Изобретение относится к машиностроению, в частности к очистке поверхностей изделий от загрязнений, а также к подготовке изделий к контролю герметичности - операции, заключающейся в освобождении каналов сквозных микронеплотностей, возникающих в процессе изготовления изделий, от различного рода закупоривающих веществ (минеральных масел, смазочно-охлаждающих жидкостей, различных технологических сред, с которыми возможен контакт поверхностей изделий в процессе изготовления, а также капиллярной влаги - результата контакта поверхностей с водными средами и атмосферной влагой). Операция подготовки обязательна к выполнению перед высокочувствительным контролем герметичности, обеспечивая высокую надежность обнаружения и выявления сквозных микронеплотностей ультрамалых размеров.
Для очистки и обезжиривания поверхностей оболочек топливных емкостей применяют обработку их растворителями. При этом используют методы заполнения объемов емкостей растворителем, циркуляционной, струйной и пароконденсатной очистки (см. Б.И. Иванов. Очистка металлических поверхностей пожаробезопасными составами. М.: Машиностроение, 1978 г.). Для удаления растворимых загрязнений из каналов сквозных микронеплотностей также используют растворители, причем основной метод удаления их из глубины каналов сквозных микронеплотностей - растворение и экстракция растворителями (см. ОСТ 92-4281-74 «Методы, средства и режимы подготовки поверхностей изделий перед испытаниями на герметичность»). Удаление воды и летучих жидкостей из глубины каналов сквозных микронеплотностей выполняют методами сушки (см. ОСТ 92-0019-78 «Методы и режимы сушки изделий перед испытаниями на герметичность»). Последовательно выполняя операции очистки поверхностей и освобождения сквозных микронеплотностей от растворимых загрязнений экстракцией, выпаривания влаги и других летучих жидкостей, обеспечивают возможность проникновения через микрокапилляры сквозных неплотностей молекул контрольных газов (гелия, аргона, элегаза и др.) при высокочувствительном контроле герметичности.
Наиболее близкими к предлагаемому изобретению можно отнести решения, регламентированные отраслевыми нормативными документами ОСТ 92-4281-74 и ОСТ 92-0019-78.
В известных способах, регламентированных ОСТ 92-4281-74, изделие, размещенное в герметичной моечной камере, обрабатывают растворителем в течение времени, достаточного для растворения и удаления поверхностных загрязнений, а также для растворения и экстракции малолетучих загрязнений (минеральных масел, жиров, различных жидких технологических сред), сосредоточенных в глубине сквозной микронеплотности.
В известных способах, регламентированных ОСТ 92-0019-78, изделие, размещенное в сушильной камере, после нагрева выдерживается при условии интенсивного отвода выделяющихся паров жидкостей, при этом происходит испарение жидкостей (капиллярной влаги, растворителей) из каналов сквозных микронеплотностей.
Описанные способы применяются с использованием индивидуальных специализированных технологических средств, причем последовательно: первоначально производятся операции очистки поверхностей и экстракционной очистки микронеплотностей от закупоривающих растворимых загрязнений, а затем операции осушки для удаления закупоривающих летучих жидкостей (влаги, растворителей).
Недостаточная эффективность и надежность такой технологии подготовки изделий к контролю герметичности вызвана следующими факторами.
Каждая из перечисленных операций в настоящее время выполняется с использованием специального технологического оборудования: для очистки поверхностей растворителями используют закрытые моечные камеры, аппараты обработки растворителями внутренних поверхностей топливных емкостей, для удаления растворимых загрязнений из каналов сквозных микронеплотностей используют установки длительного воздействия растворителя на поверхности с целью растворения и экстракции загрязнений из глубины сквозных микронеплотностей, для испарения закупоривающих летучих жидкостей и влаги применяют камеры вакуумной сушки емкостей, требующие устройств подогрева и поддержания повышенной температуры изделий в процессе осушки.
Перемещение топливных емкостей больших размеров и массы от одной технологической установки к другой требует больших затрат труда и времени. Кроме того, в периоды таких перемещений не исключается повторная закупорка микронеплотностей, например, при капиллярной конденсации атмосферной влаги. В результате снижается надежность последующего контроля герметичности.
Недостатком такой технологии является также то обстоятельство, что при последовательном применении на полный период воздействия методов экстракционной очистки и сушки изделия не всегда можно добиваться гарантированного освобождения сквозных микронеплотностей от закупоривающих веществ. Для того чтобы эффективно применять методы подготовки, необходимо четко представлять себе характер загрязнения каналов сквозных микронеплотностей. Например, если в глубине микронеплотности содержится капиллярная влага, а по краям - жировые загрязнения, необходимо первоначально применять методику растворения и экстракции растворителем, а затем - методику вакуумной осушки. И наоборот, если влага содержится по краям, а в глубине - минеральные масла, необходимо первоначально применять осушку и лишь затем экстракционную очистку. Реальная картина загрязнения изначально не ясна, в действительности характер загрязнения может быть мало предсказуемым. Еще более сложной становится задача очистки каналов микронеплотностей в том случае, когда закупоривающие вещества (растворимые и испаряемые) многократно чередуются по длине каналов микронеплотностей: при этом гарантированное удаление загрязнений последовательными операциями экстракционной очистки и сушки на полный период воздействия вообще не представляется возможным.
Эффективность подготовки может быть более высокой, если методы воздействия периодически меняются: при этом какой-либо из чередующихся методов может достигать положительного результата, и хотя процесс очистки приобретает дискретный характер, однако он более эффективен по достигаемому результату.
Задачей предлагаемого изобретения является повышение эффективности и надежности подготовки топливных емкостей к контролю герметичности, снижение трудовых и финансовых затрат на выполнение этих работ.
Поставленная задача решается способом подготовки топливной емкости к контролю герметичности, при котором емкость помещают в герметичную камеру, из объемов камеры и емкости вакуумным насосом удаляют атмосферный воздух, и затем выполняют обработку поверхностей емкости (внешних и внутренних одновременно или отдельно внутренних, либо внешних) подаваемым через форсуночные устройства растворителем, при условии равенства расходов подаваемого и удаляемого из объемов растворителя, согласно изобретению на первой стадии процесса подготовки производят обработку поверхностей емкости струями подогретого до допустимой температуры растворителя с общим расходом, обеспечивающим удаление поверхностных загрязнений и нагрев емкости до температуры подаваемого растворителя за технологически установленное время, а на последующей стадии периодически чередуют операции воздействия на поверхности мелкокапельно-распыленного растворителя с общим расходом, обеспечивающим поддержание на поверхностях емкости ламинарно-стекающей пленки растворителя, с операциями вакуумной осушки, а общая длительность операций периодической обработки τо, без учета общего времени, затрачиваемого на удаление из емкости остатков жидкой и паровой фаз растворителя перед каждой операцией вакуумной осушки,
τо=τэ+τвл+τр,
где
τэ - необходимая общая длительность удаления из канала сквозной микронеплотности растворимых закупоривающих загрязнений путем экстракции растворителем;
τвл - необходимая общая длительность удаления из канала сквозной микронеплотности капиллярной влаги при вакуумной осушке;
τр - необходимая общая длительность удаления из канала сквозной микронеплотности растворителя при вакуумной осушке;
при длительности каждого периода воздействия растворителя и вакуумной осушки

где
n - общее количество периодов воздействия, назначаемое из условия:

τуд - длительность удаления из объемов остатков жидкой и паровой фаз растворителя перед каждой операцией вакуумной осушки;
при этом длительность обработки растворителем τiэ и вакуумной осушки τio в каждом периоде определяются
Значения τэ в зависимости от возможной глубины микронеплотности l, растворяющей силы применяемого растворителя, определяются рекомендациями ОСТ 92-4281-74:


l - эффективная длина сквозной микронеплотности, см;
D - коэффициент взаимной диффузии молекул растворителя и растворяемого вещества, см2/с.
Таким образом, при возможности лишь одностороннего воздействия растворителя на поверхности емкости (например, при обработке только внутренних поверхностей емкости) общая длительность операции подготовки должна быть увеличена в сравнении с длительностью двухсторонней обработки не менее, чем в 4 раза.
Значения τвл и τр в зависимости от возможной глубины микронеплотности l, метода (вакуумный или конвективный), температуры осушки, проницаемости микронеплотности для контрольного газа (гелия, гелиево-воздушной смеси) определяются по таблицам и номограммам ОСТ 92-0019-78.
Операции очистки поверхностей и очистки каналов сквозных микронеплотностей от закупоривающих веществ совмещаются на одном технологическом оборудовании, а также применяется многократное периодически повторяющееся чередование операций воздействия растворителя на поверхности изделия и вакуумной осушки изделия, что повышает надежность освобождения каналов микронеплотности от закупоривающих веществ.
Отличительным признаком предлагаемого изобретения является проведение на первой стадии процесса подготовки струйной очистки поверхностей топливной емкости подогретым до допустимой температуры растворителем в течение времени, достаточного для удаления поверхностных загрязнений и нагрева емкости до температуры растворителя, а на последующей стадии - периодическое чередование операций воздействия на поверхности изделия подогретого мелкокапельно-распыленного растворителя с общим расходом, обеспечивающим поддержание на поверхностях емкости ламинарно-стекающей пленки растворителя, и вакуумной осушки после удаления из объемов камеры и емкости жидкой и паровой фаз растворителя, причем регламентированы: общая длительность операций периодической обработки, длительность каждого отдельного периода воздействия растворителя и вакуумной осушки, а также время обработки растворителем и вакуумной осушки в каждом периоде.
Периодическое и многократное повторение операций воздействия растворителем и вакуумной осушки при подготовке обеспечивает удаление закупоривающих загрязнений при любой комбинации их локализации по длине каналов сквозных микронеплотностей.
Использование подогретого растворителя кроме достижения эффекта увеличения растворяющего действия растворителя позволяет отказаться от применения специальных средств нагрева изделия внутри вакуумной камеры, необходимого для эффективной осушки. Совмещение операций очистки поверхностей и очистки каналов сквозных микронеплотности от закупоривающих веществ позволяет исключить трудозатраты и время на перемещение изделия из одной технологической установки в другие, а также исключает возможность повторной закупорки сквозных микропор на операциях перемещения изделия.
Анализ известных технических решений в данной области техники показывает, что предлагаемый способ имеет признаки, которые отсутствуют в известных технических решениях, а использование их в заявленной совокупности дает возможность получить новый технический эффект: повышение эффективности и надежности подготовки топливных емкостей к высокочувствительному контролю герметичности, снижение трудовых и финансовых затрат на выполнение этих работ.
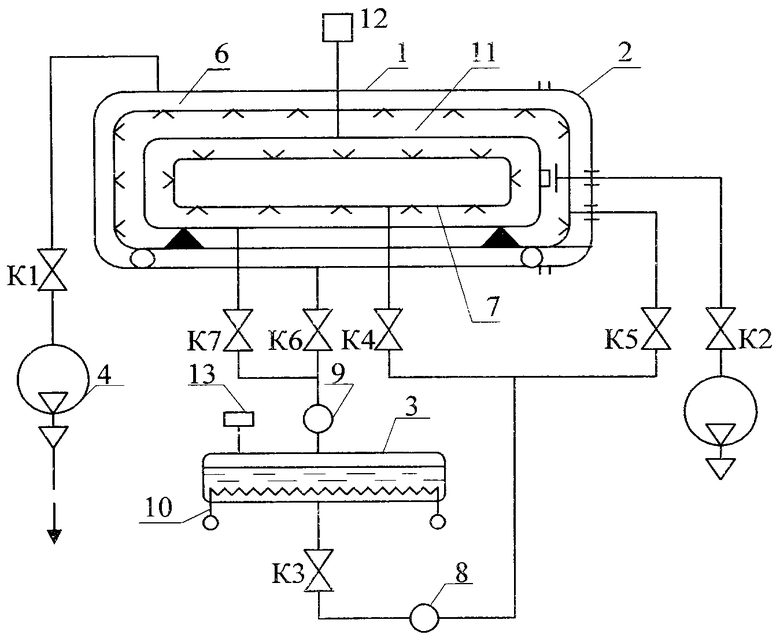
Изобретение иллюстрируется чертежом, где приведена схема устройства для выполнения операций подготовки топливных емкостей к высокочувствительному контролю герметичности.
Устройство включает герметичную камеру, состоящую из корпуса 1 и крышки 2, разделяемых и герметично соединяемых по фланцевому разъему, емкость хранения и предварительного подогрева растворителя 3, вакуумные насосы 4 и 5, предназначенные для удаления атмосферного воздуха их объемов камеры и изделия, душирующие устройства и форсуночные контуры 6 и 7, предназначенные для струйной очистки наружных и внутренних поверхностей изделия, а также для подачи мелкокапельно-распыленного растворителя на наружные и внутренние поверхности изделия, гидравлических насосов 8 для подачи растворителя в душирующие устройства и форсуночные контуры и 9 для откачки растворителя из объема изделия в емкость 3. Вакуумные и гидравлические магистрали обеспечены коммутирующими клапанами К1, К2, К3, К4, К5, К6 и К7. Емкость с растворителем 3 обеспечена устройством его подогрева 10. Термометр 12 предназначен для контроля температуры корпуса изделия (топливной емкости) 11. Термометр 13 предназначен для контроля температуры растворителя в емкости 3.
Перед началом выполнения работ определяются значения показателей τэ, τвл, τр. Значение τэ определяется в зависимости от возможной глубины микронеплотности l, растворяющей силы применяемого растворителя по рекомендациям ОСТ 92-4281-74. Значения τвл, τр определяются в зависимости от возможной глубины микронеплотности l, температуры осушки, давления паров влаги и применяемого растворителя по рекомендациям ОСТ 92-0019-78. Значение τo определяется как τо=τэ+τвл+τр.
Для выполнения операции подготовки крышка камеры открывается, и изделие (топливная емкость) 11 с предварительно смонтированным в его объеме душирующим устройством и форсуночным контуром 7 помещается в корпус камеры 1. После подключения объема изделия к магистрали откачки атмосферного воздуха и подключения душирующего устройства и форсуночного контура 7, смонтированных внутри объема, к магистрали подачи растворителя крышка камеры герметично закрывается. Включаются вакуумные насосы 4 и 5, открываются клапаны К1 и К2, и производится откачка атмосферного воздуха из объемов камеры и изделия (топливной емкости) 11 до остаточного давления 1,0…10-1 мм рт.ст. После подогрева нагревательным устройством 10 растворителя в емкости 3 до разрешенного значения (контроль по термометру 13) включается гидравлический насос 8, открываются клапаны К4 и К5, и растворитель подается к душирующим устройствам 6 и 7. Включается насос 9, открываются клапаны К6, К7, и производится откачка подаваемого растворителя из объемов камеры и изделия в емкость 3. После нагрева корпуса изделия 11 до температуры подаваемого на поверхности растворителя (контроль термометром 12) переключается подача растворителя на форсуночные контуры, обеспечивающие подачу на поверхности мелкокапельно-распыленного растворителя. Расход подаваемого на поверхности мелкокапельно-распыленного растворителя должен обеспечивать поддержание на поверхностях ламинарно-стекающей пленки растворителя в течение времени 
где
τуд - длительность удаления из объемов остатков жидкой и паровой фаз растворителя перед каждой операцией вакуумной осушки;
при этом длительность обработки растворителем τiэ и вакуумной осушки τio в каждом периоде определяются
По истечении времени τiэ производится удаление остатков жидкой фазы растворителя из объемов камеры и изделия насосом 9, а также паровой фазы вакуумными насосами 4 и 5 до остаточного давления паров 1,0 мм рт.ст., и при непрерывном вакуумировании объемов изделия и камеры выполняют операцию вакуумной осушки в течение времени 
Описанные операции повторяют n раз.
При возможности только одностороннего воздействия растворителя на поверхности емкости (например, при обработке только внутренних поверхностей емкости) общая длительность операции τo должна быть увеличена в сравнении с длительностью двухсторонней обработки не менее чем в 4 раза.
Для опытной отработки использован макет топливного бака, представляющий цилиндрическую емкость с двумя эллиптическим днищами, конструкционный материал - сплав АМг-6, толщина стенок емкости - 4 мм. Диаметр емкости - 1000 мм, длина - 2000 мм. Днища емкости соединены с цилиндрической частью двумя кольцевыми сварными швами, толщина изделия в зоне сварного шва ~5,0 мм. Общий вес макета ~80 кг.
Перед опытной отработкой макет топливного бака и после тщательной подготовки подвергнут испытанию герметичности в вакуумной камере избыточным давлением гелия в его объеме 5,0 кгс/см2. Последующий контроль герметичности гелиевым течеискателем методом «щупа» позволил обнаружить два дефекта герметичности (сквозных микронеплотностей) с проницаемостью по гелию ~1,5·10-4 л мкм рт.ст.(~2·10-8 м3Па/с) и ~5·10-5 л мкм рт.ст./с (~6,65·10-9 м3Па/с). Каналы обнаруженных сквозных микронеплотностей закупорены попеременным воздействием давления комбинированного жирового загрязнения (смеси наиболее часто контактирующих с поверхностями изделий в процессе их изготовления масел и жиров: трансформаторное масло АТМ-65, вакуумные масла ВМ-1 и ВМ-4, масло индустриальное И-20, турбинное масло Т-22) и влаги. Закупорка микронеплотностей подтверждена последующими штатными испытаниями на герметичность.
Опытная отработка проведена в два этапа:
- на первом этапе использована традиционная технология подготовки макета - последовательное применение экстракционной очистки микронеплотностей растворителем в течение 32 часов и последующая вакуумная осушка при температуре 50°C в течение 8 часов;
- на втором этапе применена предлагаемая новая методика подготовки макета, по которой процесс подготовки разделен на 8 последовательно выполняемых подэтапов, каждый общей продолжительностью 5 часов; при этом каждый подэтап включает - экстракционную очистку для удаления из микронеплотностей жировых загрязнений продолжительностью 240 минут и вакуумную осушку для удаления из микронеплотностей влаги и растворителя общей продолжительностью 60 минут.
Для опытной отработки изделие помещали в специальную камеру, оснащенную системой вакуумной откачки до остаточного давления 5·10-2 мм рт.ст., а также форсунками струйной подачи растворителя. Внутри макета также смонтировано устройство струйной обработки внутренних поверхностей сварных швов растворителем. Объем макета соединен герметичной магистралью через клапан с вакуумным насосом. После герметичного соединения крышки камеры из объемов камеры и макета удалялся атмосферный воздух до остаточного давления ~1·10-1…5·10-2 мм рт.ст.
Для нагрева макета до температуры ~50°C на его поверхности через форсунки душирующих устройств подавался подогретый до температуры 60°C растворитель хладон 141b с общим расходом ~0,5 кг/мин. Одновременно с подачей растворителя на поверхность производилось его возвращение из объемов макета и камеры в емкость подогрева. При этом температура макета повышалась до 50°C за время 30…35 минут. Одновременно с подогревом изделия подаваемый на поверхности изделия растворитель выполняет функцию удаления поверхностных загрязнений.
На первом этапе испытания (вариант №1) после очистки и подогрева изделия в первые 30…35 минут в течение последующих 32 часов выполнялась операция экстракционной очистки при подаче на поверхности изделия мелкокапельно-распыленного растворителя, подогретого до температуры 50°C с общим расходом 0,05 кг/мин; затем после прекращения подачи растворителя и полного удаления его жидкой фазы из объемов камеры и макета производилась откачка паровой фазы вакуумным насосом до остаточного давления 1,0…0,5 мм рт.ст., после чего выполнялась вакуумная осушка макета при температуре 50…45°C в течение 8 часов при условии непрерывной откачки объемов камеры и макета. По окончании подготовительных работ производилась проверка достигнутого результата по измерению проницаемости сквозных микродефектов для гелия при перепаде давления 4 кгс/см2.
На втором этапе (вариант №2) после очистки и подогрева изделия в первые 30…35 минут экстракционная очистка в течение 4 часов и последующая вакуумная осушка при температуре ~50°C в течение часа повторялись последовательно 8 раз. По окончании подготовительных работ также производилась проверка достигнутого результата по измерению проницаемости сквозных микродефектов для гелия при перепаде давления 4 кгс/см2.
Полученные результаты отражены в таблице.
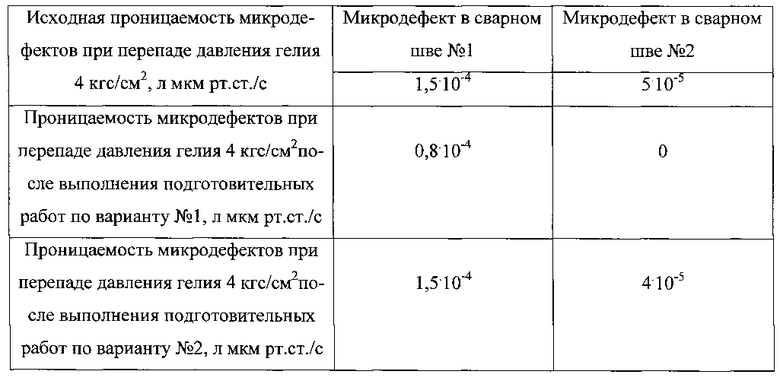
Как это видно, эффективность и надежность операции подготовки изделий к контролю герметичности при выполнении работ по второму варианту (в соответствии с предлагаемым новым способом подготовки) значительно выше в сравнении с подготовкой по традиционной технологии.
Практическое применение предлагаемого способа при изготовлении топливных емкостей жидкостных ракет, космических аппаратов обеспечит высокий уровень их герметичности при эксплуатации в заправленном состоянии в течение многих десятилетий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ К ИСПЫТАНИЯМ НА ГЕРМЕТИЧНОСТЬ | 2014 |
|
RU2555041C1 |
| СПОСОБ КОНТРОЛЯ | 2011 |
|
RU2451916C1 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЯ НА ГЕРМЕТИЧНОСТЬ | 2013 |
|
RU2523053C1 |
| Способ нейтрализации топливных баков жидкостных ракет после слива агрессивных и токсичных компонентов топлива | 2019 |
|
RU2712910C1 |
| СПОСОБ ОЧИСТКИ | 2010 |
|
RU2447958C1 |
| Способ консервации деталей | 1988 |
|
SU1539237A1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | 2009 |
|
RU2386937C1 |
| Способ и устройство контроля герметичности цилиндрических обечаек корпусов жидкостных ракет | 2016 |
|
RU2617567C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ИЗДЕЛИЙ ЛЕТУЧИМИ РАСТВОРИТЕЛЯМИ | 2000 |
|
RU2173221C1 |
| СПОСОБ ОЧИСТКИ ПОЛОСТЕЙ ИЗДЕЛИЯ | 2000 |
|
RU2172218C1 |
Изобретение относится к машиностроению, в частности к очистке поверхностей изделий от загрязнений, а также к подготовке изделий к контролю герметичности. В предложенном способе подготовки топливной емкости к контролю герметичности емкости 11 помещают в герметичную камеру 1, из объемов камеры и емкости 1 вакуумным насосом 4, 5 удаляют атмосферный воздух. Затем выполняют обработку поверхностей емкости 11 подаваемым через форсуночные устройства 6, 7 растворителем при условии равенства расходов подаваемого и удаляемого из объемов растворителя. На первой стадии процесса подготовки производят обработку поверхностей емкости 11 струями подогретого до допустимой температуры растворителя с общим расходом, обеспечивающим удаление поверхностных загрязнений и нагрев емкости 11 до температуры подаваемого растворителя за технологически установленное время. На последующей стадии периодически чередуют операции воздействия на поверхности мелкокапельно-распыленного растворителя с общим расходом, обеспечивающим поддержание на поверхностях емкости ламинарно-стекающей пленки растворителя, с операциями вакуумной осушки. Общая длительность операций периодической обработки τо, без учета общего времени, затрачиваемого на удаление из емкости остатков жидкой и паровой фаз растворителя перед каждой операцией вакуумной осушки, τо=τэ+τвл+τр, где τэ - необходимая общая длительность удаления из канала сквозной микронеплотности растворимых закупоривающих загрязнений путем экстракции растворителем; τвл - необходимая общая длительность удаления из канала сквозной микронеплотности капиллярной влаги при вакуумной осушке; τр - необходимая общая длительность удаления из канала сквозной микронеплотности растворителя при вакуумной осушке. Длительность каждого периода воздействия растворителя и вакуумной осушки

Способ подготовки топливной емкости к контролю герметичности, при котором емкость помещают в герметичную камеру, из объемов камеры и емкости вакуумным насосом удаляют атмосферный воздух и затем выполняют обработку поверхностей емкости подаваемым через форсуночные устройства растворителем при условии равенства расходов подаваемого и удаляемого из объемов растворителя, отличающийся тем, что на первой стадии процесса подготовки производят обработку поверхностей емкости струями подогретого до допустимой температуры растворителя с общим расходом, обеспечивающим удаление поверхностных загрязнений и нагрев емкости до температуры подаваемого растворителя за технологически установленное время, а на последующей стадии периодически чередуют операции воздействия на поверхности мелкокапельно-распыленного растворителя с общим расходом, обеспечивающим поддержание на поверхностях емкости ламинарно-стекающей пленки растворителя, с операциями вакуумной осушки, а общая длительность операций периодической обработки τо, без учета общего времени, затрачиваемого на удаление из емкости остатков жидкой и паровой фаз растворителя перед каждой операцией вакуумной осушки,
τо=τэ+τвл+τр,
где
τэ - необходимая общая длительность удаления из канала сквозной микронеплотности растворимых закупоривающих загрязнений путем экстракции растворителем;
τвл - необходимая общая длительность удаления из канала сквозной микронеплотности капиллярной влаги при вакуумной осушке;
τр - необходимая общая длительность удаления из канала сквозной микронеплотности растворителя при вакуумной осушке;
при длительности каждого периода воздействия растворителя и вакуумной осушки

где
n - общее количество периодов воздействия, назначаемое из условия:

где
τуд - длительность удаления из объемов остатков жидкой и паровой фаз растворителя перед каждой операцией вакуумной осушки;
при этом длительность обработки растворителем τiэ и вакуумной осушки τiо в каждом периоде определяются

| УСТАНОВКА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ ЛЕТУЧИМИ РАСТВОРИТЕЛЯМИ | 2005 |
|
RU2293611C1 |
| СПОСОБ ОЧИСТКИ ИЗДЕЛИЙ РАСТВОРИТЕЛЯМИ | 2009 |
|
RU2399437C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОЧИСТКИ ИЗДЕЛИЙ ЛЕТУЧИМИ РАСТВОРИТЕЛЯМИ | 2000 |
|
RU2173221C1 |
| СПОСОБ ОЧИСТКИ ПОЛОСТЕЙ ИЗДЕЛИЯ | 2000 |
|
RU2172218C1 |
| СПОСОБ ОЧИСТКИ | 2010 |
|
RU2447958C1 |
| US 5304253 A, 19.04.1994 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ, СОДЕРЖАЩЕЙ НИКЕЛЬ | 1996 |
|
RU2095427C1 |

