Предлагаемое изобретение относится к области очистки - обезжиривания поверхностей и полостей изделий от минеральных масел, жиров и других загрязнений органической природы с помощью растворителей, а также к области подготовки изделий к высокочувствительным испытаниям на герметичность (освобождение каналов сквозных микронеплотностей от закупоривающих растворимых загрязнений и технологических сред) и может найти применение в технологии изготовления жидкостных ракет: корпусов и баков, жидкостных ракетных двигателей, цистерн, цилиндрических и сферических емкостей и других аналогичных изделий с высокими требованиями к чистоте и степени герметичности в ракетостроении, авиастроении, приборостроении и других отраслях техники.
Для очистки и обезжиривания наружных и внутренних поверхностей изделий, а также для подготовки их к высокочувствительным испытаниям на герметичность с использованием растворителей применяют различные методы: погружения в растворитель, струйная очистка, заполнением (заливом) всего объема полостей изделий растворителем с последующей выдержкой или частичного заполнения (до 50% объема) с последующим кантованием (вращением) изделий, заполнением полости подогретым паром растворителя, который конденсируясь на внутренних поверхностях совершает растворяюще-очищающее действие (см. РД 92-0254-89 «Очистка деталей и сборочных единиц изделий моющими средствами». М., 1989 г., Б.И.Иванов. «Очистка металлических поверхностей пожаробезопасными составами». М.: Машиностроение 1989 г., Ю.С.Козлов и др. «Очистка изделий в машиностроении». М.: Машиностроение 1982 г.).
К недостаткам подобных методов относятся следующее:
- для методов погружения, струйной очистки, полного или частичного заполнения требуются значительные количества растворителя, что представляет большую проблему: объемы баков современных жидкостных ракет достигают десятков и сотен кубических метров;
- для метода пароконденсатной очистки, при котором в полости баков подается подогретый пар растворителя, трудно обеспечить однородность, равномерность очищающего действия конденсата растворителя, образующегося на верхних и нижних участках поверхности внутрибаковых агрегатов; кроме того, требуемая для гарантированного удаления закупоривающих веществ из микронеплотностей экстрагированием большая длительность воздействия паров растворителя на поверхности баков (от десятков до сотен часов) также требует больших количеств используемого растворителя.
Наиболее близкие к предлагаемому способу являются способы очистки:
- по ОСТ 92-4281-74 «Методы, средства и режимы подготовки поверхностей изделий перед испытаниями на герметичность. Контроль качества очистки»;
- способ по авторскому свидетельству SU 1147464 А.
В первом из известных способов изделие, подвергаемое операции очистки, устанавливается на поворотное устройство, позволяющее производить вращение его корпуса вокруг продольной, горизонтально расположенной оси, баковые полости изделия заполняются растворителем в количестве, составляющим не менее 10% от объемов баковых полостей, а в процессе очистки производится вращение изделия вокруг оси со скоростью, обеспечивающей возможность захвата растворителя внутренними поверхностями баков и разбрызгивания захваченного растворителя на поверхности внутрибаковых агрегатов. Недостатками этого способа являются:
- необходимость заполнения баков достаточно большим количеством растворителя (для конкретного изделия - не менее 5 м3);
- необходимость достаточно большой скорости вращения изделия вокруг продольной горизонтально расположенной оси (не менее 1…2 об/мин), что недопустимо для изделий достаточно больших габаритов.
Во втором способе (а.с. SU 1147464 А) изделие, подвергаемое операции очистки, устанавливается на поворотное устройство, позволяющее производить вращение его корпуса вокруг продольной, горизонтально расположенной оси, баковые полости изделия заполняются растворителем, в процессе очистки производится вращение изделия вокруг оси, а растворитель нагревают до температуры кипения, причем нагрев жидкости производят в зоне ее поверхности,
Недостатками этого способа являются:
- не устанавливается минимальное количество используемого при очистке растворителя, в результате при его избытке пострадают экономические показатели, а при недостатке - не будут достигнутые заданные показатели чистоты изделия;
- неопределенность значений устанавливаемых режимов технологического процесса очистки (тепловая мощность устройств нагрева жидкости и охлаждения ее поверхности, значение скорости поворота корпуса изделия вокруг горизонтальной оси), обеспечивающих наибольшую эффективность процесса очистки;
- не регламентируется длительность процесса очистки, при которой гарантируется полное удаление растворимых загрязнений из каналов сквозных микронеплотностей.
В результате оптимальные значения технологических режимов процесса очистки могут быть найдены только после предварительной длительной и затратной отработки.
Задачей изобретения является создание способа очистки изделий растворителями, обеспечивающего высокое качество очистки внутренних поверхностей баков и качественную подготовку к последующим высокочувствительным испытаниям на герметичность при минимальном количестве используемого растворителя, минимальных энергетических затратах и минимально-необходимых скоростях кантования изделия в процессе очистки.
Поставленная цель достигается тем, что в способе очистки летучим растворителем баков жидкостных ракет, заключающемся в том, что изделие, подвергаемое операции очистки, устанавливается на поворотное устройство, позволяющее производить вращение его корпуса вокруг продольной, горизонтально расположенной оси, баковые полости изделия частично заполняются растворителем, в процессе очистки производится вращение изделия вокруг горизонтальной оси, нижняя зона корпуса изделия, контактирующая с заполняющим бак растворителем, подвергается подогреву, а наружная поверхность баков подвергается охлаждению.
При этом необходимое количество заливаемого в полость бака растворителя Mp составляет
где СF - первоначальное (до операции очистки) средне-статистическое удельное количество растворимых загрязнений на внутренних поверхностях баков, мг/м2;
СFдоп - допустимое остаточное (после операции очистки) удельное количество растворимых загрязнений на внутренних поверхностях баков, мг/м2;
F - общая площадь внутренних поверхностей баков, м2;
δ - среднее значение толщины пленки растворителя на внутренних поверхностях баков, м (для применяемых растворителей значение δ=5·10-5…1·10-4 м);
ρж, ρп - соответственно плотности растворителя в жидкой и паровой фазах при температуре процесса очистки, кг/м3;
V - свободный объем полости бака, м3.
Линейная скорость поворота цилиндрической оболочки изделия вокруг оси ν, (м/с) устанавливается такой, чтобы обеспечивалась возможность испарения в единицу времени максимального количества растворителя Gmax (кг/с):
где ν - линейная скорость кругового движения цилиндрической стенки бака вокруг продольной оси, м/с;
λ -коэффициент теплопередачи от наружной стенки цилиндрической оболочки к растворителю, кДж/м2·с·К;
tкм max - максимально допустимая температура нагрева конструкционного материала корпуса бака;
Fк - общая площадь контакта растворителя с внутренней поверхностью цилиндрической оболочки бака, м2;
r - удельная теплота испарения растворителя, кДж/кг;
скм - теплоемкость конструкционного материала корпуса бака жидкостной ракеты, кДж/кг·К:
tp, tн - соответственно температура растворителя в баке и температура корпуса бака в области, не контактирующей с растворителем, °С;
Δ - средняя толщина цилиндрической стенки бака, м;
L - длина цилиндрической части баков, м;
ρкм - плотность конструкционного материала корпуса бака, кг/м3.
Наружная поверхность баков выше горизонтальной осевой плоскости, подвергается охлаждению с тепловой мощностью Qохл:
Qохл≥Q=λFк, (tкм max-tр), кВт,
где λ - коэффициент теплопередачи от наружной стенки цилиндрической оболочки к растворителю, кДж/м2·с·К;
tкм max - максимально допустимая температура нагрева конструкционного материала корпуса бака, °С;
tp - температура растворителя в баке, °С;
Fк - общая площадь контакта растворителя с внутренней поверхностью цилиндрической оболочки бака, м2.
Общая длительность процесса очистки-подготовки изделия должна быть не меньшей 
где s - максимальная толщина стенок баков в зонах возможной локализации дефектов негерметичности, м;
D - коэффициент взаимной диффузии молекул веществ, закупоривающих каналы сквозных микронеплотностей и молекул растворителя, в процессе экстракционной очистки микронеплотностей, м2/с.
Отличительные признаки способа от известных:
- оптимальное количество заливаемого растворителя, достаточное для достижения необходимого эффекта очистки составляет величину, зависящую от степени загрязнения и уровня допустимых остаточных загрязнений, общей площади очищаемых поверхностей и объема бака, плотности паров растворителя;
- оптимальное значение линейной скорости поворота цилиндрической оболочки изделия вокруг оси устанавливается такой, чтобы обеспечивалась возможность испарения в единицу времени максимального количества растворителя;
- наружная поверхность баков выше горизонтальной осевой плоскости, подвергается охлаждению с тепловой мощностью, не меньшей тепловой мощности нагрева изделия, для продолжительного процесса конденсации паров на поверхностях;
- общая длительность процесса очистки-подготовки изделия должна быть не меньшей  для обеспечения надежного удаления растворенных загрязнений из микронеплотностей.
для обеспечения надежного удаления растворенных загрязнений из микронеплотностей.
Положительный эффект от использования изобретения заключается в том, что достигается высокое качество очистки внутренних поверхностей баков и качественная подготовка к последующим высокочувствительным испытаниям на герметичность при минимальном количестве используемого растворителя, минимальных энергетических затратах и минимально-необходимых скоростях кантования изделия в процессе очистки
Предлагаемый способ может применяться с процессах очистки баков жидкостных ракет, космических аппаратов и т.п. с использованием известных технологических средств, что соответствует критерию «промышленная применимость».
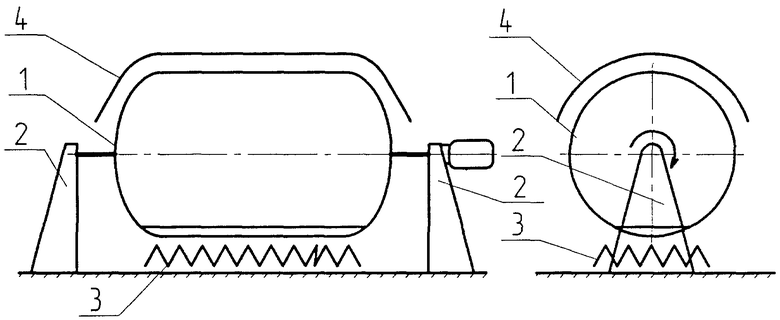
Изобретение иллюстрируется чертежом, где показана принципиальная схема процесса очистки-подготовки бака жидкостной ракеты.
Перед началом процесса очистки изделие 1 устанавливается на прокруточное устройство 2, из полости изделия вакуумным насосом (на схеме не показан) полностью или частично (до остаточного давления, допустимого по конструктивной прочности) удаляется атмосферный воздух. Затем в объем изделия подается чистый растворитель в количестве, рассчитанном по соотношению
где СF - первоначальное (до операции очистки) средне-статистическое удельное количество растворимых загрязнений на внутренних поверхностях баков, кг/м2;
СFдоп - допустимое остаточное (после операции очистки) удельное количество растворимых загрязнений на внутренних поверхностях баков, кг/м2;
F - общая площадь внутренних поверхностей баков, м2;
δ - среднее значение толщины пленки растворителя на внутренних поверхностях баков в процессе очистки, м (для применяемых летучих растворителей значение δ≈5·10-5…1·10-4 м);
ρп, ρж - соответственно плотность паровой и жидкой фаз растворителя при температуре технологического процесса очистки, кг/м3;
V - свободный внутренний объем баков, м3.
Включается нагреватель 3 (например, инфракрасный излучатель, воздухоструйный калорифер и т.п.), и производится первоначальный подогрев растворителя до температуры процесса tp, включается привод поворота изделия вокруг продольной горизонтально расположенной оси (например, электромеханический) со скоростью, обеспечивающей максимально возможную скорость испарения растворителя Gmax:
где λ - коэффициент теплопередачи от наружной стенки цилиндрической оболочки к растворителю, кДж/м2·с·К;
tкм max - максимально допустимая температура нагрева конструкционного материала корпуса бака;
Fк - общая площадь контакта растворителя с внутренней поверхностью цилиндрической оболочки бака, м2;
r - удельная теплота испарения растворителя, кДж/кг;
скм - теплоемкость конструкционного материала корпуса бака жидкостной ракеты, кДж/кг·К:
tp, tн - соответственно температура растворителя в баке и температура корпуса бака в области, не контактирующей с растворителем, °С;
Δ - средняя толщина цилиндрической стенки бака, м;
ν - линейная скорость кругового движения цилиндрической стенки бака, м/с;
L - длина цилиндрической части баков, м;
ρкм - плотность конструкционного материала корпуса бака, кг/м3.
Включается устройство 4 охлаждения поверхности бака в верхней полузоне с тепловой мощностью (например, вентиляцией охлажденного воздуха)
Qохл≥Q=λFк, (tкм mах-tр), кВт,
где λ - коэффициент теплопередачи от наружной стенки цилиндрической оболочки к растворителю, кДж/м2·с·К;
tкм max - максимально допустимая температура нагрева конструкционного материала корпуса бака, °С;
tp - температура растворителя в баке, °С;
Fк - общая площадь контакта растворителя с внутренней поверхностью цилиндрической оболочки бака, м2
Процесс очистки-подготовки продолжается в течение времени
где s - максимальная толщина стенок баков в зонах возможной локализации дефектов негерметичности, м;
D - коэффициент взаимной диффузии молекул веществ, закупоривающих каналы сквозных микронеплотностей и молекул растворителя, в процессе экстракционной очистки микронеплотностей, м2/с.
После чего кантование изделия прекращается, в полость бака напускается чистый сухой воздух до достижения атмосферного давления.
Испытания и отработка предлагаемого способа выполнялась при использовании растворителей хладон 113 и хладон 141b на макетной емкости цилиндрической формы, изготовленной из алюминиево-магниевого сплава АМг-6, диаметр емкости 1800 мм, длина цилиндрической части ~1000 мм, днища эллиптические, объем внутренней полости V~3,2 м3, площадь внутренних поверхностей V~12,5 м2. При испытаниях в полость бака после откачки воздуха заливали растворитель в количестве: растворителя хладон 113-М1=60 кг, растворителя хладон 141b-М2=45 кг. В нижней части емкости на длине ее цилиндрической части смонтировано нагревательное устройство (инфракрасные излучатели), способное подогревать стенку емкости в зоне ее контакта с растворителем до температуры t=50°C. После нагрева растворителя хладон 113 до температуры ~40°С, растворителя хладон 141b до температуры 26°С включалось охлаждение емкости в верхней части обдувом воздуха с помощью вентиляторов. Скорость поворота изделия вокруг продольной горизонтальной оси - 0,01 об/мин. Длительность обработки τ=8 часов. В процессе операции очистки через иллюминаторы, расположенные на днищах в центральной их части, наблюдали за процессом образования конденсата на внутренних поверхностях бака и внутрибаковом агрегате. После подогрева растворителя на внутренних поверхностях, преимущественно, в верхнем полубаке, образовывалась пленка конденсирующегося растворителя, срывающиеся капли которого образовывали «дождь», омывающий поверхность внутрибакового агрегата (расходной трубы). После окончания процесса очистки контролировались: достигаемая чистота внутренних поверхностей емкости, а также проницаемость специальных образцов микронеплотности для гелия (каналы микронеплотностей перед испытаниями были закупорены минеральными маслами). Результаты испытаний показали:
- при первоначальной загрязненности внутренних поверхностей жирами и минеральными маслами до ~150…200 мг/м2, по окончании процесса достигалась чистота до уровня остаточных загрязнений ~5…10 мг/м2;
- по окончании процесса очистки исходная проницаемость установленных образцов микронеплотности для гелия восстанавливалась практически полностью.
Таким образом, подтвердилась эффективность предлагаемой технологии очистки-подготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нейтрализации топливных баков жидкостных ракет после слива агрессивных и токсичных компонентов топлива | 2019 |
|
RU2712910C1 |
| СПОСОБ ПОДГОТОВКИ ТОПЛИВНОЙ ЕМКОСТИ К КОНТРОЛЮ ГЕРМЕТИЧНОСТИ | 2014 |
|
RU2545373C1 |
| Способ и устройство контроля герметичности днищ топливных баков жидкостных ракет | 2016 |
|
RU2649215C1 |
| СПОСОБ ОСУШКИ ПОЛОСТИ ГАЗОПРОВОДА В УСЛОВИЯХ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУР | 2014 |
|
RU2578261C1 |
| СПОСОБ ФИНИШНОЙ ОЧИСТКИ КРИОГЕННЫХ СИСТЕМ | 2011 |
|
RU2465074C1 |
| Способ градуировки цилиндрических топливных баков жидкостных ракет по уровням срабатывания контролирующих датчиков | 2016 |
|
RU2624997C1 |
| СПОСОБ ОЧИСТКИ ТОПЛИВНЫХ БАКОВ РАКЕТ ОТ ОСТАТКОВ ГОРЮЧЕГО НЕСИММЕТРИЧНОГО ДИМЕТИЛГИДРАЗИНА | 2004 |
|
RU2274629C2 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЯ НА ГЕРМЕТИЧНОСТЬ | 2012 |
|
RU2515218C1 |
| СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ К ИСПЫТАНИЯМ НА ГЕРМЕТИЧНОСТЬ | 2014 |
|
RU2555041C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВНУТРЕННЕГО ОБЪЁМА ТОПЛИВНОГО БАКА ЖИДКОСТНОЙ РАКЕТЫ И ГРАДУИРОВКИ ОБЪЁМА БАКА ПО УРОВНЯМ | 2014 |
|
RU2577090C1 |
Изобретение относится к области очистки - обезжириванию поверхностей и полостей изделий от минеральных масел, жиров и других загрязнений органической природы с помощью растворителей, а также к области подготовки изделий к высокочувствительным испытаниям на герметичность, и может найти применение в технологии изготовления жидкостных ракет с высокими требованиями к чистоте и степени герметичности в ракетостроении, авиастроении, приборостроении и других отраслях техники. Способ очистки летучим растворителем баков жидкостных ракет заключается в том, что изделие, подвергаемое операции очистки, устанавливается на поворотное устройство, позволяющее производить вращение его корпуса вокруг продольной, горизонтально расположенной оси, баковые полости изделия частично заполняются растворителем, в процессе очистки производится вращение изделия вокруг горизонтальной оси, нижняя зона корпуса изделия, контактирующая с заполняющим бак растворителем, подвергается подогреву, а наружная поверхность баков подвергается охлаждению, отличающийся тем, что минимальное количество заливаемого растворителя Mp составляет
где СF - первоначальное (до операции очистки) средне-статистическое удельное количество растворимых загрязнений на внутренних поверхностях баков, кг/м2; СFдоп - допустимое остаточное (после операции очистки) удельное количество растворимых загрязнений на внутренних поверхностях баков, кг/м2; F - общая площадь внутренних поверхностей баков, м2; δ - среднее значение толщины пленки растворителя на внутренних поверхностях баков в процессе очистки, м; ρп, ρж - соответственно плотность паровой и жидкой фаз растворителя при температуре технологического процесса очистки, кг/м3;
V - свободный внутренний объем баков, м3, а линейная скорость поворота цилиндрической оболочки изделия вокруг оси, устанавливается такой, чтобы обеспечивалась возможность испарения в единицу времени максимального количества растворителя Gmax(кг/с):
где ν - линейная скорость поворота цилиндрической оболочки изделия вокруг оси, (м/с); λ - коэффициент теплопередачи от наружной стенки цилиндрической оболочки к растворителю, кДж/м2·с К; tкм max - максимально допустимая температура нагрева конструкционного материала корпуса бака, °С; Fк - общая площадь контакта растворителя с внутренней поверхностью цилиндрической оболочки бака, м2; r - удельная теплота испарения растворителя, кДж/кг; cкм - теплоемкость конструкционного материала корпуса бака жидкостной ракеты, кДж/кг·К; tp - температура растворителя в баке, необходимая для обеспечения эффективного моющего действия, °С; tн - температура корпуса бака в области, не контактирующей с растворителем, (равная температуре окружающей среды), °С; А - средняя толщина цилиндрической стенки бака, м; ν - линейная скорость кругового движения цилиндрической стенки бака, м/с; L - длина цилиндрической части баков, м; ρкм - плотность конструкционного материала корпуса бака, кг/м3. Техническим результатом является создание способа очистки изделий растворителями, обеспечивающего высокое качество очистки внутренних поверхностей баков и качественную подготовку к последующим высокочувствительным испытаниям на герметичность при минимальном количестве используемого растворителя, минимальных энергетических затратах и минимально необходимых скоростях кантования изделия в процессе очистки. 1 ил.
1. Способ очистки летучим растворителем баков жидкостных ракет, заключающийся в том, что изделие, подвергаемое операции очистки, устанавливается на поворотное устройство, позволяющее производить вращение его корпуса вокруг продольной горизонтально расположенной оси, баковые полости изделия частично заполняются растворителем, в процессе очистки производится вращение изделия вокруг горизонтальной оси, нижняя зона корпуса изделия, контактирующая с заполняющим бак растворителем, подвергается подогреву, а наружная поверхность баков подвергается охлаждению, отличающийся тем, что минимальное количество заливаемого растворителя Мр составляет
где СF - первоначальное - до операции очистки - средне-статистическое удельное количество растворимых загрязнений на внутренних поверхностях баков, кг/м2;
СFдоп - допустимое остаточное - после операции очистки - удельное количество растворимых загрязнений на внутренних поверхностях баков, кг/м2;
F - общая площадь внутренних поверхностей баков, м2;
δ - среднее значение толщины пленки растворителя на внутренних поверхностях баков в процессе очистки, м;
ρп, ρж - соответственно плотность паровой и жидкой фаз растворителя при температуре технологического процесса очистки, кг/м3;
V - свободный внутренний объем баков, м3,
а линейная скорость поворота цилиндрической оболочки изделия вокруг оси устанавливается такой, чтобы обеспечивалась возможность испарения в единицу времени максимального количества растворителя Gmах (кг/с):
 , м/с,
, м/с,
где ν - линейная скорость кругового движения цилиндрической стенки бака, м/с;
λ - коэффициент теплопередачи от наружной стенки цилиндрической оболочки к растворителю, кДж/м2·с·К;
tкмmах - максимально допустимая температура нагрева конструкционного материала корпуса бака, °С;
Fк - общая площадь контакта растворителя с внутренней поверхностью цилиндрической оболочки бака, м2;
r - удельная теплота испарения растворителя, кДж/кг;
cкм - теплоемкость конструкционного материала корпуса бака жидкостной ракеты, кДж/кг·К;
tp - температура растворителя в баке, необходимая для обеспечения эффективного моющего действия, °С;
tн - температура корпуса бака в области, не контактирующей с растворителем, (равная температуре окружающей среды), °С;
Δ - средняя толщина цилиндрической стенки бака, м;
L - длина цилиндрической части баков, м;
ρкм - плотность конструкционного материала корпуса бака, кг/м3.
2. Способ по п.1, отличающийся тем, что охлаждение наружной поверхности баков производится в зоне выше горизонтальной осевой плоскости с тепловой мощностью Qохл:
Qохл≥Q=λFк(tкмmах-tр), кВт,
где λ - коэффициент теплопередачи от наружной стенки цилиндрической оболочки к растворителю, кДж/м2·с·К;
tкмmах - максимально допустимая температура нагрева конструкционного материала корпуса бака, °С;
tp - температура растворителя в баке, °С;
Fк - общая площадь контакта растворителя с внутренней поверхностью цилиндрической оболочки бака, м2.
3. Способ по п.1, отличающийся тем, что для гарантированного освобождения сквозных микронеплотностей от растворимых технологических веществ и загрязнений, закупоривающих сквозные микронеплотности, общая длительность процесса очистки изделия должна быть не меньшей
 , ч,
, ч,
где s - максимальная толщина стенок баков в зонах возможной локализации дефектов негерметичности, м;
D - коэффициент взаимной диффузии молекул растворителя и молекул веществ, закупоривающих каналы сквозных микронеплотностей, м2/с.
| Способ обезжиривания внутренней поверхности осесимметричных емкостей | 1983 |
|
SU1147464A1 |
| СПОСОБ ОЧИСТКИ ПОЛОСТЕЙ ИЗДЕЛИЯ | 2000 |
|
RU2172218C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ, СОДЕРЖАЩЕЙ НИКЕЛЬ | 1996 |
|
RU2095427C1 |
| EP 1078934 A1, 28.02.2001 | |||
| US 5304253 A, 19.04.1994. | |||

