Область техники
Изобретение относится к лабиринтным надбандажным уплотнениям паровых турбин.
Уровень техники
В паровых турбинах в последнее время для уплотнения зазоров между бандажом рабочих лопаток и невращающимися (статорными) деталями корпуса паровой турбины нашли применение надбандажные уплотнения с мелкоячеистыми сотовыми блоками, выполненными из жаропрочного листового сплава на никелевой основе толщиной 0,05 мм (патент RU №2287063, МКИ F01D 11/08). Лабиринтное уплотнение по указанному патенту имеет корпус сотовых блоков с Т-образным замком, кольцевыми уплотняющими гребнями статора и с двумя дорожками сотовых блоков. Корпусы сотовых блоков вставлены в Т-образные пазы массивных статорных деталей: в диафрагмы, в обоймы диафрагм или в корпусы внутренние цилиндров ЦВД, диафрагмы ЦСД и ЦНД. От окружных перемещений сегменты корпусов зафиксированы радиальными штифтами. В осевом направлении сегменты корпусов удерживаются боковой поверхностью Т-образного паза статора турбины. Наружная сотовая наружная поверхность сотовых блоков обработана механическим способом в чистовой размер при установленных корпусах сотовых блоков в корпусные статорные детали турбины, для чего массивные детали повторно устанавливаются на карусельные станки, что увеличивает трудоемкость изготовления сотовых уплотнений. Кроме того, для того чтобы можно было обработать сотовую поверхность без замятия сот, соты перед обработкой заливаются пластмассой (см. http://www.tatenergo.ru/cellular_seals.jsp, http://www.ideasandmoney.ru/Pptz/Details/14). После механической обработки сотовые блоки в составе массивных деталей помещаются в печи для выплавки пластмассы при температуре 410°С, что также существенно увеличивает трудоемкость.
Наиболее близкой к предлагаемому решению является вставка сотового надбандажного уплотнения паровой турбины, раскрытого в патенте RU №2362887, МКИ F01D 11/08. Лабиринтное надбандажное уплотнение для паровой турбины по указанному патенту содержит корпусы сегментов уплотнения с мелкоячеистыми сотовыми блоками, которые паяются к корпусам сотовых блоков между уплотняющих гребней, выполненных заодно с корпусами сотовых блоков. Корпусы сотовых блоков имеют в продольном сечении плоскую (прямую) форму, в поперечном сечении - V-образную форму. В статоре турбины с горизонтальным продольным разъемом выполнены кольцевые пазы, имеющие V-образную, в продольном сечении турбины, форму. Корпусы сотовых блоков выполняются с размерами, позволяющими вставлять корпусы сотовых блоков в паз статора турбины с минимальным зазором. При монтаже корпусов сотовых блоков, осуществляемом проталкиванием корпусов сотовых блоков со стороны горизонтального разъема статора вдоль V-образного паза статора турбины, корпусы приобретают изогнутую в продольном сечении форму. При таком монтаже получается разница радиусов кривизны паза статора турбины и корпусов сотовых блоков. В этом случае корпусы сотовых блоков за счет упругости материала корпусов фиксируются в радиальном направлении.
После установки вставок в статор турбины сотовые блоки заливаются пластмассой. Наружная сотовая наружная поверхность сотовых блоков обрабатывается механическим способом в чистовой размер, для чего массивные корпусные статорные детали повторно устанавливаются на карусельные станки, что увеличивает трудоемкость изготовления сотовых уплотнений. После механической обработки сотовые блоки в составе корпусных деталей помещаются в печи для выплавки пластмассы при температуре 410°С. Недостатком таких вставок является повышенная трудоемкость из-за необходимости заполнения сотовых блоков пластмассой, с последующим ее выплавлением, и необходимость повторной установки массивных корпусных деталей турбины на карусельные станки для механической обработки сотовой поверхности в чистовой размер.
Раскрытие изобретения
Изобретение решает задачу снижения стоимости изготовления и монтажа надбандажного сотового уплотнения.
Вставка сотового надбандажного уплотнения паровой турбины содержит корпус, который имеет в продольном сечении плоскую (прямую) форму, в поперечном сечении - V-образную форму. Боковые поверхности корпуса имеют экономически обоснованную точность изготовления. Заодно с корпусом выполнены уплотнительные гребешки, между которыми припаяны мелкоячеистые сотовые блоки.
Согласно изобретению наружная поверхность сотовых блоков обработана механическим способом с допуском на чистовой размер высоты сотовых блоков, равным 0,01-0,1 мм.
Способ установки вставок сотового надбандажного уплотнения заключатся в монтаже вставок сотовых, которые имеют механически обработанную наружную сотовую поверхность с допуском на чистовой размер высоты сотовых блоков, равным 0,01-0,1 мм, и боковые поверхности которых имеют экономически обоснованную точность изготовления. Монтаж осуществляется проталкиванием вставок сотового надбандажного уплотнения вдоль V-образного паза статора турбины со стороны горизонтального разъема статора турбины, в процессе которого плоские (прямые) в продольном сечении вставки сотового надбандажного уплотнения приобретают изогнутую форму. Паз статора турбины имеет экономически обоснованную точность изготовления. При таком монтаже получается разница радиусов кривизны паза статора турбины и радиусов кривизны вставок, поэтому вставки фиксируются в радиальном направлении за счет упругости материала корпусов вставок.
Согласно изобретению наружная поверхность сотовых блоков вставок сотовых после монтажа вставок в паз статора турбины механически не обрабатывается, так как вставки уже имеют механически обработанную наружную сотовую поверхность с допуском на чистовой размер высоты сотовых блоков, равным 0,01-0,1 мм. Фиксация вставок в продольном направлении паза статора турбины осуществляется зачеканкой в трех местах с каждой стороны вставок. Сначала зачеканка осуществляется в середине вставок, затем - по краям вставок.
Краткое описание чертежей
В дальнейшем изобретение поясняется конкретным примером его реализации со ссылками на прилагаемые чертежи, на которых изображено:
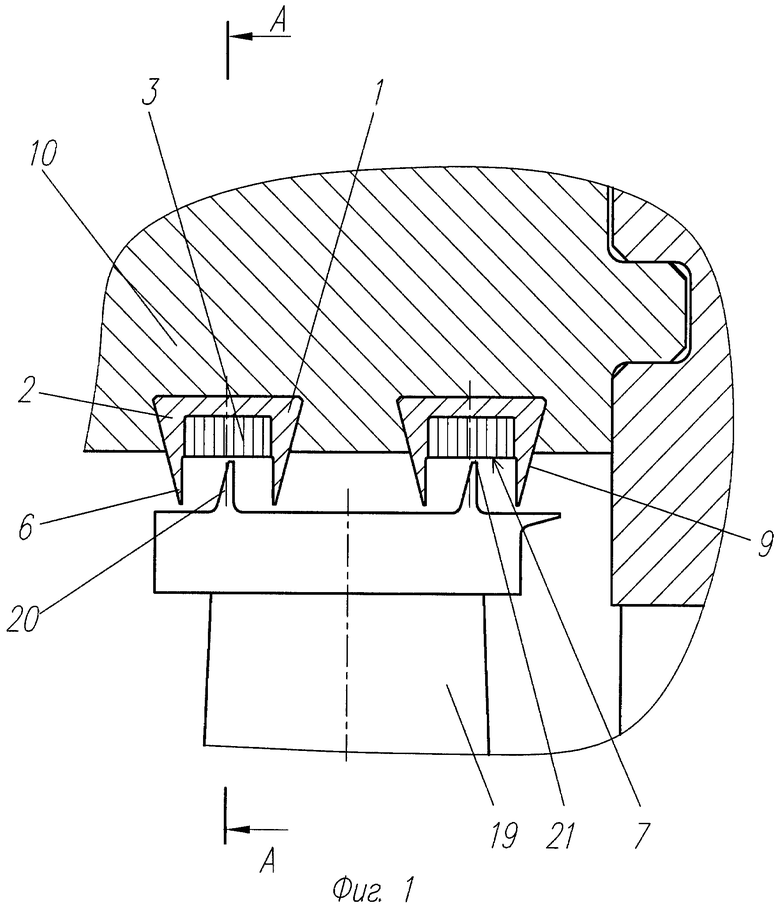
Фигура 1 - надбандажное уплотнение паровой турбины, продольное сечение.
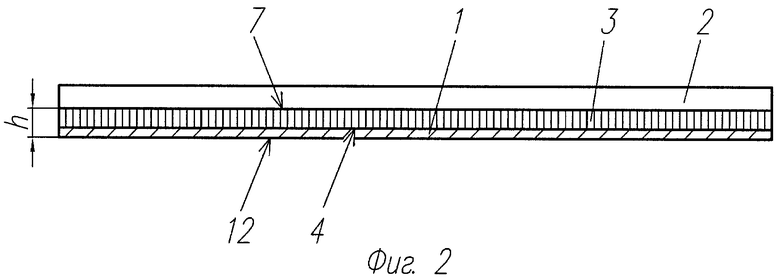
Фигура 2 - вставка сотового надбандажного уплотнения паровой турбины, продольное сечение.
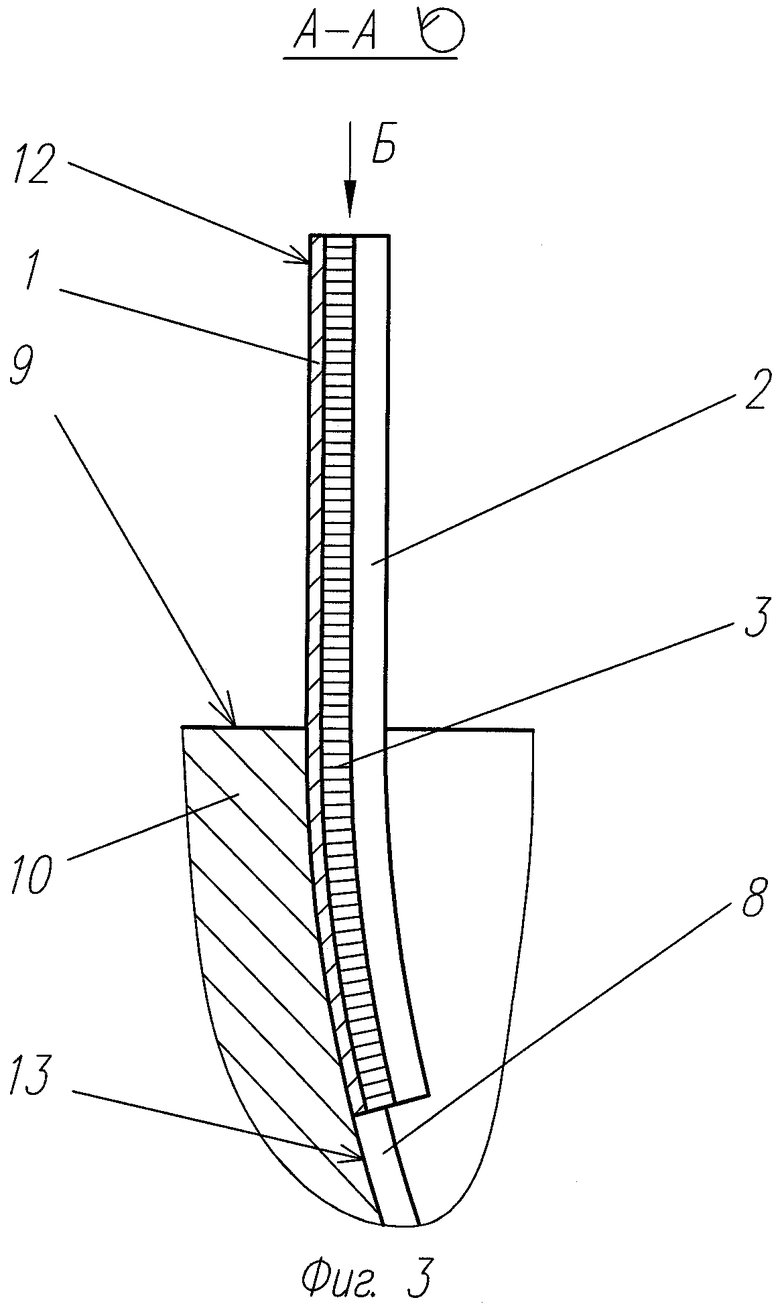
Фигура 3 - продольное сечение вставки сотового надбандажного уплотнения паровой турбины (сечение А-А), в положении, когда идет монтаж вставки.
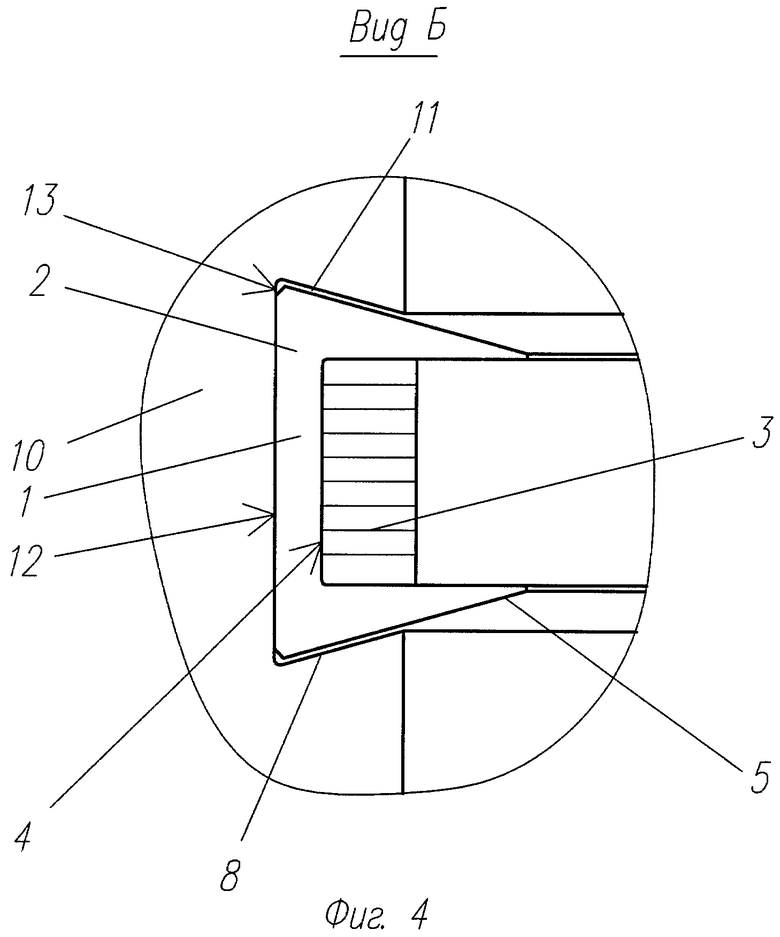
Фигура 4 - вид по стрелке Б на продольный горизонтальный разъем статора турбины, в положении, когда идет монтаж вставки.
Фигура 5 - продольное сечение вставки сотового надбандажного уплотнения паровой турбины (сечение А-А), после монтажа вставки в нижней точке статора турбины.
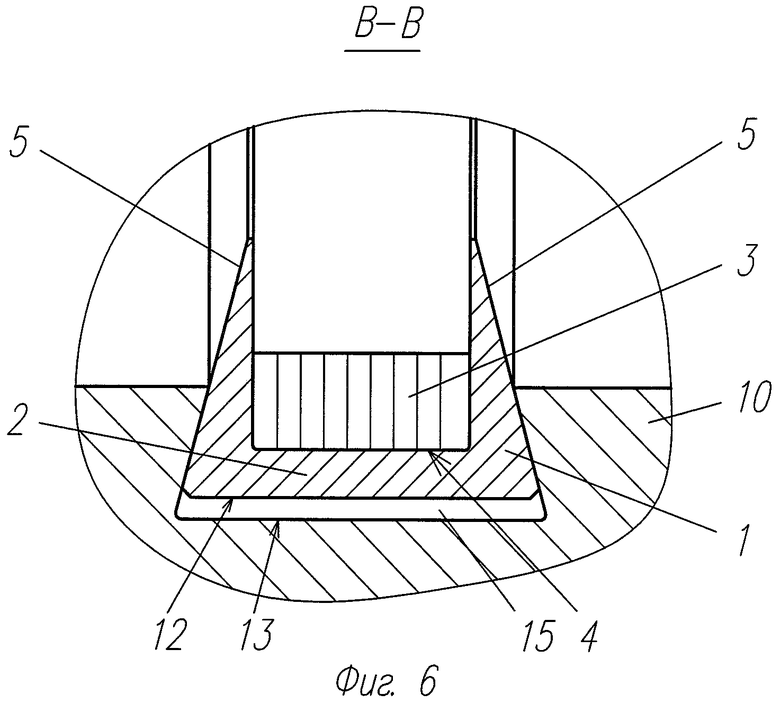
Фигура 6 - поперечное сечение в середине вставки сотового надбандажного уплотнения паровой турбины (сечение В-В), после монтажа вставки, до выполнения зачеканки.
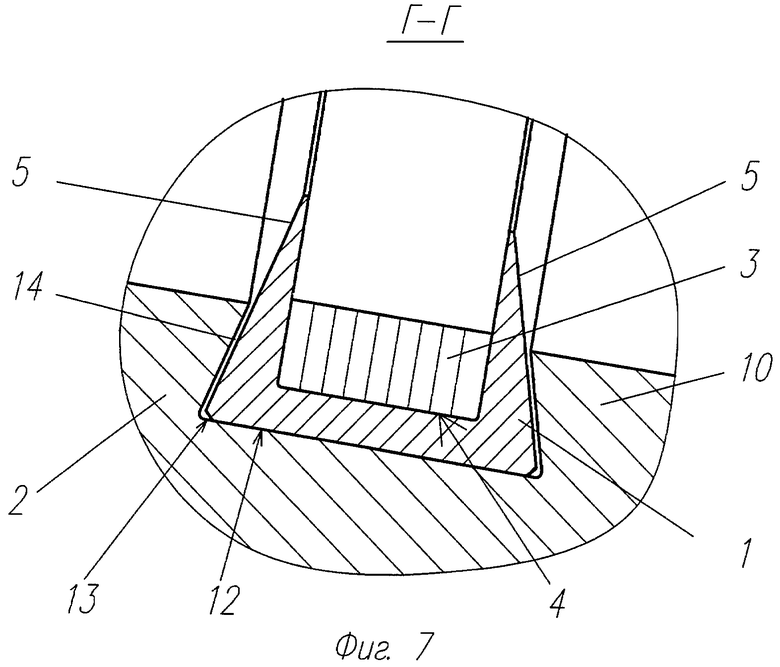
Фигура 7 - поперечное сечение около края вставки сотового надбандажного уплотнения паровой турбины (сечение Г-Г), после монтажа вставки, до выполнения зачеканки.
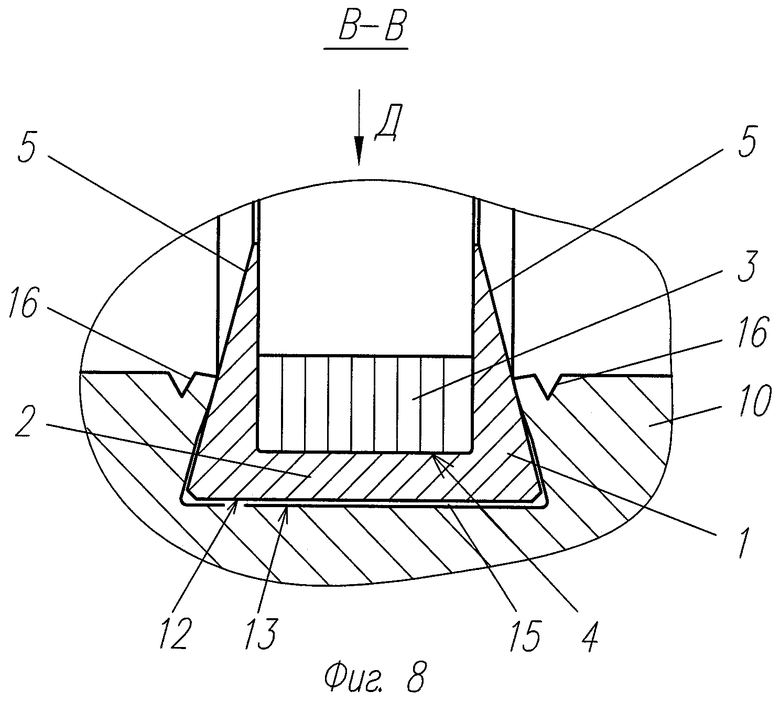
Фигура 8 - поперечное сечение в середине вставки сотового надбандажного уплотнения паровой турбины (сечение В-В), после монтажа вставки, после выполнения зачеканки.
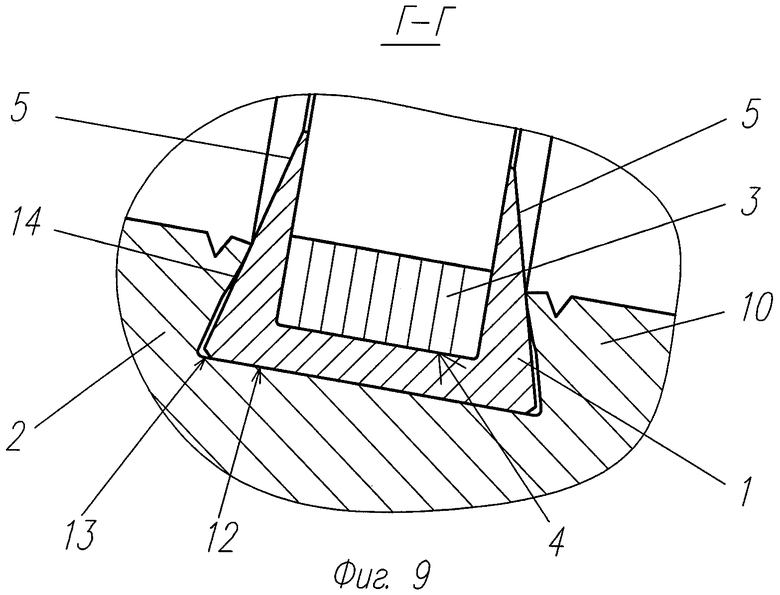
Фигура 9 - поперечное сечение около края вставки сотового надбандажного уплотнения паровой турбины (сечение Г-Г), после монтажа вставки, после выполнения зачеканки.
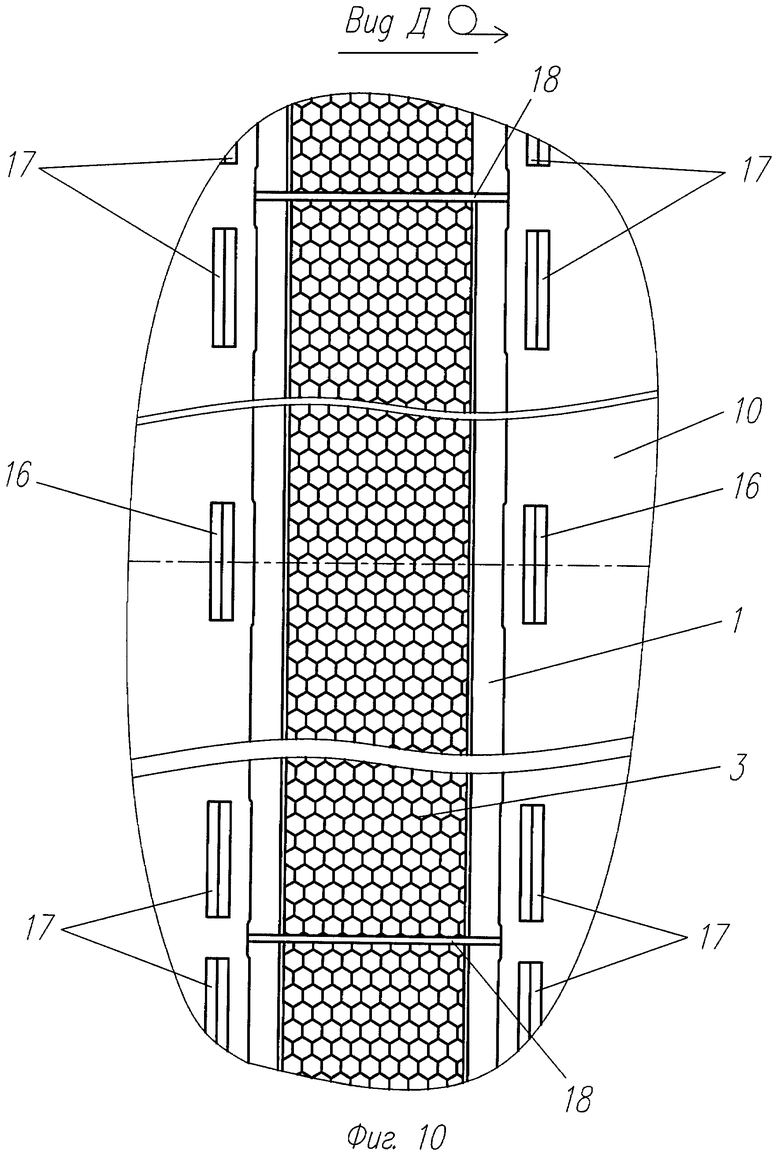
Фигура 10 - вид сверху (развертка) на вставку сотового надбандажного уплотнения паровой турбины с выполненной зачеканкой (вид Д).
Осуществление изобретения
Вставка сотового надбандажного уплотнения паровой турбины 1 содержит корпус вставки 2 и сотовые блоки 3, которые припаяны к корпусу вставки 2 паянным швом 4. Боковые поверхности 5, образующие уплотнительные гребни 6 корпуса вставки 1, имеют в поперечном сечении V-образный вид. Вставка 1 перед монтажом имеет в продольном сечении плоскую (прямую) форму (Фиг.2). Наружная сотовая поверхность 7 сотовых блоков 3 механически обработана в чистовой размер высоты сотовых блоков относительно базовой поверхности (размер h на фиг.2). Величина допуска размера h равна 0,01-0,1 мм. Для осуществления монтажа вставка 1 вставляется в V-образный паз 8 со стороны продольного горизонтального разъема 9 статора турбины 10. Между корпусом 2 и пазом 8 имеется минимальный зазор 11, позволяющий при механическом воздействии на корпус 2 по стрелке Б (Фиг.3) перемещать корпус 2 вдоль паза 8. В процессе такой холодной пластической деформации радиус кривизны корпуса 2 получается больше радиуса кривизны паза на величину «выбранного» зазора 11. В этом случае корпусы 2 сотовых блоков за счет упругости материала корпусов фиксируются в радиальном направлении. В результате монтажа базовая поверхность 12 вставки 1 прижимается своими краями к цилиндрической поверхности 13 паза 8, а по боковым, V-образным, поверхностям паза 8 и поверхностями 5 вставки 1 образуется в этих местах (по краям вставки) зазор 14 (см. фиг.7 и 9). В середине вставки 1, наоборот, между цилиндрической поверхностью 13 паза 8 и базовой поверхностью 12 вставки 1 образуется зазор 15, а боковые V-образные поверхности 5 вставок 1 прижимаются к боковым поверхностям паза 8 (см. фиг.6 и 8). После монтажа наружная сотовая поверхность 7 вставок 1 механически не обрабатывается, поэтому она приобретает цилиндрическую форму с некоторой «волнистостью». Величина «волнистости», т.е. отклонение реальной наружной сотовой поверхности 7 от теоретической цилиндрической поверхности 16 (штрихпунктирная линия на фиг.5), которую приобрела бы сотовая поверхность в результате механической обработки ее после монтажа в статор турбины 10, определяется зазором 15, который в свою очередь зависит от зазора 14 и поля допуска на размер h. Величина зазора 14 определяется величиной зазора 11 между боковыми поверхностями 5 вставки 1 и паза 8, т.е. точностью изготовления паза 8 статора турбины 10 и боковых поверхностей 5 вставки 1. При экономически обоснованной точности изготовления паза 8 и вставки 1 зазор 15 имеет величину до 0,4 мм. С целью снижения «волнистости» обработка наружной сотовой поверхности 7 вставки 1 до ее монтажа, с достаточно жестким допуском 0,01-0,1 мм, является необходимой. Для фиксации вставки 1 в продольном направлении паза 8 статора турбины 10 выполняется зачеканка 16 и 17 в трех местах с каждой стороны каждой вставки. Сначала зачеканка 16 осуществляется в середине вставок, при этом за счет смятия металла статора турбины 10 происходит некоторое уменьшение зазора 15, т.е. происходит уменьшение «волнистости», а края вставки 1 перемещаются в сторону торцевого зазора 18 между вставками 1. Затем осуществляется зачеканка 17 по краям вставок. Если зачеканку 17 выполнять перед зачеканкой 16, то тогда из-за защемления концов вставки 1 уменьшения зазора 15 происходить не будет.
Работа вставки 1 в составе лабиринтного надбандажного уплотнения паровой турбины заключается в том, что при вращении ротора турбины 19 гребешки 20 бандажа рабочих лопаток, уплотняющие зазор 21 (по которому происходят утечки пара), могут касаться о мелкоячеистые сотовые блоки 3 без аварийных последствий и уменьшения эффективности уплотнения. Это происходит из-за того, что гребешок 20 прорезает канавку в мелкоячеистом сотовом блоке 3 без притупления своей острой кромки. Это возможно благодаря тому, что сотовые блоки изготавливаются из тонкой металлической фольги. При этом «волнистость» наружной сотовой поверхности 7 над гребешком 20 практически исчезает.
Преимуществом предлагаемой конструкции вставки сотового надбандажного уплотнения паровой турбины и способа ее установки является то, что исключаются из техпроцесса изготовления сотового надбандажного уплотнения операции заполнения и выплавки пластмассы и повторная операция установки на плиту карусельного станка массивных корпусных деталей турбины для проточки наружной сотовой поверхности сотовых блоков в чистовой размер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАБИРИНТНОЕ НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2008 |
|
RU2358118C1 |
| ЛАБИРИНТНОЕ НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2008 |
|
RU2362887C1 |
| ЛАБИРИНТНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2005 |
|
RU2287063C1 |
| НАДБАНДАЖНОЕ ЛАБИРИНТНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2509896C1 |
| НАДБАНДАЖНОЕ ПРИРАБАТЫВАЕМОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2499143C2 |
| ЛАБИРИНТНОЕ НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2011 |
|
RU2499144C2 |
| ЛАБИРИНТНОЕ УПЛОТНЕНИЕ | 2003 |
|
RU2244182C1 |
| СОТОВОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2004 |
|
RU2283962C2 |
| Способ удаления влаги из периферийной зоны паровой турбины и лабиринтовое надбандажное уплотнение для ступеней паровых турбин работающих в среде влажного пара | 2021 |
|
RU2784635C1 |
| СОТОВОЕ УПЛОТНЕНИЕ, ПРЕИМУЩЕСТВЕННО ДЛЯ ПАРОВОЙ ТУРБИНЫ | 1999 |
|
RU2150627C1 |
Вставка сотового надбандажного уплотнения паровой турбины состоит из корпуса, который имеет в продольном сечении плоскую (прямую) форму, а в поперечном сечении - V-образную форму. Боковые поверхности корпуса имеют экономически обоснованную точность изготовления. Заодно с корпусом выполнены уплотнительные гребешки. Между уплотнительных гребешков припаяны к корпусу мелкоячеистые сотовые блоки. Наружная поверхность сотовых блоков обработана механическим способом с допуском на чистовой размер высоты сотовых блоков, равным 0,01-0,1 мм. Монтаж вставок сотового надбандажного уплотнения осуществляется проталкиванием вставок вдоль V-образного паза статора турбины со стороны горизонтального разъема статора турбины. Паз имеет экономически обоснованную точность изготовления. В процессе проталкивания плоские (прямые) в продольном сечении вставки приобретают изогнутую форму. Из-за разницы радиусов кривизны паза статора турбины и вставок, вставки фиксируются в радиальном направлении за счет упругости материала корпусов вставок. Наружная поверхность сотовых блоков вставок сотовых после монтажа вставок в паз статора турбины механически не обрабатывается. Фиксация вставок в продольном направлении паза статора турбины осуществляется зачеканкой в трех местах с каждой стороны вставок. Сначала зачеканка осуществляется в середине вставок, затем - по краям вставок. Достигается снижение трудоемкости. 2 н.п. ф-лы, 10 ил.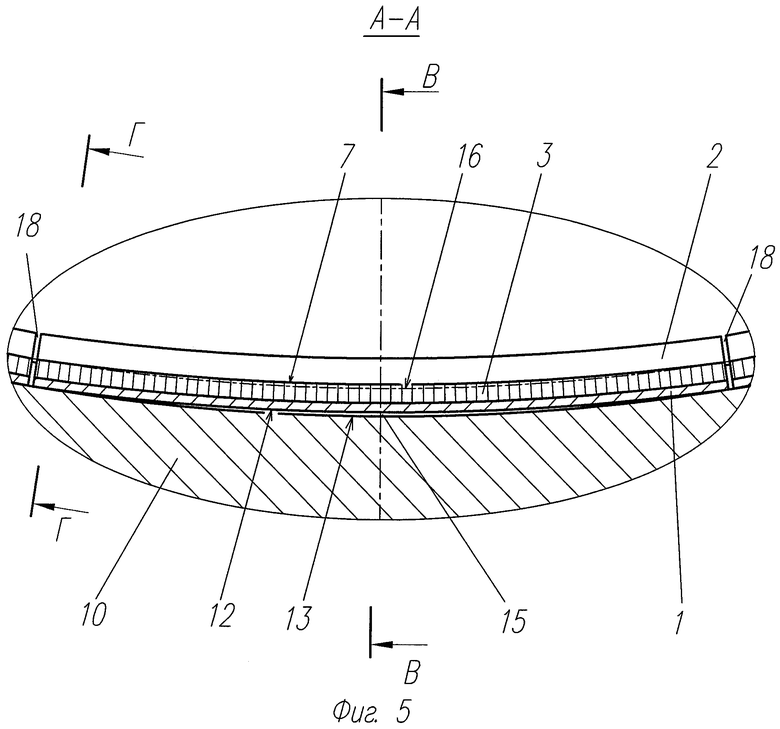
1. Вставка сотового надбандажного уплотнения паровой турбины, состоящая из корпуса, который имеет в продольном сечении плоскую (прямую) форму, в поперечном сечении - V-образную форму, боковые поверхности которого имеют экономически обоснованную точность изготовления, с выполненными заодно с корпусом уплотнительными гребешками, и мелкоячеистых сотовых блоков, припаянных к корпусу между уплотнительных гребешков, отличающаяся тем, что наружная поверхность сотовых блоков обработана механическим способом с допуском на чистовой размер высоты сотовых блоков, равным 0,01÷0,1 мм.
2. Способ установки вставок сотового надбандажного уплотнения, заключающийся в монтаже вставок сотовых, имеющих механически обработанную наружную сотовую поверхность с допуском на чистовой размер высоты сотовых блоков, равным 0,01÷0,1 мм, и боковые поверхности которых имеют экономически обоснованную точность изготовления, при помощи проталкивания вставок сотового надбандажного уплотнения вдоль V-образного паза статора турбины со стороны горизонтального разъема статора турбины, который имеет экономически обоснованную точность изготовления, в процессе проталкивания плоские (прямые) в продольном сечении вставки сотового надбандажного уплотнения приобретают изогнутую форму, а из-за получающейся при монтаже разницы радиусов кривизны паза статора турбины и вставок вставки фиксируются в радиальном направлении за счет упругости материала корпусов вставок, отличающийся тем, что наружная поверхность сотовых блоков вставок сотовых после монтажа вставок в паз статора турбины механически не обрабатывается, фиксация вставок в продольном направлении паза статора турбины осуществляется зачеканкой в трех местах с каждой стороны вставок, сначала зачеканка осуществляется в середине вставок, затем - по краям вставок.
| ЛАБИРИНТНОЕ НАДБАНДАЖНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2008 |
|
RU2362887C1 |
| ЛАБИРИНТНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2005 |
|
RU2287063C1 |
| RU 2005140142 A, 27.06.2007 | |||
| СОТОВОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ПРИМЕНЕНИЯ ПРИ ЗАМЕНЕ УПЛОТНЕНИЙ С ГРЕБНЯМИ ПО ВАЛУ ТУРБОУСТАНОВОК | 2007 |
|
RU2355892C2 |
| Сотовое уплотнение вращающегося вала | 1980 |
|
SU928120A1 |
| JP 61079805 A, 23.04.1986 | |||
| US 3694882 A, 03.10.1972. | |||

