Изобретение относится к станкостроению, а более конкретно к способам обработки эксцентриковых деталей на токарном станке и устройствам для осуществления этого способа.
Целью изобретения является повышение точности.
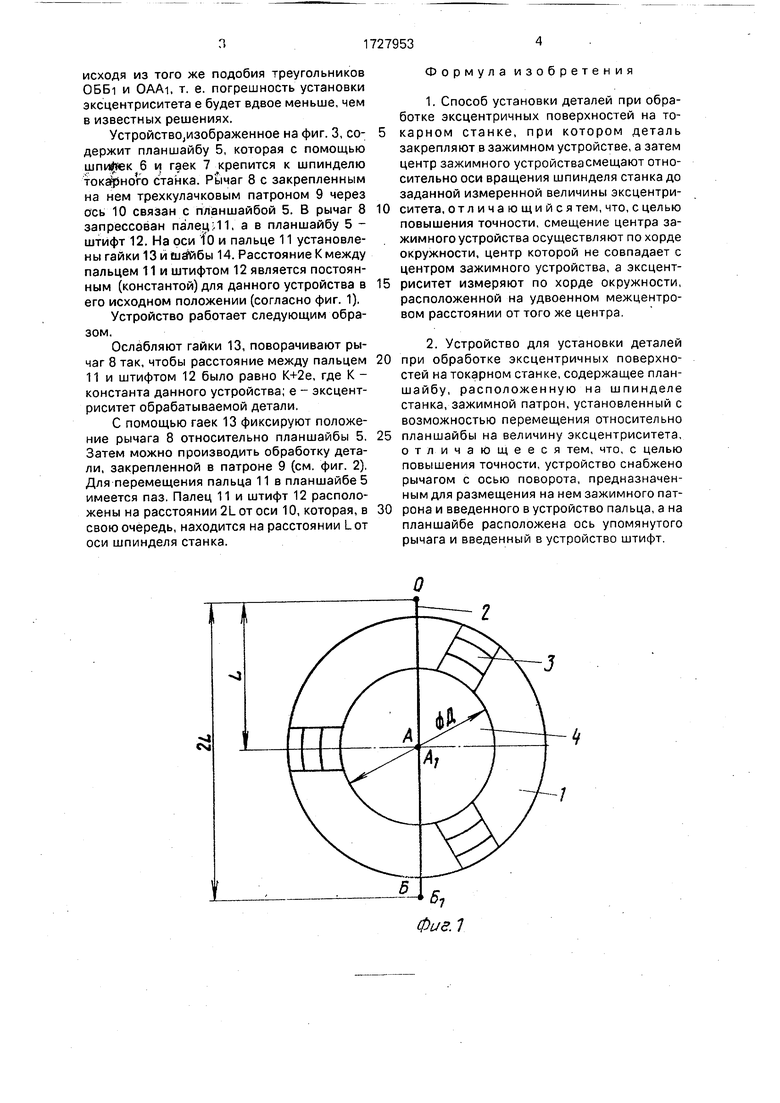
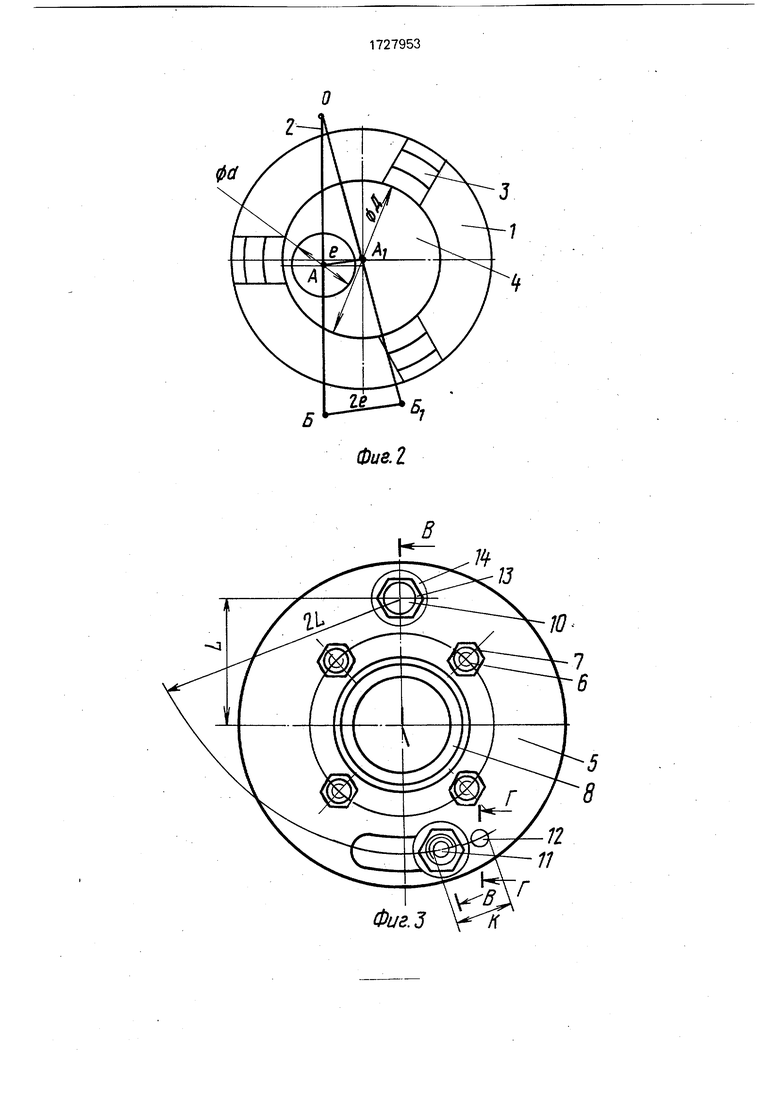
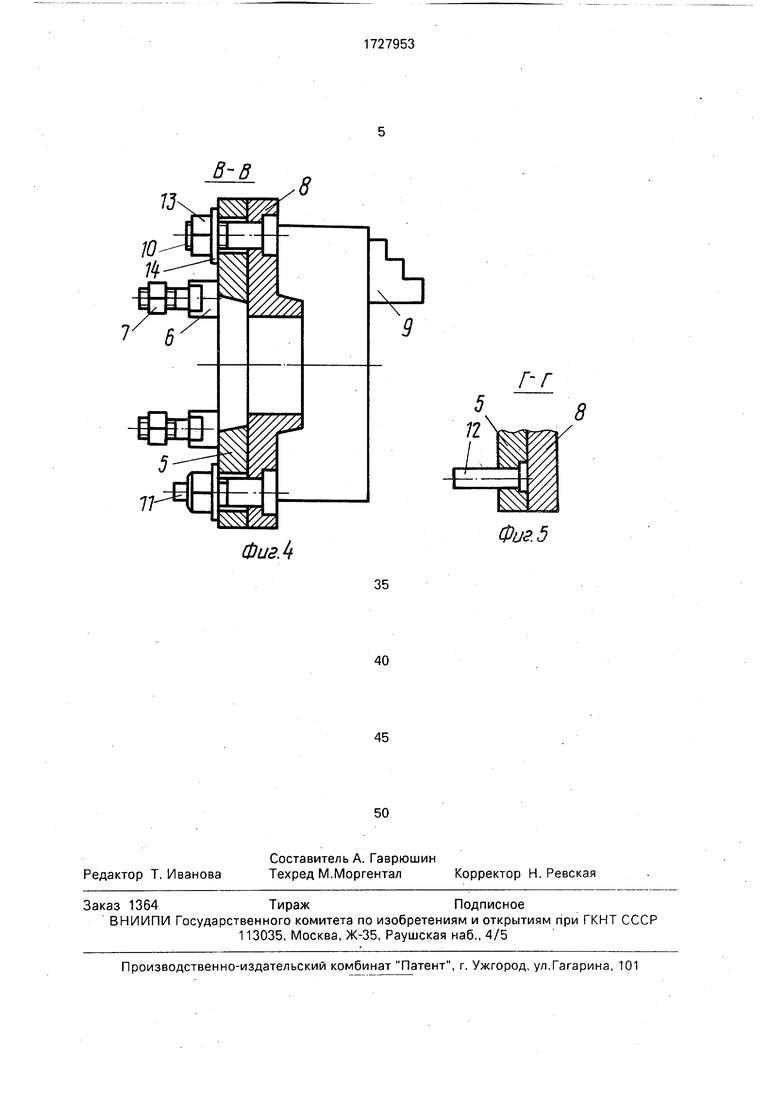
На фиг. 1 изображено устройство для осуществления предлагаемого способа, исходное положение; на фиг. 2 - то же, положение эксцентричной обработки; на фиг. 3 - то же, вид с рабочего торца; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Г-Г на фиг. 3.
На шпинделе станка установлена планшайба 1. На планшайбе установлен рычаг 2 длиной 2L. Точка А совпадает с осью шпинделя станка. На рычаге 2 установлен трехку- лачковый патрон 3, в котором закреплена обрабатываемая деталь4. Рычаг2 имеетесь
вращения в точке О (см. фиг. 1). От точки О на расстоянии L расположена точка А, совпадающая с центром патрона, а на расстоянии 2L расположена точка Б. В этом случае эксцентриситет равен нулю.
Рассмотрим положение на фиг. 2. Рычаг 2 поворачивают так, чтобы расстояние между точками Б и Бч было равно 2е , в этом случае расстояние между точками А и AI будет равно е, это видно из подобия треугольников ОББ1 и OAAi, так как соотношение сторон равно 2:1. Следовательно, в этом случае центр обрабатываемой детали 4 будет смещен относительно оси шпинделя станка на расстояние е, которое равно заданному эксцентриситету отверстия диаметром d, обработанного в детали 4 диаметром Д. Погрешность размера между точками Б и Вт будет также вдвое меньше погрешности размера между точками А и AI
Ч
ГчЭ XI Ю (Л Ы
исходя из того же подобия треугольников ОББт и OAAi, т. е. погрешность установки эксцентриситета е будет вдвое меньше, чем в известных решениях.
Устройство,изображенное на фиг. 3, со- держит планшайбу 5, которая с помощью шпилек 6 и гаек 7 крепится к шпинделю токарного станка. Рычаг 8 с закрепленным на нем трехкулачковым патроном 9 через ось 10 связан с планшайбой 5. В рычаг 8 запрессован палец:-11. а в планшайбу 5 - штифт 12. На оси 1о и пальце 11 установлены гайки 13 йшаЧйбы 14. Расстояние К между пальцем 11 и штифтом 12 является постоянным (константой) для данного устройства в его исходном положении (согласно фиг. 1).
Устройство работает следующим образом.
Ослабляют гайки 13, поворачивают рычаг 8 так, чтобы расстояние между пальцем 11 и штифтом 12 было равно К+2е, где К - константа данного устройства; е - эксцентриситет обрабатываемой детали.
С помощью гаек 13 фиксируют положение рычага 8 относительно планшайбы 5. Затем можно производить обработку детали, закрепленной в патроне 9 (см. фиг. 2). Для перемещения пальца 11 в планшайбе 5 имеется паз. Палец 11 и штифт 12 расположены на расстоянии 2L от оси 10, которая, в свою очередь, находится на расстоянии LOT оси шпинделя станка.
Формула изобретения
1.Способ установки деталей при обработке эксцентричных поверхностей на токарном станке, при котором деталь закрепляют в зажимном устройстве, а затем центр зажимного устройства смещают относительно оси вращения шпинделя станка до заданной измеренной величины эксцентриситета, отличающийся тем, что, с целью повышения точности, смещение центра зажимного устройства осуществляют по хорде окружности, центр которой не совпадает с центром зажимного устройства, а эксцентриситет измеряют по хорде окружности, расположенной на удвоенном межцентровом расстоянии от того же центра.
2.Устройство для установки деталей при обработке эксцентричных поверхностей на токарном станке, содержащее планшайбу, расположенную на шпинделе станка, зажимной патрон, установленный с возможностью перемещения относительно планшайбы на величину эксцентриситета, отличающееся тем, что, с целью повышения точности, устройство снабжено рычагом с осью поворота, предназначенным для размещения на нем зажимного патрона и введенного в устройство пальца, а на планшайбе расположена ось упомянутого рычага и введенный в устройство штифт.
Фи&2
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковое устройство | 1979 |
|
SU887070A1 |
| Устройство для обработки наружных и внутренних поверхностей деталей многоугольной формы | 1974 |
|
SU707512A3 |
| "Универсальный токарно-фрезерный станок "Короед-3" | 1991 |
|
SU1838093A3 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| Автоматический поводковый патрон | 1979 |
|
SU829349A2 |
| Универсальный патрон | 1990 |
|
SU1814993A1 |
| Трехкулачковый самоцентрирующий патрон | 1983 |
|
SU1146137A1 |
| Способ центрирования заготовок и устройство для его осуществления | 1986 |
|
SU1530337A1 |
| Самоцентрирующий токарный патрон | 1987 |
|
SU1407693A1 |
| Зажимной патрон | 1985 |
|
SU1308434A1 |
Изобретение относится к станкостроению, а более конкретно к способам обработки эксцентриковых деталей на копирном станке и устройствам для осуществления этого способа. На рычаге 2, ось поворота которого закреплена на планшайбе 1, закреплен патрон 3 с деталью 4. Центр патрона в исходном положении совпадает с точкой А на рычаге 2, причем расстояние , а . При необходимости обработки отверстия диаметром d с эксцентриситетом е рычаг 2 поворачивают вместе с патроном 3 так, чтобы центр отверстия совпал и с осью вращения патрона, т. е. попал в точку AI, а измерение эксцентриситета « ведут по точкам Б и Б,В которых установле- it ны палец и штифт, облегчающие измерение. 2 с.п, ф-лы, 5 ил.
Фиг. J
ФигЛ
| Захаров В | |||
| И | |||
| Технология токарной обработки | |||
| - Л.: Лениздат, 1969, с, 420, р | |||
| Коловратный насос с кольцевым поршнем, перемещаемым эксцентриком | 1921 |
|
SU239A1 |
