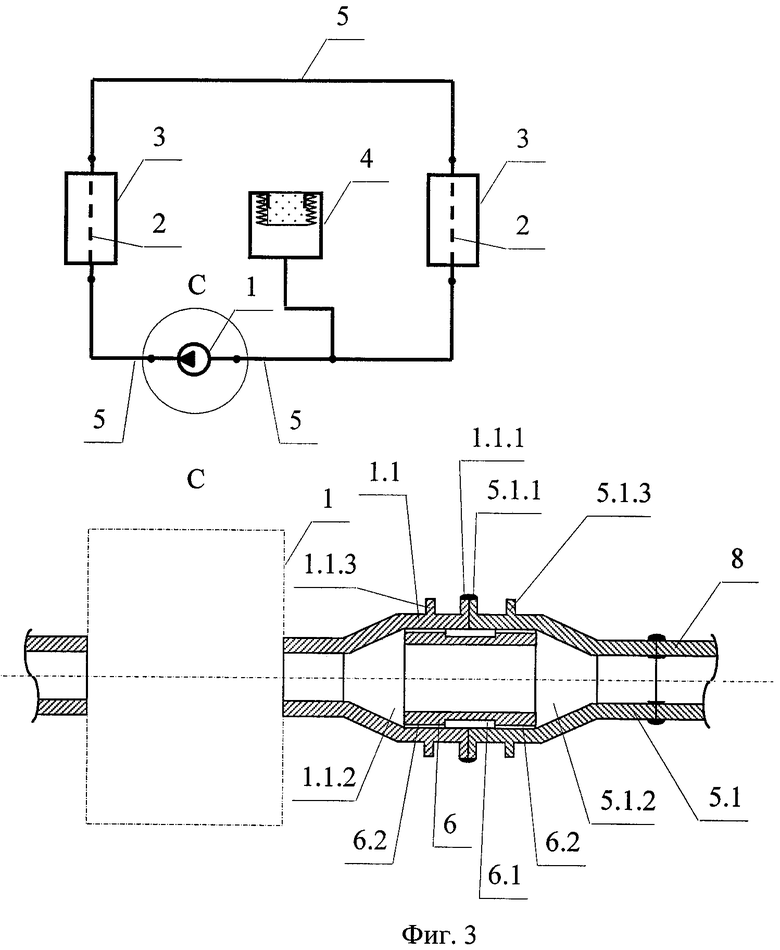
Способ изготовления жидкостного контура системы терморегулирования космического аппарата, включающего в себя жидкостные тракты гидроаккумулятора, электронасосного агрегата, имеющего входной и выходной штуцеры с буртиками, коллекторы сотовых панелей и соединительных трубопроводов между вышеуказанными элементами, имеющие на входе и выходе переходники с буртиками, включающий монтажную сварку плотно прижатых друг к другу стыков буртиков соседних элементов, расположенных вблизи каждого торца на наружной поверхности штуцеров и переходников, с предварительной установкой в полугнезда, расположенные во внутренней части жидкостного тракта вблизи указанных торцов, втулок, имеющих на наружной поверхности напротив свариваемого стыка канавку, сообщенную пазами с внутренними полостями переходников и штуцеров, отличающийся тем, что при изготовлении элементов жидкостного контура на наружной поверхности штуцеров и переходников вблизи предусмотренных выше буртиков на расстоянии, равном не менее двум высотам буртика, выполняют дополнительные аналогичные буртики и изготавливают ремонтные пары деталей: промежуточные переходники с буртиками вблизи торцов каждого из них, а также втулки с двумя канавками на наружной поверхности каждой из них.
| СПУТНИК СВЯЗИ, ТЕЛЕВЕЩАНИЯ И РЕТРАНСЛЯЦИИ ИНФОРМАЦИИ | 2003 |
|
RU2227108C1 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ КОСМИЧЕСКОГО АППАРАТА | 1998 |
|
RU2151720C1 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ СВЯЗНОГО СПУТНИКА | 1999 |
|
RU2158703C1 |
| US 5206655 A, 27.04.1993 | |||
| US 5823477 A, 20.10.1998. | |||

