Область техники, к которой относится изобретение
Настоящее изобретение относится к способу нанесения покрытия на металлическую полосу, в частности, предназначенному для нанесения покрытия на стальную полосу с помощью слоев на основе цинка и окисляемых металлических элементов без каких-либо ограничений.
Уровень техники
Известны различные способы осаждения металлических покрытий, состоящих из металлического слоя, нескольких последовательных слоев различных металлов или металлических сплавов, на металлической поверхности, например на стальной полосе. Среди них можно упомянуть горячее цинкование погружением, электролитическое осаждение и различные процессы вакуумного осаждения (испарение, магнетронное распыление и т.д.).
По технологическим или даже экономическим причинам определенные продукты должны осаждаться в несколько слоев и должны подвергаться диффузионной термообработке для получения сплава с требуемыми свойствами. В качестве примера можно привести магний-цинковые покрытия, которые преимущественно могут заменять покрытия из чистого цинка и покрытия из других цинковых сплавов.
Диффузионная термообработка является сложной и дорогостоящей. Она может быть связана с использованием больших количеств инертного газа во избежание реакций окисления, вызываемых высокими температурами во время термообработки. Кроме того, во избежание риска окисления между отложением окисляемого элемента и его диффузионной обработкой необходимо выполнить одну за другой две операции, не подвергая полосу воздействию атмосферного воздуха.
Кроме того, линия непрерывной термообработки функционирует со скоростями, несовместимыми со временем, требуемым для диффузии.
Первое решение могло бы состоять в производстве оборудования для непрерывной обработки, функционирующего при умеренных температурах, при этом длина оборудования обеспечивала бы время, необходимое для выполнения диффузии, но такое оборудование было бы громоздким и дорогостоящим и для его установки в производственную линию не всегда могло бы хватить места. Испытания показали, что для нанесения цинкового покрытия, покрытого слоем магния толщиной 1,5 мкм, на выполнение диффузии требуется 50 секунд при температуре 300°C, что соответствует длине 150 м, которая должна поддерживаться при определенной температуре при скорости полосы 180 м/мин.
Оборудование такого размера является не приемлемым и в промышленной практике необходимо предусматривать более высокие температуры, используя оборудование для непрерывной обработки меньшей длины. Таким образом, для нанесения цинкового покрытия, покрытого слоем магния толщиной 1,5 мкм, имеется возможность ограничить время диффузии примерно до 10 секунд, что соответствует длине 30 м, которая должна поддерживаться при определенной температуре при скорости полосы 180 м/мин. Однако рабочий интервал для этого типа динамической диффузионной обработки является очень узким, поскольку при достижении температуры 350-360°C покрытие расплавляется, проходя через эвтектическую фазу с ухудшением свойств покрытия. Управление технологическим процессом на высокопроизводительных линиях, где полоса движется со скоростью 160-180 м/мин, является очень сложным. Кроме того, требуются более высокие затраты на электроэнергию, и обработка определенных марок сталей, например сталей, закаливаемых при относительно низких температурах и широко используемых в автомобильной промышленности, исключается, поскольку при такой термообработке их свойства ухудшаются.
Кроме того, даже при уменьшении размеров оборудования длины обработки, которая должна быть выполнена, все же остаются такими, что оборудование для непрерывной обработки должно быть снабжено поддерживающими роликами для поддержки полосы или устройствами отклонения ленты, которые являются сложными и дорогостоящими, поскольку они должны охлаждаться и иметь конструкцию, не повреждающую образующийся слой, что, в частности, может произойти, если полоса застрянет на роликах.
Раскрытие изобретения
Цель настоящего изобретения состоит в том, чтобы устранить недостатки технологических процессов по существующему уровню техники за счет применения легко внедряемого компактного процесса изготовления металлической полосы с нанесением покрытия на основе цинка или цинкового сплава и окисляемого металла или окисляемого металлического сплава при малом расходе энергии и малом расходе инертного газа или без расхода инертного газа, который позволяет обрабатывать металлические подложки разного типа.
С этой целью первым предметом настоящего изобретения является процесс нанесения покрытия на металлическую полосу, в котором слой окисляемого металла или окисляемого металлического сплава осаждается в вакууме на металлической полосе, предварительно покрытой цинком или цинковым сплавом, после чего покрытая металлическая полоса сворачивается в рулон, и намотанный рулон подвергается статической диффузионной обработке для получения полосы, имеющей покрытие, которое содержит в верхнем участке слой сплава, образованный посредством диффузии окисляемого металла или окисляемого металлического сплава во всем слое или части слоя цинка или цинкового сплава.
Процесс по изобретению также может содержать различные добавочные характеристики, по отдельности или в комбинации:
- покрытие содержит только слой из сплава, образованный посредством диффузии окисляемого металла или окисляемого металлического сплава через слой цинка или цинкового сплава;
- покрытие содержит нижний участок, содержащий цинк или цинковый сплав, и верхний участок, содержащий слой из сплава, образованный посредством диффузии окисляемого металла или окисляемого металлического сплава в участок слоя цинка или цинкового сплава;
- металлическая полоса предварительно покрыта цинком или цинковым сплавом с помощью процесса горячего цинкования погружением;
- металлическая полоса предварительно покрыта цинком или цинковым сплавом с помощью процесса электролитического осаждения;
- металлическая полоса предварительно покрыта цинком или цинковым сплавом с помощью процесса осаждения в вакууме;
- металлическая полоса предварительно покрыта слоем цинка или цинкового сплава, имеющего толщину 0,5-15 мкм, предпочтительно 0,5-7,5 мкм и особо предпочтительно 0,5-5 мкм;
- металлическая полоса, покрытая цинком или цинковым сплавом, покрывается магнием или магниевым сплавом посредством осаждения в вакууме;
- магниевый слой, осаждаемый вакуумным испарением, толщиной 0,2-5 мкм, предпочтительно 0,2-2 мкм;
- слой из сплава с составом Zn2Mg, возможно, содержащего соединения Zn11Mg2, образованный во время статического диффузионного отжига;
- покрытие на металлической полосе, покрытой окисляемым металлом или металлическим сплавом, окисляется на поверхности перед вышеуказанной статической диффузионной обработкой;
- рулон металлической полосы нагревается в течение 4-40 часов при температуре ниже 200°C;
- металлическая полоса является стальной полосой и может быть изготовлена из стали, закаливаемой при относительно низкой температуре.
Вторым объектом настоящего изобретения является оборудование для внедрения процесса по изобретению, содержащее:
- устройство для цинкования вышеуказанной металлической полосы, за которым следует
- устройство для осаждения покрытия в вакууме, и
- устройство статической термообработки, действующее в контролируемой атмосфере.
Оборудование по изобретению также может содержать следующие устройства, отдельно или в комбинации:
- устройство цинкования, которое является устройством горячего цинкования погружением;
- устройство цинкования, которое является устройством электролитического цинкования;
- устройство цинкования, которое является устройством цинкования осаждением в вакууме.
Другие характеристики и преимущества изобретения станут понятными после изучения следующего описания, приведенного только в качестве примера.
Процесс по изобретению применяется, в частности, но не исключительно, к обработке стальной полосы, покрытой цинком или цинковым сплавом. Термин «цинковый сплав» означает любое соединение, содержащее, по меньшей мере, 50% цинка и, возможно, содержащее, например, алюминий, железо, кремний и т.д.
Покрытая полоса может быть получена с помощью любого процесса цинкования, будь то, например, горячее цинкование погружением, электролитическое осаждение или осаждение вакуумным испарением. Однако предпочтительной является полоса, покрытая посредством электролитического осаждения или осаждения вакуумным испарением, поскольку толщина такого покрытия является постоянной по всей поверхности стального рулона.
Толщина покрытия предпочтительно составляет 0,5-15 мкм. Это связано с тем, что при толщине покрытия менее 0,5 мкм существует риск, что противокоррозионная защита полосы будет недостаточной. Толщина покрытия может составлять до 15 мкм в зависимости от конечного применения полосы, но, в общем, она составляет менее 7,5 мкм поскольку нет необходимости превышать это значение для получения уровня коррозионной стойкости, требуемого, в частности, в автомобильной промышленности.
Разумеется, процесс по изобретению может использоваться с любой покрытой металлической подложкой, которая не должна иметь свойства, необратимо ухудшающиеся во время последующей термообработки. Таким образом, процесс по изобретению может специально применяться для стальной полосы, закаливаемой при относительно низких температурах и содержащей большие количества углерода в твердом растворе, которые не могут быть полностью выделены, прежде чем полоса подвергнется операции формования с помощью штамповки или другого соответствующего процесса. Термообработка по изобретению, несмотря на низкие уровни температуры, будет выделять небольшое количество углерода в твердом растворе, присутствующем в этих марках сталей, но поверхностное упрочение (пропуск в дрессировочной клети) после диффузии будет восстанавливать свойства этих марок стали, что было бы невозможно при использовании процессов по существующему уровню техники. За счет выполнения цикла статического отжига при низкой температуре имеется возможность выполнить термообработку, совместимую с большинством металлургических процессов.
Металлическая полоса, покрытая цинком или цинковым сплавом, сначала покрывается слоем окисляемого металла или окисляемого сплава с помощью процесса осаждения в вакууме. Можно особо упомянуть процессы магнетронного распыления или испарения в вакууме без ограничения изобретения.
Использование такого процесса позволяет, в частности, осаждать очень тонкий слой окисляемого металла или металлического сплава, предпочтительно толщиной 0,2-5 мкм. Кроме того, такой процесс нанесения покрытия обеспечивает осаждение этого дополнительного слоя без нагрева полосы и, следовательно, без того, чтобы подвергать ее несвоевременной диффузии между подложкой и слоем цинка.
Осаждение окисляемого металла или металлического сплава обычно выполняется, начиная с металлического рулона, который разматывают перед его пропусканием через камеру осаждения. Полоса проходит через эту камеру, где осаждается покрытие, затем выходит из камеры и обычно снова свертывается в рулон.
Окисляемый металл может, в частности, состоять из магния, преимуществом которого является значительное увеличение коррозионной стойкости металлической полосы при его добавлении к цинку в поверхностном покрытии этой металлической полосы. В большинстве применений толщина магния может быть ограничена до 2 мкм из-за значительного увеличения коррозионной стойкости.
После этапа осаждения металлическая полоса, таким образом, покрывается слоем цинка или цинкового сплава, выше которого находится слой окисляемого металла или сплава. Поскольку полоса свертывается в рулон и затем хранится не в инертной атмосфере, наружная поверхность вышеуказанной полосы быстро окисляется в контакте с кислородом воздуха, таким образом, образуя оксидный слой.
Авторы настоящего изобретения сделали попытку выполнить операцию статического отжига неразмотанного металлического рулона, что позволило окисляемому элементу надлежащим образом полностью диффундировать в верхний участок слоя цинка или цинкового сплава. Совершенно неожиданно оксидный слой никоим образом не препятствовал этой диффузии вопреки тому, что могли бы ожидать специалисты в этой области техники.
Кроме того, подтверждено, что этот самый оксидный слой пригоден для противодействия слипанию витков рулона во время диффузионной термообработки.
Разумеется, что все же имеется возможность защитить металлическую полосу от окисления во время транспортировки и хранения между операцией нанесения покрытия и термообработкой посредством осаждения окончательного защитного слоя. Однако выполненные лабораторные испытания показали, что эта защита не является необходимой.
Статический отжиг выполняется в обычном оборудовании для отжига в контейнерах в атмосфере, которая может быть окислительной или неокислительной атмосферой.
В частности, авторы настоящего изобретения показали, что отжиг в окислительной атмосфере, такой как воздух, препятствует появлению определенных неоднородностей в цвете поверхности.
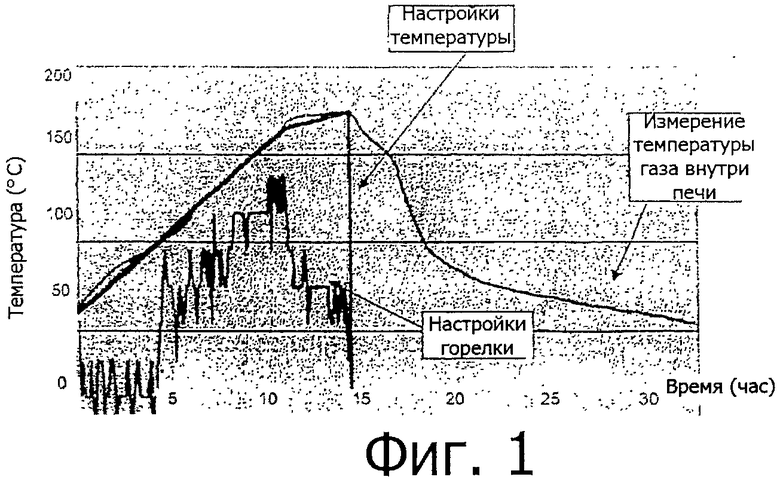
Как и в случае с металлургическим отжигом непокрытого металлического рулона без покрытия уровни повышения и понижения температуры должны быть адаптированы согласно неоднородностям температуры, приемлемым для металлической полосы. Другие характеристики выполняемых циклов нагрева, например время, в течение которого поднимается температура, время выдержки и продолжительность охлаждения также определяются согласно требуемому максимальному уровню температуры. Фиг.1 показывает пример фактического термического цикла обработки стального рулона весом 2 тонны. Эта фигура показывает настройки температуры и контроль горелок для устройства статической термообработки. Из фигуры видно, что повышение температуры выполняется более 14 часов до тех пор, пока не будет достигнута температура 170°C, после чего нагрев прекращается, и рулон постепенно охлаждается до температуры 55°C после общего времени обработки в течение 30 часов.
Поскольку продолжительность отжига такого типа варьируется, в общем, от 4 до 40 часов, максимальные достигаемые температуры составляют менее 200°C. Это позволяет обрабатывать большое количество марок стали и металла, которые чувствительны к чрезмерно высоким температурам и которые не могут подвергаться непрерывному отжигу. Причина состоит в том, что из-за высокой скорости перемещения во время операции непрерывного отжига поддерживаемая температура была бы намного выше.
Циклы статической диффузии выполнялись при различных температурах и различных уровнях натяжения витков. Эти различные уровни натяжения показали, что далеко за пределами нормальных диапазонов напряжений намотки и далеко за пределами нормального диапазона давлений, возникающих во время термообработки рулонов, не возникало никакого слипания витков.
Графики, полученные по результатам этой статической диффузионной термообработки, выявляют диффузионные продукты и образование предполагаемого сплава на поверхности покрытия с полной или частичной диффузией в зависимости от ситуации.
Осуществление изобретения
Пример 1
Рулон стальной полосы весом 15 тонн, закаливаемой при относительно низких температурах и покрытой слоем цинка толщиной 2,5 мкм посредством электролитического осаждения, затем был покрыт слоем магния толщиной 1 мкм посредством вакуумного испарения. Затем полосу выдерживали несколько дней на открытом воздухе без специальной защиты, что привело к образованию слоя окиси магния на наружной поверхности.
Затем полоса подверглась статическому отжигу при температуре 160°C для диффузии магния в цинк.
Инертный газ, который использовался во время статического отжига, представлял собой смесь азота и кислорода, идентичную смеси, обычно используемой для отжига низкоуглеродистой стали. Во время термообработки не было замечено никакого окисления металлического рулона, поскольку использовался неокисляющий инертный газ.
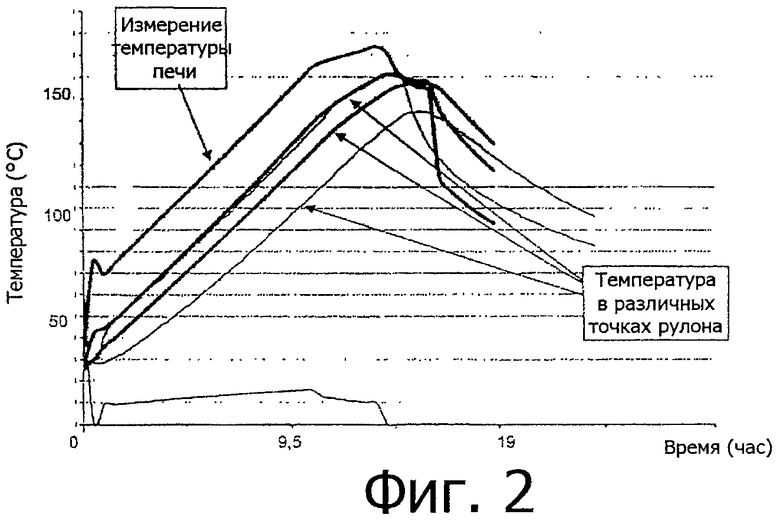
Фиг.2 показывает термический цикл, которому подвергался рулон. Эта фигура также показывает изменение температуры газа внутри печи и изменения температуры в различных точках стального рулона, включая сюда в частности, самую горячую и точку и самую холодную точку.
Из фигуры видно, что повышение температуры происходило в течение периода продолжительностью приблизительно 14 часов. Выдерживание при температуре выдержки 160°C продолжалась примерно 2 часа, при этом имела место диффузия магния. На практике такая выдержка обеспечивается посредством простого выключения печи, при этом рулон остается в печи. Охлаждение до температуры 70°C продолжалось 8 часов. Таким образом, полное время цикла составляло примерно 24 часа. Для начала охлаждения рулон был удален из печи и помещен под охлаждающий колпак, обеспечивающий контроль условий охлаждения.
Таким образом, весь магний был сплавлен с участком цинка, образующим первый слой, и было получено покрытие, имеющее нижний слой цинка и верхний слой из сплава Zn-Mg. Различия в температуре между самой горячей точкой рулона и самой холодной точкой рулона соответствует различию в скорости диффузии, ограниченному до нескольких процентов, что не влечет за собой никаких значительных модификаций в свойствах покрытия. Также имеется возможность адаптировать время выдержки температуры перед охлаждением, так, чтобы эта скорость диффузии стала полностью равномерной, если это окажется необходимым.
Пример 2
Точно так же, как и в примере 1, два рулона А и В стальной полосы весом по 15 тонн, закаливаемой при относительно низких температурах, идентичные рулону, описанному выше, и покрытые слоем цинка толщиной 2,5 мкм посредством электролитического осаждения, затем был покрыты слоем магния толщиной 1 мкм посредством вакуумного испарения. Затем каждая полоса была оставлена на открытом воздухе без специальной защиты, что привело к образованию слои окиси магния на наружной поверхности.
Далее обе полосы одна за другой были подвергнуты статическому отжигу при температуре 160°C на том же оборудовании для статического отжига для диффузии магния в цинк. Термический цикл, которому были подвергнуты рулоны, был таким же, как и в примере 1, при этом единственным отличием в обработке был тип атмосферы, выбранной для отжига рулона В.
Рулон А:
Газ, который использовался во время статического отжига рулона А, представлял собой инертную смесь азота и водорода, идентичную смеси, упомянутой в примере 1. Во время термообработки в отношении окисления металлической полосы наблюдались те же самые явления.
Помимо этого, в то время как в примере 1 цвет металлической полосы после статического отжига был равномерным светло-серым, в этом случае на краях полосы наблюдались более темные окаймления. Цвет вдоль оси полосы по сравнению с цветом, наблюдавшимся в примере 1, оставался неизменным. Изучение с помощью электронного микроскопа показало, что в светлой зоне кристаллы магния, присутствовавшие на поверхности полосы, имели очень четкую и отчетливо выраженную геометрическую форму шестиугольников. В отличие от этого в темных зонах кристаллы магния, присутствовавшие на поверхности полосы, были деформированы и имели неравномерные края.
Дополнительные исследования не выявили какого-либо заметного различия с химической точки зрения между светлой зоной и темными зонами.
Таким образом, эта незначительная неоднородность цвета весьма вероятно, связана с деформацией кристаллов магния на поверхности полосы в темных зонах: эти кристаллы по-разному рассеивают свет и создают наблюдаемый визуальный эффект.
Поскольку все параметры исследования (стальная полоса, цинковое и магниевое покрытие, термические характеристики и атмосфера отжига) не изменялись по сравнению с примером 1, подтверждается, что причина деформации связана с самим оборудованием для выполнения отжига. В частности, в зависимости от выполняемых производственных операций, оборудование может содержать различные количества загрязняющих продуктов, например остатки углерода, образующиеся в результате сгорания смазочно-охлаждающей жидкости для прокатки. Кроме того, форма дефекта цвета в виде колебания, начинающегося от краев, позволяет предположить, что существует явление, вызываемое межвитковой диффузией газообразных продуктов, содержащихся в атмосфере отжига. Таким образом, наблюдаемое явление можно объяснить присутствием загрязняющих агентов в атмосфере отжига совместно с действием эффекта температурного градиента в поперечном направлении полосы.
Рулон В:
Газ, который использовался во время статического отжига рулона В, представлял собой воздух. Наблюдаемые явления в отношении окисления металлического рулона во время термообработки были такие же, как и явления, наблюдавшиеся в случае с рулоном А и в примере 1.
Однако в этом случае дефект цвета не наблюдался. Полоса имела равномерный светло-серый цвет, идентичный цвету, наблюдавшемуся в примере 1. Кроме того, изучение с помощью электронного микроскопа показало, что в светлой зоне кристаллы магния, присутствовавшие на поверхности полосы, имели очень четкую и отчетливо выраженную геометрическую форму шестиугольников, как в светлой зоне рулона А.
Поскольку рулоны А и В подвергались обработке один за другим на одном и том же оборудовании для отжига, единственным имеющим отличие элементом последнего эксперимента была атмосфера отжига, а все другие параметры оставались неизменными (стальная полоса, цинковое и магниевое покрытие, термические характеристики отжига). Следовательно, тот факт, что термообработка выполнялась на воздухе, не оказывал эффекта нейтрализации на термохимические эффекты, вызывающие дефект цвета, наблюдавшийся на рулоне А (устранение загрязнений и т.д.).
Таким образом, было показано, что в случае диффузионной термообработки на промышленном оборудовании использование окислительного газа, например воздуха, вместо инертного газа в качестве атмосферы отжига позволяет нейтрализовать термохимические эффекты из-за присутствия загрязнений (возникающих, например, из-за предыдущего использования оборудования) и, возможно, приводит к дефекту цвета на готовом продукте. Таким образом, имеется возможность, в частности, выполнить процесс без использования защитной атмосферы.
Изобретение позволяет изготавливать покрытия, содержащие сплавы, посредством многослойного осаждения без инвестирования в сложное и дорогостоящее движущееся диффузионное устройство. Пространство, которое требуется в линии нанесения покрытий, будет на 50% меньше пространства на оборудовании для выполнения отжига в составе линии. Таким образом, изобретение особенно пригодно для изготовления новых изделий, на существующей производственной линии, если объем производства является незначительным или когда кривая запуска является продолжительной и замедленной.
Изобретение использует статическую термообработку в течение более продолжительного времени и при более низкой температуре, чем на непрерывной линии. Изобретение позволяет использовать компактную оснастку для выполнения диффузии. Оно сводит к минимуму или даже исключает расход инертного газа и сводит к минимуму расход энергии на тонну (и установленную мощность) за счет снижения температуры цикла диффузии, тем самым, делая обработку совместимой с широким диапазоном стальных изделий и марок сталей.
Изобретение позволяет использовать оборудование для отжига в контейнерах или подобную технологическую оснастку для выполнения сплавления, необходимого для производства конечного продукта. С помощью существующей оснастки для отжига в контейнерах можно снизить затраты на инвестиции примерно на 30% (по сравнению с инвестициями, включающими в себя осаждение и термообработку) и, таким образом, принять решение об инвестициях и выпуске на рынок новых продуктов с более коротким сроком службы или более низким суммарным объемом.
С помощью сочетания процессов имеется возможность изготавливать инновационные многослойные покрытия. В сочетании с диффузионной термообработкой они могут обеспечить выпуск сплава, позволяющего получать благоприятные характеристики поверхности изделия с покрытием.
Необходимо или изготовить новую производственную установку или доработать существующую производственную установку. Второй случай является более подходящим при условии, что он сочетает в сплаве металл, уже осажденный с помощью существующего оборудования, и при условии, что оборудование доступно с точки зрения пространства и производительности для производства новой продукции.
Настоящее изобретение предназначено, в частности, для получения магний-цинковых покрытий, но не ограничивается до этих покрытий, и относится к любому покрытию на основе окисляемого металла или окисляемого сплава.
Настоящее изобретение относится к способу нанесения покрытия на металлическую полосу и может быть использовано, в частности, для получения стальной полосы с магний-цинковым покрытием. Металлическую полосу предварительно покрывают цинком или цинковым сплавом, затем в вакууме на упомянутой полосе осаждают слой окисляемого металла или окисляемого металлического сплава, после чего покрытую металлическую полосу сворачивают в рулон. Намотанный рулон подвергают статической диффузионной термообработке для получения полосы, имеющей покрытие, содержащее в верхнем участке слой сплава, образованный посредством диффузии окисляемого металла или окисляемого металлического сплава во всем слое или части слоя цинка или цинкового сплава. Обеспечивается производство многослойных покрытий, имеющих благоприятные характеристики поверхности изделий с покрытием, при малом расходе энергии и инертного газа или без использования инертного газа, на металлических подложках разного типа. 2 н. и 16 з.п. ф-лы, 2 ил., 2 пр.
1. Способ нанесения покрытия на металлическую полосу, при котором слой окисляемого металла или окисляемого металлического сплава осаждают в вакууме на металлической полосе, предварительно покрытой цинком или цинковым сплавом; затем покрытую металлическую полосу сворачивают в рулон и намотанный рулон подвергают статической диффузионной термообработке для получения полосы, имеющей покрытие, которое содержит в верхнем участке слой сплава, образованный посредством диффузии окисляемого металла или окисляемого металлического сплава во всем слое или части слоя цинка или цинкового сплава.
2. Способ по п.1, в котором статическую диффузионную термообработку выполняют на намотанном рулоне в окислительной атмосфере.
3. Способ по п.1, в котором статическую диффузионную термообработку выполняют на намотанном рулоне в неокислительной атмосфере.
4. Способ по любому из пп.1-3, в котором металлическая полоса предварительно покрыта цинком или цинковым сплавом с помощью процесса горячего цинкования погружением.
5. Способ по любому из пп.1-3, в котором металлическая полоса предварительно покрыта цинком или цинковым сплавом с помощью процесса электролитического осаждения.
6. Способ по любому из пп.1-3, в котором металлическая полоса предварительно покрыта цинком или цинковым сплавом с помощью процесса осаждения в вакууме.
7. Способ по любому из пп.1-3, в котором металлическая полоса покрыта слоем цинка или цинкового сплава, имеющим толщину 0,5-15 мкм.
8. Способ по любому из пп.1-3, в котором металлическую полосу, покрытую цинком или цинковым сплавом, покрывают магнием или магниевым сплавом с помощью осаждения в вакууме.
9. Способ по п.8, в котором магниевый слой толщиной 0,2-5 мкм осаждают с помощью осаждения в вакууме.
10. Способ по п.8, в котором слой сплава с составом Zn2Mg, возможно содержащего соединения Zn11Mg2, образован во время статического диффузионного отжига.
11. Способ по любому из пп.1-3, в котором покрытие на вышеуказанной металлической полосе, покрытой окисляемым металлом или металлическим сплавом, окисляют на поверхности перед выполнением вышеуказанной статической диффузионной термообработки.
12. Способ по любому из пп.1-3, в котором вышеуказанный рулон металлической полосы подвергают диффузионной термообработке в течение 4-40 ч посредством нагревания при температуре ниже 200°C.
13. Способ по любому из пп.1-3, в котором металлическая полоса является стальной полосой.
14. Способ по п.13, в котором металлическая полоса изготовлена из стали, закаливаемой при относительно низких температурах.
15. Установка для нанесения покрытия на металлическую полосу способом по любому из пп.1-14, содержащая устройство для цинкования вышеуказанной непокрытой металлической полосы и расположенные за ним устройство для осаждения покрытия в вакууме, устройство для сворачивания полосы в рулон и устройство статической термообработки рулона металлической полосы в контролируемой атмосфере.
16. Установка по п.15, в которой вышеуказанное устройство для цинкования является устройством для горячего цинкования погружением.
17. Установка по п.15, в которой вышеуказанное устройство для цинкования является устройством для цинкования электролитическим осаждением.
18. Установка по п.15, в которой вышеуказанное устройство для цинкования является устройством для цинкования осаждением в вакууме.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU 2055916 С1, 10.03.1996. | |||

