Изобретение относится к области машиностроения и может быть использовано, например, для изготовления сложных по геометрии штамповых вставок и элементов пресс-форм из литых заготовок, получаемых методом электрошлакового кокильного литья (ЭКЛ) с применением расходуемого электрода из стружки мартенситностареющих сталей.
Известен способ изготовления штамповых вставок методом ЭКЛ, принятый за прототип (см. журнал «Литейное производство», издательство «Машиностроение», 1993, №1, стр.5-6). Сущность способа заключается в том, что заливку металла в форму (кокиль) осуществляют вместе со шлаком, используемом при плавке. Шлак в процессе разлива расплава покрывает струю металла, предохраняя его от окисления. Расплавление расходуемого электрода осуществляется за счет тепла, выделяющегося в применяемом при плавке флюсе, при прохождении через него электрического тока. Жидкий металл накапливают в футерованном тигле, заливают в кокиль и выдерживают до кристаллизации. После охлаждения отливку извлекают из кокиля. Для изготовления инструмента, полученную отливку подвергают предварительной термической обработке для исправления литой структуры, заготовку механически обрабатывают с припуском на шлифовку, производят упрочняющую термическую обработку (закалка + отпуск), а затем шлифовку и доводку.
Недостатки прототипа заключаются в следующем:
- ограниченная область применения, поскольку расходуемый электрод изготавливают только из кускового отработанного инструмента;
- не изготовляют расходуемый электрод из стружки, так как нет способа, обеспечивающего его плотность, нужную форму, требуемую массу для заполнения кокиля жидким металлом, а также надежный электрический контакт по длине электрода и по месту соединения с источником тока;
- предварительная термическая обработка в полной мере не устраняет дендритообразную литую структуру стали;
- при изготовлении инструмента назначают значительный съем металла при шлифовке с целью устранения искажений геометрических размеров, получаемых при закалке.
Предлагаемым изобретением решается задача по расширению области применения, снижению затрат на изготовление инструмента, увеличению коэффициента использования металлов, повышению стойкости штамповых вставок и элементов пресс-форм.
Технический результат, получаемый при осуществлении изобретения, заключается в использовании стружки мартенситностареющих сталей особой чистоты при изготовлении расходуемого электрода для получения литых заготовок методом ЭКЛ и применения специальных режимов термической обработки для исправления литой структуры и финишного упрочнения готового инструмента без изменения формы и размеров, обеспечивающего комплекс механических свойств не ниже, чем у проката.
Указанный технический результат достигается тем, что в способе изготовления штампового инструмента и форм литья под давлением из стальных литых заготовок, получаемых способом электрошлакового кокильного литья (ЭКЛ), включающем изготовление расходуемого электрода, его плавление и накопление жидкого металла в футерованном тигле, заливку расплава в кокиль вместе со шлаком, кристаллизацию отливки в кокиле, предварительную термическую обработку литой заготовки, механическую обработку, новым является то, что для изготовления расходуемого электрода используют стружку мартенситностареющей стали путем запрессовки ее в стальную форму, продувают форму защитным газом с последующим нагревом и выдержкой при температуре старения в течение 3-5 часов в защитной атмосфере, подвергают отливку, полученную плавлением сформированного плотного расходуемого электрода, предварительной термической обработке, а в качестве предварительной термической обработки применяют многократную закалку, обрабатывают механически заготовку в окончательный размер, обеспечивают требуемый комплекс свойств упрочняющим низкотемпературным старением в течение 3-5 часов.
Использование стружки мартенситностареющей стали для изготовления расходуемого электрода для получения литых заготовок способом ЭКЛ и применения специальных режимов термической обработки для исправления литой структуры и финишного упрочнения готового инструмента без изменения формы и размеров позволяет обеспечивать стойкость штампового инструмента в 3-5 раз выше по отношению к стойкости инструмента, изготовленного по способу прототипа.
Технические решения с признаками, отличающими заявляемое решение от прототипа, неизвестны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Сущность изобретения поясняется чертежом, на котором показана схема изготовления расходуемого электрода из мартенситностареющих сталей, где 1 - форма; 2 - колпак; 3 - набор клиньев; 4 - трубка; 5 - трубка с тарированным отверстием.
Способ представлен на примере изготовления вставки штампа из мартенситностареющей стали ЧС-35ВИ и сравним со способом изготовления того же элемента из стали 42ХМФА, изложенным в прототипе.
Способ изготовления вставки штампа из стали 42ХМФА включает сборку расходуемого электрода, например, дуговой сваркой из отработанных вставок той же марки стали, расплавление расходуемого электрода и накопление жидкого металла в электрошлаковой футерованной печи, заливку расплава в кокиль вместе со шлаком, его кристаллизацию в кокиле, охлаждение полученной литой заготовки, отжиг отливки для исправления литой структуры, механическую обработку с припуском на шлифовку, упрочняющую термическую обработку (закалка + отпуск), шлифовку и доводку в чертежный размер.
Следует особо отметить, что из штамповых сталей мартенситного класса, упрочняемых в процессе закалки, к которым относится сталь 42ХМФА, изготовить расходуемый электрод возможно только из отработанного инструмента. Использовать для изготовления расходуемого электрода стружку по способу прототипа не представляется возможным, поскольку нет приемов и способов, которые бы позволили создать плотноспрессованный электрод определенной формы и размеров и обеспечить надежный электрический контакт как по длине электрода, так и по месту его соединения с источником тока с учетом того, что рабочий электрический ток при плавке составляет несколько тысяч ампер.
После закалки и отпуска вставку штампа шлифуют со значительным съемом металла с целью устранения искажений геометрических размеров, которые получены при закалке. После шлифовки следует доводка по упрочненному материалу.
Отмеченные факты усложняют процесс изготовления инструмента, повышают себестоимость, снижают коэффициент использования металла.
Макроструктура литой вставки согласно прототипу состоит из трех зон, в том числе дендритной в середине отливки. Исправить подобную структуру предварительной термической обработкой, в качестве которой используют отжиг или нормализацию с высоким отпуском, в полной мере не представляется возможным. Поэтому механические свойства штамповой вставки по сечению будут различными. В прототипе представлен комплекс механических свойств, но не указано сечение, из которого вырезаны образцы для определения этих свойств. Кроме того, для оценки истинных свойств отливки необходимо вырезать образцы из упрочненной вставки, а потом проводить испытание, но не так, как представлено в прототипе. Сначала из отливки вырезают темплеты, изготовляют из них образцы требуемых размеров и формы, упрочняют их термической обработкой и проводят механические испытания. Очевидно, что прокаливаемость образцов с учетом их малого сечения будет сквозная, а закаливаемость - максимальной. Естественно, что при такой методике испытаний механические свойства будут получаться значительно выше, чем в массивной отливке. Поэтому отраженный в прототипе невысокий комплекс механических свойств, особенно предел прочности и текучести, фактически в штамповой вставке будет значительно ниже.
Мартенситностареющие стали высоколегированные, очень дорогостоящие, поэтому изготовлять из проката этих сталей штамповый инструмент и элементы пресс-форм не всегда целесообразно.
Для этого класса сталей, в том числе и стали ЧС-35ВИ, углерод является вредной примесью, так же как сера и фосфор, поэтому их содержание резко ограничено. Поскольку чистота мартенситностареющих сталей очень высокая, то переплав отходов не должен вносить изменений в химический состав, поэтому для предложенного способа изготовления инструмента выбран метод ЭКЛ (электрошлаковое кокильное литье).
Устойчивость аустенита мартенситностареющих сталей очень высокая, поэтому независимо от массы отливки и скорости охлаждения от температуры закалки конечной структурой стали будет мартенсит по всему сечению заготовки.
Образованный закалкой мартенсит имеет низкую твердость, для стали ЧС-35ВИ 28…35 HRC. Низкая твердость мартенсита определена фактическим отсутствием углерода в стали. Поэтому отливки в этом состоянии легко обрабатываются резанием. Финишной операцией в технологии изготовления инструмента из мартенситностареющих сталей является упрочнение в процессе низкотемпературного старения, для стали ЧС-35ВИ 480-500°С в течение 3-5 часов.
Рассмотрим способ изготовления расходуемого электрода из мартенситностареющих сталей. Стружку мартенситностареющей стали, например ЧС-35ВИ, в закаленном состоянии с твердостью 28…35 HRC обезжиривают и набивают в форму 1 в виде трубы с требуемым внутренним диаметром, первоначально с использованием специального приспособления, а затем с помощью пресса. После набивки стружки в форму 1, ее закрывают колпаком 2 с использованием теплоизоляционной прокладки для обеспечения герметичности соединения и фиксируют набором клиньев 3. Продувают форму 1 защитным газом, например аргоном, через трубку 4 и трубку 5 с тарированным отверстием, посредством которого в форме 1 создается избыточное давление. Загружают форму 1 с спрессованной стружкой в печь на температуру 490±10°С и выдерживают при этой температуре 3 часа. Затем разгружают печь и охлаждают форму 1 со стружкой на воздухе. Во время нагрева, выдержки и охлаждения продувку формы 1 защитным газом не прекращают. После охлаждения формы 1, выбивают клинья 3, снимают колпак 2, извлекают из формы 1 расходуемый электрод.
Геометрические размеры электрода в точности повторяют форму 1. Это объясняется тем, что в процессе старения при 490±10°С в течение 3 часов спрессованная стружка упрочняется, ее твердость возрастает до 54…56 HRC, размеры и форма расходуемого электрода фиксируются. Выполнение операции старения спрессованной стружки в форме 1 при избыточном давлении защитного газа обеспечивает получение светлой поверхности расходуемого электрода, тем самым не вносятся окислы в жидкий металл при плавке. Плотная запрессовка стружки в форму 1, сохранение геометрических размеров расходуемого электрода после старения обеспечивают надежный электрический контакт по длине электрода, а также по месту его соединения с источником тока.
По предложенному способу изготовлен расходуемый электрод из стружки стали ЧС-35ВИ. Проведена плавка методом ЭКЛ с кристаллизацией расплава в стальном кокиле. Полученная отливка подвергнута исследованию в разных сечениях.
Из сравнения микроструктур очевидно, что в любом сечении отливки микроструктура стали представляет собой безуглеродистый мартенсит и остаточный аустенит с очень крупным зерном, причем в центре отливки структура грубее, поскольку эта ее часть кристаллизуется в последнюю очередь. Естественно, механические свойства отливки в литом состоянии будут пониженными. Для восстановления свойств стали ЧС-35ВИ, равно как у проката, подобраны режимы предварительной термической обработки отливки, в качестве которой применена многократная закалка с большой скоростью охлаждения литой заготовки после нагрева под закалку - охлаждение в холодной воде.
Закалка №1: Нагрев 1020-1040°С, выдержка 1 час, охлаждение в воде.
Закалка №2: Нагрев 900-920°С, выдержка 1 час, охлаждение в воде.
Закалка №3: Нагрев 800-820°С, выдержка 1 час, охлаждение в воде.
Микроструктура стали ЧС-35ВИ после закалки мартенситная, в любом сечении мелкодисперсная. Твердость отливки после закалки в любом сечении 32…34 HRC.
После старения на 490±10°C в течение 3-х часов предел прочности в центральной части отливки и с поверхности σ≥220 кгс/мм, при твердости 54... 56 HRC, а характеристики пластичности и вязкости имеют тот же уровень, что и отраженные в прототипе.
Таким образом, способ изготовления вставки штампа из мартенситностареющей стали ЧС-35ВИ включает изготовление расходуемого электрода из стружки согласно чертежу, расплавление расходуемого электрода и накопление жидкого металла в электрошлаковой футерованной печи, заливку расплава в кокиль вместе со шлаком, его кристаллизацию в кокиле, охлаждение полученной литой заготовки, предварительную термическую обработку (трехкратную закалку) для исправления литой структуры, механическую обработку в чертежный размер, упрочняющую термическую обработку - низкотемпературное старение.
Как показала практика, стойкость штампового инструмента и элементов пресс-форм, изготовленных переплавом стружки стали ЧС-35ВИ с подобранными режимами закалки, в 3-5 раз выше по отношению к стойкости инструмента, изготовленного по способу прототипа. Упрочнение штамповых вставок и элементов пресс-форм производят при низкой температуре 490±10°С в течение 3-5 часов, которая не вызывает изменения размеров инструмента, поэтому после предварительной термической обработки - закалки заготовки - из нее изготовляют инструмент любой сложности в окончательный размер.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ИЗ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2010 |
|
RU2441730C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВЫХ ИНСТРУМЕНТОВ ИЗ ОТХОДОВ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 2009 |
|
RU2406590C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВ | 2013 |
|
RU2530598C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2258087C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2003 |
|
RU2233340C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2005 |
|
RU2291207C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ | 1991 |
|
RU2071858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2009 |
|
RU2410194C2 |
| СПОСОБ ТЕРМОПРАВКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2011 |
|
RU2467078C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2302473C2 |
Изобретение относится к области машиностроения и может быть использовано для изготовления сложных по геометрии штамповых вставок и элементов пресс-форм из литых заготовок, получаемых методом электрошлакового кокильного литья (ЭКЛ). Расходуемый электрод изготавливают из стружки мартенситностареющей стали, например ЧС-35ВИ. Стружку в закаленном состоянии обезжиривают и запрессовывают в стальную форму 1. Форму 1 закрывают колпаком 2 и фиксируют набором клиньев 3. Продувают форму 1 аргоном через трубки 4 и 5 с тарированным отверстием, посредством которого в форме 1 создают избыточное давление. Форму 1 загружают в печь и выдерживают в печи при температуре 490±10°С в течение 3 часов. После охлаждения из формы извлекают расходуемый электрод. Проводят плавку методом ЭКЛ с кристаллизацией расплава в стальном кокиле. Полученную отливку подвергают многократной закалке с охлаждением в воде, механически обрабатывают и подвергают упрочняющему низкотемпературному старению. Обеспечивается повышение стойкости инструмента. 1 ил.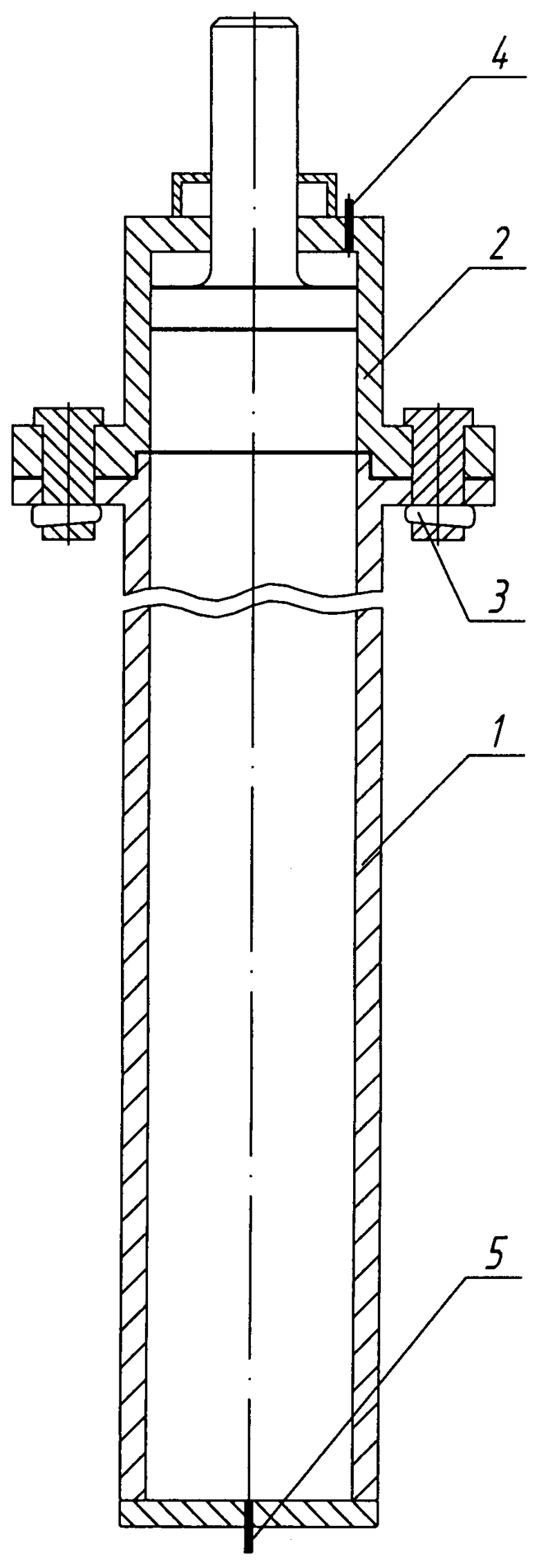
Способ изготовления штампового инструмента и форм литья под давлением из стальных литых заготовок, получаемых методом электрошлакового кокильного литья (ЭКЛ), включающий изготовление расходуемого электрода, его плавление и накопление жидкого металла в футерованном тигле, заливку расплава в кокиль вместе со шлаком, кристаллизацию отливки в кокиле, предварительную термическую обработку литой заготовки, механическую обработку, отличающийся тем, что изготавливают расходуемый электрод из стружки мартенситностареющей стали путем запрессовки ее в стальную форму, продувают форму защитным газом с последующим нагревом и выдержкой при температуре старения в течение 3-5 ч в защитной атмосфере, подвергают отливку, полученную плавлением сформированного плотного расходуемого электрода, предварительной термической обработке, в качестве которой применяют многократную закалку, осуществляют механическую обработку заготовки в окончательный размер, и для обеспечения требуемого комплекса свойств штампового инструмента и формы литья под давлением осуществляют упрочняющее низкотемпературное старение в течение 3-5 ч.
| Специальные способы литья | |||
| Справочник под общей редакцией В.А.Ефимова | |||
| - М.: Машиностроение, 1991, с.392-401, 421 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМЫХ ЭЛЕКТРОДОВ | 2009 |
|
RU2410194C2 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1995 |
|
RU2094484C1 |
| Способ термической обработки деталей из мартенситно-стареющих сталей | 1989 |
|
SU1694665A1 |
| Устройство для сборки и сварки | 1976 |
|
SU626920A2 |

