Изобретение относится к области машиностроения, а именно к испытательной технике.
Развитие ракетно-космической техники сопровождается непрерывным повышением требований к герметичности систем и агрегатов. Для последних модификаций ракет-носителей уровень требований к основным элементам корпуса ракет, в том числе к днищам топливных баков эллиптической, сферической или конической формы, достигает значения показателя допустимой негерметичности - 1⋅10-5 л⋅мкм рт.ст./с (1,33⋅10-9 м3⋅Па/с). При этом столь высокие требования предъявляются к конструктивным элементам корпусов ракет, размеры которых измеряются многими метрами. Достижение высокой чувствительности при испытании на герметичность столь габаритных изделий представляет большую проблему. Еще более трудная задача - установление местонахождения дефектов герметичности для выполнения операций ремонта.
Известны способы контроля локальной негерметичности масс-спектрометрическими методами, регламентированные ОСТ 92-1527-89 «Изделия отрасли. Методы испытания на герметичность с применением масс-спектрометрических течеискателей»:
- метод «щупа»;
- метод обдува гелием;
- метод вакуумных присосок;
- метод накопления гелия в локальной камере.
Две причины ограничивают и препятствуют их применению при поиске негерметичностей малого порядка на крупногабаритных сборочных единицах, таких как днища топливных баков:
- высокая трудоемкость и малая производительность;
- недостаточная чувствительность и надежность контроля.
Поиск течей на изделиях с поверхностями, измеряемых десятками квадратных метров, требует многосуточных затрат времени, трудозатраты - до 100…200 н-час. Контроль проводится в среде окружающего атмосферного воздуха, содержащего пары влаги, пыли. Как показывают последние исследования, микронеплотности с проницаемостью ~1⋅10-5 л⋅мкм рт.ст./с (1,33⋅10-9 м3Па/с) теряют проницаемость за счет конденсации капиллярной влаги через 2…4 часа пребывания изделия в атмосфере с относительной влажностью 60,0…80,0%. Практическая чувствительность контроля не превышает 5⋅10-4 л⋅мкм рт.ст. (6,65⋅10-8 м3Па/с).
Наиболее близкими к предлагаемому изобретению по технической сущности и достигаемому эффекту является способы и устройства контроля зоны расположения дефекта герметичности методами вакуумной присоски и накопления гелия в локальной камере, регламентированные ОСТ 92-1527-89 «Изделия отрасли. Методы испытания на герметичность с применением масс-спектрометрических течеискателей». Однако эти способы, как уже указано выше, характеризуются недостаточной чувствительностью, надежностью и производительностью.
Контроль методом вакуумной присоски изделий с большими поверхностями - малопроизводителен, поскольку для перестановки присоски на новый участок контроля, герметизации с поверхностью изделия и достижения под ее поверхностью высокого вакуума требуется достаточно большое время, к тому же достижимая чувствительность в связи с трудностью герметизации ее на поверхности ограничена значением 1⋅10-3…5⋅10-4 л⋅мкм рт.ст./с. (1.33⋅10-7…6,65⋅10-8 м3Па/с).
Метод накопления гелия в локальной камере для установления зоны расположения дефекта требует многократной перестановки локальной камеры и герметизации ее на поверхности изделия, что также требует больших затрат труда и времени, а при ускорении процесса снижаются чувствительность контроля до значений - не выше 1⋅10-3…5⋅10-4 л⋅мкм рт.ст./с. (1.33⋅10-7…6,65⋅10-8) м3Па/с, а при длительном пребывании изделия в окружающем атмосферном воздухе снижается надежность контроля герметичности.
Технической проблемой, на решение которой направлено изобретение, является повышение чувствительности, надежности контроля герметичности, сокращение затрат труда и времени на поиск дефектов герметичности и повышение производительности испытаний.
Решение проблемы достигается тем, что в способе контроля герметичности эллиптических, сферических и конических днищ топливных баков жидкостных ракет, заключающемся в размещении изделия в вертикальном положении осевой линии на столе испытательной вакуумной камеры, герметичном соединении на столе нижнего торца изделия, установке и герметичном соединении на верхнем патрубке заглушки, подключении к внутреннему объему изделия магистрали подачи давления гелия или смеси гелия с воздухом, заключении изделия в объеме испытательной вакуумной камеры путем установки и герметизации на столе вакуумного колпака при строгом совмещении осей изделия и вакуумного колпака, откачке из объема испытательной камеры атмосферного воздуха и вакуумной откачке для достижения в ее объеме остаточного давления менее 5⋅10-5 мм рт.ст., нагружении изделия давлением гелия или смеси гелия с воздухом и регистрации утечки гелия в объем испытательной камеры масс-спектрометрическим течеискателем, согласно изобретению дополнительно обеспечивается возможность определения зоны расположения сквозной микронеплотности на поверхности контролируемого изделия путем использования двух локальных камер, покрывающих симметрично расположенные относительно осевой линии изделия сектора его поверхности и способных совместно последовательно, пошагово перемещаться по поверхности изделия поворотом вокруг его оси, создавая герметичное соединение с поверхностью изделия после каждого шага последовательного перемещения, причем после совместного с каждым последующим шагом поворота локальных камер вокруг осевой линии на угол  где s - площадь поверхности, покрываемая каждой локальной камерой, и Sо - общая поверхность контролируемого изделия, и после герметизации у поверхности изделия объемы локальных камер гибкими вакуумпроводами соединяют с вакуумной системой масс-спектрометрического течеискателя, при этом выполняют контроль герметичности части общей поверхности изделия, покрываемой локальными камерами, причем для локального инспектирования всей поверхности изделия операцию повторяют до
где s - площадь поверхности, покрываемая каждой локальной камерой, и Sо - общая поверхность контролируемого изделия, и после герметизации у поверхности изделия объемы локальных камер гибкими вакуумпроводами соединяют с вакуумной системой масс-спектрометрического течеискателя, при этом выполняют контроль герметичности части общей поверхности изделия, покрываемой локальными камерами, причем для локального инспектирования всей поверхности изделия операцию повторяют до  а для более точного установления местонахождения дефекта герметичности на поверхности изделия, покрываемой локальной камерой, выполняют операцию контроля концентрации накопленного гелия в локальных долях ее объема.
а для более точного установления местонахождения дефекта герметичности на поверхности изделия, покрываемой локальной камерой, выполняют операцию контроля концентрации накопленного гелия в локальных долях ее объема.
А также применением устройства контроля герметичности эллиптических, сферических и конических днищ топливных баков жидкостных ракет, включающего испытательную вакуумную камеру в составе монтажного стола для размещения контролируемого изделия с вертикальным положением его оси и вакуумного колпака, устройство герметизации нижнего торца изделия и заглушку для герметизации его верхнего патрубка, систему подачи в объем изделия гелия или смеси гелия с воздухом, систему вакуумной откачки объема испытательной камеры и систему контроля герметичности изделия масс-спектрометрическим течеискателем, характеризующегося тем, что оно дополнительно содержит две локальные камеры, несущие оболочки которых должны быть сформированы эквидистантно к поверхности изделия с возможностью покрывать симметрично расположенные относительно осевой линии изделия сектора его поверхности, закрепленные на механизме, обеспечивающем возможность вертикального вдоль оси изделия подъема камер над поверхностью изделия, совместный пошаговый поворот вокруг оси на угол  где s - площадь поверхности, покрываемая каждой локальной камерой, и Sо - общая поверхность контролируемого изделия, опускание камер к поверхности изделия и последующий прижим их к поверхности для обеспечения герметичного соединения за счет деформации эластичных уплотнительных кольцевых прокладок, смонтированных по периметру локальных камер, причем на поверхности каждой локальной камеры равномерно расположены контрольные штуцеры, обеспечивающие доступ иглы контрольного щупа-натекателя, подключенного к системе масс-спектрометрического течеискателя с помощью гибкого вакуумпровода с клапаном, к ее внутреннему объему через отверстия ∅ 1,0…1,5 мм, снабженные технологическими заглушками, а рекомендуемое количество контрольных штуцеров -
где s - площадь поверхности, покрываемая каждой локальной камерой, и Sо - общая поверхность контролируемого изделия, опускание камер к поверхности изделия и последующий прижим их к поверхности для обеспечения герметичного соединения за счет деформации эластичных уплотнительных кольцевых прокладок, смонтированных по периметру локальных камер, причем на поверхности каждой локальной камеры равномерно расположены контрольные штуцеры, обеспечивающие доступ иглы контрольного щупа-натекателя, подключенного к системе масс-спектрометрического течеискателя с помощью гибкого вакуумпровода с клапаном, к ее внутреннему объему через отверстия ∅ 1,0…1,5 мм, снабженные технологическими заглушками, а рекомендуемое количество контрольных штуцеров -  где: sk - минимальная площадь поверхности изделия под периметром локальной камеры, на которой уверенно может быть установлено местонахождение сквозной микронеплотности при контроле концентрации накопленного гелия в локальных долях ее объема, через отверстия контрольных штуцеров, объемы каждой из локальных камер имеют возможность соединяться с системой масс-спектрометрического течеискателя с помощью гибких вакуумпроводов, кроме того, напуск контролируемого газа в течеискатель из объема испытательной камеры и объемов локальных камер производится через криогенный цеолитовый фильтр, а механизм вертикального подъема, опускания и поворота локальных камер вокруг оси шарнирно по оси изделия соединен с П-образной силовой опорой, шарнирно соединяющей локальные камеры в центре каждой из них, причем механизм включает пневмоцилиндр, обеспечивающий осевые вертикальные перемещения П-образной опоры вместе с локальными камерами, силовой шток которого передает усилие через осевой шариковый подшипник, верхняя пята которого неподвижно связана с силовым штоком пневмоцилиндра, а нижняя поворотная пята шарикового подшипника шарнирно связана с П-образной силовой опорой, кроме того, в полом объеме силового штока смонтирован шаговый двигатель, передача вращающего момента от которого к нижней поворотной пяте осуществляется с помощью магнитной муфты, а для герметизации устройства осевого перемещения верхняя пята шарикового подшипника соединена с корпусом вакуумного колпака с помощью сильфона.
где: sk - минимальная площадь поверхности изделия под периметром локальной камеры, на которой уверенно может быть установлено местонахождение сквозной микронеплотности при контроле концентрации накопленного гелия в локальных долях ее объема, через отверстия контрольных штуцеров, объемы каждой из локальных камер имеют возможность соединяться с системой масс-спектрометрического течеискателя с помощью гибких вакуумпроводов, кроме того, напуск контролируемого газа в течеискатель из объема испытательной камеры и объемов локальных камер производится через криогенный цеолитовый фильтр, а механизм вертикального подъема, опускания и поворота локальных камер вокруг оси шарнирно по оси изделия соединен с П-образной силовой опорой, шарнирно соединяющей локальные камеры в центре каждой из них, причем механизм включает пневмоцилиндр, обеспечивающий осевые вертикальные перемещения П-образной опоры вместе с локальными камерами, силовой шток которого передает усилие через осевой шариковый подшипник, верхняя пята которого неподвижно связана с силовым штоком пневмоцилиндра, а нижняя поворотная пята шарикового подшипника шарнирно связана с П-образной силовой опорой, кроме того, в полом объеме силового штока смонтирован шаговый двигатель, передача вращающего момента от которого к нижней поворотной пяте осуществляется с помощью магнитной муфты, а для герметизации устройства осевого перемещения верхняя пята шарикового подшипника соединена с корпусом вакуумного колпака с помощью сильфона.
Отличительными признаками предлагаемого способа являются:
- возможность контроля общей герметичности изделия (днища топливного бака жидкостной ракеты) и последующего установления зоны эллиптической, сферической или конической поверхности днища топливного бака, на которой располагается дефект герметичности, благодаря использованию двух локальных камер, способных совместно последовательно, пошагово перемещаться по поверхности изделия поворотом вокруг оси изделия, покрывая в каждом последовательном положении симметрично расположенные относительно осевой линии изделия сектора его поверхности;
- возможность более точного установления местонахождения дефекта герметичности на поверхности изделия, покрываемой локальной камерой, достигаемого выполнением операции контроля концентрации накопленного гелия в локальных долях ее объема.
Благодаря указанным отличиям достигаются повышение чувствительности, надежности контроля локальной герметичности, сокращаются затраты труда и времени на поиск дефектов герметичности и повышается производительность испытаний.
Повышение чувствительности и надежности контроля при поиске локальной герметичности в сравнении с традиционной технологией поиска способами вакуумных присосок, накопления гелия в локальной камере, обдува гелием достигается уменьшения фоновых потоков гелия, вызванных негерметичностью в стыке присосок с поверхностью изделия, исключения контакта поверхности изделия с атмосферным воздухом, содержащим влагу и другие производственные загрязнения (пыль, пары летучих веществ и т.п.), что способно вызывать потерю проницаемости сквозных микронеплотностей малого размера.
Сокращение трудозатрат, времени на поиск местоположения течи обусловлено механизацией и возможной автоматизацией технологического процесса, благодаря этому же значительно увеличивается производительность работ по поиску течей.
Отличительными признаками предлагаемого устройства являются:
- наличие двух дополнительных локальных камер, несущие оболочки которых сформированы эквидистантно к поверхности изделия, способных покрывать симметрично расположенные относительно осевой линии сектора поверхности изделия, закрепленных на устройстве, обеспечивающем возможность вертикального вдоль оси изделия подъема камер над поверхностью изделия, пошаговый поворот вокруг оси на угол  опускание камер к поверхности изделия и последующего прижима их к поверхности для обеспечения герметичного соединения за счет деформации эластичных уплотнительных кольцевых прокладок, смонтированных по периметру локальных камер, объемы каждой из которых после герметизации на поверхности изделия соединяются с системой масс-спектрометрического течеискателя с помощью гибких вакуумпроводов, обеспечивая возможность контроля герметичности участков поверхности изделия, расположенных под поверхностями локальных камер;
опускание камер к поверхности изделия и последующего прижима их к поверхности для обеспечения герметичного соединения за счет деформации эластичных уплотнительных кольцевых прокладок, смонтированных по периметру локальных камер, объемы каждой из которых после герметизации на поверхности изделия соединяются с системой масс-спектрометрического течеискателя с помощью гибких вакуумпроводов, обеспечивая возможность контроля герметичности участков поверхности изделия, расположенных под поверхностями локальных камер;
- наличие механизма совместного вертикального подъема, опускания и пошагового поворота на угол  локальных камер вокруг оси; смонтированного в верхней части вакуумного колпака, обеспечивающего осевые вертикальные перемещения П-образной опоры вместе с локальными камерами при подаче давления воздуха на верхнюю или нижнюю поверхность пневмопоршня;
локальных камер вокруг оси; смонтированного в верхней части вакуумного колпака, обеспечивающего осевые вертикальные перемещения П-образной опоры вместе с локальными камерами при подаче давления воздуха на верхнюю или нижнюю поверхность пневмопоршня;
- наличие П-образной силовой опоры по оси изделия, шарнирно соединяющей локальные камеры в центре каждой из них;
- наличие на поверхности локальных камер контрольных штуцеров для более точного установления зоны расположения дефекта герметичности;
- наличие в системе напуска в масс-спектрометрический течеискатель анализируемого газа из объема испытательной камеры и объемов локальных камер криогенного цеолитового фильтра, обеспечивающего сепарацию гелия от других сопутствующих газов (компонентов воздуха, влаги, других газов и паров, десорбирующихся с поверхностей вакуумной системы), благодаря чему существенно увеличивается чувствительность контроля герметичности;
- наличие на вакуумном колпаке технологического люка с герметичной крышкой для доступа оператора к контрольным штуцерам на поверхностях локальных камер.
Таким образом, предлагаемый способ и устройство контроля герметичности эллиптических, шаровых и конических днищ топливных баков жидкостных ракет-носителей позволяет в значительной степени повысить надежность и чувствительность контроля, снизить затраты труда и времени на поиск зоны расположения дефекта. Предлагаемые решения могут быть также практически реализованы в процессах испытаний эллиптических, сферических и конических днищ, составляющих основу конструкций емкостей в авиастроении, судостроении, изготовлении герметичных конструкций в химической, ядерно-энергетической и других отраслях промышленности.
Заявляемое решение может быть промышленно применимо, т.к. может быть изготовлено промышленным способом, осуществимо и воспроизводимо, следовательно, оно соответствует условию патентоспособности - «промышленная применимость».
Сравнение заявляемого технического решения с уровнем техники по научно-технической литературе и патентным источникам показывает, что совокупность существенных признаков заявленного решения не была известна. Следовательно, оно соответствует условию патентоспособности - «новизна».
Анализ известных технических решений в данной области техники показывает, что предлагаемое устройство имеет признаки, которые отсутствуют в известных технических решениях, а использование их в заявленной совокупности признаков дает возможность получить новый технический эффект, следовательно, предлагаемое техническое решение имеет изобретательский уровень по сравнению с существующим уровнем техники.
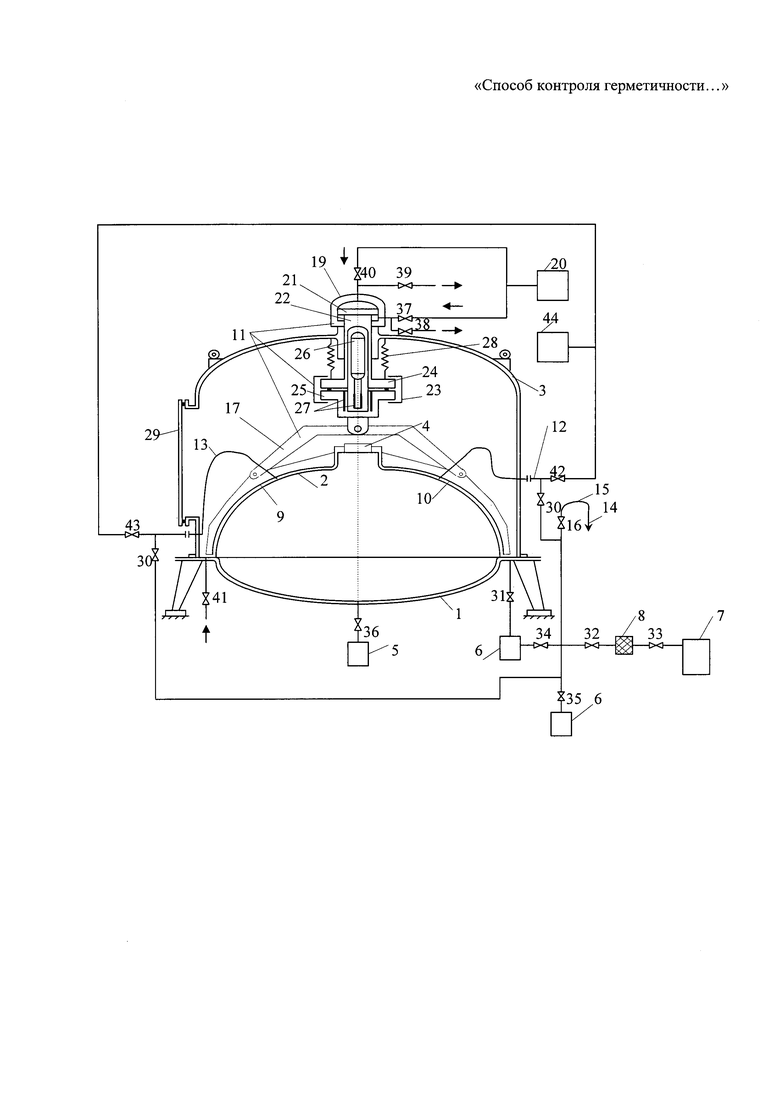
Изобретение иллюстрируется чертежом, где показана схема устройства контроля герметичности днищ топливных баков жидкостной ракеты-носителя, позволяющего выполнить измерение ее общей негерметичности с чувствительностью до ~1⋅10-4…1⋅10-5 л⋅мкм рт.ст./с (1,33⋅10-8…1,33⋅10-9 м3Па/с) и провести оперативный поиск области местоположения дефекта (дефектов герметичности, если их несколько).
Устройство содержит испытательную вакуумную камеру в составе монтажного стола 1 для размещения контролируемого изделия 2 с вертикальным положением его оси и вакуумный колпак 3, устройство герметизации нижнего торца изделия на монтажном столе (на схеме не показано) и заглушку для герметизации верхнего патрубка 4, систему подачи в объем изделия давления контрольного газа 5, систему вакуумной откачки испытательной камеры 6 и систему контроля герметичности изделия масс-спектрометрическим течеискателем 7, с установленным на линии напуска анализируемого газа криогенным цеолитовым фильтром 8.
Устройство дополнительно содержит две локальные камеры 9 и 10, несущие оболочки которых сформированы эквидистантно к поверхности изделия 2, способные покрывать симметрично расположенные относительно осевой линии изделия сектора его поверхности, которые закреплены на механизме 11, обеспечивающем возможность вертикального вдоль оси изделия 2 подъема камер 9, 10 над поверхностью изделия, пошаговый поворот вокруг оси на угол  где s - площадь поверхности, покрываемая каждой локальной камерой и Sо - общая поверхность контролируемого изделия, опускание камер к поверхности изделия и последующего прижима их к поверхности для обеспечения герметичного соединения за счет деформации эластичных уплотнительных кольцевых прокладок (на схеме не показаны), смонтированных по периметру локальных камер. После герметизации локальных камер 9, 10 на поверхности изделия объемы каждой из них соединяются с системой масс-спектрометрического течеискателя 7 с помощью гибких вакуумпроводов 12 и 13. При этом обеспечивается возможность контроля герметичности участков поверхности изделия, расположенных под поверхностями локальных камер 9 и 10. Система масс-спектрометрического течеискателя 7 включает также игольчатый щуп-натекатель 14, подключаемый к системе через гибкий вакуумпровод 15 с клапаном 16.
где s - площадь поверхности, покрываемая каждой локальной камерой и Sо - общая поверхность контролируемого изделия, опускание камер к поверхности изделия и последующего прижима их к поверхности для обеспечения герметичного соединения за счет деформации эластичных уплотнительных кольцевых прокладок (на схеме не показаны), смонтированных по периметру локальных камер. После герметизации локальных камер 9, 10 на поверхности изделия объемы каждой из них соединяются с системой масс-спектрометрического течеискателя 7 с помощью гибких вакуумпроводов 12 и 13. При этом обеспечивается возможность контроля герметичности участков поверхности изделия, расположенных под поверхностями локальных камер 9 и 10. Система масс-спектрометрического течеискателя 7 включает также игольчатый щуп-натекатель 14, подключаемый к системе через гибкий вакуумпровод 15 с клапаном 16.
П-образная силовая опора 17 шарнирно соединяет локальные камеры 9, 10 в центре каждой из них, Опора 17 также шарнирно по оси изделия соединена с механизмом 11 ее перемещения вдоль оси и поворота вокруг оси, смонтированным и закрепленном в верхней части вакуумного колпака 3. Механизм 11 включает пневмоцилиндр 19, обеспечивающий осевые вертикальные перемещения П-образной опоры 17 вместе с локальными камерами 9 и 10 при подаче давления воздуха от пневмопульта 20 на верхнюю или нижнюю поверхность пневмопоршня 21, шток которого 22 передает усилие через механизм осевого вращения 23. Механизм 23 включает осевой шариковый подшипник, верхняя пята которого 24 неподвижно связана с силовым штоком 22 пневмоцилиндра 19, а нижняя поворотная пята шарикового подшипника 25 шарнирно связана с П-образной силовой опорой 17. На опоре 17 шарнирно закреплены две локальные камеры 9 и 10. В полом объеме силового штока 22 смонтирован шаговый двигатель 26, передача вращающего момента от которого к нижней поворотной пяте 25 осуществляется с помощью магнитной муфты 27. Для герметизации устройства осевого перемещения верхняя пята шарикового подшипника 24 соединена с корпусом вакуумного колпака 3 с помощью сильфона 28.
Вакуумный колпак 3 включает технологический люк с герметичной крышкой 29 для доступа оператора к контрольным штуцерам на поверхностях локальных камер.
На поверхности каждой локальной камеры равномерно расположены контрольные штуцеры (на чертеже не показаны), обеспечивающие доступ иглы контрольного щупа-натекателя 14 к ее внутреннему объему через отверстия ∅ 1,0…1,5 мм и снабженные технологическими заглушками (на схеме не показаны). Диаметр отверстий ∅ 1,0…1,5 мм обеспечивает возможность проникновения в объем локальной камеры щупа 14. Рекомендуемое количество контрольных штуцеров -  где sk - минимальная площадь поверхности изделия под периметром локальной камеры, на которой уверенно может быть установлено местонахождение сквозной микронеплотности при контроле концентрации накопленного гелия в локальных долях ее объема через отверстия контрольных штуцеров.
где sk - минимальная площадь поверхности изделия под периметром локальной камеры, на которой уверенно может быть установлено местонахождение сквозной микронеплотности при контроле концентрации накопленного гелия в локальных долях ее объема через отверстия контрольных штуцеров.
Способ контроля герметичности реализуется следующим образом.
Контролируемое изделие - днище топливного бака жидкостной ракеты 2 устанавливается на столе 1 вакуумной испытательной камеры и герметично соединяется с ним по нижнему торцу. Затем заглушкой 4 герметизируется верхний патрубок днища.
Внутренний объем изделия подключается к системе подачи давления контрольного газа 5. Вакуумный колпак 3 с механизмом 11 вертикального подъема, опускания и поворота вокруг оси П-образной опоры 7 и локальными камерами 9 и 10 с помощью крана устанавливается на монтажный стол 1 при строгом совмещении осей изделия и вакуумного колпака. При этом поршень 21 гидроцилиндра находится в крайнем верхнем положении) и затем герметизируется по нижнему торцу. Гибкие вакуумпроводы 12 и 13 подключаются через клапаны 30, 32, криогенный цеолитовый фильтр 8 и клапан 33 к вакуумной системе контроля герметичности масс-спектрометрическим течеискателем 7. Из объема испытательной камеры 1, 3 насосной группой 6 через клапаны 31, 34 и 35 удаляется атмосферный воздух, и производится откачка до остаточного давления не более 5⋅10-5 мм рт.ст. Через клапаны 32 и 33 объем испытательной камеры соединяется с вакуумной системой масс-спектрометрического течеискателя 7. Цеолитовый фильтр 8 захолаживается жидким азотом. Внутренний объем изделия заполняется от пневмопульта 5 через клапан 36 контрольным газом при избыточным давлении, равном испытательному, и масс-спектрометрическим течеискателем 7 регистрируется и измеряется поток гелия, проникающий в объем испытательной камеры через сквозные микронеплотности контролируемого изделия.
Если измеренный поток контрольного газа превышает допустимое значение, приступают к поиску зоны расположения сквозной микронеплотности (сквозных микронеплотностей, если их несколько) на поверхности изделия. Для этого переводят П-образную опору 17 с локальными камерами 9 и 10 в крайнее нижнее положение от пневмопульта 20 открытием клапана 40 при закрытом клапане 39, открытием клапана 38 при закрытом клапане 37. При этом эластичные уплотнения локальных камер приходят в соприкосновение в поверхностью изделия и деформируются, обеспечивая герметичный контакт. Клапан 31 закрывается и открываются клапаны 30. Течеискатель 7 регистрирует поток гелия из объемов локальных камер 9 и затем 10. Если негерметичность не обнаружена, изменяют положения локальных камер на поверхности изделия. Для этого предварительно производят подъем локальных камер над поверхностью изделия, закрыв клапаны 40, 38 и открыв клапан 39, тем самым сбросив давление воздуха из верхней камеры пневмоцилиндра 19 и затем подав давление воздуха в нижнюю камеру пневмоцилиндра 19 открытием клапана 37 при закрытом клапане 38. После подъема выполняют поворот П-образной опоры 17 вокруг оси изделия на угол  для чего включают шаговый двигатель 26 и магнитную муфту 27. После поворота вновь опускают П-образную опору 17 с локальными камерами 9 и 10 открытием клапанов 40 и 38 при закрытии клапанов 39 и 37 до соприкосновения с поверхностью изделия 2 и герметизации. Течеискателем 7 регистрируют и измеряют потоки контрольного газа из объемов, ограниченных каждой локальной камерой. Операции повторяют до тех пор, пока не будет установлена зона расположения сквозной микронеплотности (микронеплотностей, если их несколько). Если при контроле под какой-нибудь из локальных камер зарегистрирована негерметичность, превышающая допустимое значение, приступают к операции более точного установления ее местонахождения под периметром локальной камеры. Для этого закрытием клапанов 31 и 30 отключают объемы испытательной камеры и локальных камер от средств откачки, и открытием клапана 41 производят напуск атмосферного воздуха в объем испытательной камеры, а открытием клапанов 42 и 43 от пневмопульта 44 производят напуск сухого (точка росы ниже - -40°C), чистого (класс чистоты 1 по ОСТ 92-1577-78 «Воздух сжатый и азот газообразный. Технические требования и методы контроля») воздуха в объемы локальных камер до атмосферного давления при сохранении избыточного испытательного давления контрольного газа в объеме контролируемого изделия и производят выдержку в течение времени τн, с
для чего включают шаговый двигатель 26 и магнитную муфту 27. После поворота вновь опускают П-образную опору 17 с локальными камерами 9 и 10 открытием клапанов 40 и 38 при закрытии клапанов 39 и 37 до соприкосновения с поверхностью изделия 2 и герметизации. Течеискателем 7 регистрируют и измеряют потоки контрольного газа из объемов, ограниченных каждой локальной камерой. Операции повторяют до тех пор, пока не будет установлена зона расположения сквозной микронеплотности (микронеплотностей, если их несколько). Если при контроле под какой-нибудь из локальных камер зарегистрирована негерметичность, превышающая допустимое значение, приступают к операции более точного установления ее местонахождения под периметром локальной камеры. Для этого закрытием клапанов 31 и 30 отключают объемы испытательной камеры и локальных камер от средств откачки, и открытием клапана 41 производят напуск атмосферного воздуха в объем испытательной камеры, а открытием клапанов 42 и 43 от пневмопульта 44 производят напуск сухого (точка росы ниже - -40°C), чистого (класс чистоты 1 по ОСТ 92-1577-78 «Воздух сжатый и азот газообразный. Технические требования и методы контроля») воздуха в объемы локальных камер до атмосферного давления при сохранении избыточного испытательного давления контрольного газа в объеме контролируемого изделия и производят выдержку в течение времени τн, с
где q - величина негерметичности изделия, установленная при контроле с использованием локальной камеры, л⋅мкм рт.ст./с;
 - объем контролируемой доли (зоны) общего внутреннего объема V, л каждой локальной камеры, л;
- объем контролируемой доли (зоны) общего внутреннего объема V, л каждой локальной камеры, л;
N - количество контролируемых зон под поверхностью каждой локальной камеры, равное количеству контрольных штуцеров на поверхности каждой локальной камеры, ед.;
C - объемная концентрация гелия в контрольном газе, %;
Pmin=(1,5…2,0)⋅Cф⋅Pa - минимальное парциальное давление гелия, надежно регистрируемое течеискателем на фоне его атмосферного содержания, мкм рт.ст., где:
Cф=5⋅10-6 - содержание гелия в атмосферном воздухе, ед.;
Pa=0,76⋅106 - нормальное значение давления атмосферного воздуха, мкм рт.ст.
и по истечении времени τн открывают контрольный люк 29 вакуумного колпака, проникают в его внутренний объем и с помощью игольчатого щупа-натекателя 14, сообщенного с системой течеискателя 7 через клапаны 16, 32, 33 и криогенный цеолитовый фильтр 8 производят измерение содержания фактически накопленного при поступлении из микронеплотности гелия по всем контролируемым зонам (долям внутреннего объема) локальной камеры, путем обследования через каждый из контрольных штуцеров на поверхности локальной камеры (на схеме не показаны), после предварительного удаления технологических заглушек (на схеме не показаны); наиболее точное расположение сквозной микронеплотности определяют в области зоны, для которой при обследовании зарегистрирована максимальная концентрация гелия.
Пример конкретного выполнения способа приведен ниже.
Необходимо выполнить испытания на герметичность днища топливного бака жидкостной ракеты с установлением зоны местонахождения сквозной микронеплотности.
Исходные данные:
1. Днище эллиптической конструкции.
2. Размеры днища:
- диаметр нижнего торца днища dнт=3000,0 мм;
- диаметр верхнего патрубка dвп=350,0 мм;
- высота днища h=2500,0 мм;
- площадь наружной поверхности днища S=13,5⋅106 мм2=13,5 м2.
3. Размеры локальных камер.
- периметр нижнего торца - 0,27 м;
- периметр верхнего торца - 0,055 м;
- периметр меридиональный - 4,5 м;
- площадь поверхности изделия, перекрываемый локальной камерой - 1,21 м2;
- угловой шаг кругового перемещения локальных камер 
- необходимое максимальное количество угловых поворотов локальных камер для охвата всей контролируемой поверхности изделия 
- количество контрольных штуцеров на поверхности локальной камеры исходя из размера площади контролируемой зоны под периметром локальной камеры sк=0,04 м2:
- объем локальной камеры под герметичным периметром уплотнительной прокладки - Vлк=S0⋅δ=1,21⋅0,01=0,0121 м3=12,1 л; δ=0,01 м - зазор между поверхностями изделия и локальной камеры;
- объем контролируемой зоны под периметром уплотнительной прокладки локальной камеры 
4. Размеры испытательной камеры:
- внутренний диаметр - dк=3500 мм;
- высота камеры hk=3500 мм.
5. Условия контроля:
- метод контроля герметичности - вакуумный масс-спектрометрический;
- давление испытания (избыточное) P=0,5 МПа;
- контрольный газ - смесь гелия с воздухом с объемной концентрацией гелия - 80,0%;
- допустимая негерметичность днища Qдоп=5⋅10-5 л⋅мкм рт.ст./с (6,65⋅10-9 м3Па/с);
- при обнаружении общей негерметичности днища, превышающей допустимое значение, необходимо установить зону местонахождения дефекта на поверхности изделия.
6. Для решения задачи используется предложенное выше устройство.
Контроль герметичности обечайки выполняется следующим образом.
Контролируемое изделие 2 устанавливается на столе 1 вакуумной испытательной камеры и герметично соединяется с ним по нижнему торцу. Затем заглушкой 4 герметизируется верхний патрубок днища. Внутренний объем изделия подключается к системе подачи давления контрольного газа 5.
Вакуумный колпак 3 с устройством вертикального подъема, опускания и поворота вокруг оси 11, П-образной опорой 17 и локальными камерами 9 и 10 с помощью крана устанавливается на монтажный стол 1 при строгом совмещении осей изделия и вакуумного колпака (при этом поршень 21 гидроцилиндра находится в крайнем верхнем положении) и затем герметизируется по нижнему торцу. Гибкие вакуумпроводы 12 и 13 подключаются через клапаны 30 и 32, криогенный цеолитовый фильтр 8 и клапан 33 к вакуумной системе контроля герметичности масс-спектрометрическим течеискателем 7. Из объема испытательной камеры 1, 3 насосной группой 6 через клапаны 31, 34 и 35 удаляется атмосферный воздух, и производится откачка до остаточного давления не более 5⋅10-5 мм рт.ст. Через клапаны 32 и 33, цеолитовый фильтр 8 объем испытательной камеры соединяется с вакуумной системой масс-спектрометрического течеискателя 7. Цеолитовый фильтр 8 захолаживается жидким азотом. Внутренний объем изделия заполняется от пневмопульта 5 через клапан 36 контрольным газом (смесью гелия с воздухом объемной концентрацией 80%) при избыточным давлении 0,5 МПа, и масс-спектрометрическим течеискателем 7 регистрируется и измеряется поток гелия, проникающий в объем испытательной камеры через сквозные микронеплотности контролируемого изделия.
При контроле обнаружена и измерена величина общей негерметичности Q=1⋅10-4 л⋅мкм рт.ст./с (1,33⋅10-8 м3Па/с), большая допустимого значения. Поэтому предприняты меры обнаружения ее местонахождения.
Для этого переводят П-образную опору 17 с локальными камерами 9 и 10 в крайнее нижнее положение от пневмопульта 20 открытием клапана 38 при закрытом клапане 37, открытием клапана 40 при закрытом клапане 39. При этом эластичные уплотнения локальных камер приходят в соприкосновение в поверхностью изделия и деформируются, обеспечивая герметичный контакт. Клапан 31 закрывается и открываются клапаны 30. При этом течеискатель 7 регистрирует потоки гелия из объемов локальных камер 9 и затем 10. Если негерметичность не установлена, изменяют положения локальных камер на поверхности изделия. Для этого предварительно производят подъем локальных камер над поверхностью изделия, закрыв клапаны 40, 38 и открыв клапан 39, тем самым сбросив давление воздуха из верхней камеры пневмоцилиндра 19, и затем подав давление воздуха в нижнюю камеру пневмоцилиндра 19 открытием клапана 37 при закрытом клапане 38. После подъема выполняют поворот П-образной опоры 17 вокруг оси изделия на угол α=64,53 град., для чего включают шаговый двигатель 26 и магнитную муфту 27. После поворота вновь опускают П-образную опору 17 с локальными камерами 9 и 10 открытием клапанов 40 и 38 при закрытии клапанов 39 и 37 до соприкосновения с поверхностью изделия 2 и герметизации. Течеискателем 7 регистрируют и измеряют потоки контрольного газа из объемов, ограниченных каждой локальной камерой. Операции повторяют до тех пор, пока не будет установлена зона расположения сквозной микронеплотности (микронеплотностей, если их несколько).
На четвертом угловом шаге под одной из локальных камер зарегистрирована негерметичность Q=1⋅10-4 л мкм рт.ст. (1,33⋅10-8 м3Па/с), превышающая допустимое значение Qдоп=5⋅10-5 л⋅мкм рт.ст./с (6,65⋅10-9 м3Па/с), поэтому приступают к операции более точного установления ее местонахождения под периметром локальной камеры. Для этого закрытием клапанов 31 и 30 отключают объемы испытательной камеры и локальных камер от средств откачки, и открытием клапана 41 производят напуск атмосферного воздуха в объем испытательной камеры, а открытием клапанов 42 или 43 от пневмопульта 44 производят напуск сухого (точка росы ниже - -40°C), чистого (класс чистоты 1 по ОСТ 92-1577-78 «Воздух сжатый и азот газообразный. Технические требования и методы контроля») воздуха в объемы локальных камер до атмосферного давления при сохранении избыточного испытательного давления контрольного газа в объеме контролируемого изделия, и производят выдержку в течение времени τн, с:

После выдержки в течение времени τн≈16 час приступают к более точному установлению зоны расположения дефекта герметичности под периметром локальной камеры. Для этого открывают крышку 29 люка колпака 3, оператор проникает в объем испытательной камеры 1, 3 и при функционирующей системе течеискания - течеискатель 7, вакуумный насос 6, открытые клапаны 35, 32, 33 и криогенный цеолитовый фильтр 8 - после открытия клапана 16 с помощью игольчатого щупа-натекателя 14 производят обследование на предмет обнаружения гелия в объеме локальной камеры систематически и последовательно через все контрольные штуцера на поверхности локальной камеры, открывая на время контроля заглушку каждого из них. В таблице приведены значения реакции масс-спектрометрического течеискателя при обследования через каждый из контрольных штуцеров и измеренная концентрация гелия в контролируемой доле объема локальной камеры. Парциальное давление гелия в контролируемой доле локальной камеры Pki вычислялась по соотношению
где αoi - фоновая реакция течеискателя, в;
αi - реакция течеискателя на парциальное давление и гелия в i-й контролируемой доле объема локальной камеры, в;
αк - реакция течеискателя парциальное давление гелия Pk в контрольном сосуде, в;
Pk=50 мкм рт.ст. - эталонное парциальное давление гелия в контрольном сосуде.
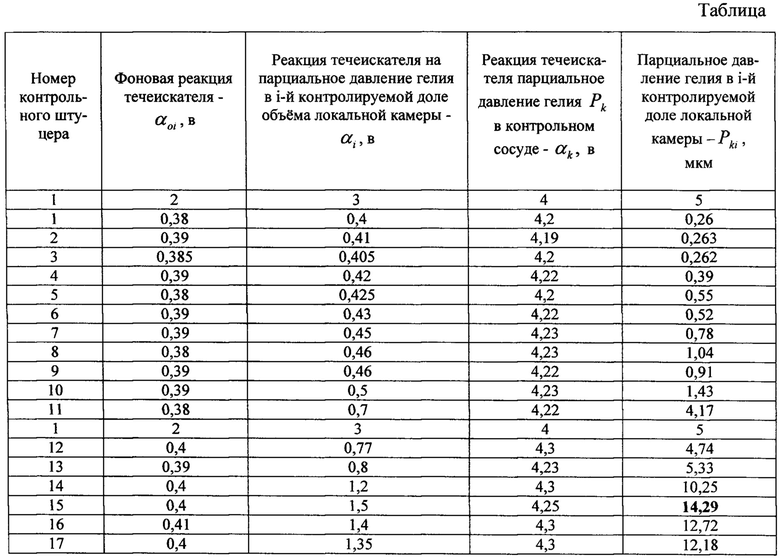
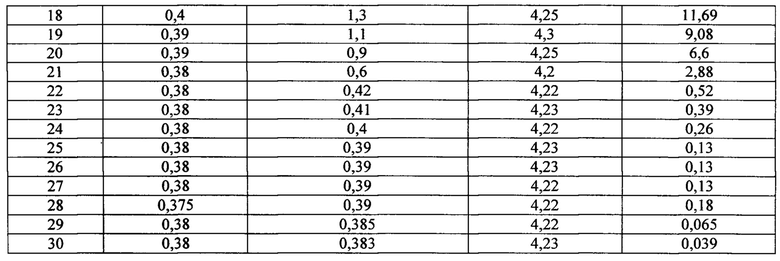
Как это видно, по результатам испытания, искомое местонахождение сквозной микронеплотности Q=1⋅10-4 л мкм рт.ст. (1,33⋅10-8 м3Па/с) - в районе 15-го контрольного штуцера на площади sk≈0,04 м2.
Установление местонахождения такой течи на поверхности sk≈0,04 м2 традиционным методом щупа вполне возможно за максимально короткий период поиска - 15…20 минут.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройство контроля герметичности цилиндрических обечаек корпусов жидкостных ракет | 2016 |
|
RU2617567C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ЭЛЕМЕНТОВ КОРПУСА ИЗДЕЛИЯ | 2015 |
|
RU2599409C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | 2003 |
|
RU2313772C2 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2225048C2 |
| СПОСОБ ИСПЫТАНИЯ ИЗДЕЛИЯ НА ГЕРМЕТИЧНОСТЬ | 2013 |
|
RU2523053C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ | 2013 |
|
RU2523056C1 |
| СПОСОБ ПОДГОТОВКИ ИЗДЕЛИЙ К ИСПЫТАНИЯМ НА ГЕРМЕТИЧНОСТЬ | 2014 |
|
RU2555041C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2001 |
|
RU2213945C2 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1991 |
|
RU2025681C1 |
| Способ контроля герметичности керамических незамкнутых оболочек | 2024 |
|
RU2838838C1 |
Изобретение относится к области испытаний на герметичность и может быть использовано для контроля герметичности днищ топливных баков жидкостных ракет. Сущность: изделие (2) размещают в испытательной вакуумной камере, состоящей из монтажного стола (1) и вакуумного колпака (3). Заглушкой (4) герметизируют верхний патрубок изделия (2). С помощью системы (6) вакуумной откачки из объема испытательной вакуумной камеры откачивают атмосферный воздух. С помощью системы (5) подачи в объем изделия контрольного газа изделие (2) заполняют гелием или смесью гелия с воздухом. Регистрируют утечку гелия в объем испытательной вакуумной камеры масс-спектрометрическим течеискателем (7). Если измеренный поток контрольного газа превышает допустимое значение, приступают к поиску зоны сквозной микронеплотности. Для этого используют две локальные камеры (9, 10), покрывающие симметричные относительно осевой линии изделия (2) сектора его поверхности. Локальные камеры (9, 10) выполнены способными пошагово перемещаться по поверхности изделия (2), создавая герметичное соединение с поверхностью изделия (2) после каждого шага перемещения. После каждого перемещения локальных камер (9, 10) и после герметизации у поверхности изделия (2) объемы локальных камер (9, 10) гибкими вакуумпроводами (12, 13) соединяют с системой масс-спектрометрического течеискателя (7). Выполняют контроль герметичности части поверхности изделия (2), покрываемой локальными камерами (9, 10). При этом для локального инспектирования всей поверхности изделия (2) операцию повторяют необходимое количество раз, а для более точного установления местонахождения дефекта герметичности на поверхности изделия (2), покрываемой локальной камерой, выполняют операцию контроля концентрации накопленного гелия в локальных долях ее объема. Технический результат: повышение чувствительности контроля, сокращение затрат труда и времени, повышение производительности испытаний. 2 н.п. ф-лы, 1 ил.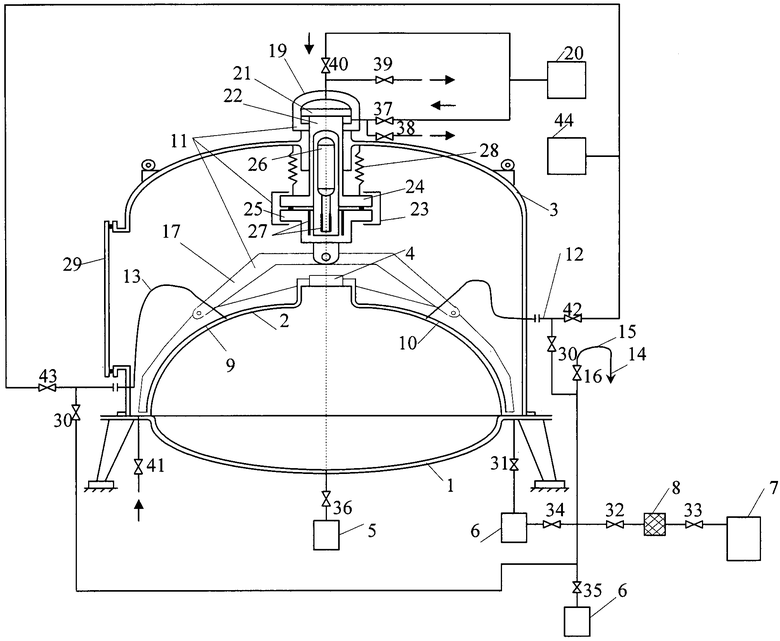
1. Способ контроля герметичности днищ топливных баков жидкостных ракет, заключающийся в размещении изделия в вертикальном положении осевой линии на столе испытательной вакуумной камеры, герметичном соединении на столе нижнего торца изделия, установке и герметичном соединении на верхнем патрубке заглушки, подключении к внутреннему объему изделия магистрали подачи давления гелия или смеси гелия с воздухом, заключении изделия в объеме испытательной вакуумной камеры путем установки и герметизации на столе вакуумного колпака при строгом совмещении осей изделия и вакуумного колпака, откачке из объема испытательной камеры атмосферного воздуха и вакуумной откачке для достижения в ее объеме остаточного давления менее 5⋅10-5 мм рт.ст., нагружении изделия давлением гелия или смеси гелия с воздухом и регистрации утечки гелия в объем испытательной камеры масс-спектрометрическим течеискателем, отличающийся тем, что дополнительно обеспечивается возможность определения зоны расположения сквозной микронеплотности на поверхности контролируемого изделия путем использования двух локальных камер, покрывающих симметрично расположенные относительно осевой линии изделия сектора его поверхности и способных совместно последовательно пошагово перемещаться по поверхности изделия поворотом вокруг его оси, создавая герметичное соединение с поверхностью изделия после каждого шага последовательного перемещения, причем после совместного с каждым последующим шагом поворота локальных камер вокруг осевой линии на угол  град, где s - площадь поверхности, покрываемая каждой локальной камерой, и So - общая поверхность контролируемого изделия, и после герметизации у поверхности изделия объемы локальных камер гибкими вакуумпроводами соединяют с вакуумной системой масс-спектрометрического течеискателя, при этом выполняют контроль герметичности части общей поверхности изделия, покрываемой локальными камерами, причем для локального инспектирования всей поверхности изделия операцию повторяют до
град, где s - площадь поверхности, покрываемая каждой локальной камерой, и So - общая поверхность контролируемого изделия, и после герметизации у поверхности изделия объемы локальных камер гибкими вакуумпроводами соединяют с вакуумной системой масс-спектрометрического течеискателя, при этом выполняют контроль герметичности части общей поверхности изделия, покрываемой локальными камерами, причем для локального инспектирования всей поверхности изделия операцию повторяют до  раз, а для более точного установления местонахождения дефекта герметичности на поверхности изделия, покрываемой локальной камерой, выполняют операцию контроля концентрации накопленного гелия в локальных долях ее объема.
раз, а для более точного установления местонахождения дефекта герметичности на поверхности изделия, покрываемой локальной камерой, выполняют операцию контроля концентрации накопленного гелия в локальных долях ее объема.
2. Устройство контроля герметичности днищ топливных баков жидкостных ракет, включающее испытательную вакуумную камеру в составе монтажного стола для размещения контролируемого изделия с вертикальным положением его оси и вакуумного колпака, устройство герметизации нижнего торца изделия и заглушку для герметизации его верхнего патрубка, систему подачи в объем изделия гелия или смеси гелия с воздухом, систему вакуумной откачки объема испытательной камеры и систему контроля герметичности изделия масс-спектрометрическим течеискателем, отличающееся тем, что оно дополнительно содержит две локальные камеры, несущие оболочки которых должны быть сформированы эквидистантно к поверхности изделия с возможностью покрывать симметрично расположенные относительно осевой линии изделия сектора его поверхности, закрепленные на механизме, обеспечивающем возможность вертикального вдоль оси изделия подъема камер над поверхностью изделия, совместный пошаговый поворот вокруг оси на угол  град, где s - площадь поверхности, покрываемая каждой локальной камерой, и So - общая поверхность контролируемого изделия, опускание камер к поверхности изделия и последующий прижим их к поверхности для обеспечения герметичного соединения за счет деформации эластичных уплотнительных кольцевых прокладок, смонтированных по периметру локальных камер, причем на поверхности каждой локальной камеры равномерно расположены контрольные штуцеры, обеспечивающие доступ иглы контрольного щупа-натекателя, подключенного к системе масс-спектрометрического течеискателя с помощью гибкого вакуумпровода с клапаном, к ее внутреннему объему через отверстия ∅1,0…1,5 мм, снабженные технологическими заглушками, а рекомендуемое количество контрольных штуцеров -
град, где s - площадь поверхности, покрываемая каждой локальной камерой, и So - общая поверхность контролируемого изделия, опускание камер к поверхности изделия и последующий прижим их к поверхности для обеспечения герметичного соединения за счет деформации эластичных уплотнительных кольцевых прокладок, смонтированных по периметру локальных камер, причем на поверхности каждой локальной камеры равномерно расположены контрольные штуцеры, обеспечивающие доступ иглы контрольного щупа-натекателя, подключенного к системе масс-спектрометрического течеискателя с помощью гибкого вакуумпровода с клапаном, к ее внутреннему объему через отверстия ∅1,0…1,5 мм, снабженные технологическими заглушками, а рекомендуемое количество контрольных штуцеров -  , где sk - минимальная площадь поверхности изделия под периметром локальной камеры, на которой уверенно может быть установлено местонахождение сквозной микронеплотости при контроле концентрации накопленного гелия в локальных долях ее объема через отверстия контрольных штуцеров, объемы каждой из локальных камер имеют возможность соединяться с системой масс-спектрометрического течеискателя с помощью гибких вакуумпроводов, кроме того, напуск контролируемого газа в течеискатель из объема испытательной камеры и объемов локальных камер производится через криогенный цеолитовый фильтр, а механизм вертикального подъема, опускания и поворота локальных камер вокруг оси шарнирно по оси изделия соединен с П-образной силовой опорой, шарнирно соединяющей локальные камеры в центре каждой из них, причем механизм включает пневмоцилиндр, обеспечивающий осевые вертикальные перемещения П-образной опоры вместе с локальными камерами, силовой шток которого передает усилие через осевой шариковый подшипник, верхняя пята которого неподвижно связана с силовым штоком пневмоцилиндра, а нижняя поворотная пята шарикового подшипника шарнирно связана с П-образной силовой опорой, кроме того, в полом объеме силового штока смонтирован шаговый двигатель, передача вращающего момента от которого к нижней поворотной пяте осуществляется с помощью магнитной муфты, а для герметизации устройства осевого перемещения верхняя пята шарикового подшипника соединена с корпусом вакуумного колпака с помощью сильфона.
, где sk - минимальная площадь поверхности изделия под периметром локальной камеры, на которой уверенно может быть установлено местонахождение сквозной микронеплотости при контроле концентрации накопленного гелия в локальных долях ее объема через отверстия контрольных штуцеров, объемы каждой из локальных камер имеют возможность соединяться с системой масс-спектрометрического течеискателя с помощью гибких вакуумпроводов, кроме того, напуск контролируемого газа в течеискатель из объема испытательной камеры и объемов локальных камер производится через криогенный цеолитовый фильтр, а механизм вертикального подъема, опускания и поворота локальных камер вокруг оси шарнирно по оси изделия соединен с П-образной силовой опорой, шарнирно соединяющей локальные камеры в центре каждой из них, причем механизм включает пневмоцилиндр, обеспечивающий осевые вертикальные перемещения П-образной опоры вместе с локальными камерами, силовой шток которого передает усилие через осевой шариковый подшипник, верхняя пята которого неподвижно связана с силовым штоком пневмоцилиндра, а нижняя поворотная пята шарикового подшипника шарнирно связана с П-образной силовой опорой, кроме того, в полом объеме силового штока смонтирован шаговый двигатель, передача вращающего момента от которого к нижней поворотной пяте осуществляется с помощью магнитной муфты, а для герметизации устройства осевого перемещения верхняя пята шарикового подшипника соединена с корпусом вакуумного колпака с помощью сильфона.
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ЭЛЕМЕНТОВ КОРПУСА ИЗДЕЛИЯ | 2015 |
|
RU2599409C1 |
| Способ получения аминогалоидбензолдисульфамидов | 1960 |
|
SU148803A1 |
| Способ контроля герметичности изделий | 1988 |
|
SU1596217A1 |

